个别改善(Kobetsu Kaizen / Focused Improvement)是 TPM 八大支柱之一,也常被称作焦点改善、重点改善、课题改善。
核心是:针对瓶颈设备、重大损失、顽固问题,成立专项小组,用科学方法彻底解决,实现零损失、高收益。
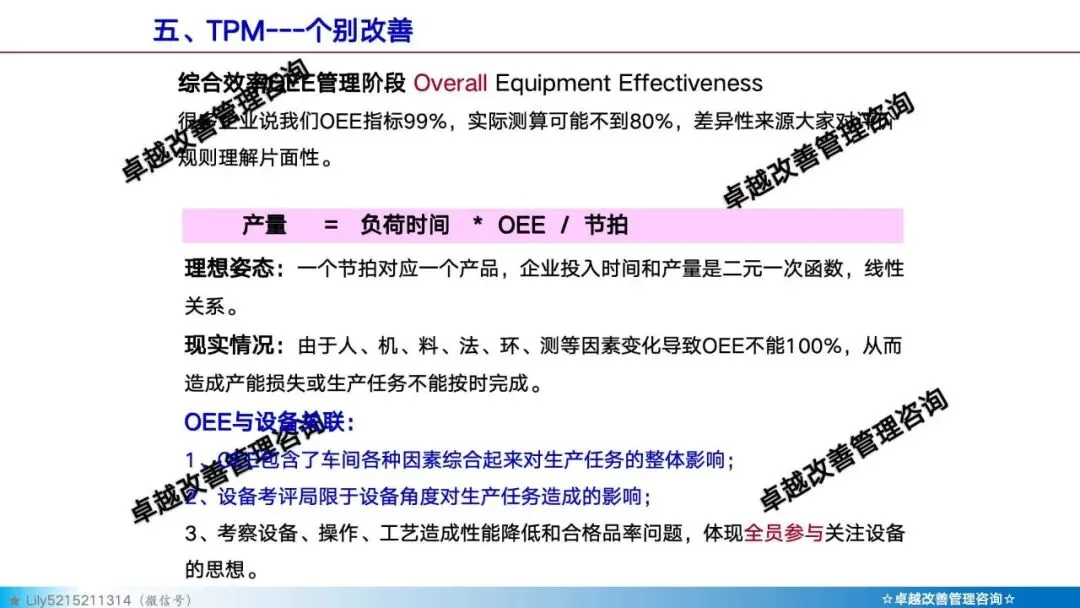
它不是零散的小改小革,而是围绕设备综合效率 OEE 提升,集中资源攻克重大浪费的系统性活动。
01 基本概念
1. 定义
以消除设备 16 大损失为目标,由跨部门小组(生产、设备、工艺、质量等)针对特定课题,运用分析工具,有计划、有步骤地开展持续改善,最终实现效率最大化。
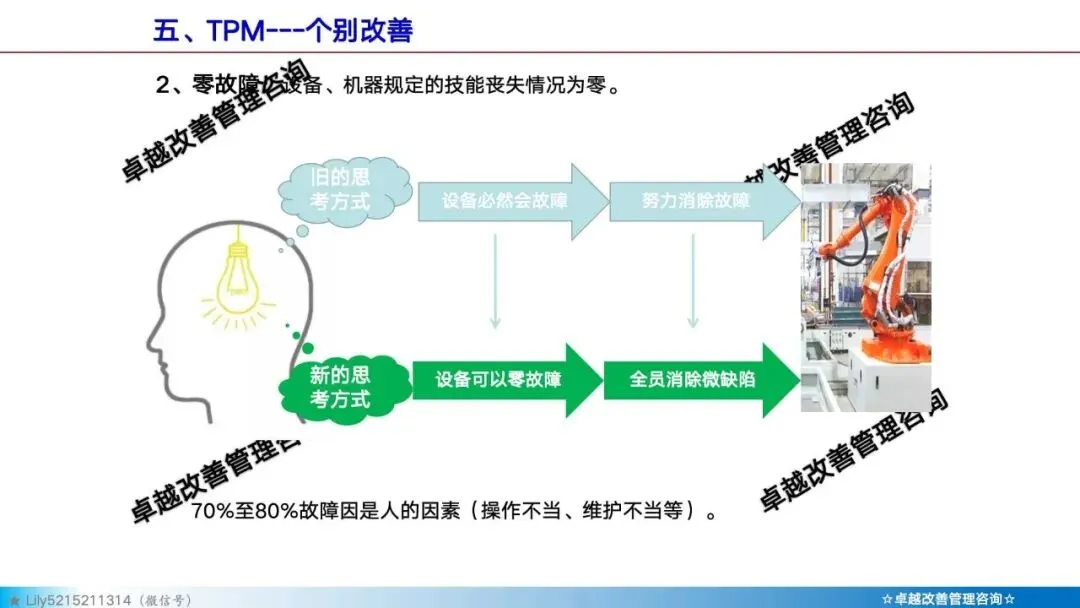
2. 核心目的
• 降低设备故障、停机、速度下降、不良等重大损失
• 提升 OEE、产量、合格率
• 降低制造成本、缩短生产周期
• 培养员工问题解决能力与改善意识
3. 与日常改善的区别
• 日常改善:员工随手小改进、小提案
• 个别改善:针对重大顽固课题,立项、定目标、跨部门、按步骤攻克
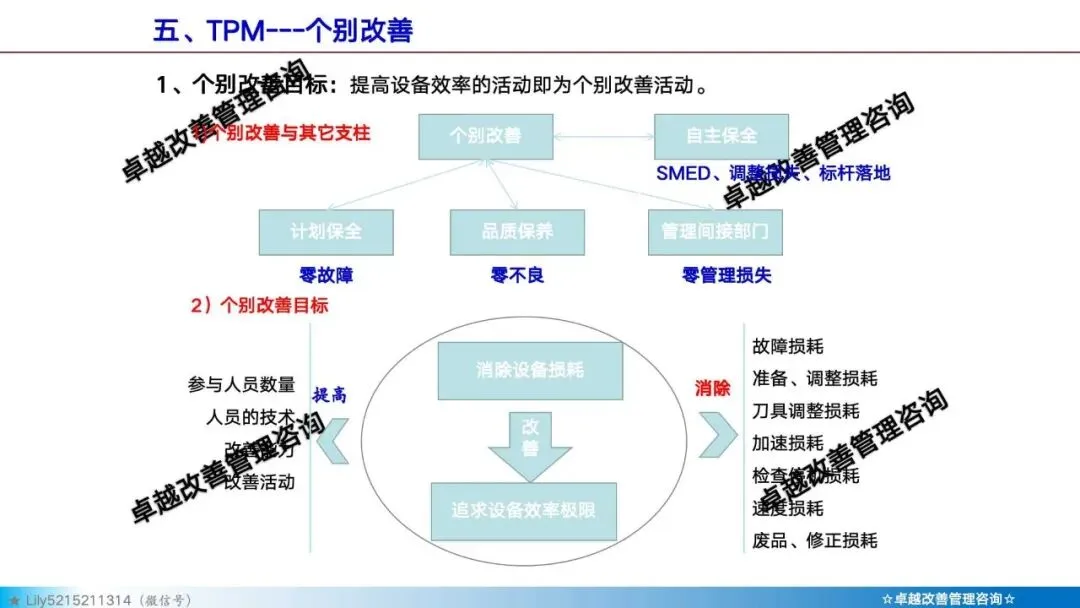
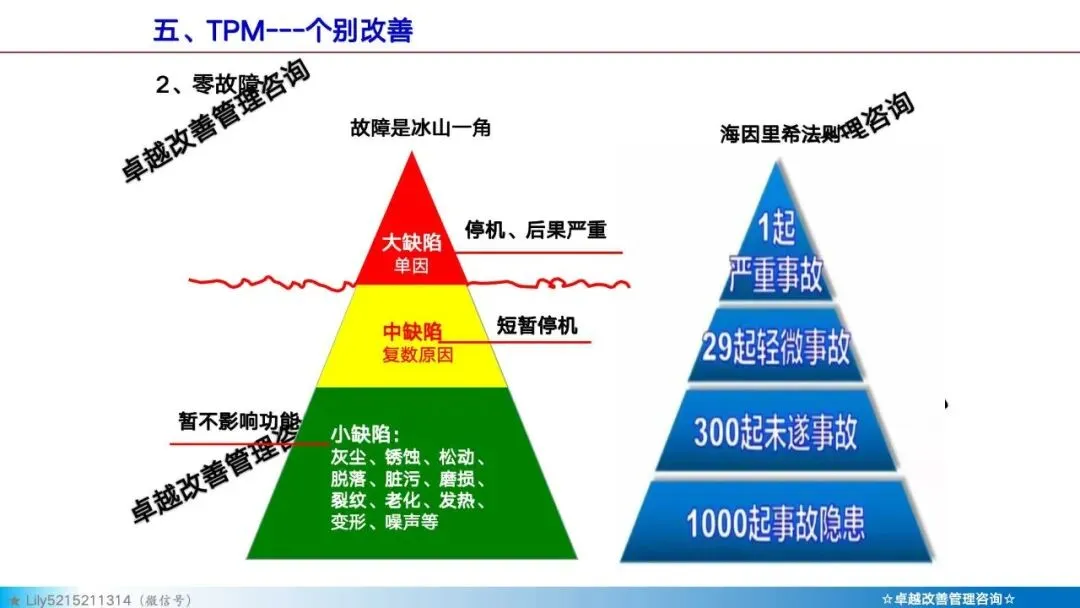
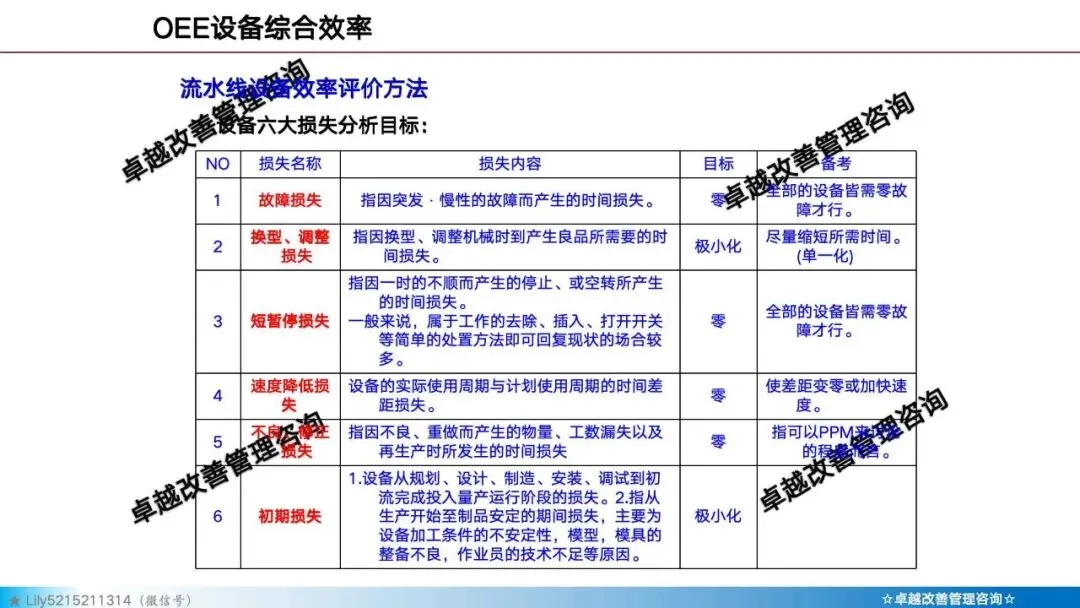
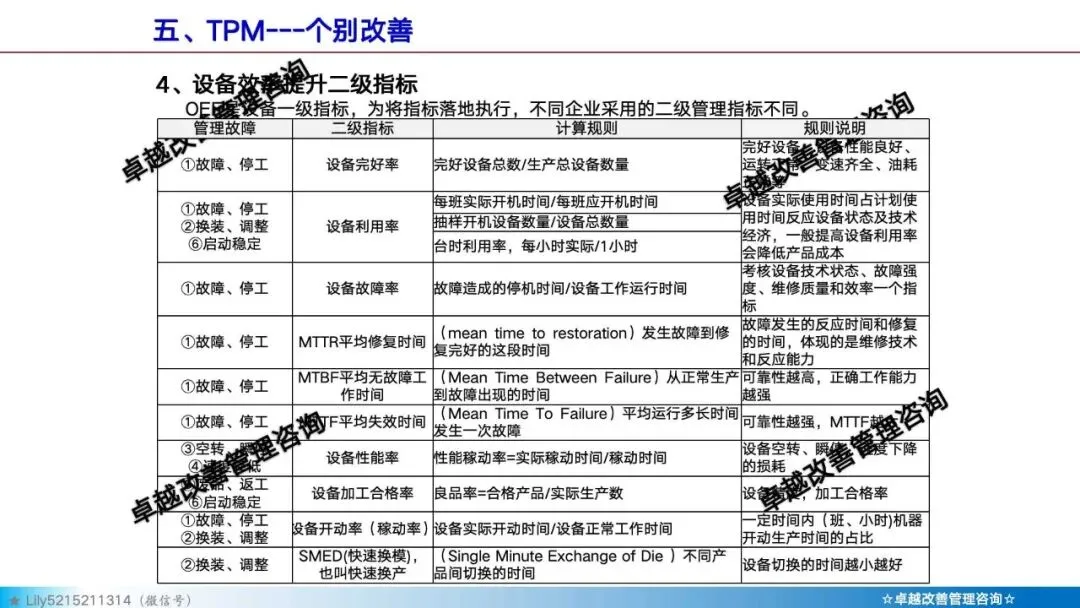
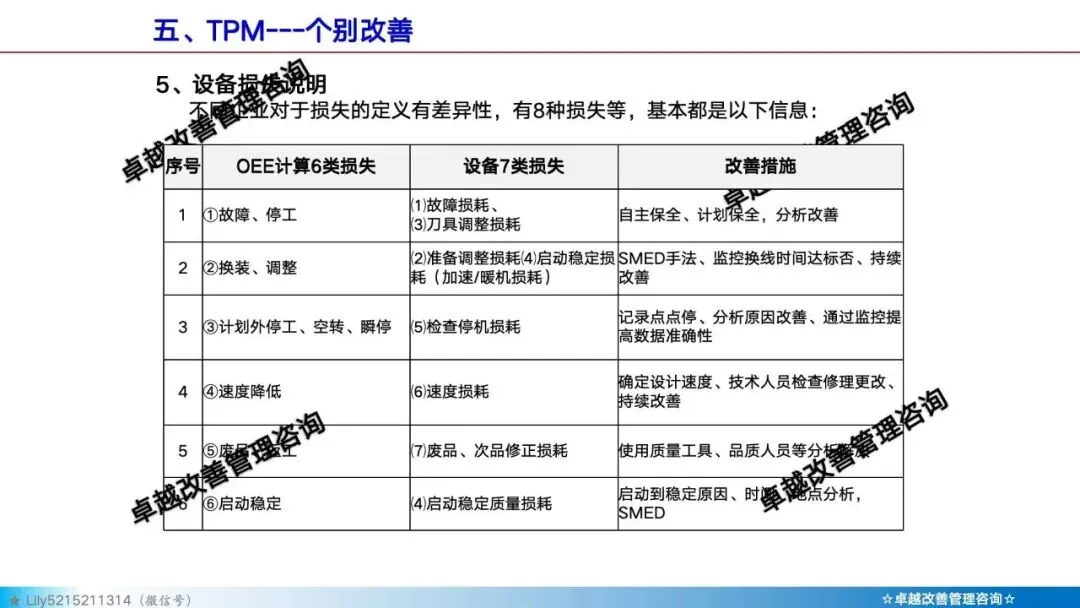
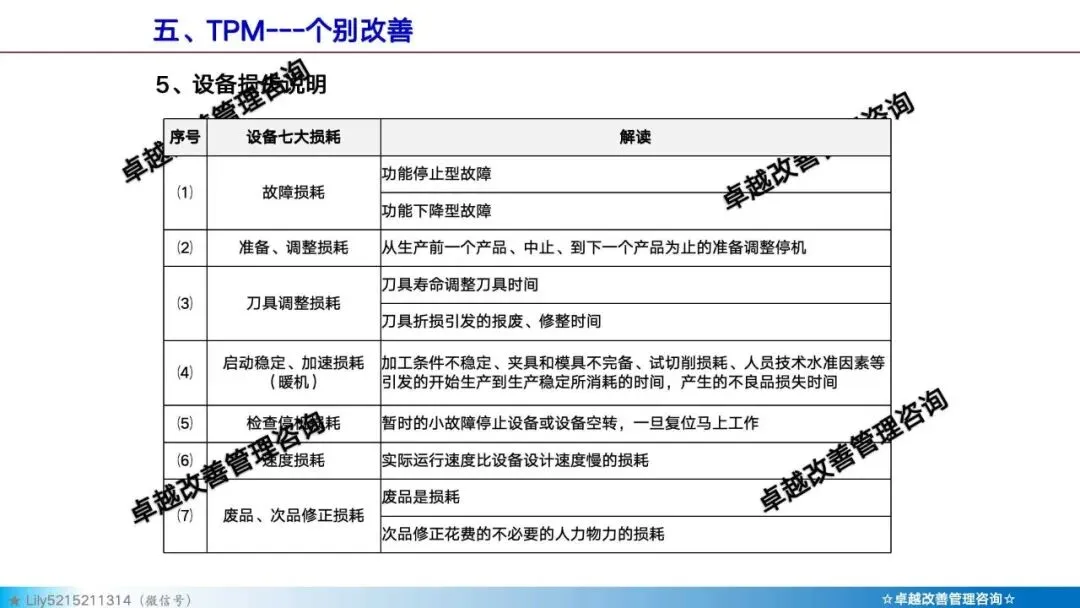
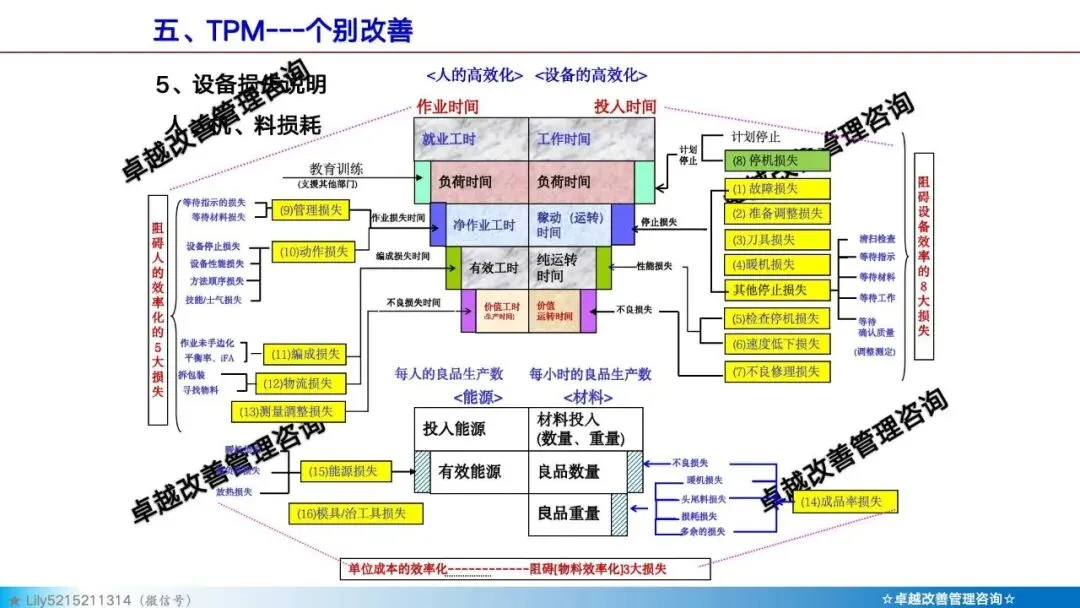
02 TPM 16大损失(个别改善的主攻对象)
个别改善就是围绕这 16 大损失展开:
设备效率损失(13种)
1. 故障损失
2. 换模换线损失
3. 调整、调试损失
4. 空转、短暂停机损失
5. 速度低下损失
6. 不良品与返工损失
7. 开机损失
8. 点检损失
9. 润滑不良损失
10. 刀具损耗损失
11. 精度劣化损失
12. 供料不良损失
13. 夹具/模具故障损失
管理与人因损失(3种)
14. 管理等待损失
15. 动作浪费损失
16. 物流、搬运损失
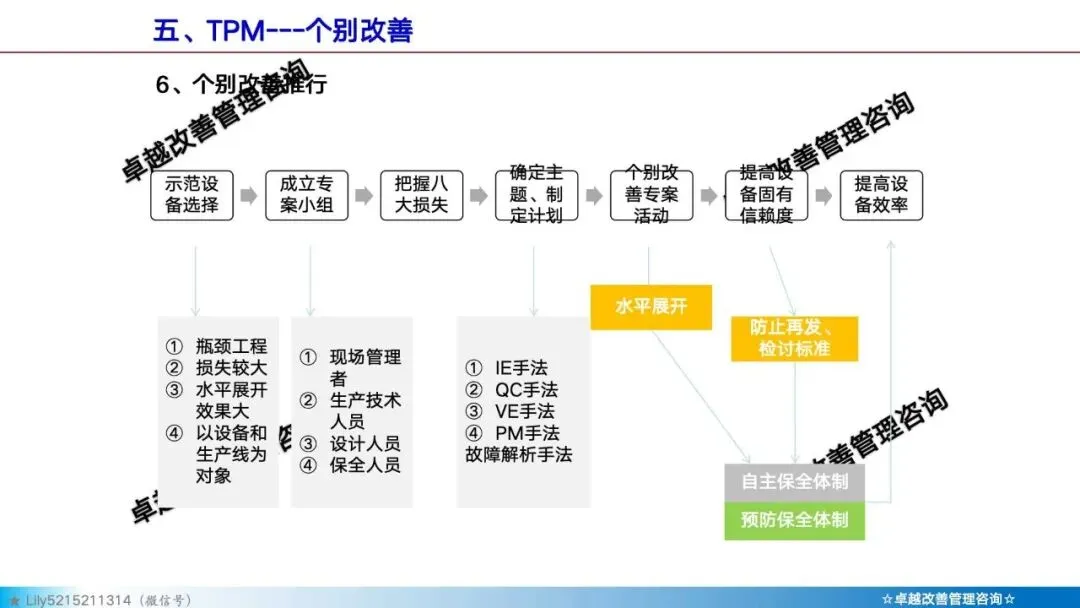
03 个别改善的核心推进步骤(标准 8 步法)
Step1 课题选定
• 抓重点:瓶颈设备、高故障、高不良、低 OEE、高成本
• 用柏拉图筛选:损失金额大、发生频次高
• 明确:课题名、范围、目标、期限、小组成员
Step2 现状把握与目标设定
• 收集数据:停机时间、不良率、产量、换模时间等
• 绘制流程图、价值流图
• 设定量化目标:
例:故障时间下降 50%,OEE 从 65%→80%
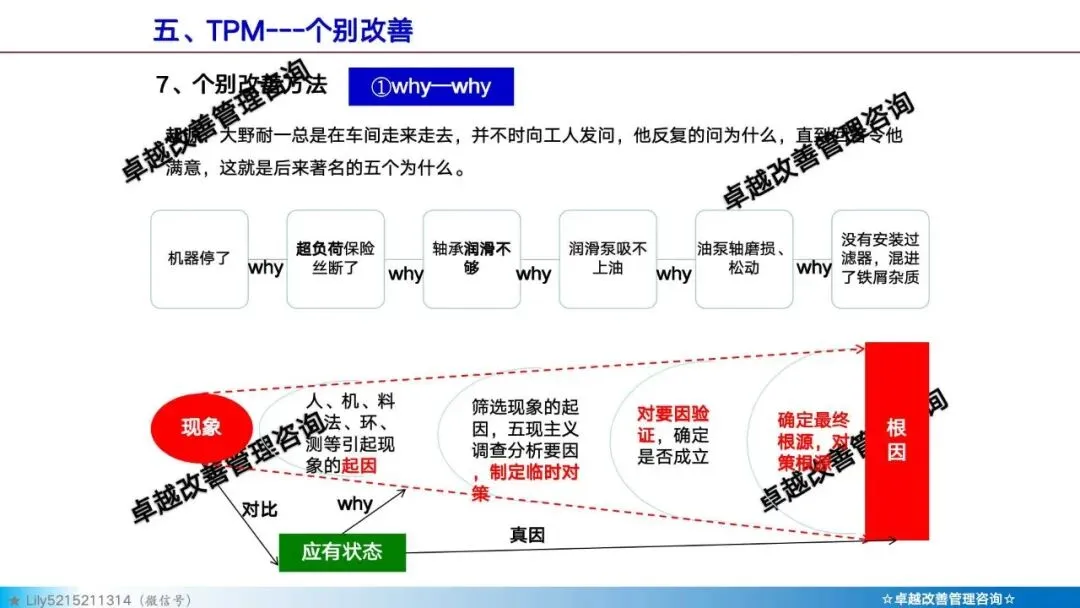
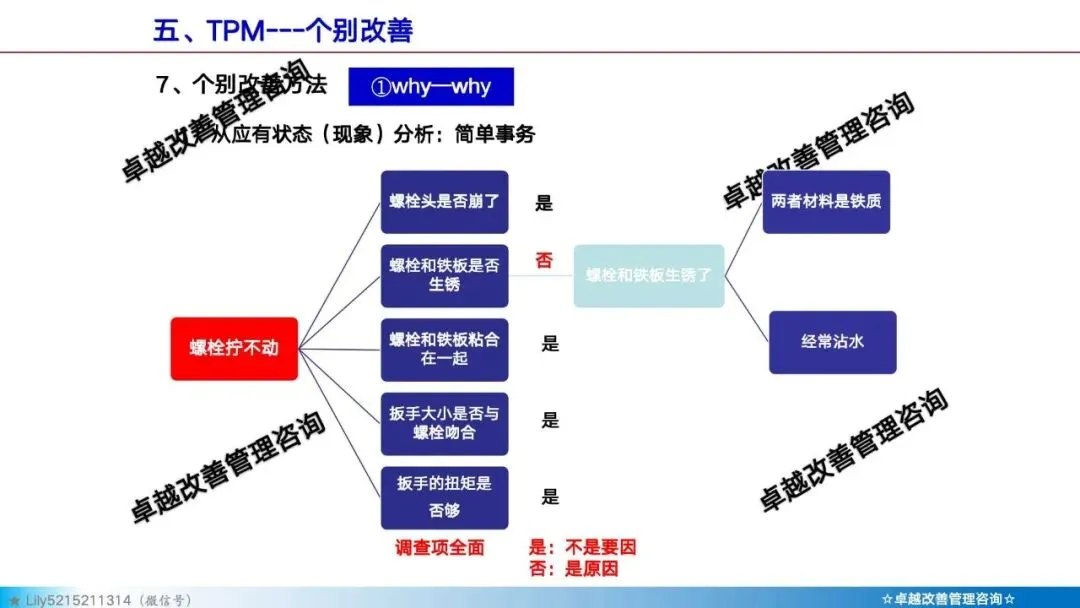
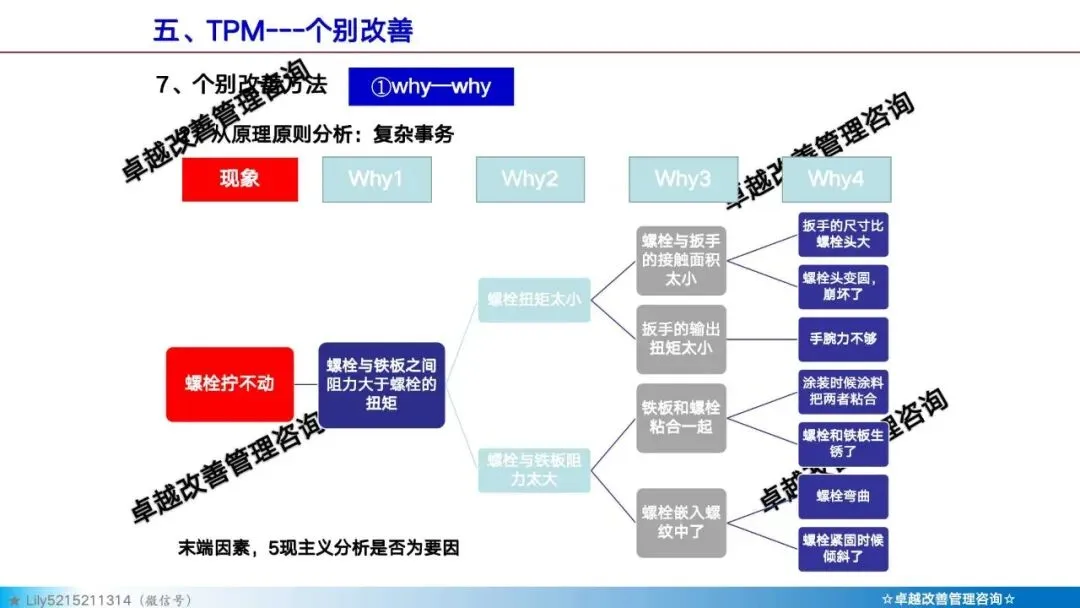
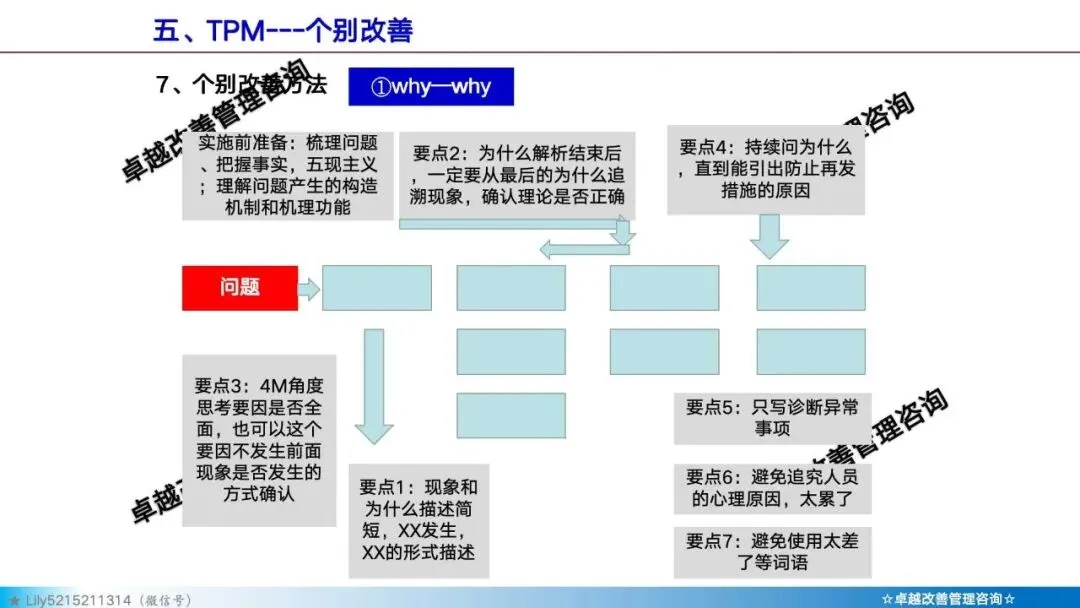
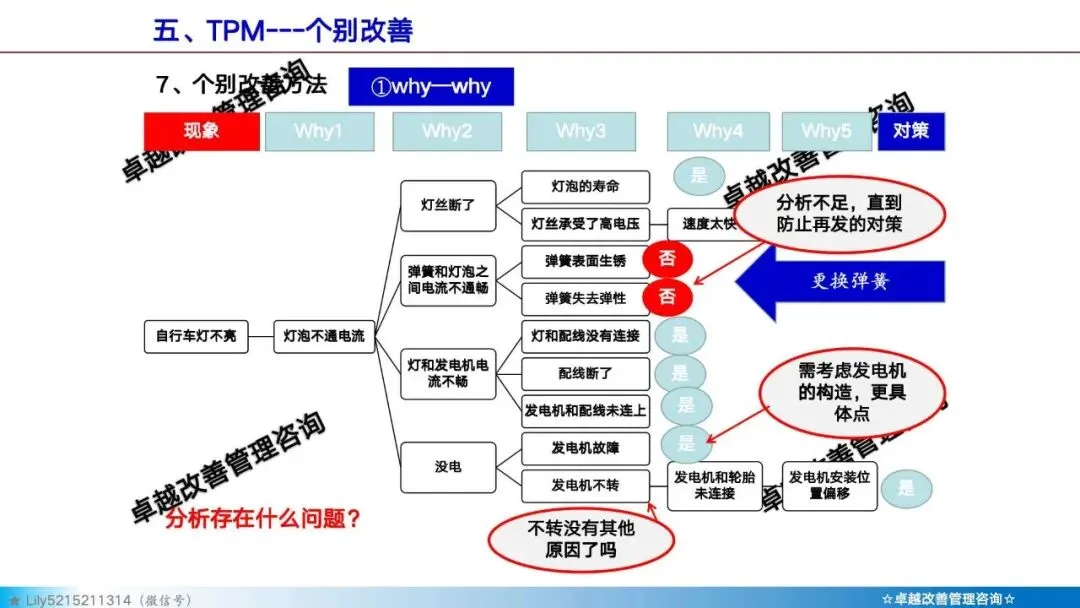
Step3 要因分析
使用工具:
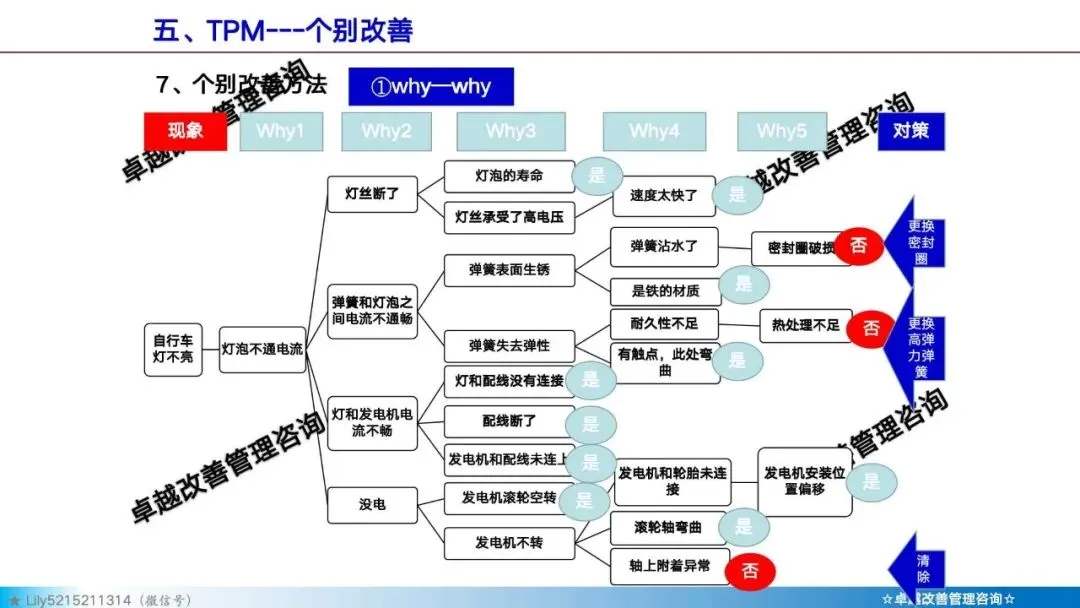
• 5Why
• 鱼骨图
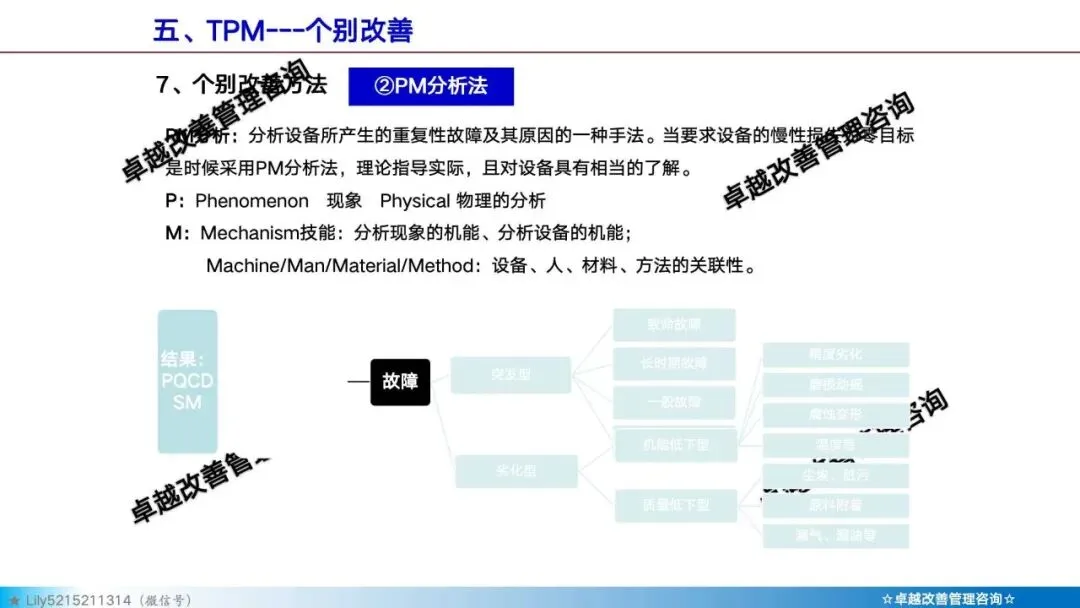
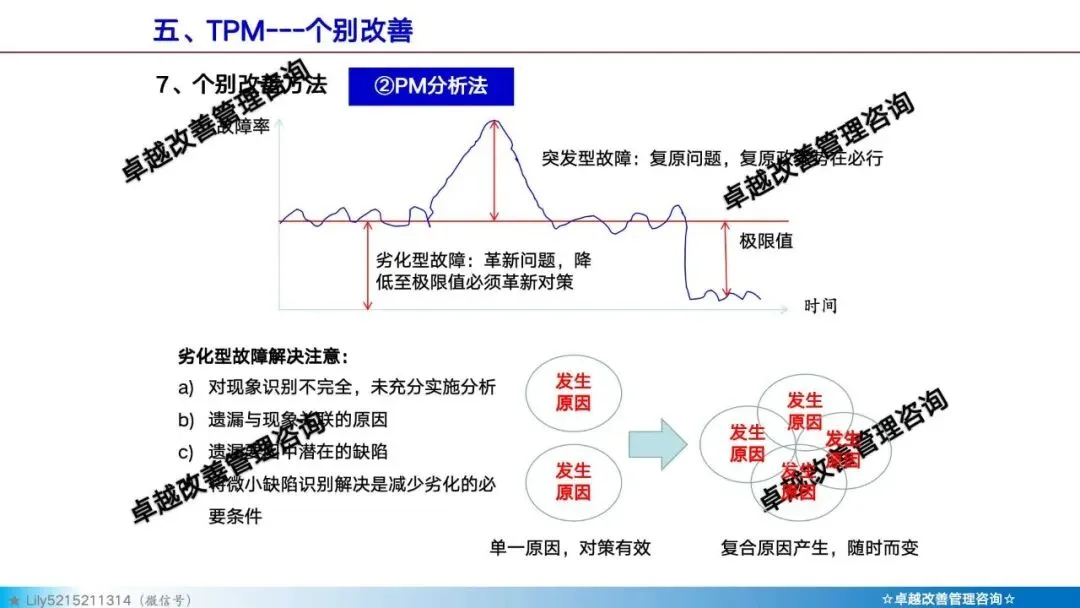
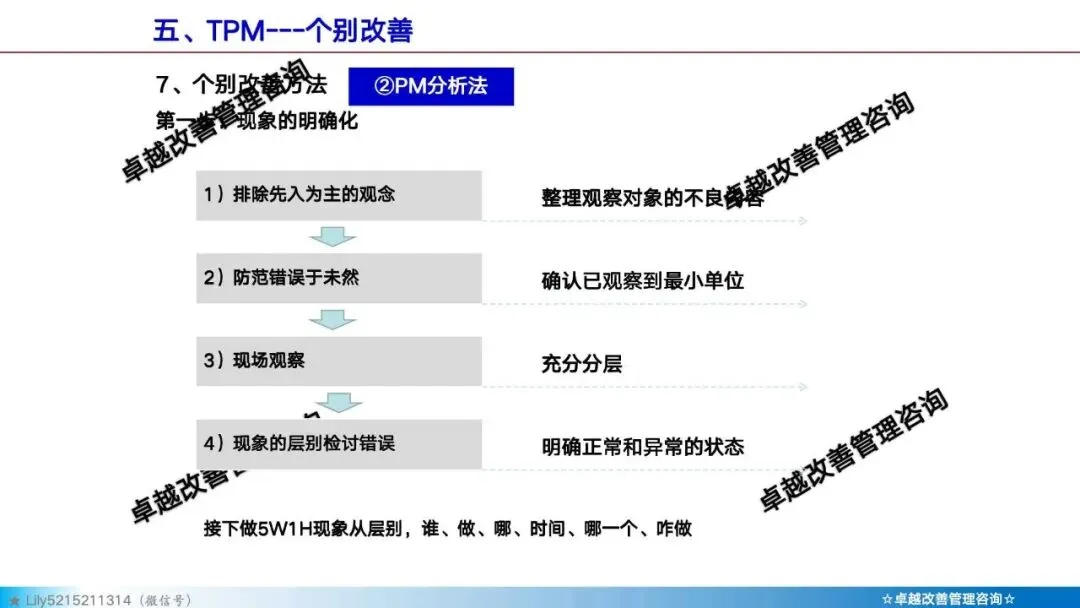
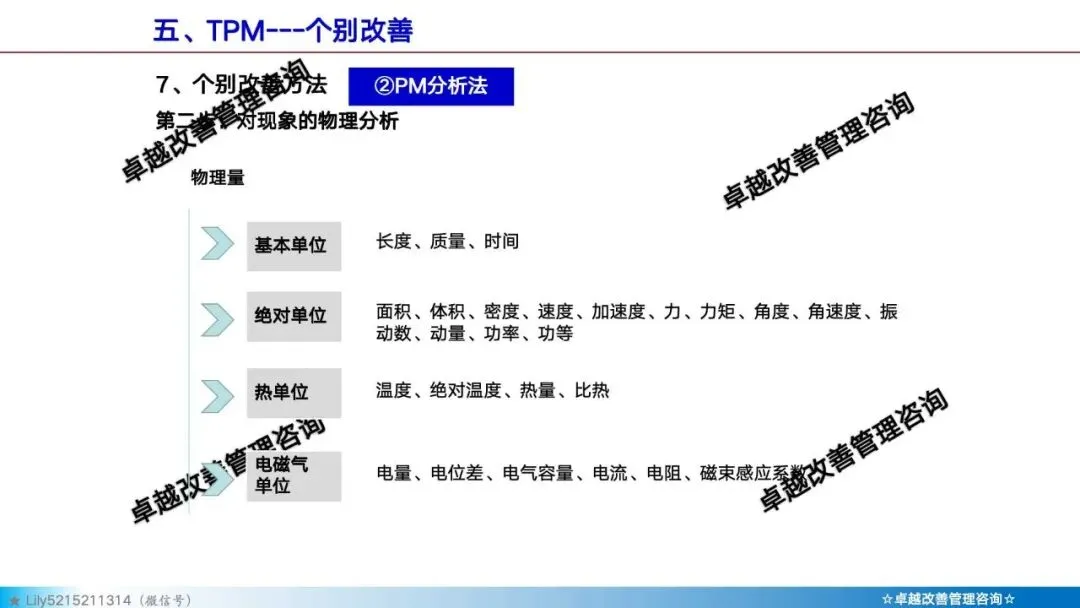
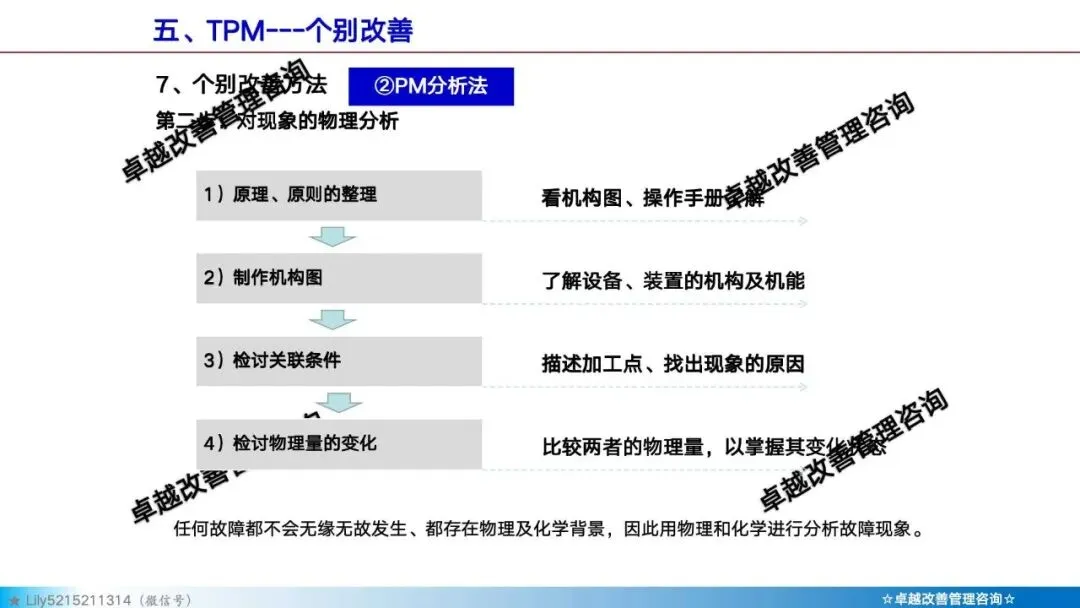
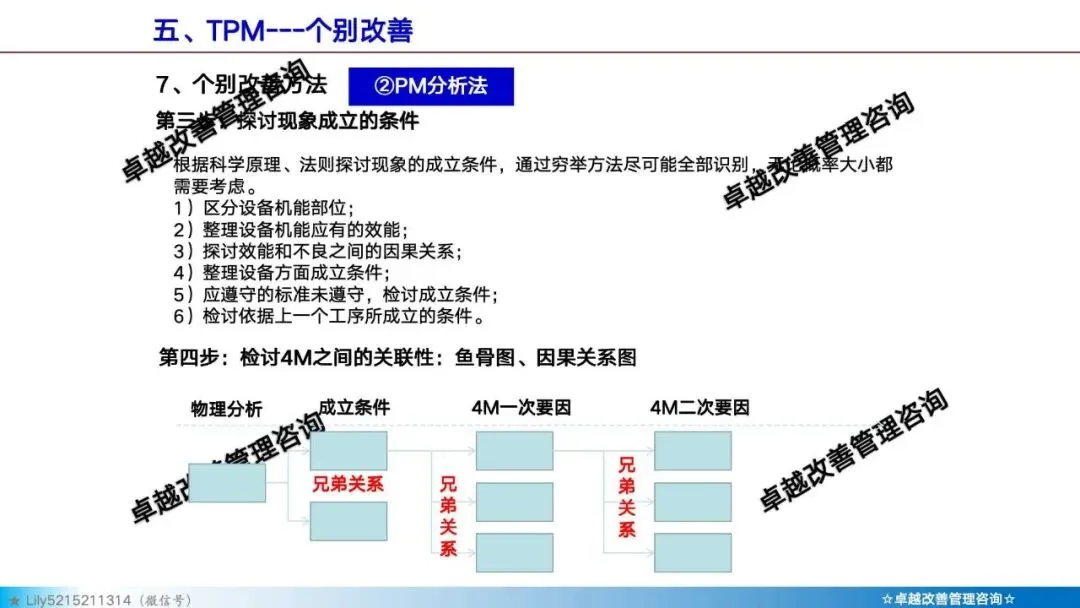
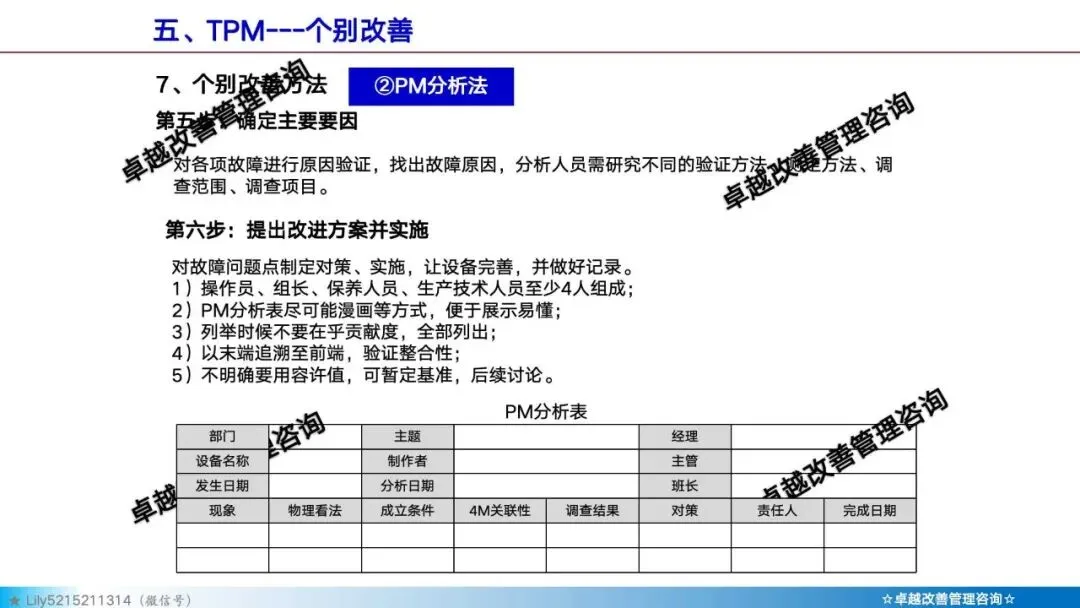
• PM 分析法
• 故障树 FTA
• 散布图、直方图
找到真因,而非表面原因。
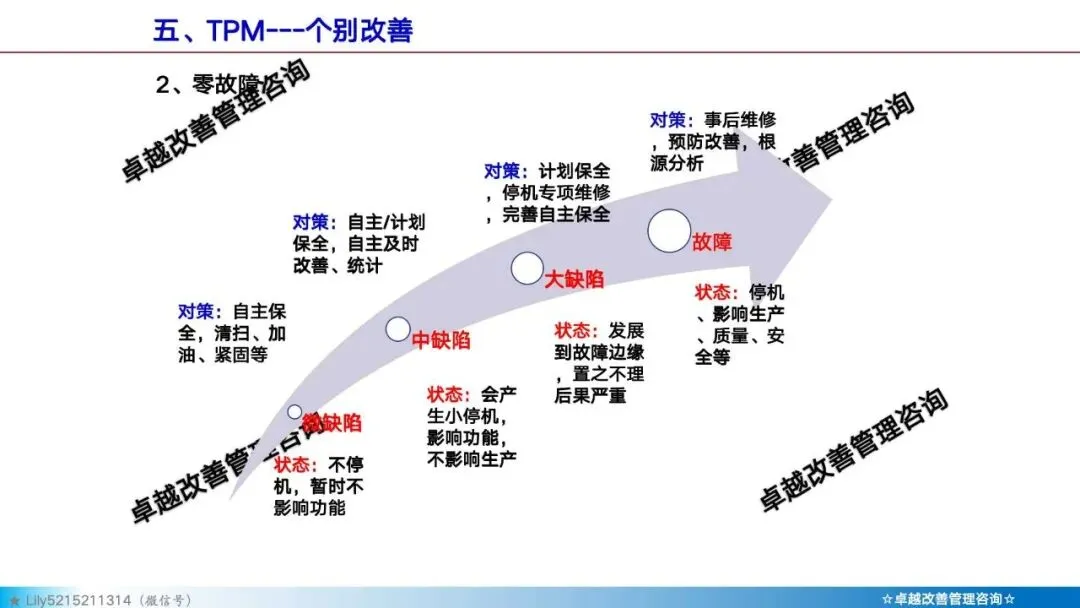
Step4 拟定对策
针对真因提出对策,分类:
• 应急对策(临时抑制)
• 恒久对策(根源解决)
• 预防对策(防止再发)
明确:对策内容、责任人、完成时间。
Step5 对策实施
• 小范围试点 → 验证效果
• 跨部门协同实施
• 边做边记录,避免返工
Step6 效果确认
• 对比改善前后数据
• 确认目标达成:OEE、MTBF、不良率、成本
• 有形效果 + 无形效果(安全、士气、环境)
Step7 标准化与固化
• 作业标准、点检标准、换模流程、参数表等更新
• 防止“改善反弹、问题复现”
Step8 后续计划与水平展开
• 总结经验
• 推广到同类型设备/产线
• 提出下一改善课题
04 个别改善常用核心工具
1. PM 分析法(设备故障专用)
2. 5Why 分析法(追根究底)
3. 柏拉图(抓重点损失)
4. 鱼骨图(人机料法环分析)
5. 流程图 / 价值流图
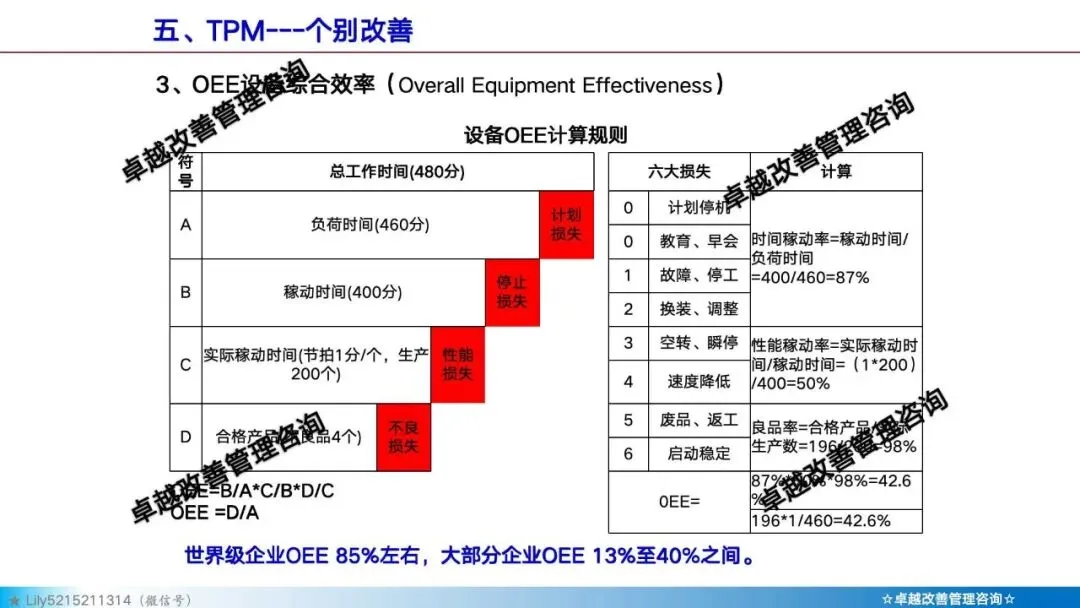
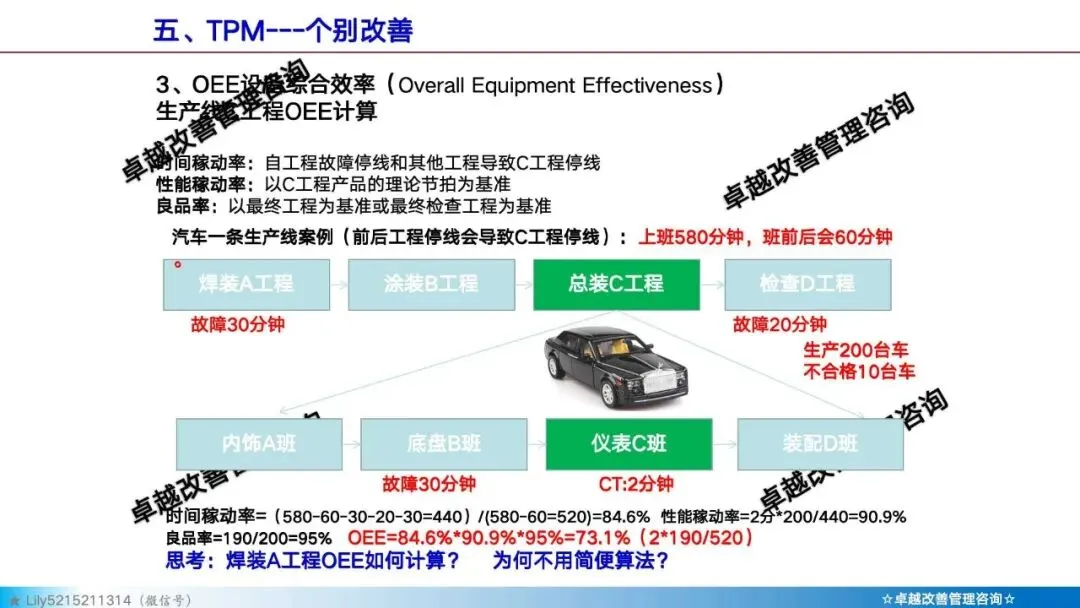
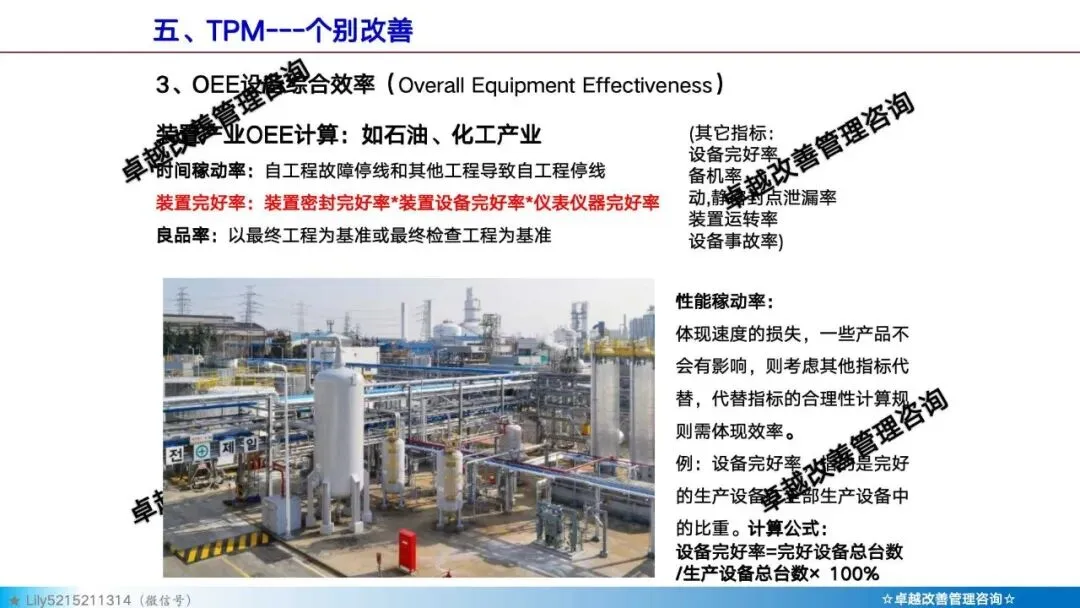
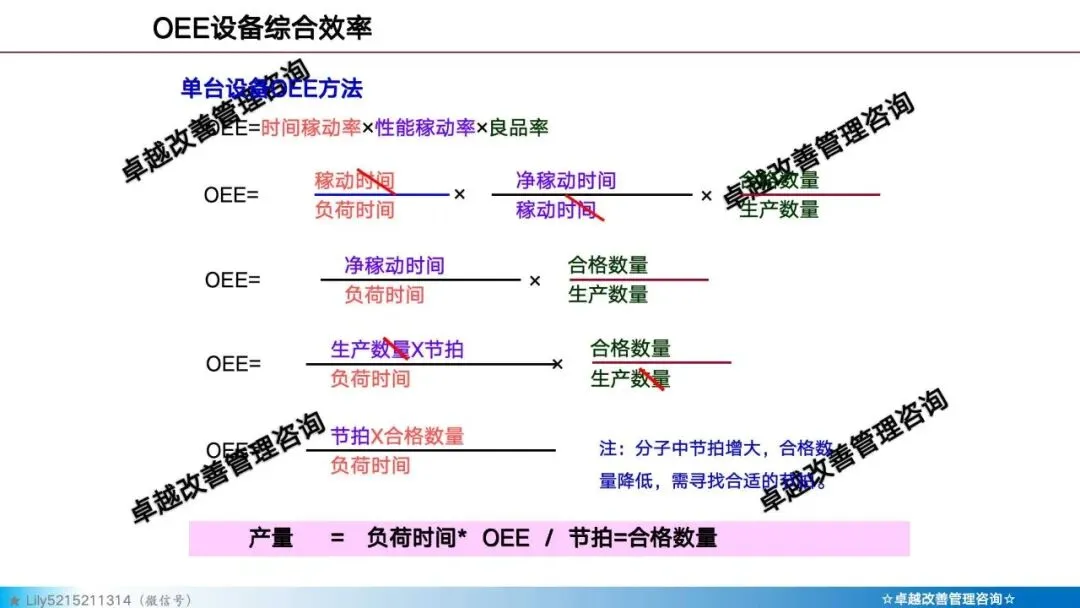
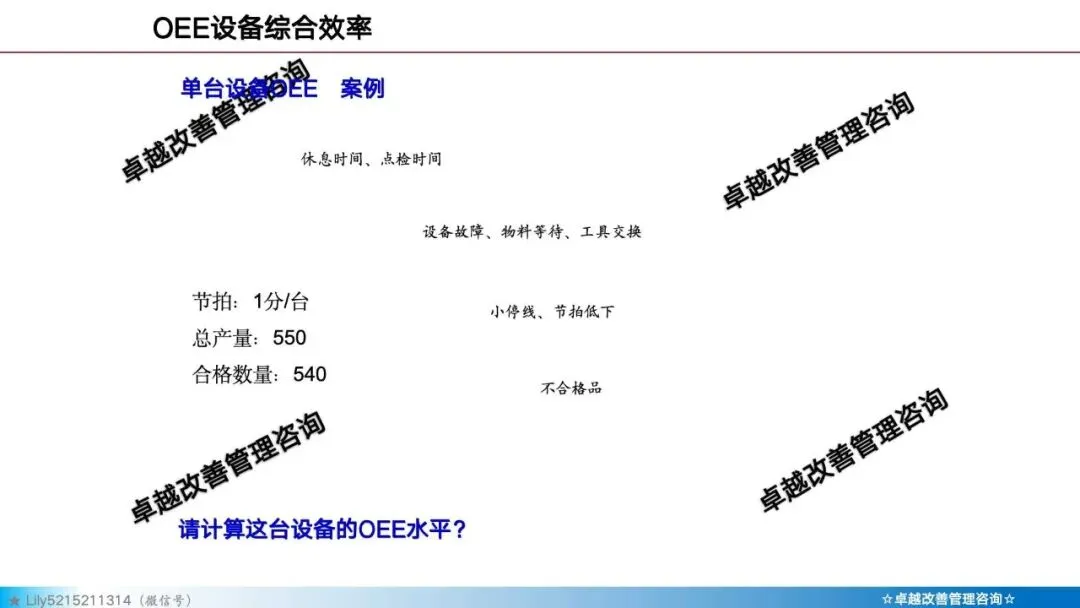
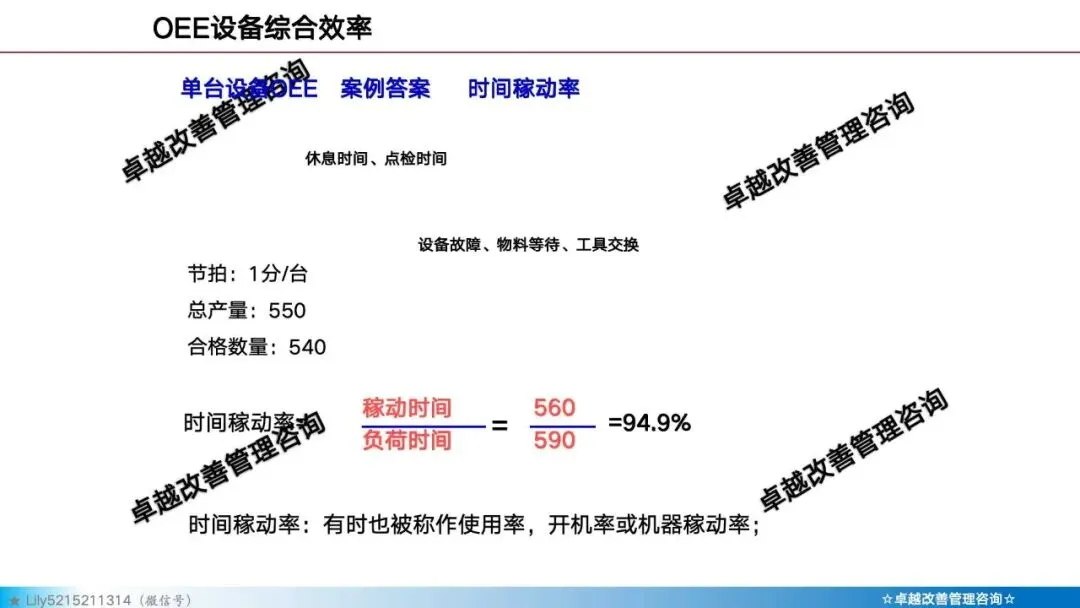
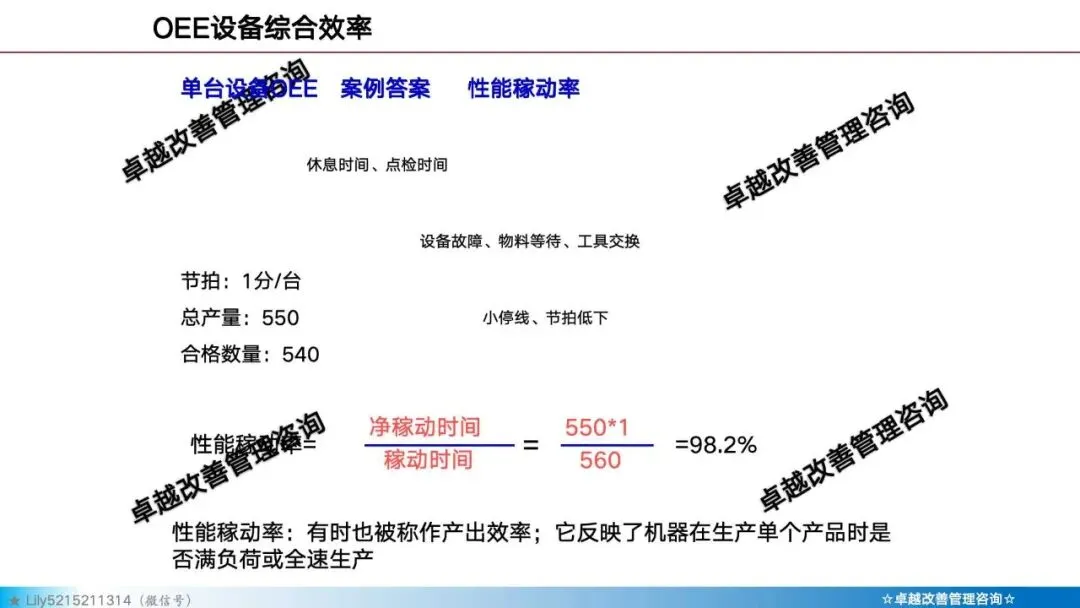
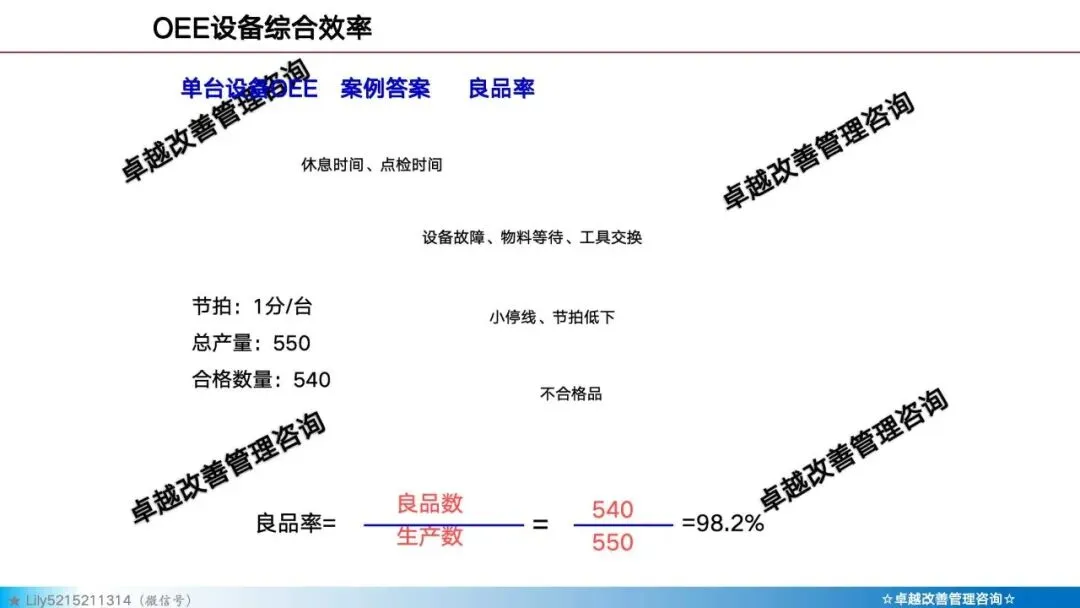
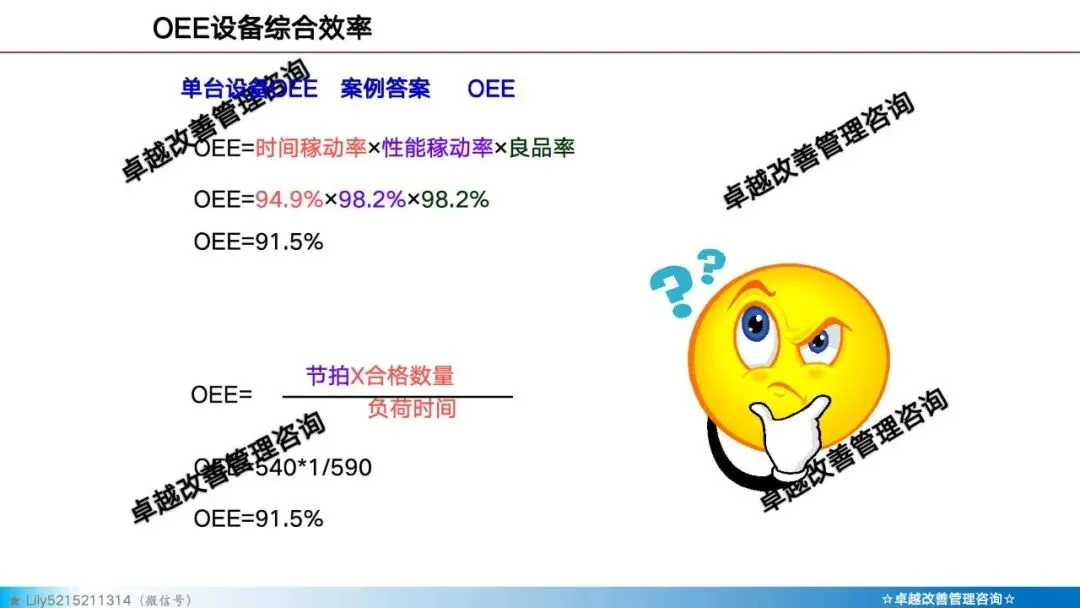
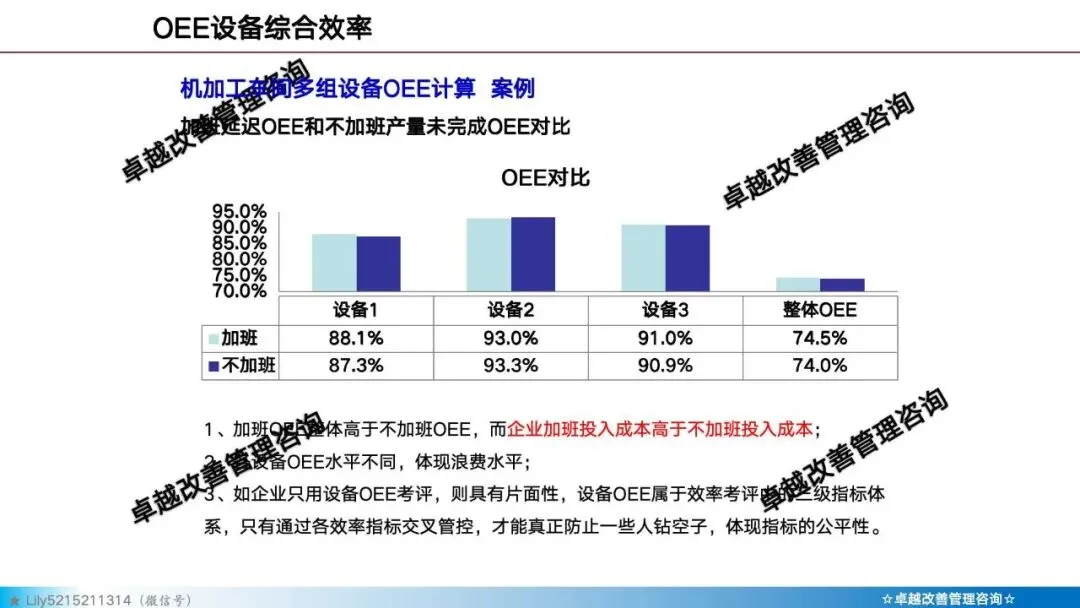
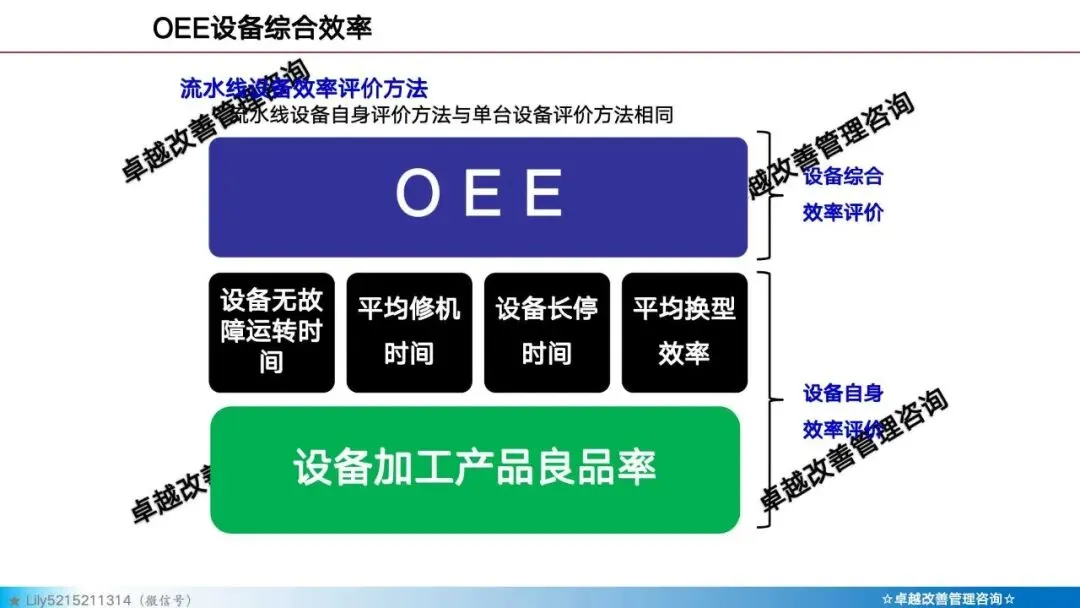
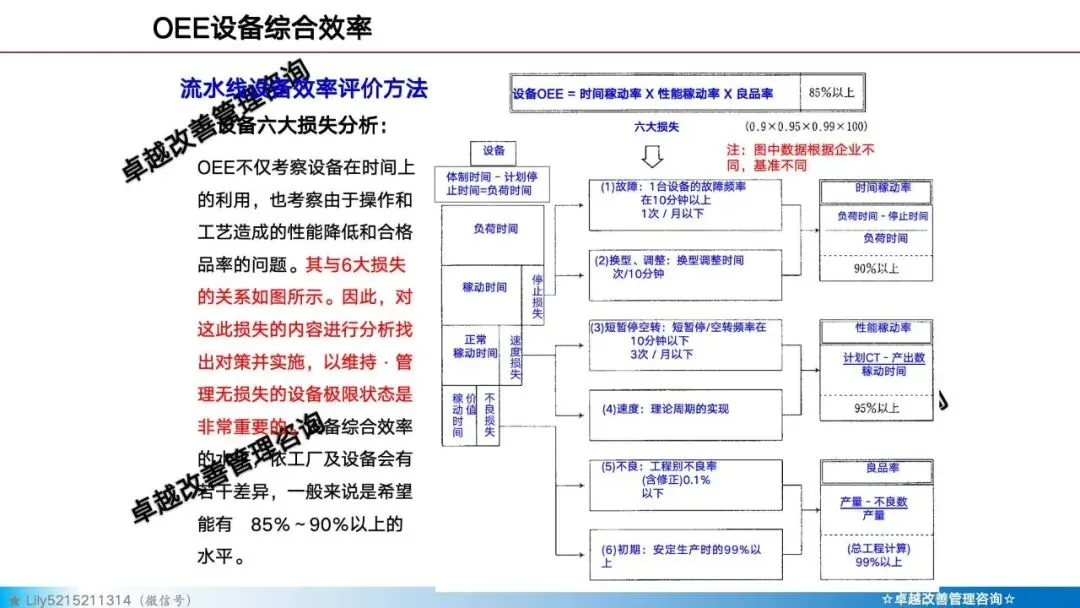
6. 设备稼动分析(OEE 分析)
7. FMEA 潜在失效模式分析
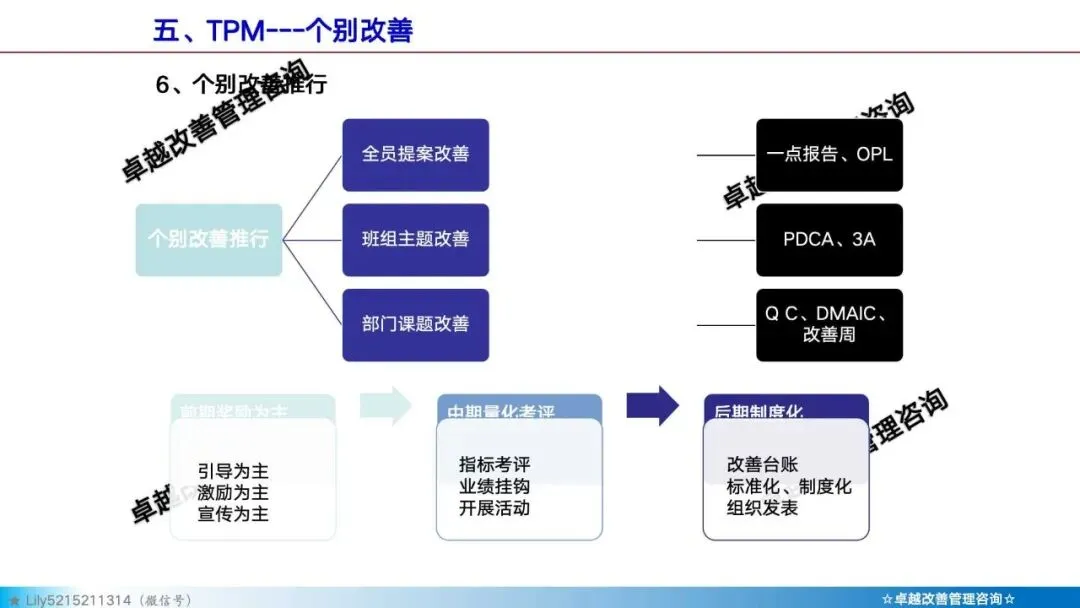
05 组织与推进方式
1. 小组形式
以 主题改善小组(Kaizen Team) 为单位:
• 组长:车间主管/设备主管
• 成员:生产、设备、工艺、质量、操作员
• 特点:跨部门、聚焦、短周期、快突破
2. 活动形式
• 主题改善活动
• 改善周(Kaizen Week)
• 瓶颈攻关
• 设备专题改善会
• 改善发表会(成果展示)
06 个别改善与其他 TPM 支柱关系
• 自主保全:操作员做基础维护,减少小损失
• 计划保全:专业维修做预防,减少故障
• 个别改善:集中攻克重大顽固损失,是效率提升的尖刀
• 品质保全:解决不良类损失
• 人才培育:通过改善提升全员能力
简单理解:
自主保全打基础,计划保全保稳定,个别改善攻瓶颈。
07 评价指标(KPI)
• OEE 提升率
• 故障停机时间下降率
• MTBF 提升
• MTTR 缩短
• 不良率下降
• 换模时间缩短
• 制造成本降低金额
• 改善件数、参与人数
08 推行关键要点
1. 先抓大损失,不搞小打小闹
2. 用数据说话,不凭感觉
3. 跨部门协同,避免单打独斗
4. 一定要标准化,防止反弹
5. 领导支持+激励机制,提高积极性
6. 成果可视化、定期发表,营造改善氛围
09 一句话总结
个别改善就是 TPM 的“攻坚突击队”,
集中火力消灭最大浪费,把设备损失挖干榨净,
最终实现 OEE 最大化、成本最低化、效益最大化。
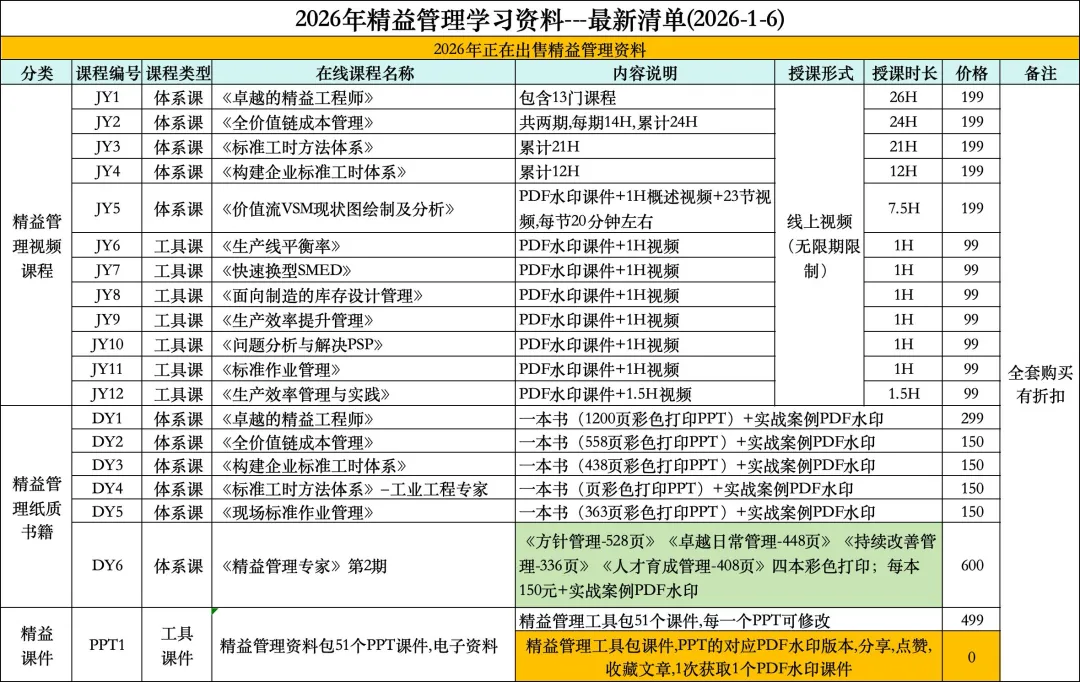
《TPM管理实践--个别改善》PPT内容分享:
对精益感兴趣的,想提升自己能力的伙伴可联系购买!