TPM是当代制造业中一套非常成熟的设备管理体系。它起源于日本,旨在通过全员参与,向设备故障为零、不良为零、事故为零的目标挑战。
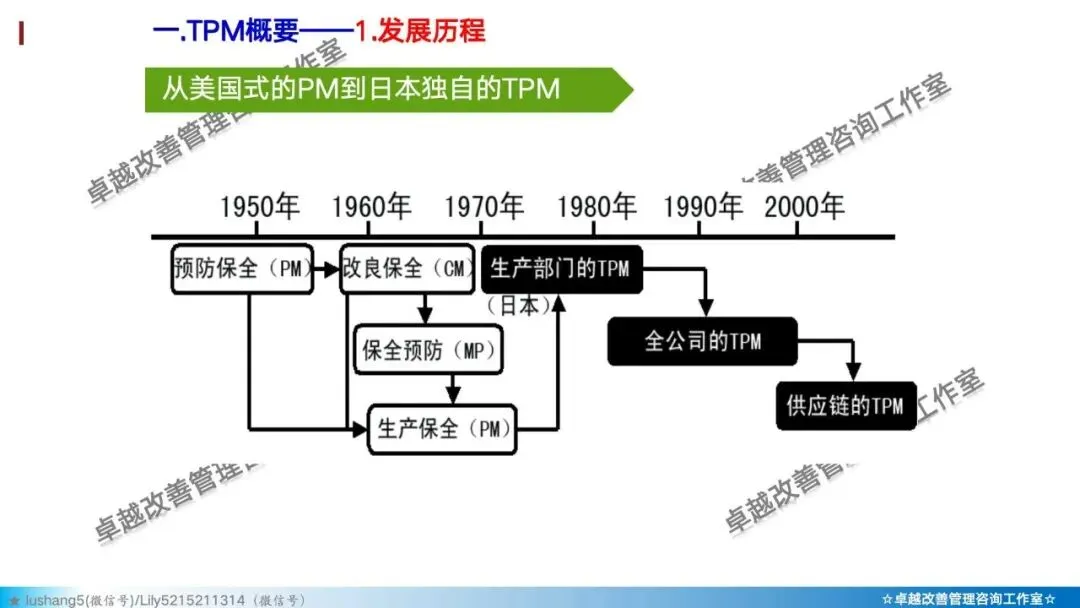
01 发展历程:从美国PM到日本TPM
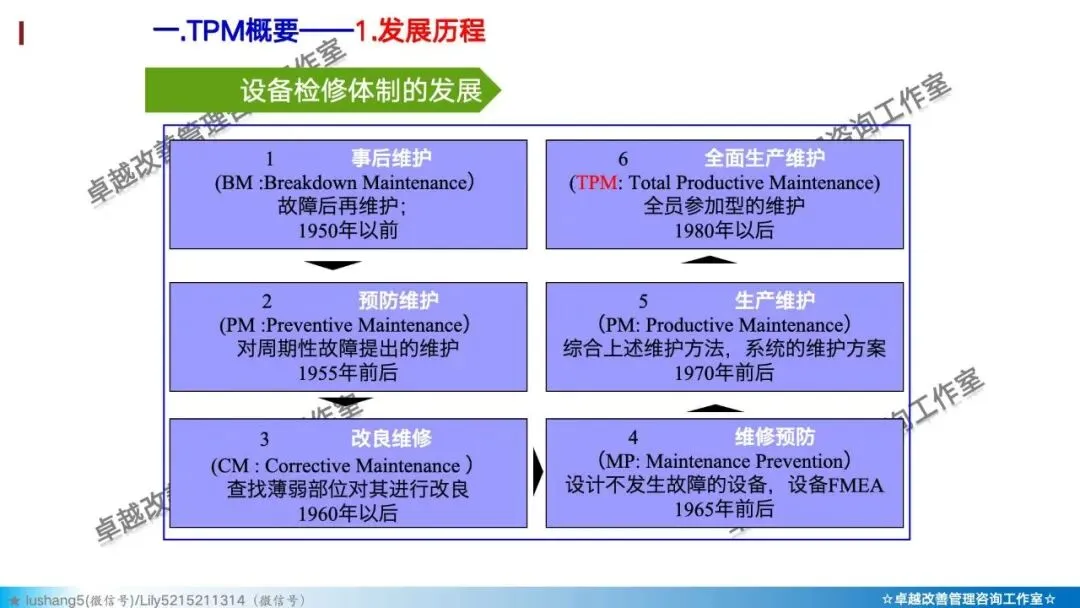
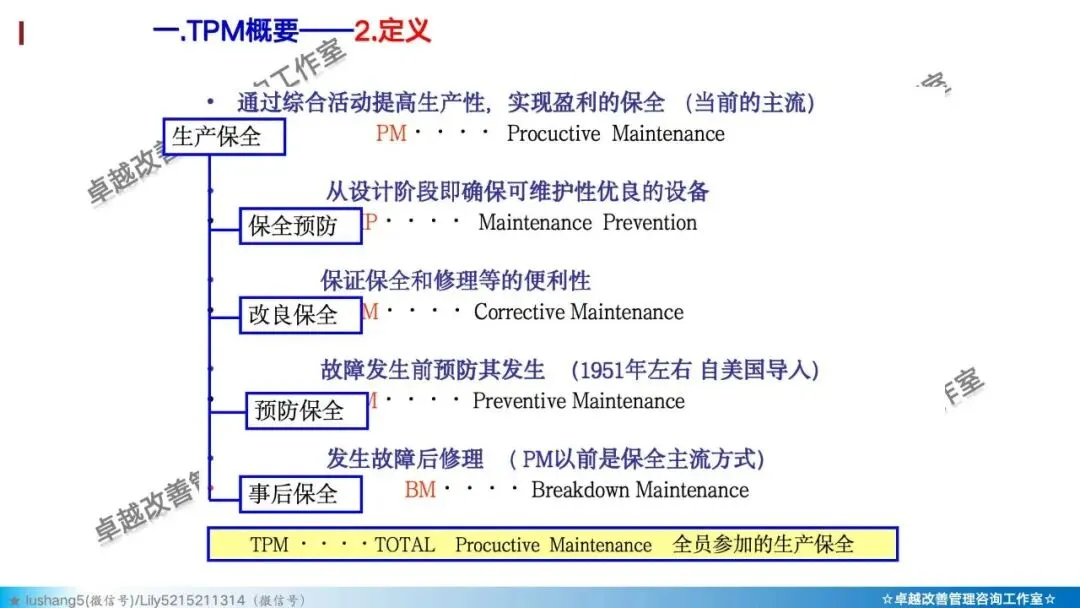
TPM的雏形可以追溯到20世纪50年代美国的PM(生产性保全)活动。当时的PM主要依赖专业维修人员,属于“专职保健”阶段。
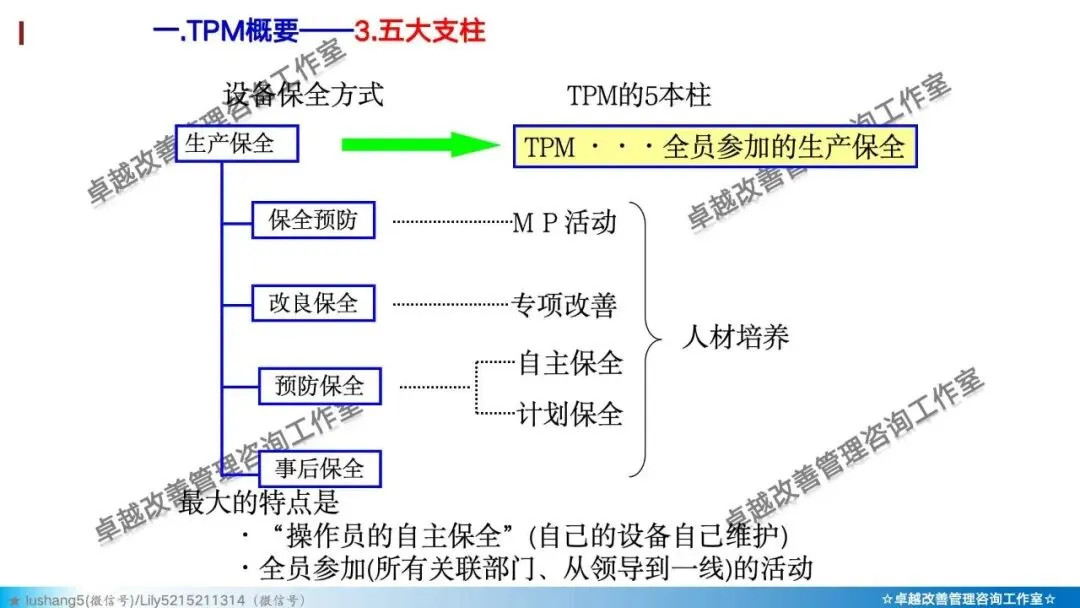
随后,日本在1961年从美国通用电气(GE)等公司引入PM理念。关键在于,日本电装公司(丰田集团旗下)在实践中对其进行了革新,于1968年创建了日本式的PM,最大的突破就是让一线操作员也参与到设备维护中,由此确立了“全员生产保全”的核心理念。1971年,日本电装成为首个获得JIPM(日本工厂维护协会)PM奖的企业,标志着TPM体系正式成型。
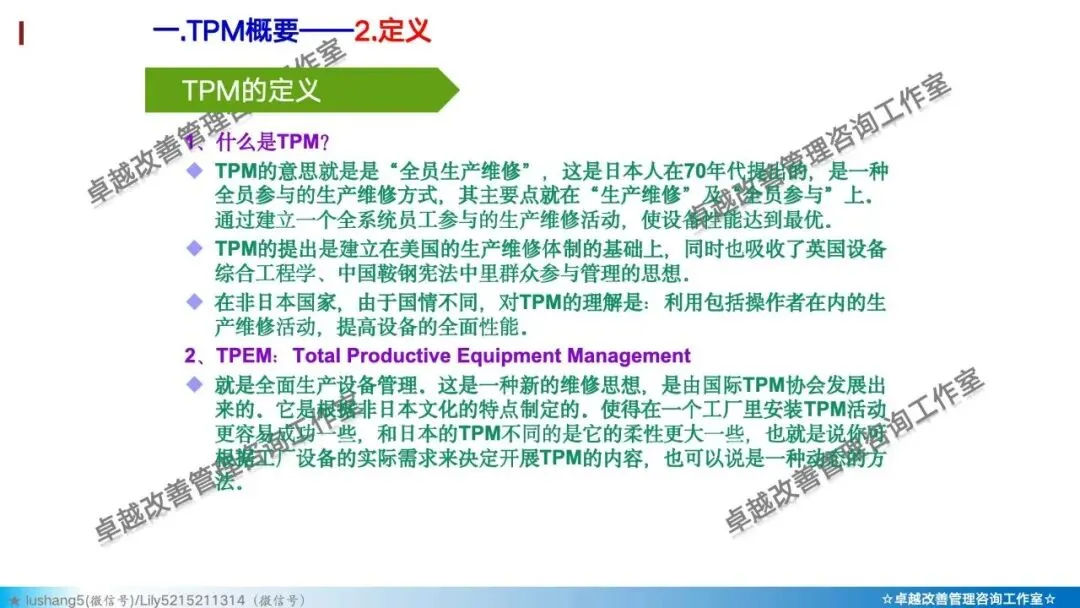
02 定义与核心理念
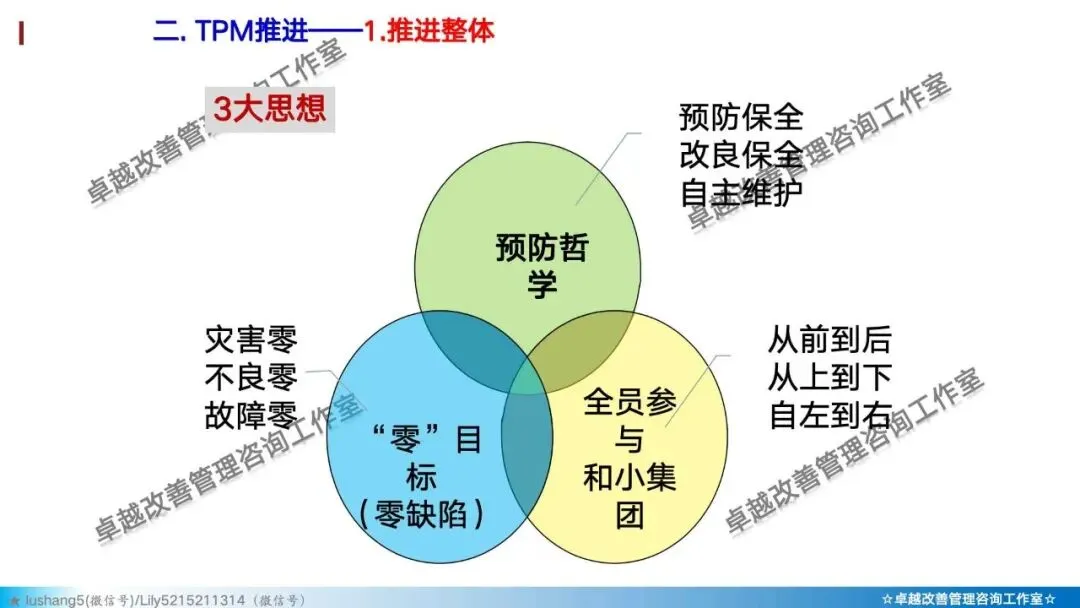
TPM的定义可以从“三个全”来精准把握:全效率、全系统、全员参与。
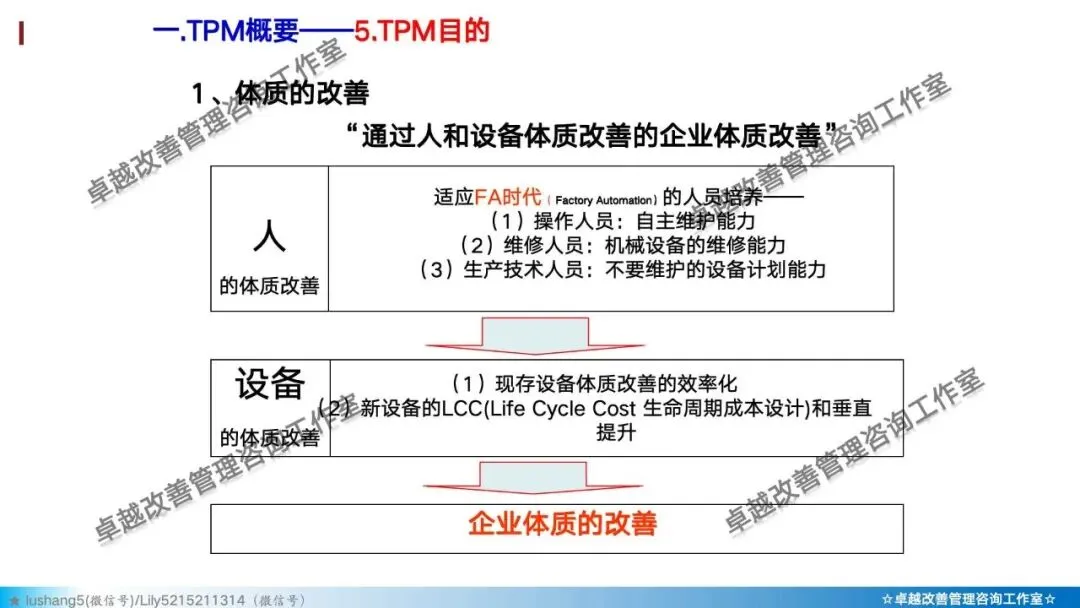
如果将企业体质比作一个人,TPM的理念就是追求三方面的改善:
· 人员的体质改善:培养具备自主管理能力的员工。
· 设备的体质改善:通过维护和改善,使设备老化慢、故障少。
· 企业的体质改善:最终实现高效、低耗、安全的生产环境。
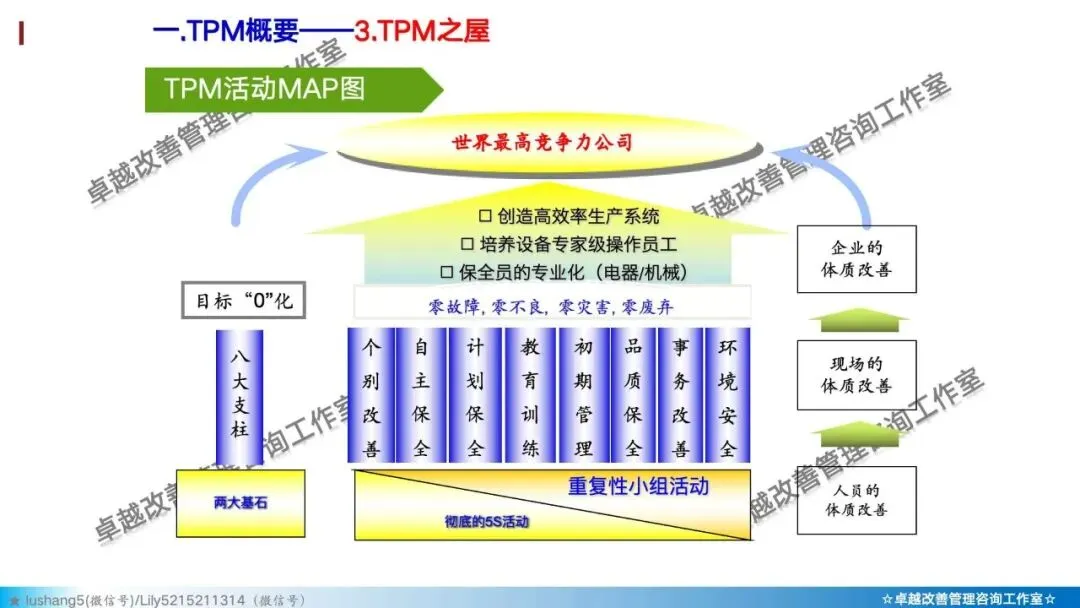
03 两大基石与五大支柱
TPM的活动体系拥有坚实的两大基石:彻底的5S活动和活跃的小组活动。5S(整理、整顿、清扫、清洁、素养)是现场管理的基础,而小组活动则是问题发现与改善的载体。
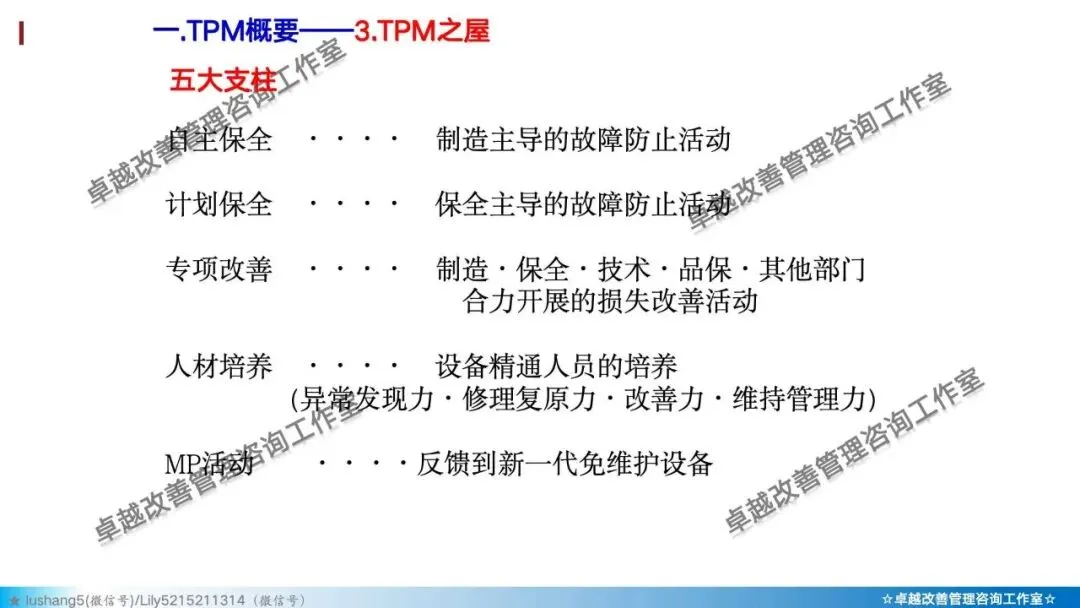
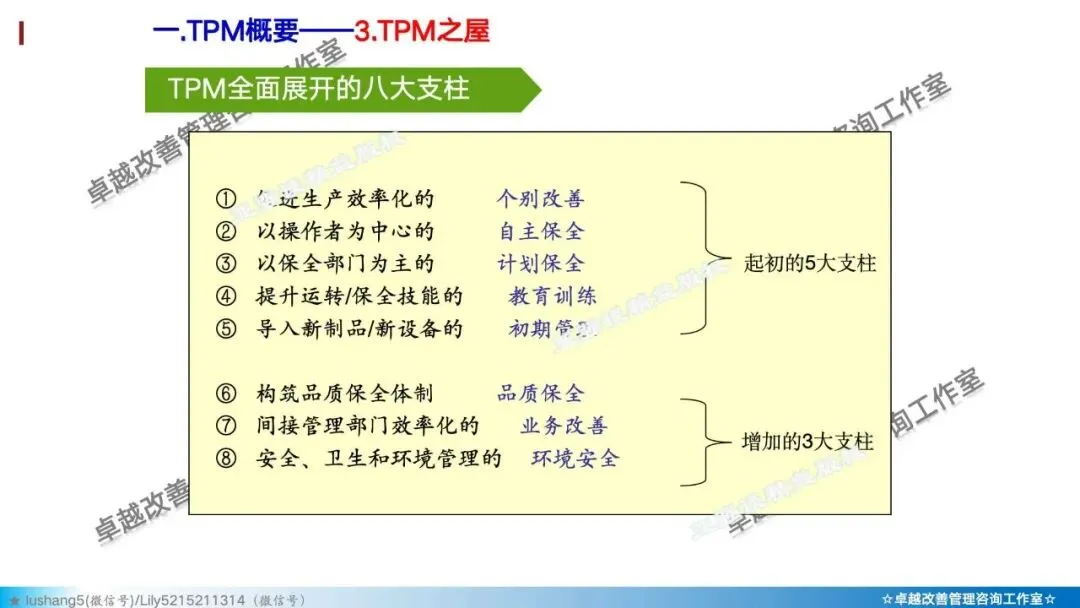
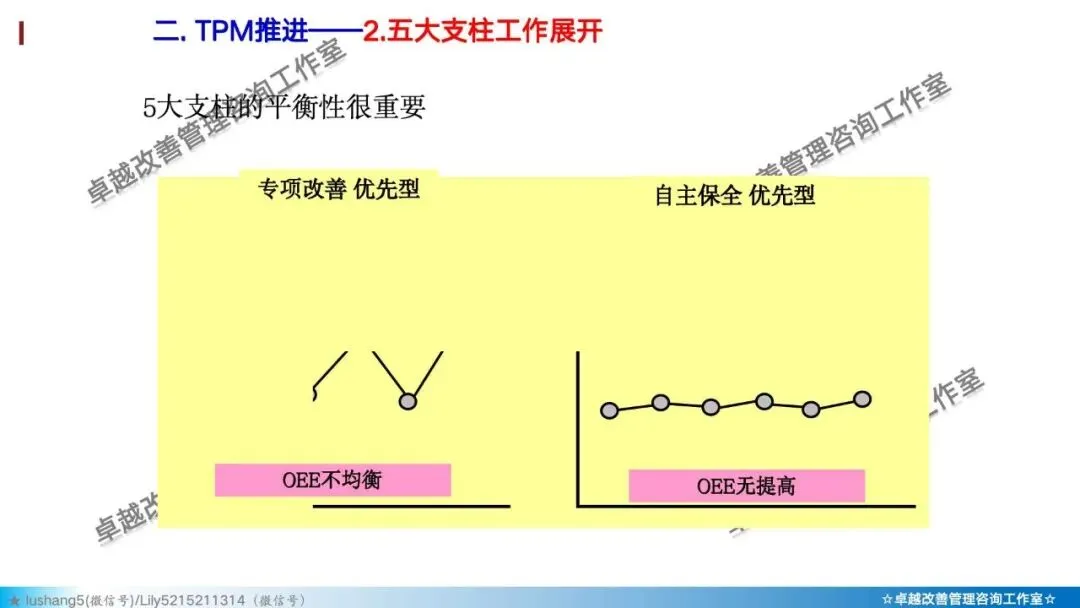
在此之上,支撑TPM的有传统五大支柱(也有扩展为八大支柱的版本),这是推进的具体路径:
| | |
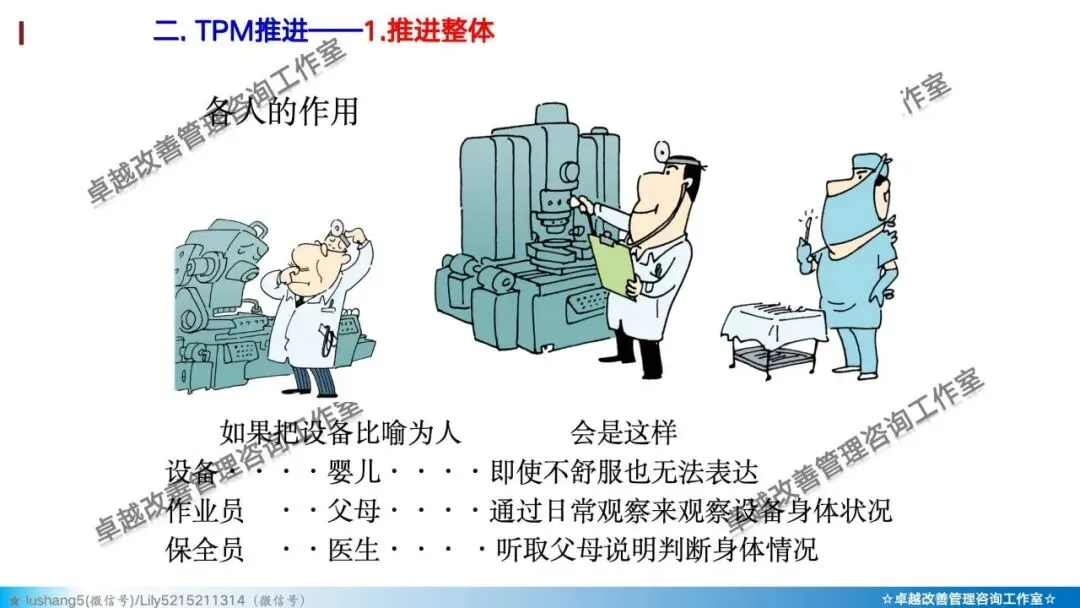
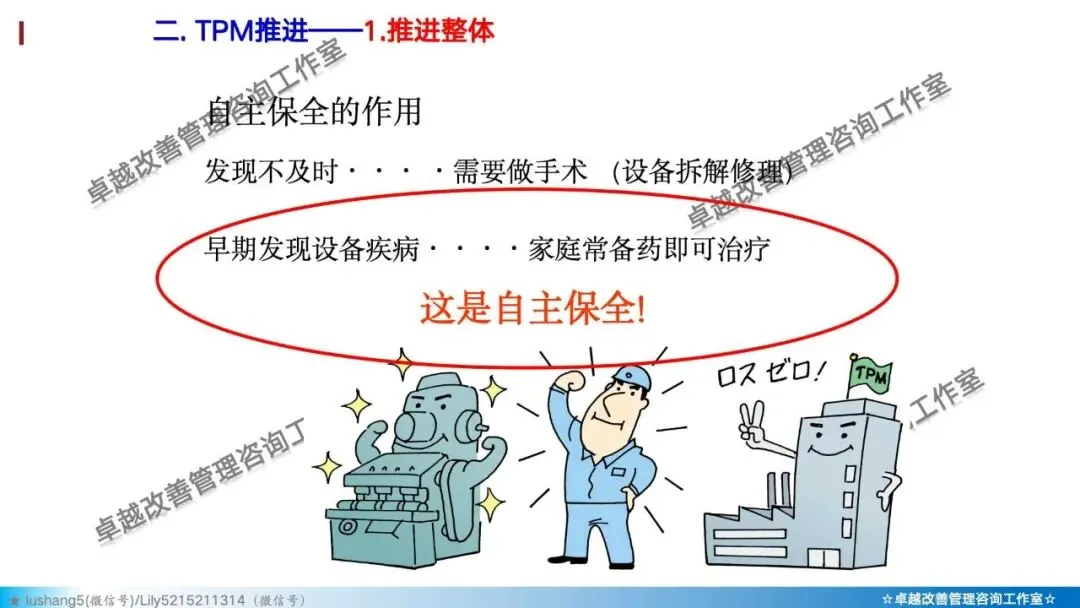
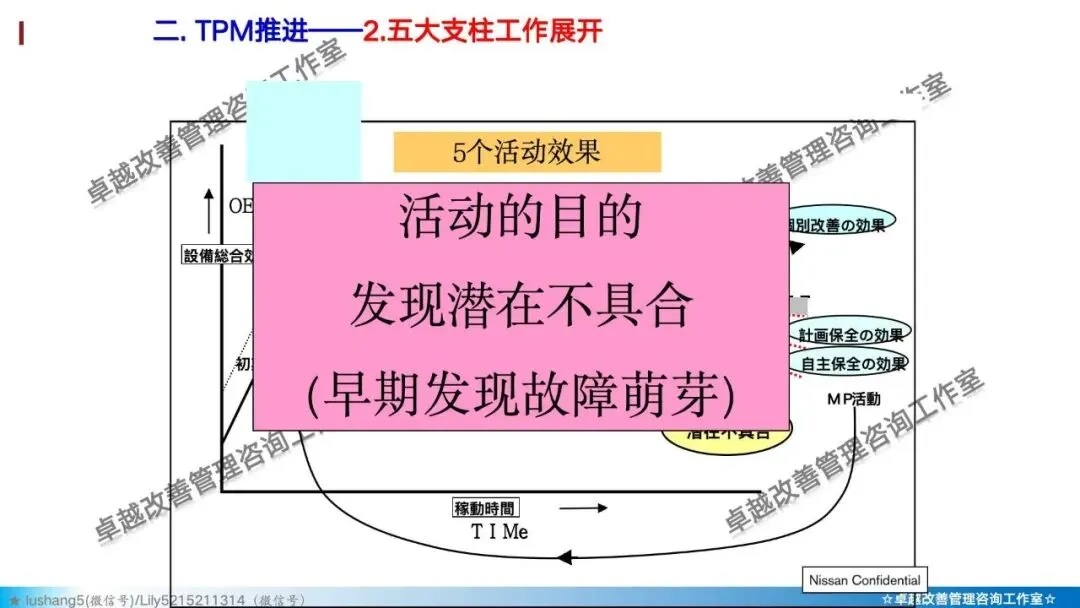
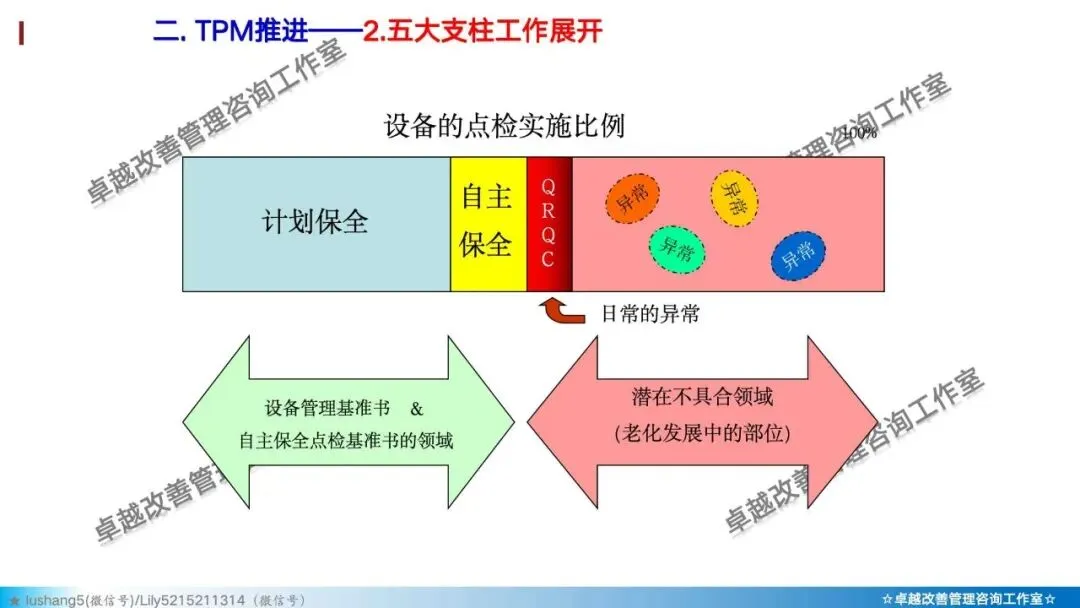
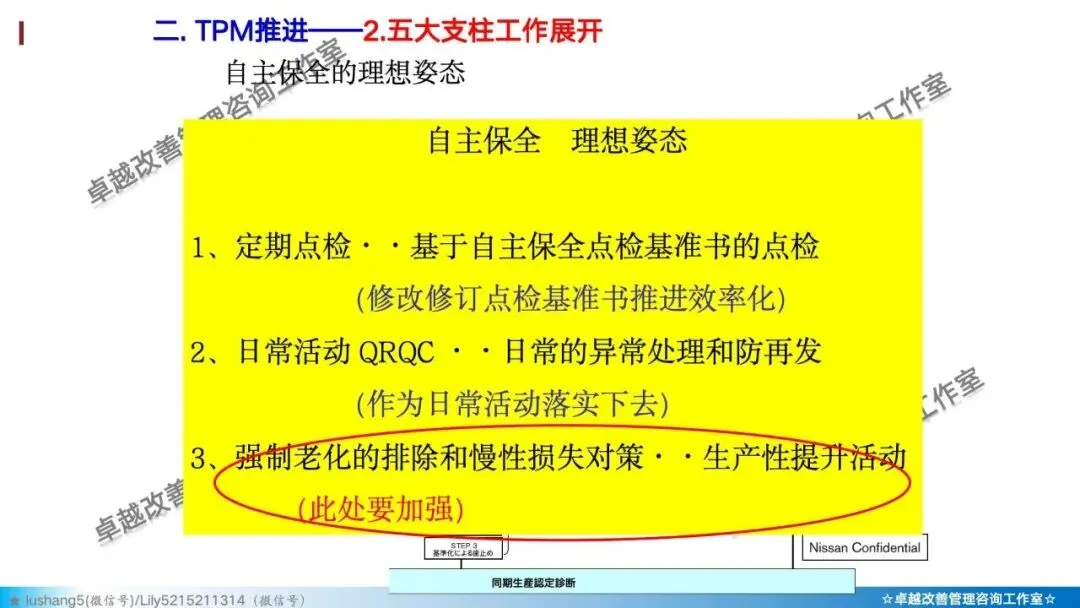
| 操作员自己的设备自己维护,执行“清扫即点检”,防止设备劣化。 | |
| 专业维修人员基于时间和状态,制定系统的预防性维修计划,追求设备寿命周期成本最优化。 | |
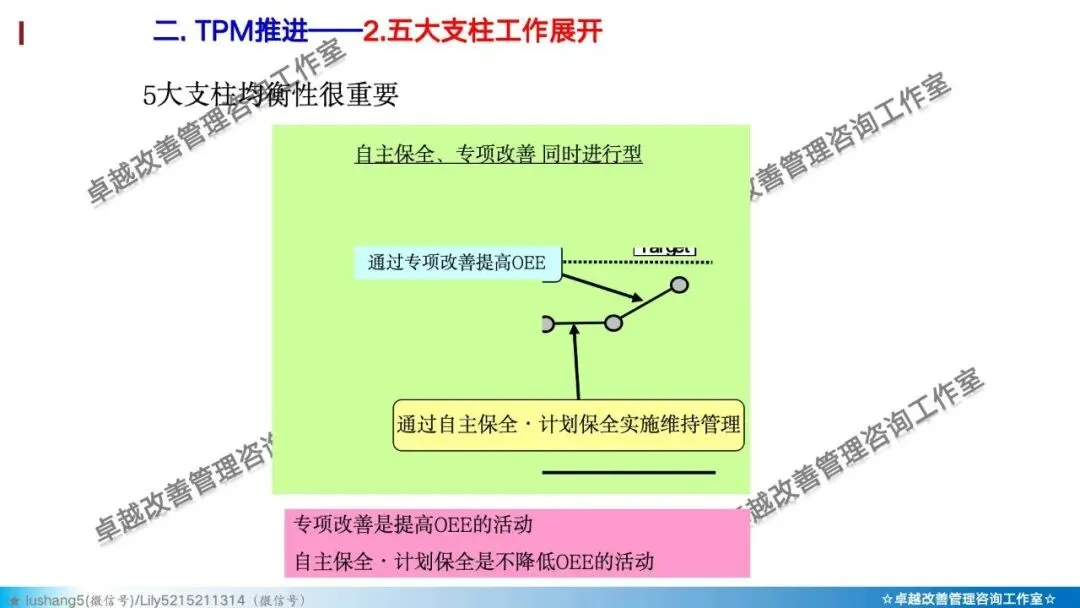
| 跨职能团队针对影响效率的六大损失(故障、换装、空转、速度降低等)进行课题攻关,以提升设备综合效率 | |
| 在设备上嵌入防止不良品产生的机制(防呆法),设定条件以达成“零缺陷”。 | |
| 提升全员技能水平,特别是通过OPL(单点教育)等活动,弥补知识差距,确保能执行好前述活动。 | |
拓展:在后期发展中,为了覆盖更广的业务领域,TPM通常扩展为八大支柱,在上述基础上增加了“初期管理”(MP活动,关注设备前期设计)、“办公室TPM”(间接部门效率化)以及“安全、环境与健康”(SHE)。
04 目的与推进步骤
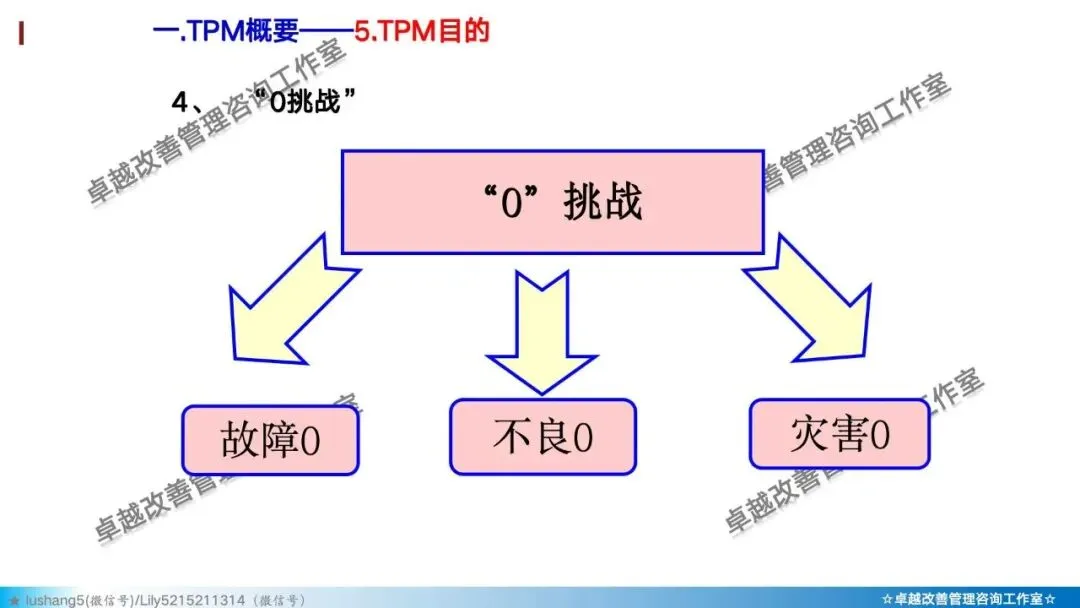
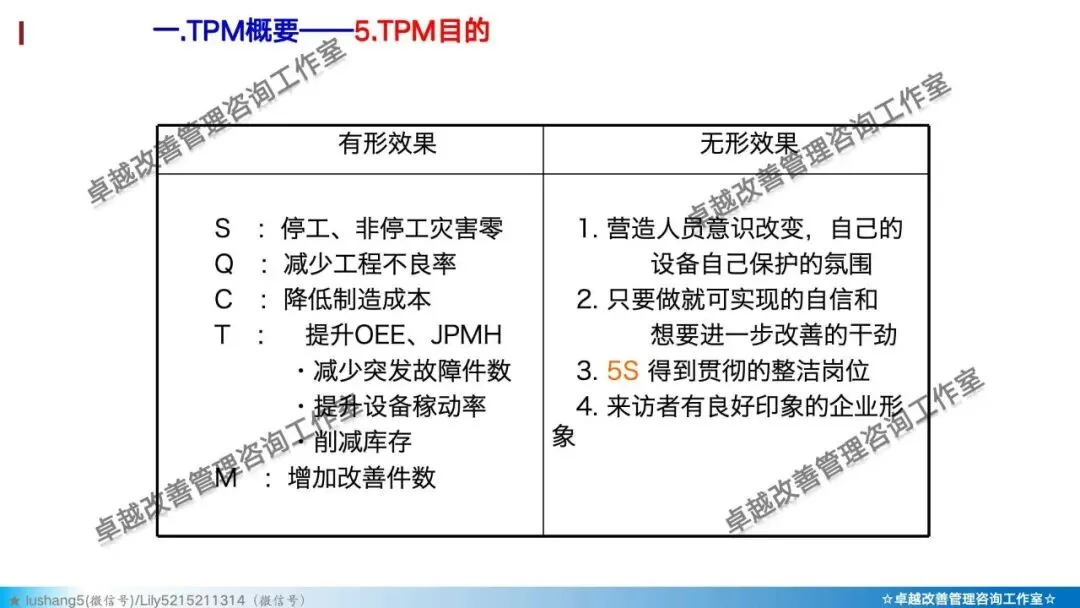
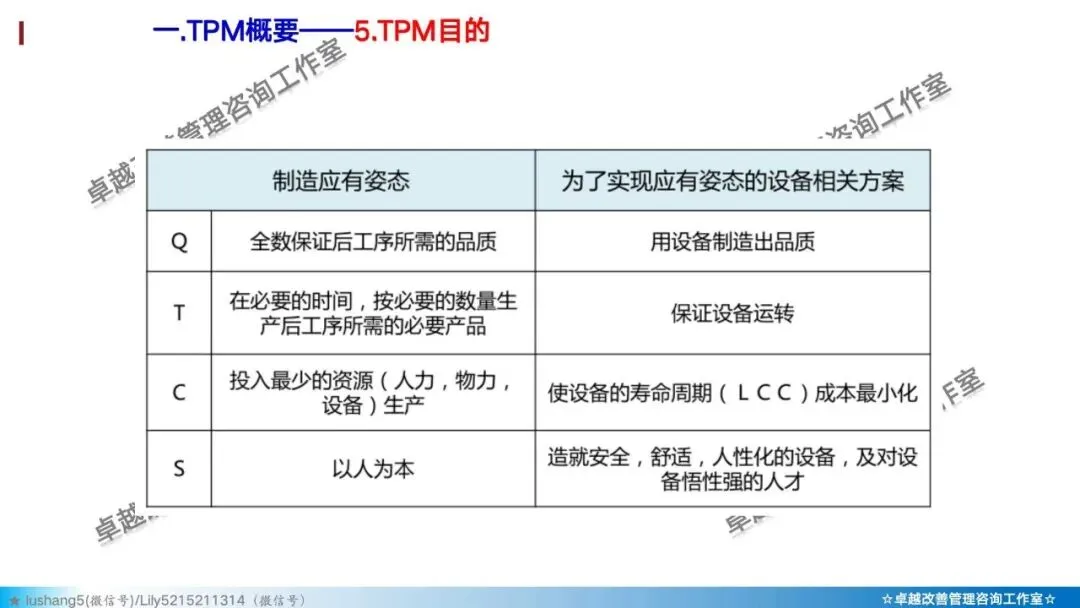
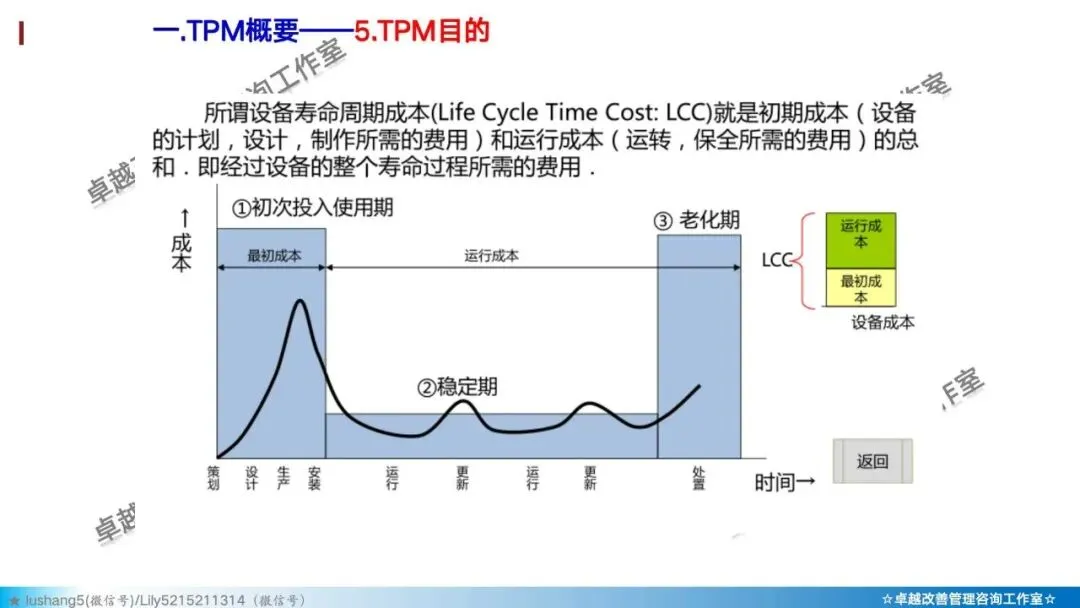
推行TPM的目的不仅仅是减少设备故障,更深层的目标是实现四个“零”:零故障、零不良、零灾害、零浪费,从而发挥设备的最大效能,并降低全生命周期成本。
实施TPM通常遵循一套严谨的步骤:
1. 准备阶段:高层宣布导入,进行宣传培训和初始评估。
2. 标准制定与教育:建立初步的清扫、点检、润滑标准,并对全员进行技能培训。
3. 全面实施:按支柱展开活动,例如自主保全通常分七步走(从初期清扫到自主管理)。
4. 稳定与固化:将成功的做法标准化,融入日常管理体系,并申请JIPM奖项以巩固成果。
05 关键概念与常用工具
在TPM的推进语言中,有一些高频使用的专业术语:
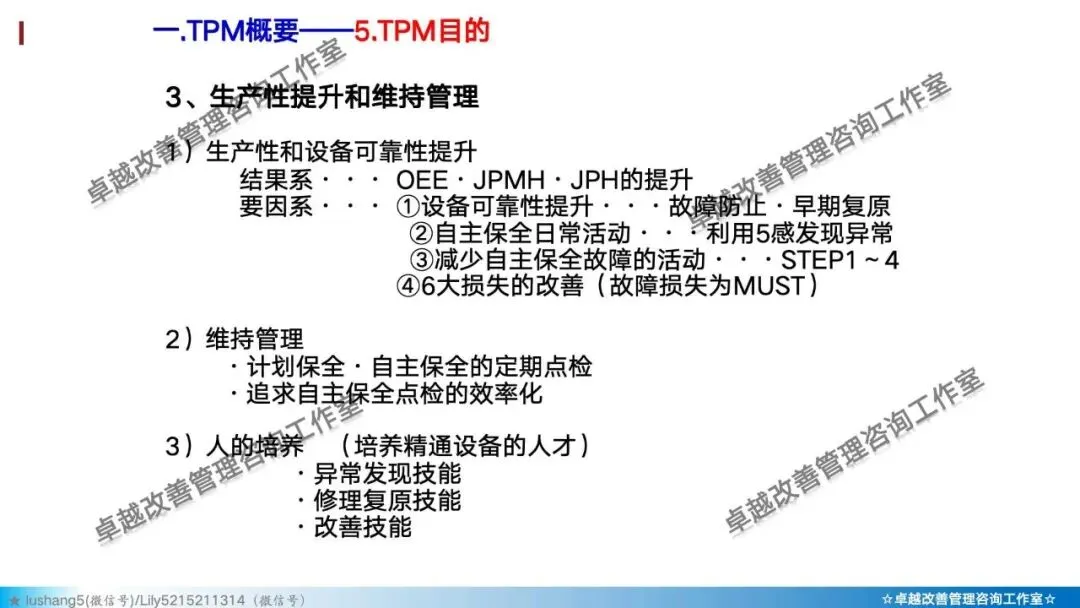
· OEE(设备综合效率):衡量TPM效果的核心指标,由时间开动率×性能开动率×合格品率相乘得出。
· 劣化:分为自然劣化(即使正确使用也会发生的性能下降)和强制劣化(因操作不当或维护缺失导致的人为加速损坏)。
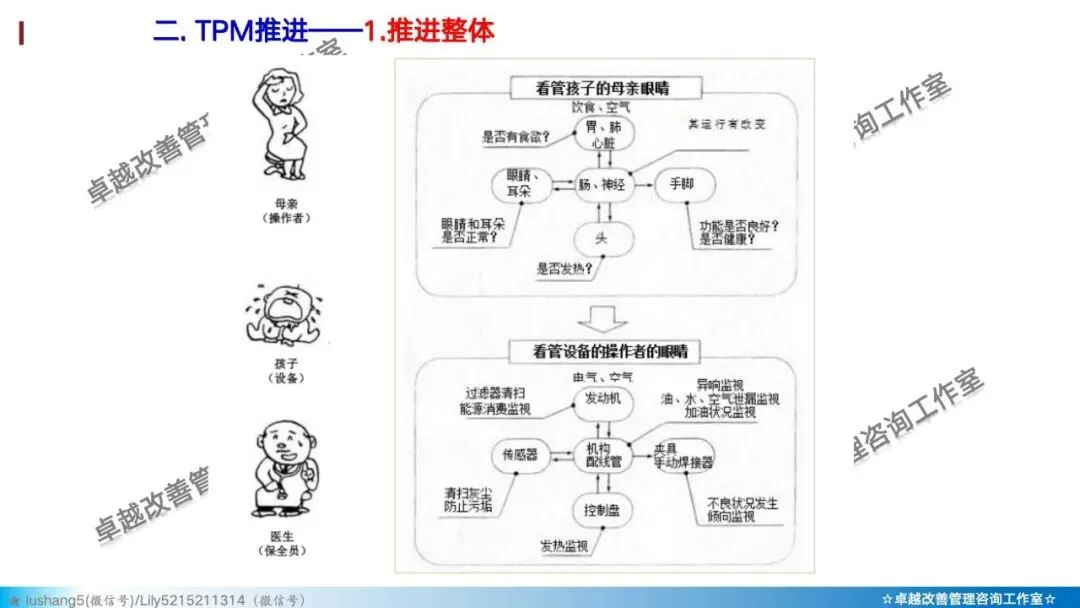
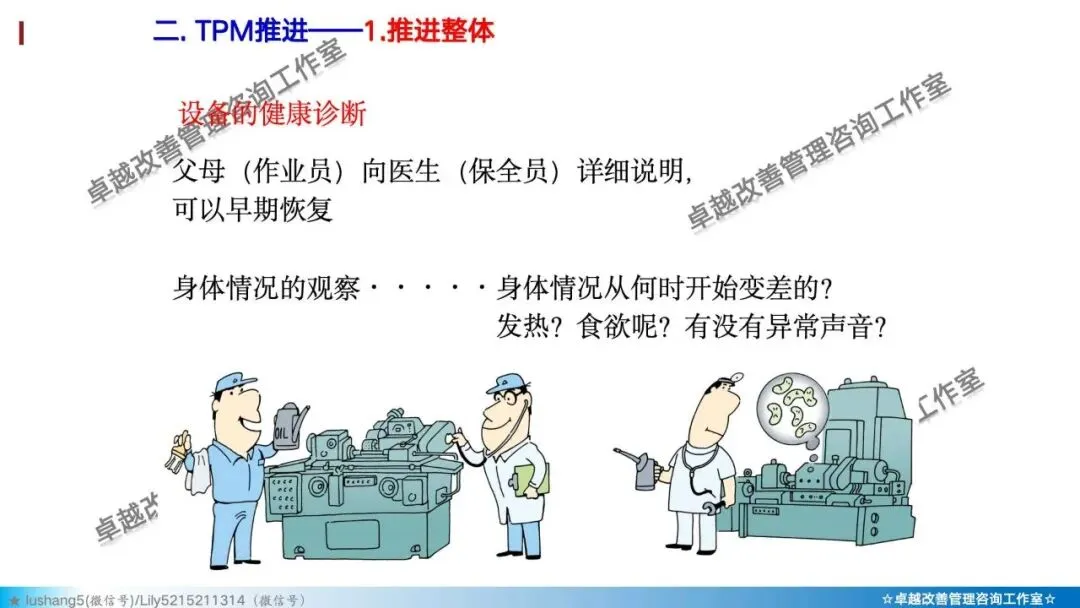
· 五感点检法:操作员利用尝(异常味道)、闻、看、摸、听来发现设备的早期异常。
· OPL(单点教育):一种在10分钟内完成的现场培训教材,用于分享微缺陷发现或改善技巧。
TPM已从最初的汽车零部件厂走向全球,在杜邦、Exxon、福特以及国内的君乐宝等企业中得到验证。它不仅是一套工具,更是一种通过改善设备来塑造人的管理哲学。在工业4.0时代,TPM依然为智能制造提供了稳定的物理基础。
《TPM管理实战》-TPM概述内容分享:
以上7个系列产品,陆续线上开课,想提升能力的伙伴可联系我报名!