62页PPT 全流程可视化 + 精准管控:XX 信息 MES 解决方案助力制造企业降本增效
- 2026-07-19 00:07:29
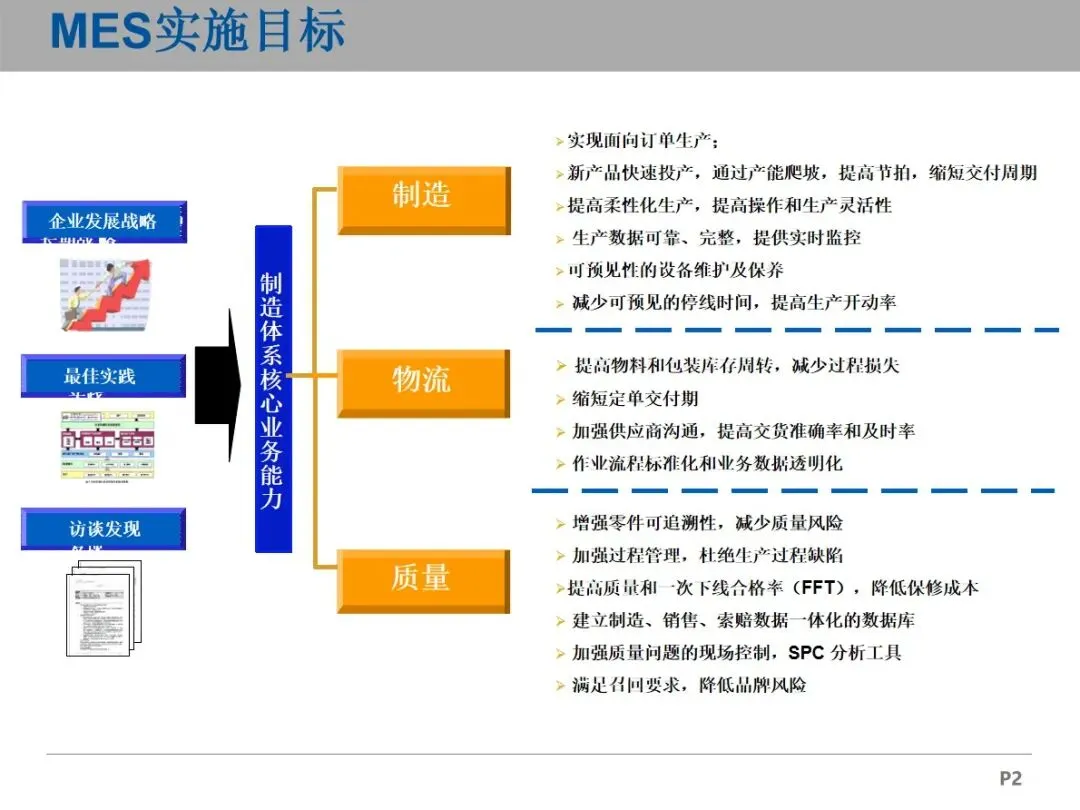
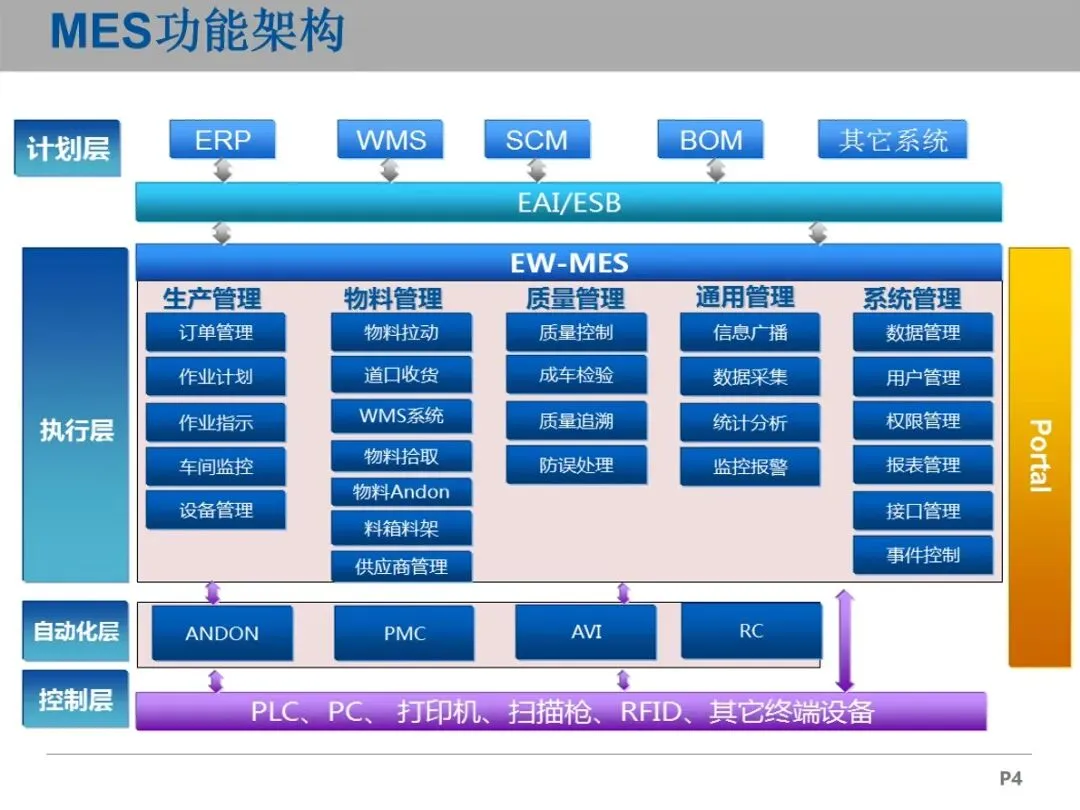
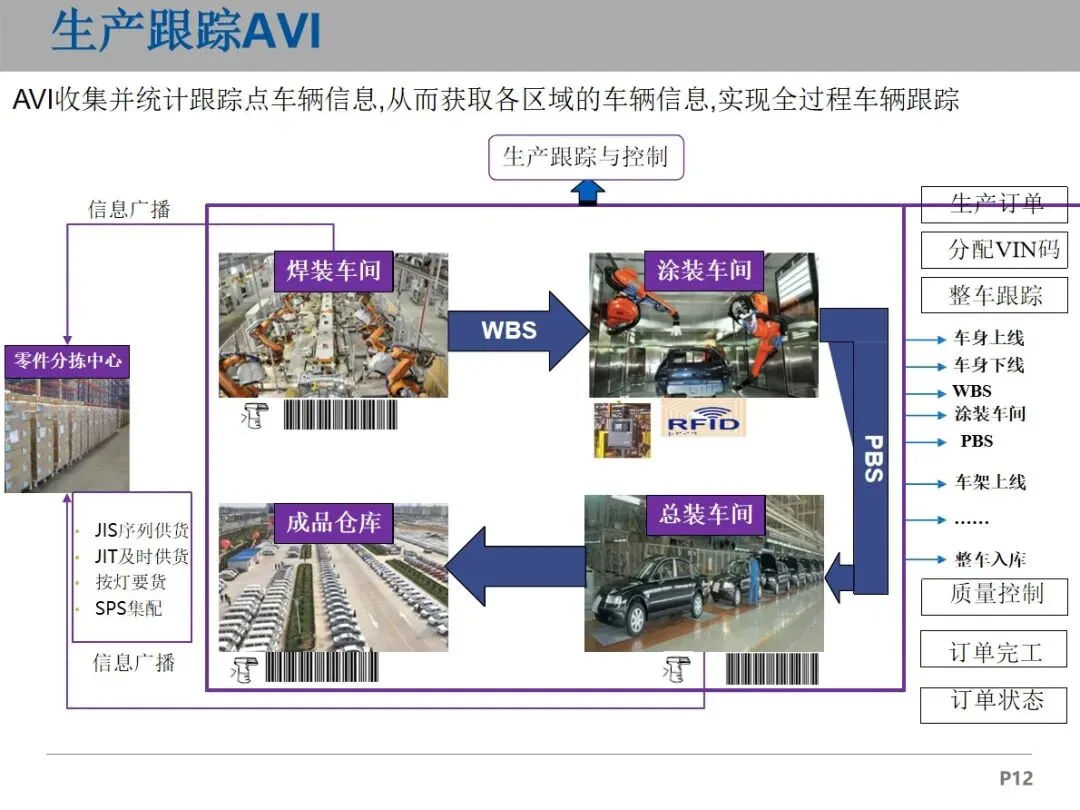
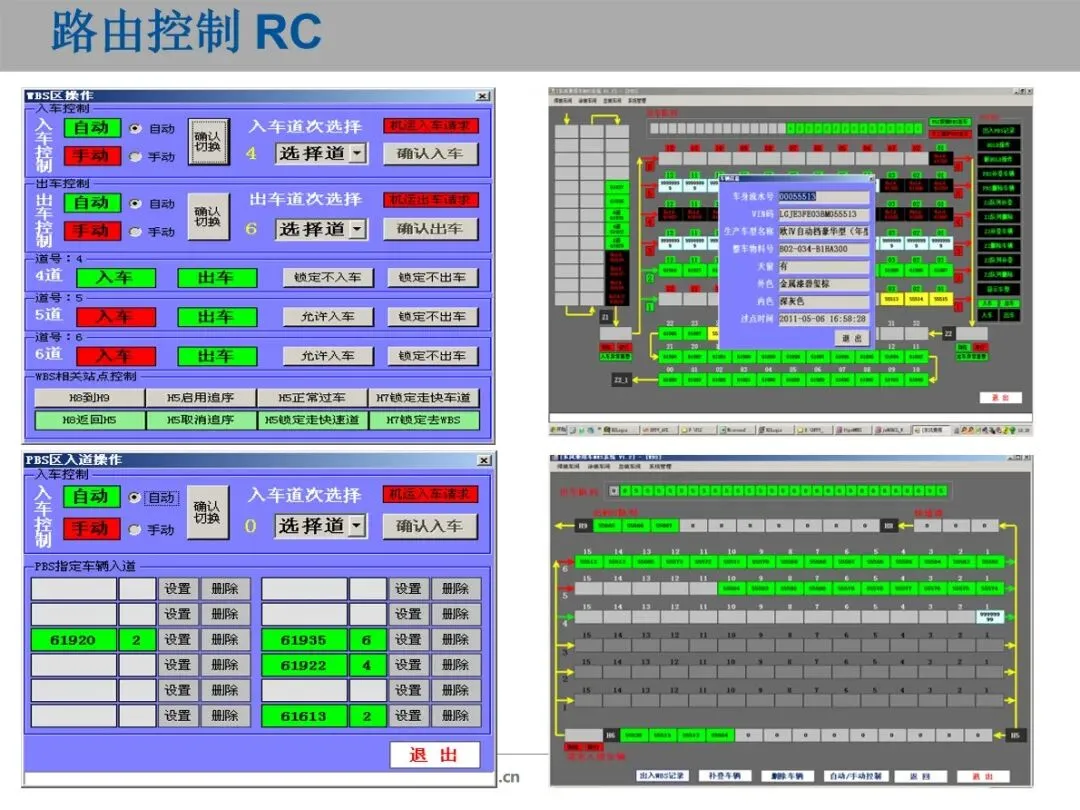
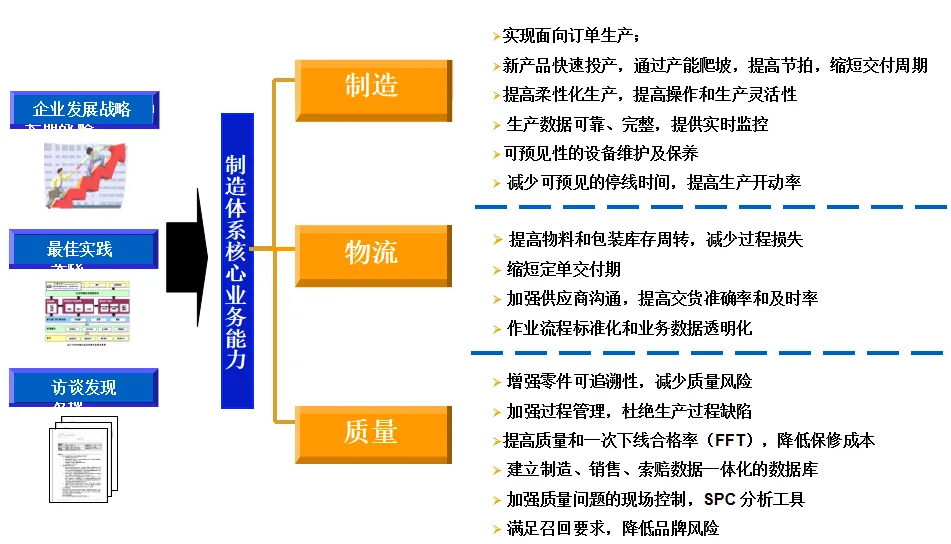
XX信息制造执行系统解决方案围绕企业生产、物流和质量三大业务核心能力的提升,重点关注企业数字化转型的关键要求,为企业构建一个全流程、全透明的制造作业系统,帮助企业实现生产的精益化和控制的有效性。
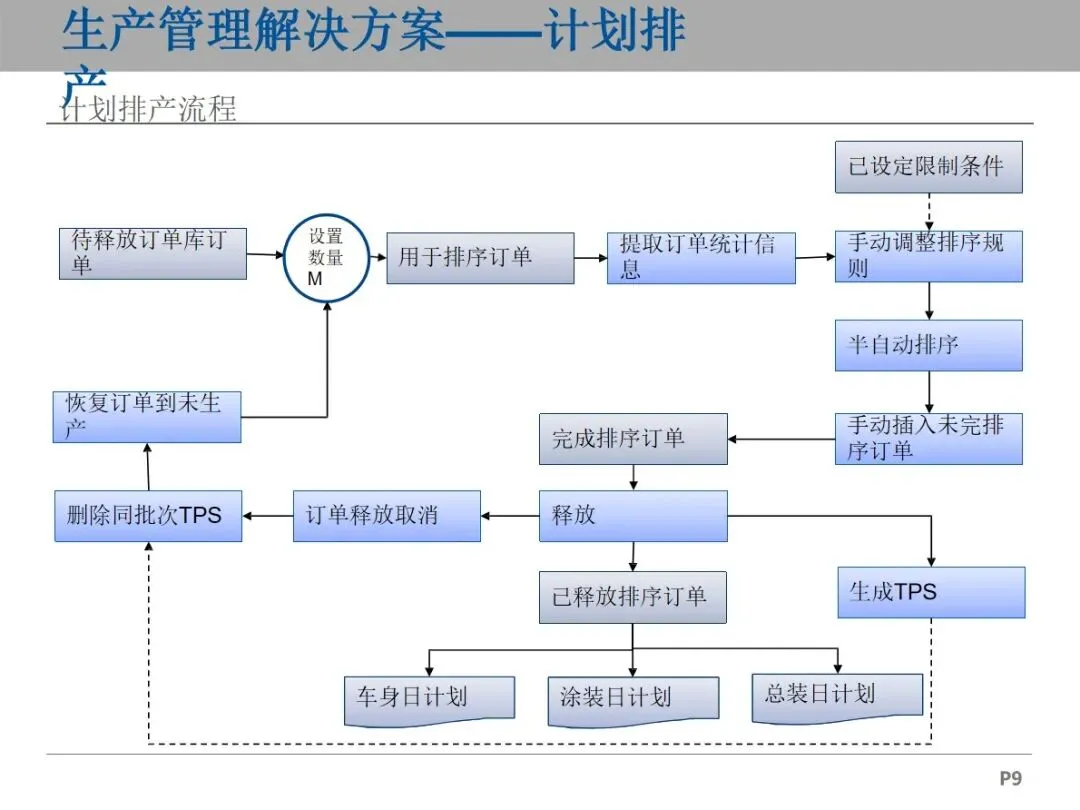
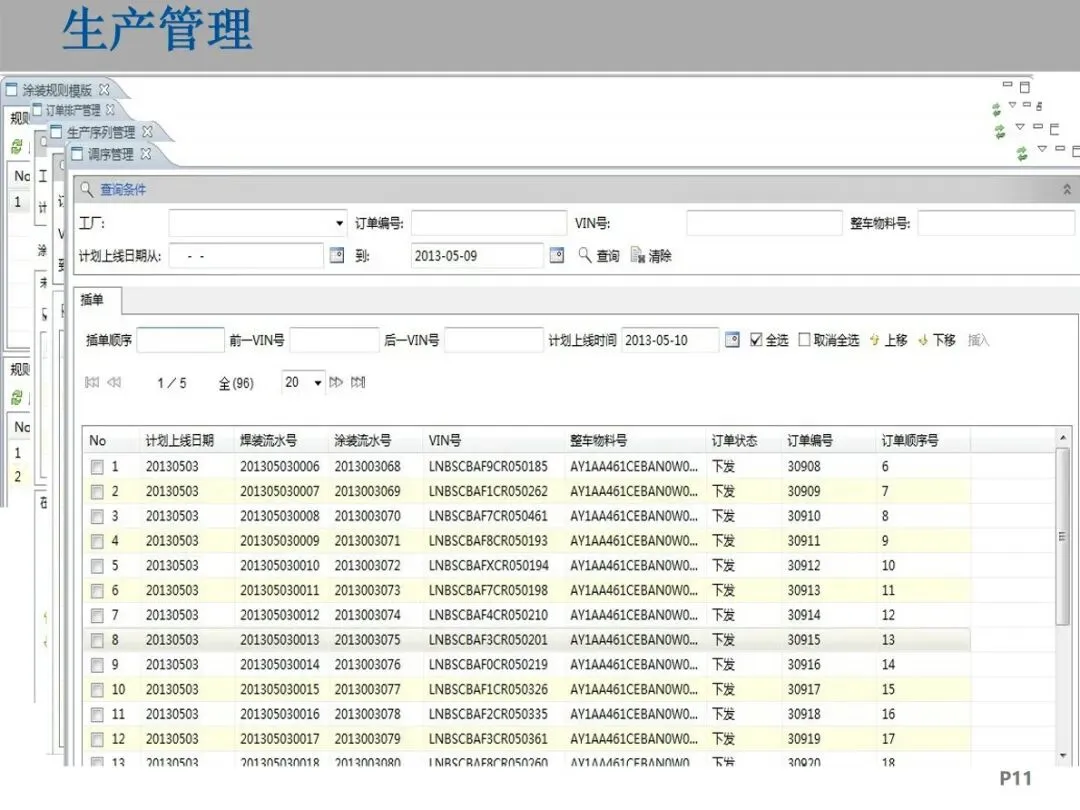
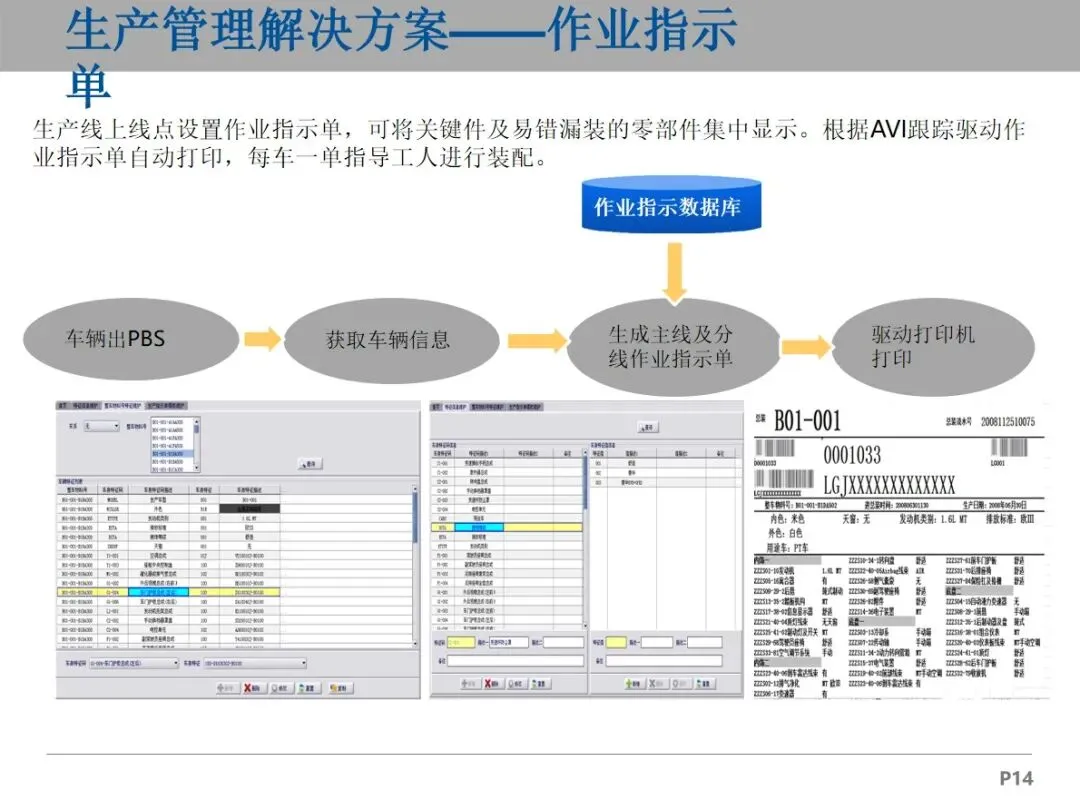
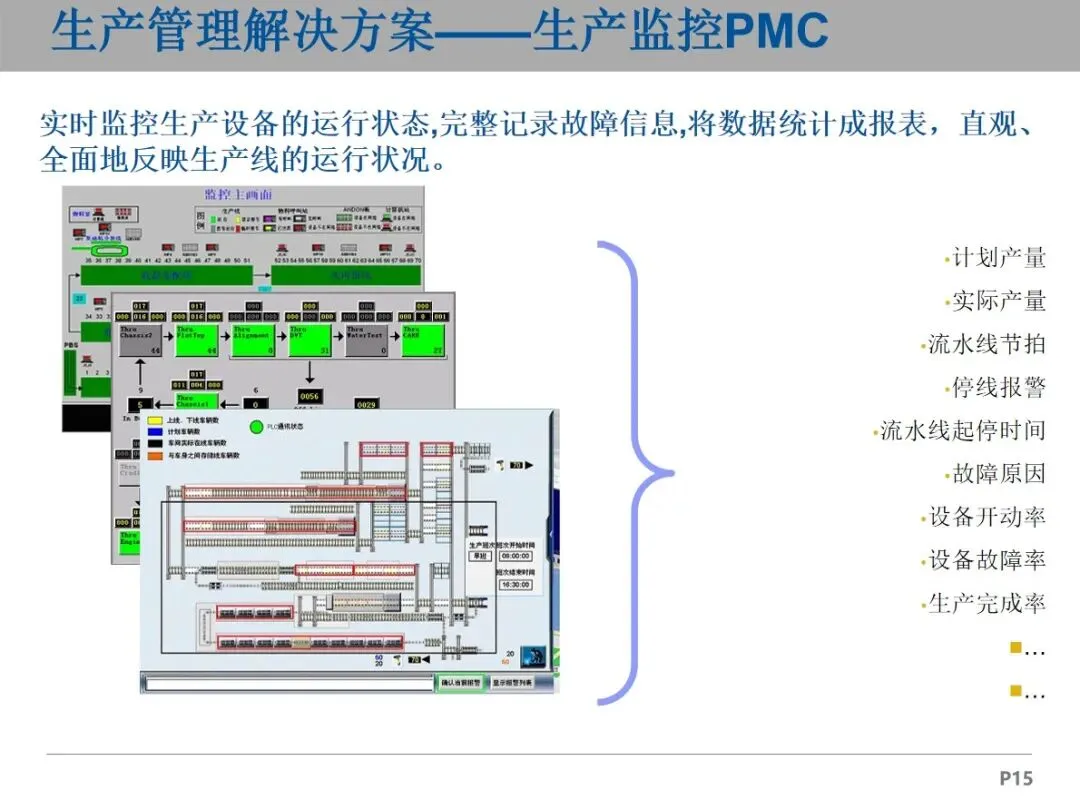
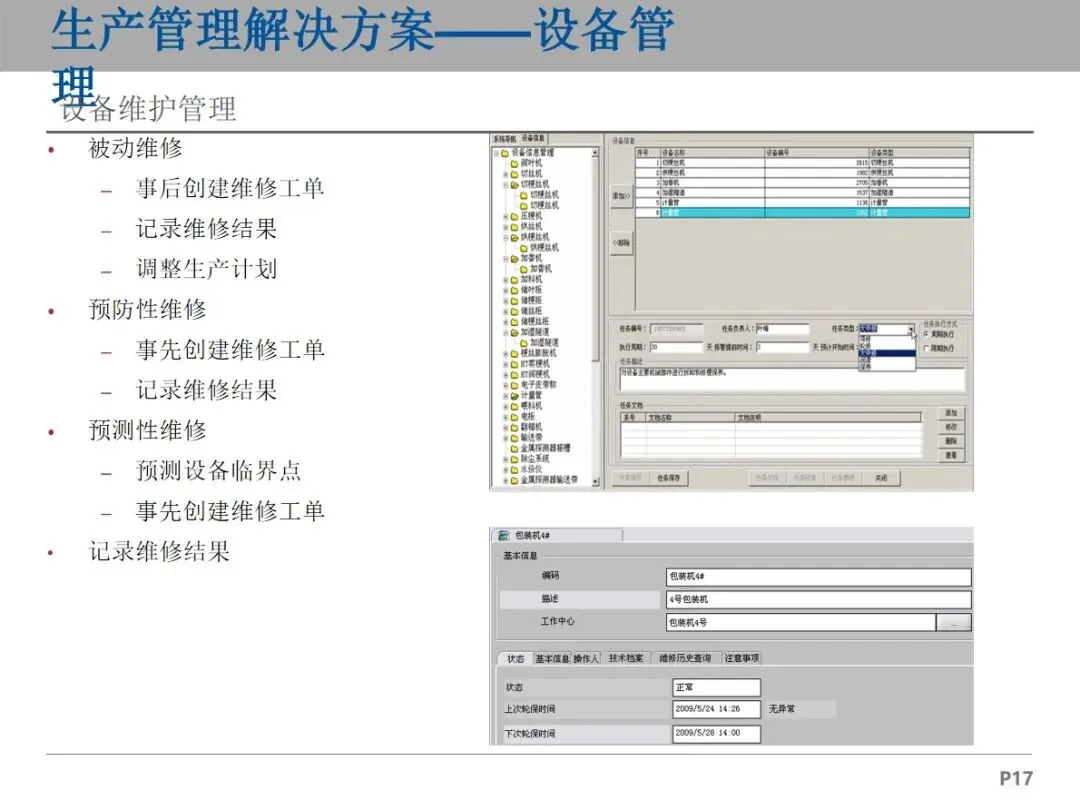
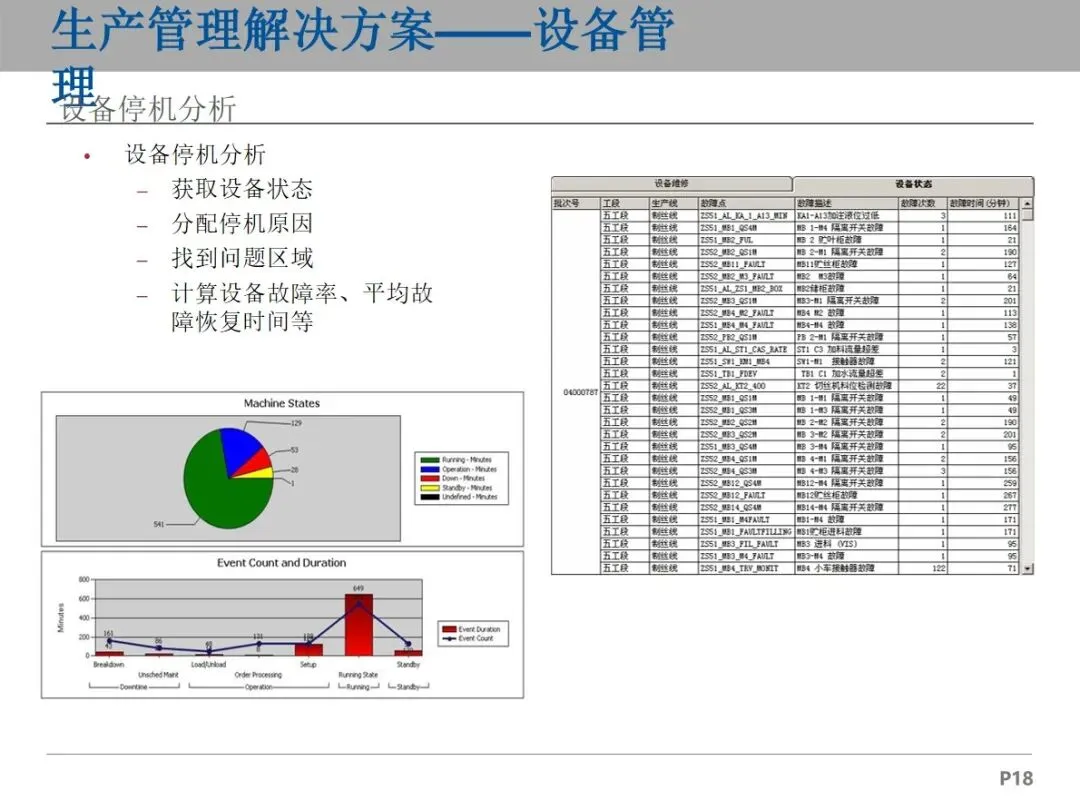
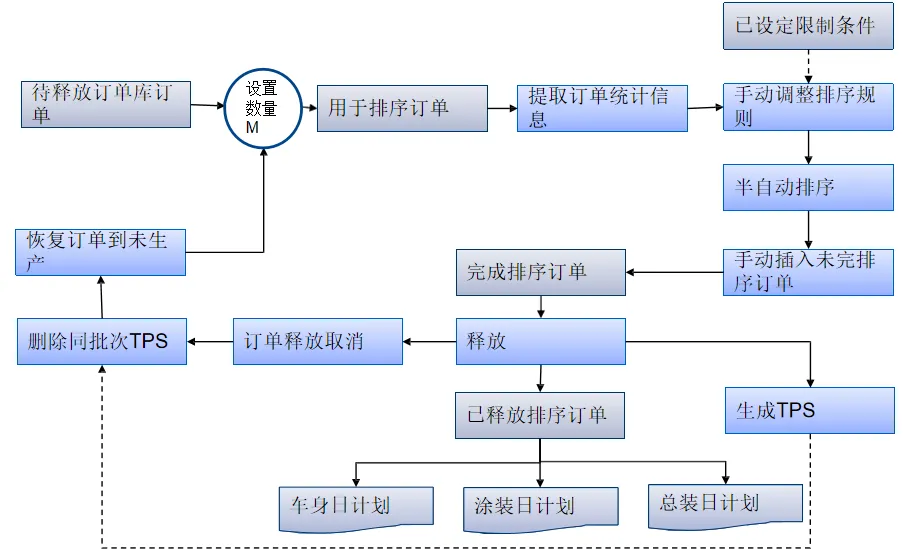
在生产管理中,方案准确地解决了计划排产问题,并结合了江铃等企业的实际情况,考虑了轴距和颜色等约束,实现了自动和人工两种控制方式,解决了批量、空间和连续生产的多种约束,如一班200台V8发动机车型的产能控制,每5台车必须包含2台空调车的比例要求。AVI系统可实现汽车的焊接、涂装和总装的全过程跟踪,并可自动打印作业指示表,保证组装过程的准确性和效率。同时,对设备的运行状况进行实时监测,实现了被动式、预防性和预测式的三级维护管理,对设备的停工期进行分析,优化了设备的开工率,缩短了设备停工期。
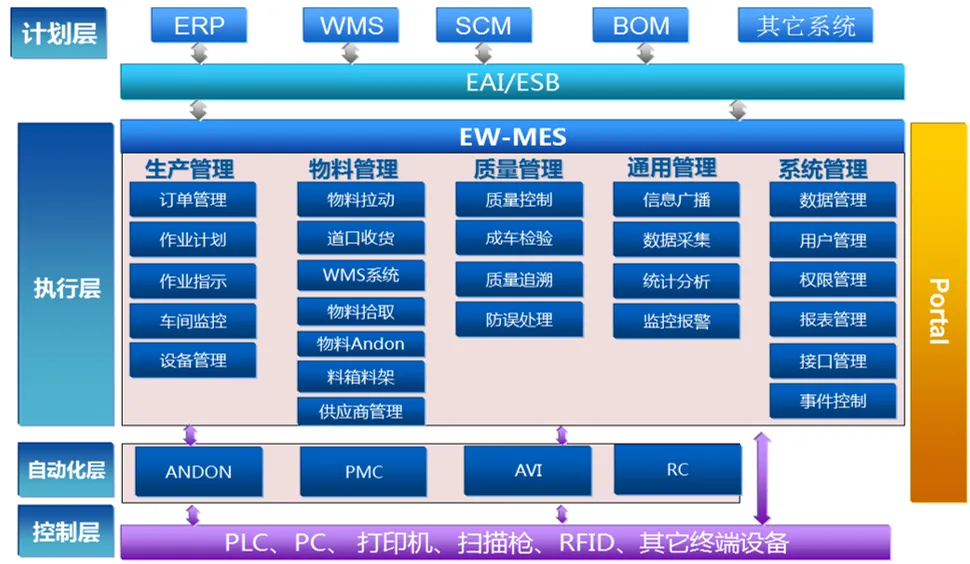
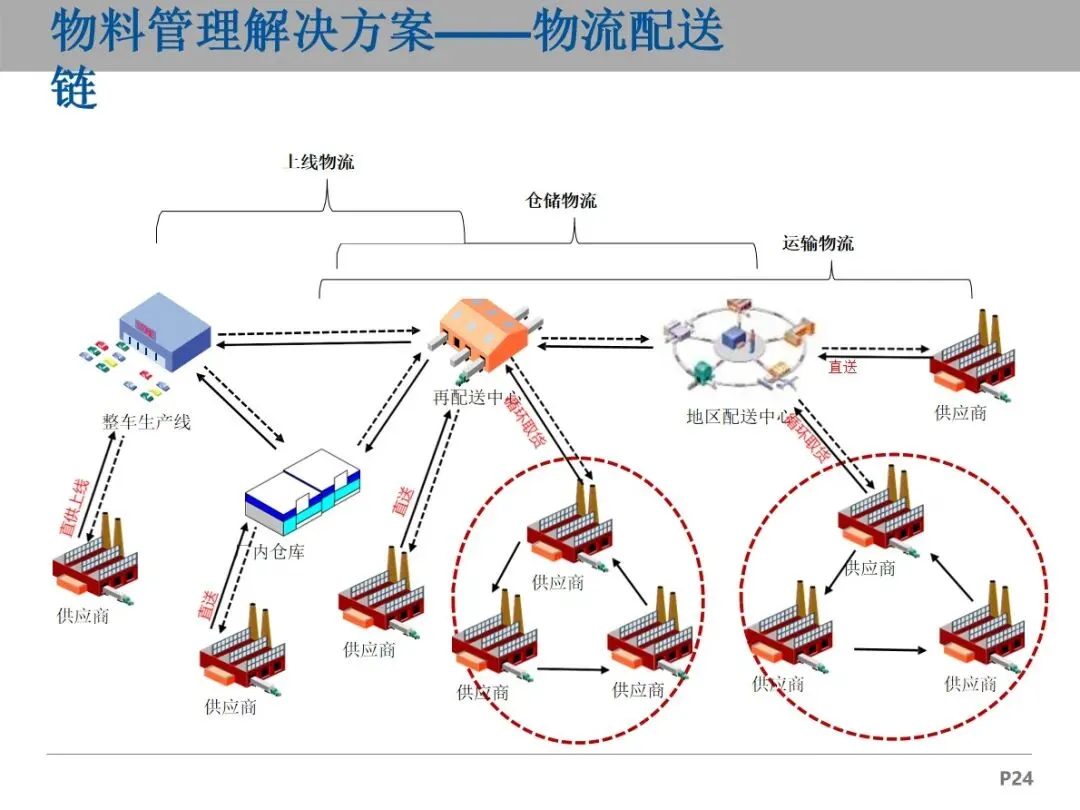
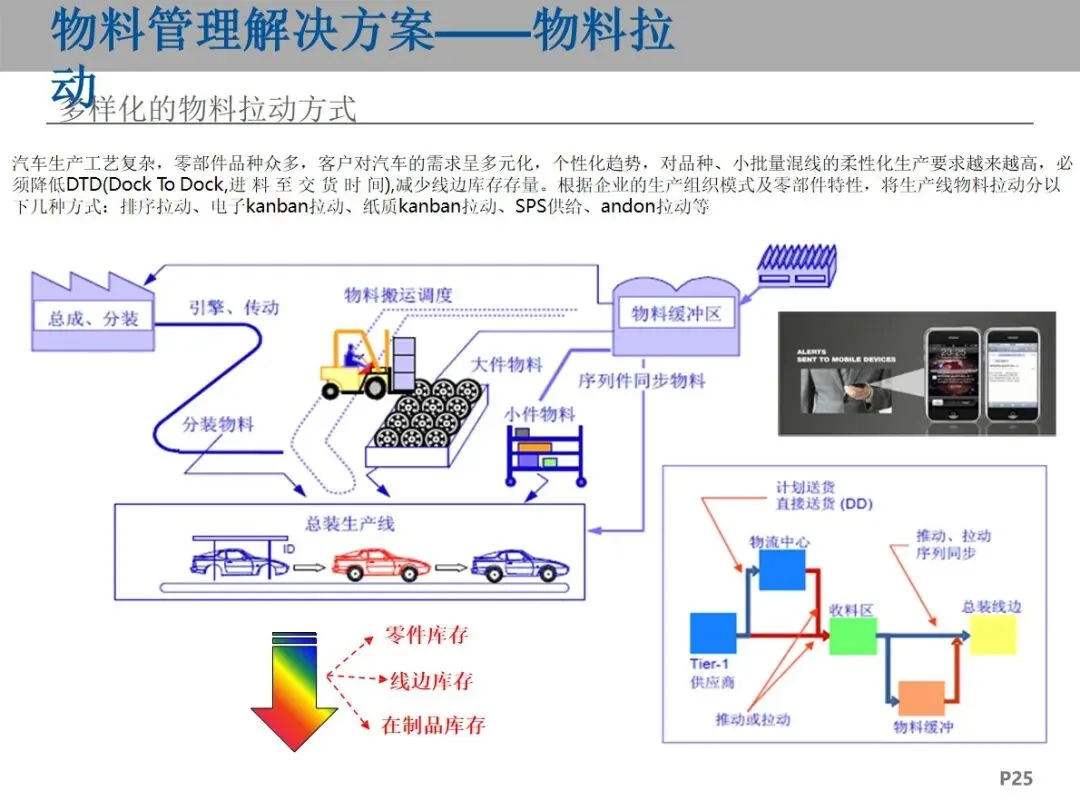
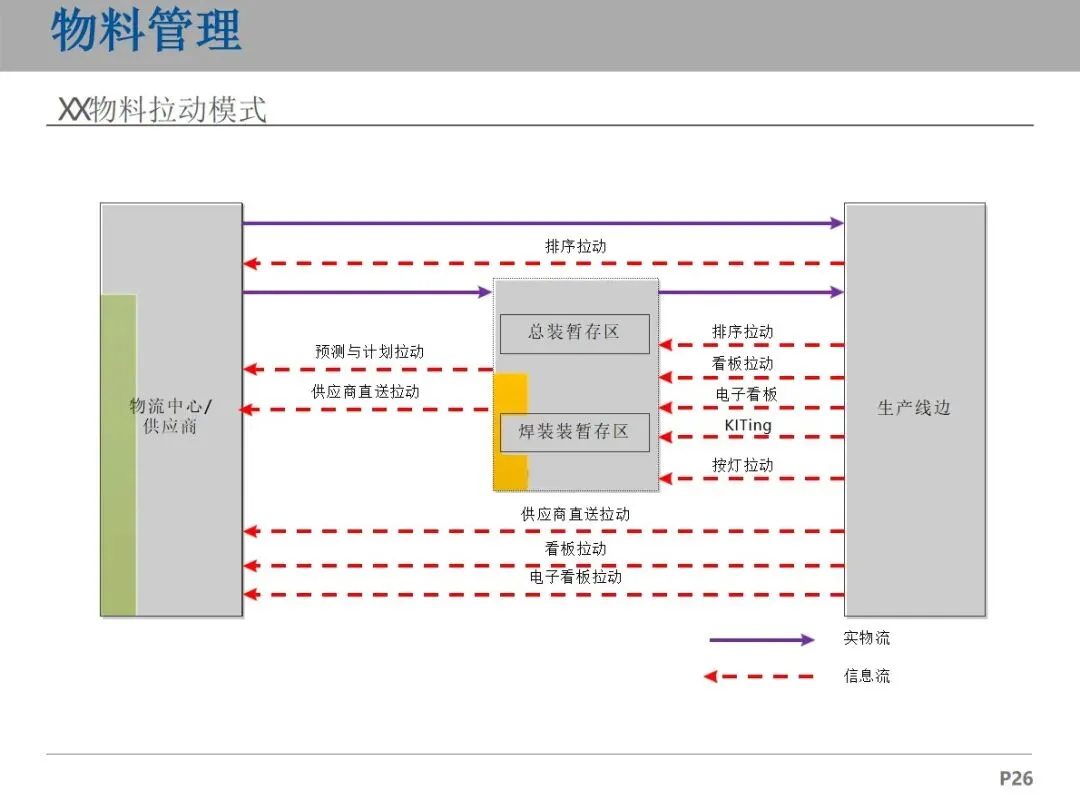
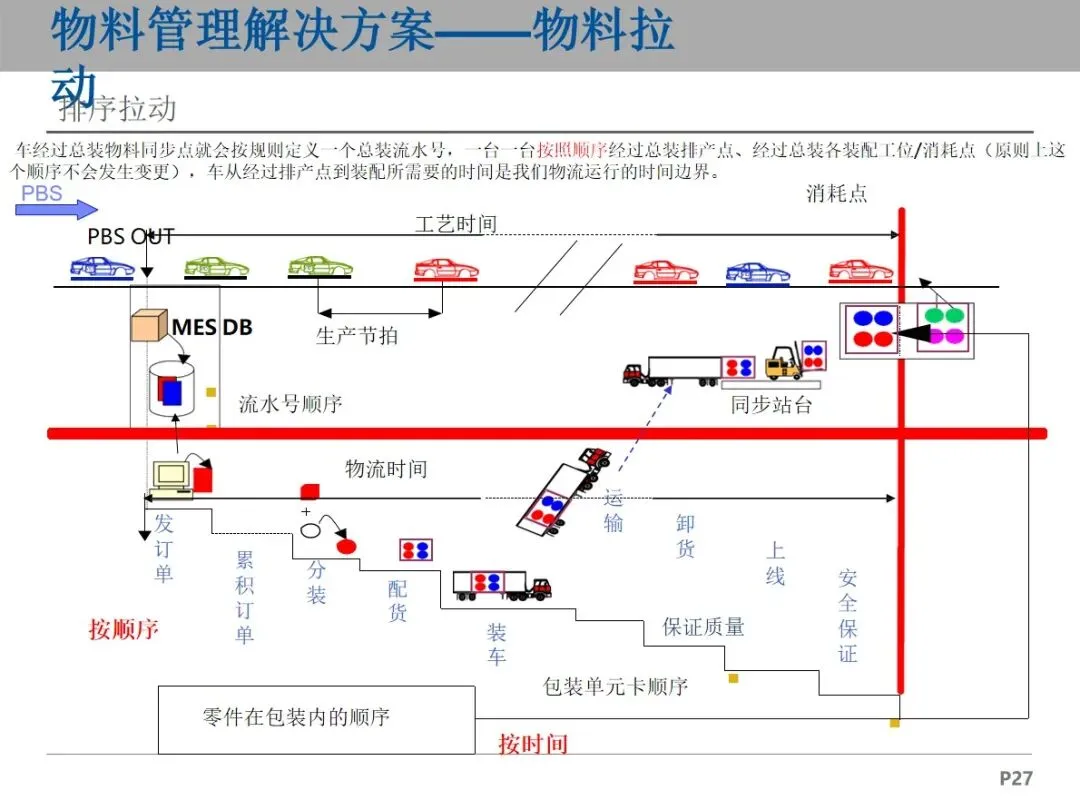
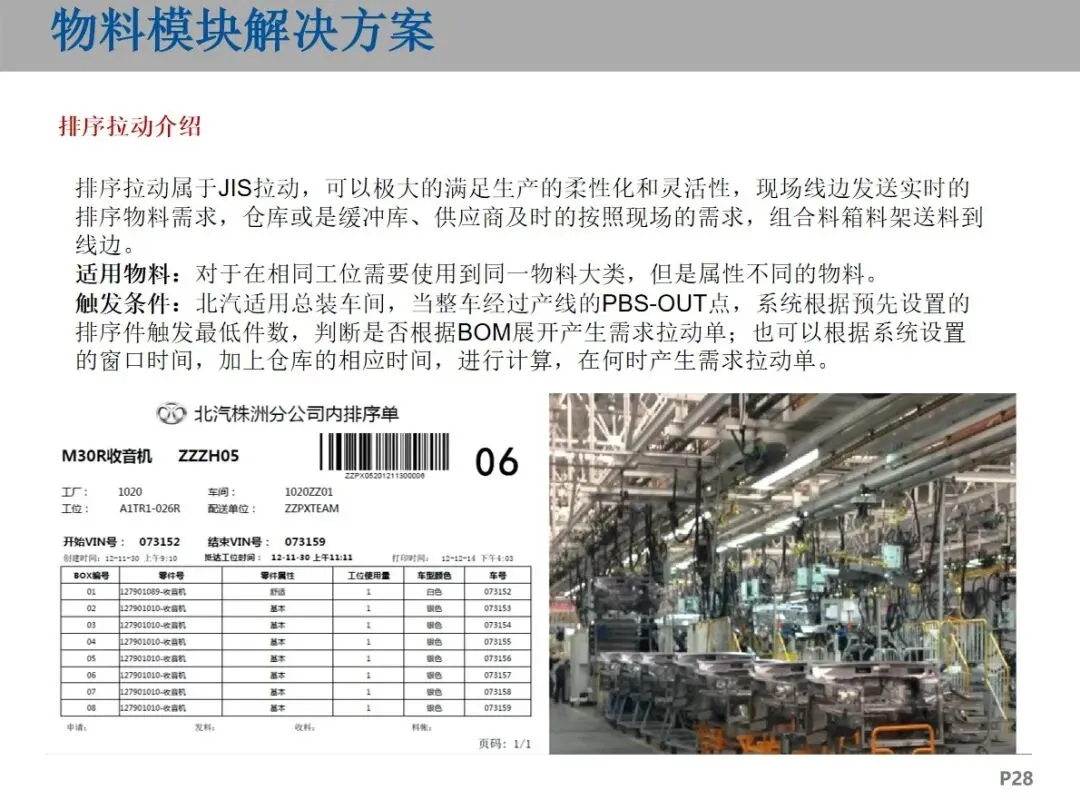
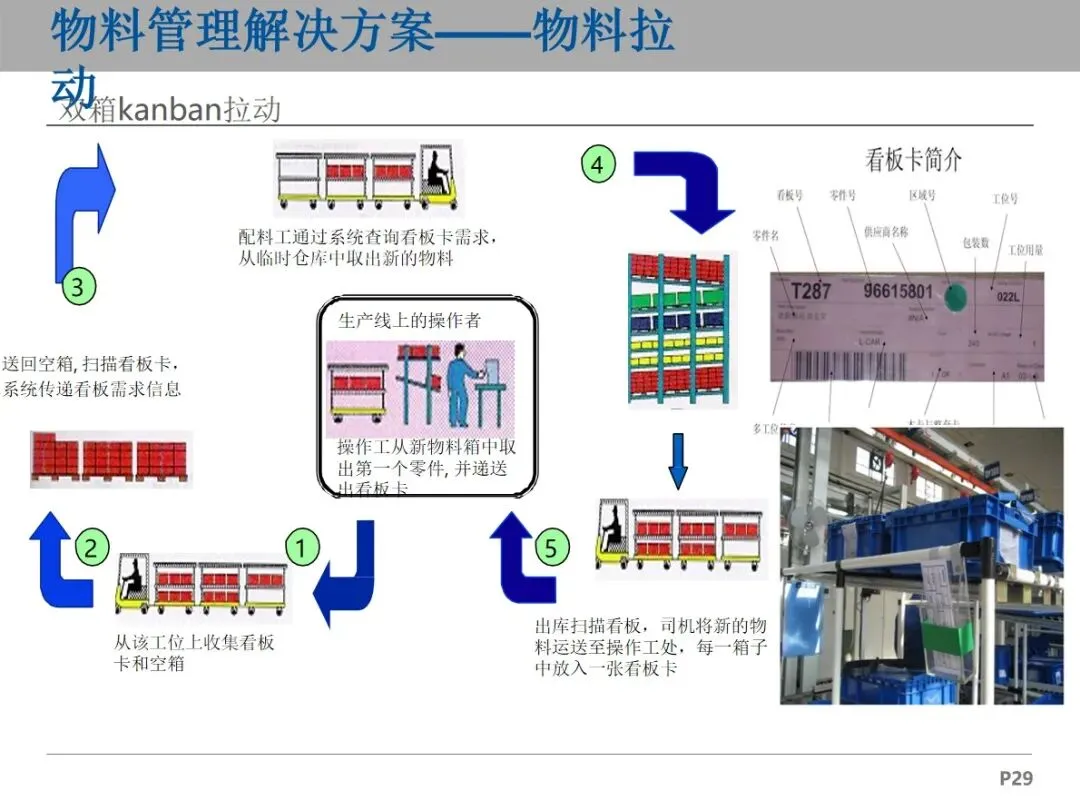
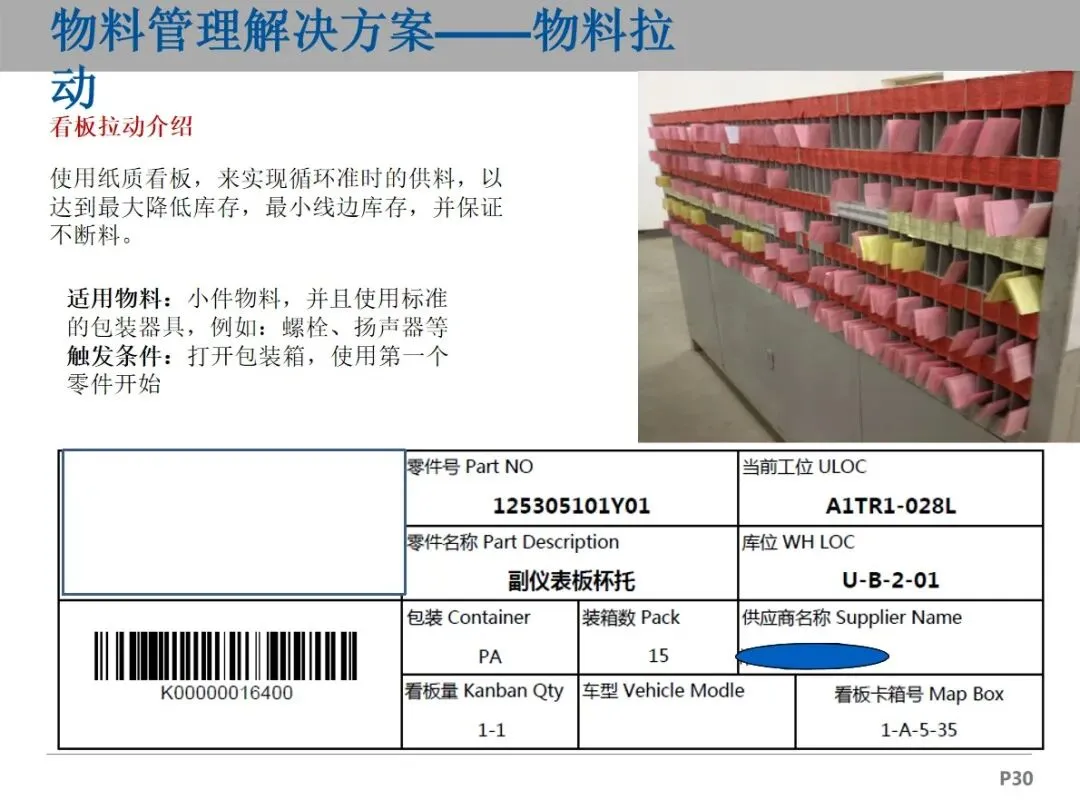
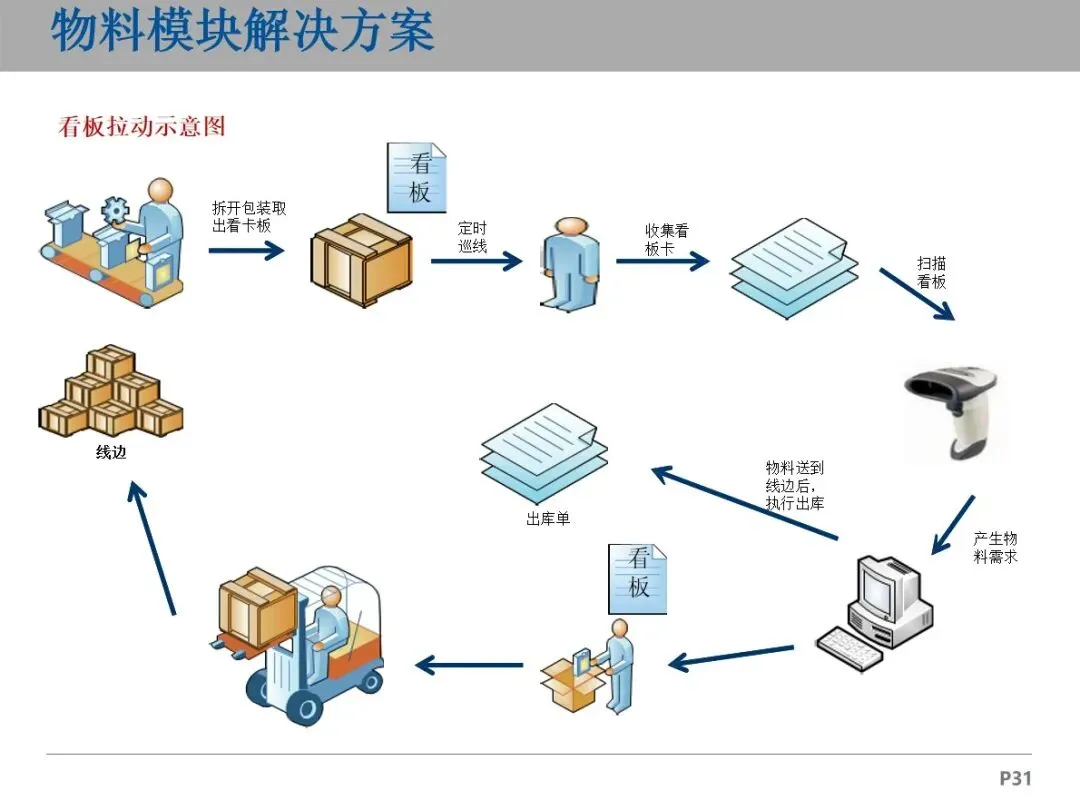
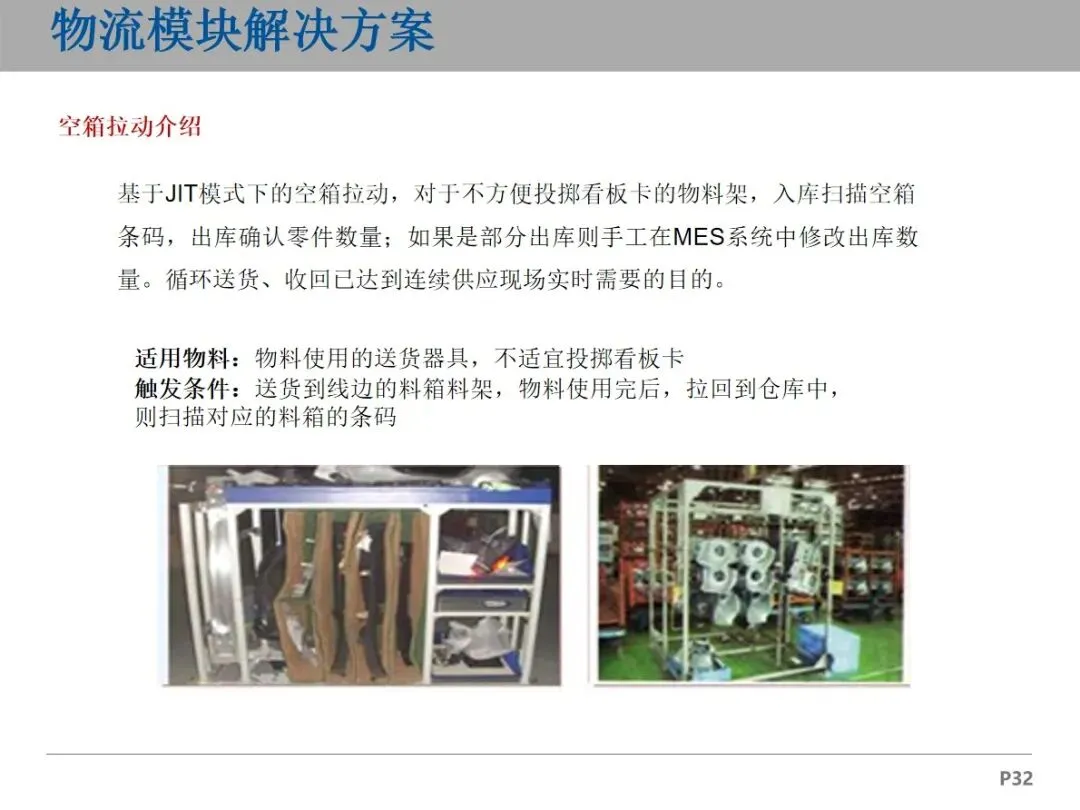
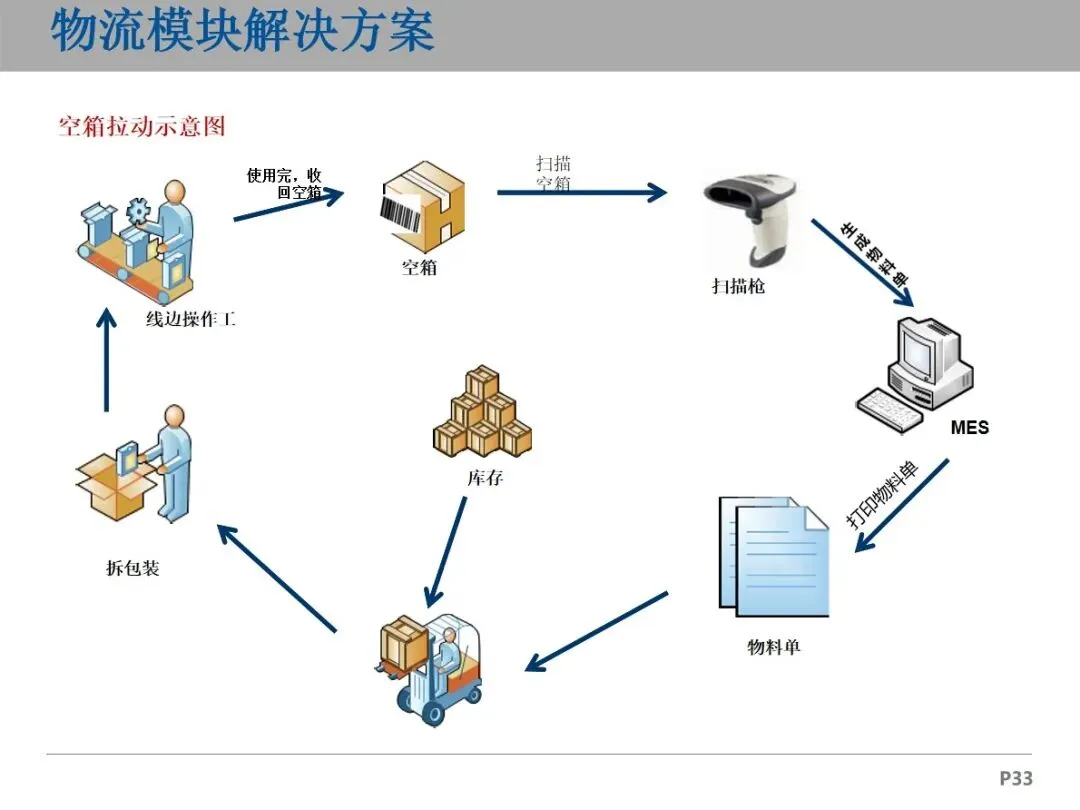
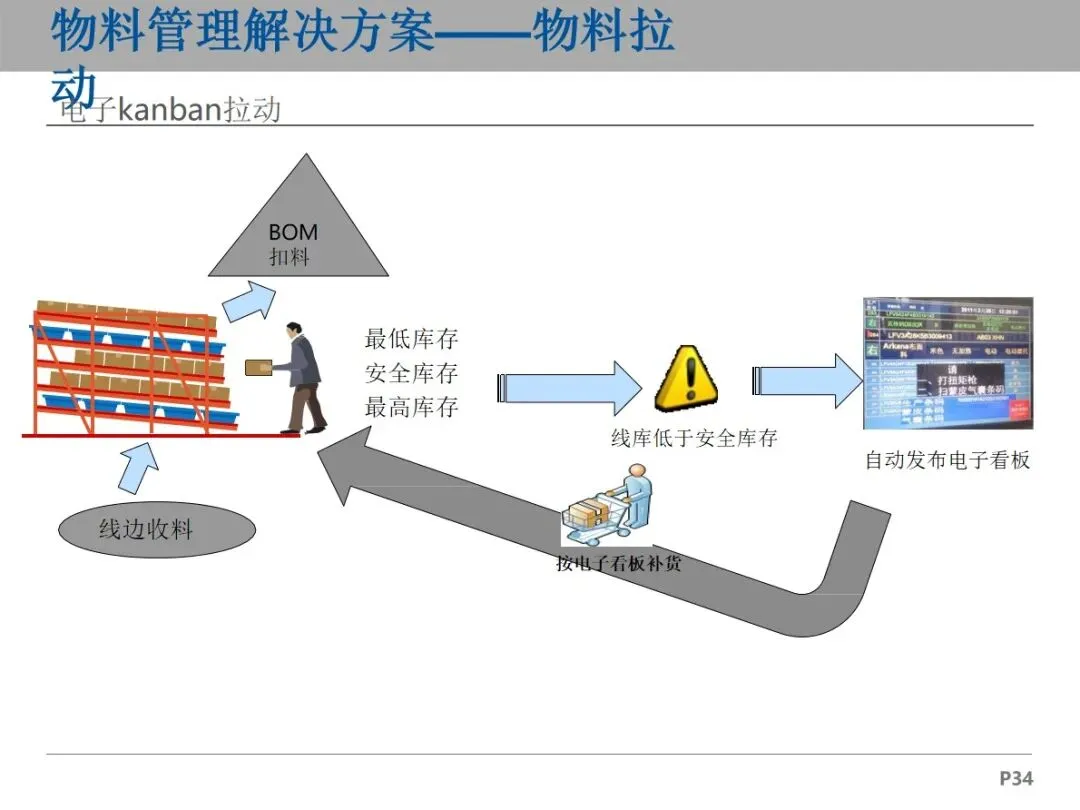
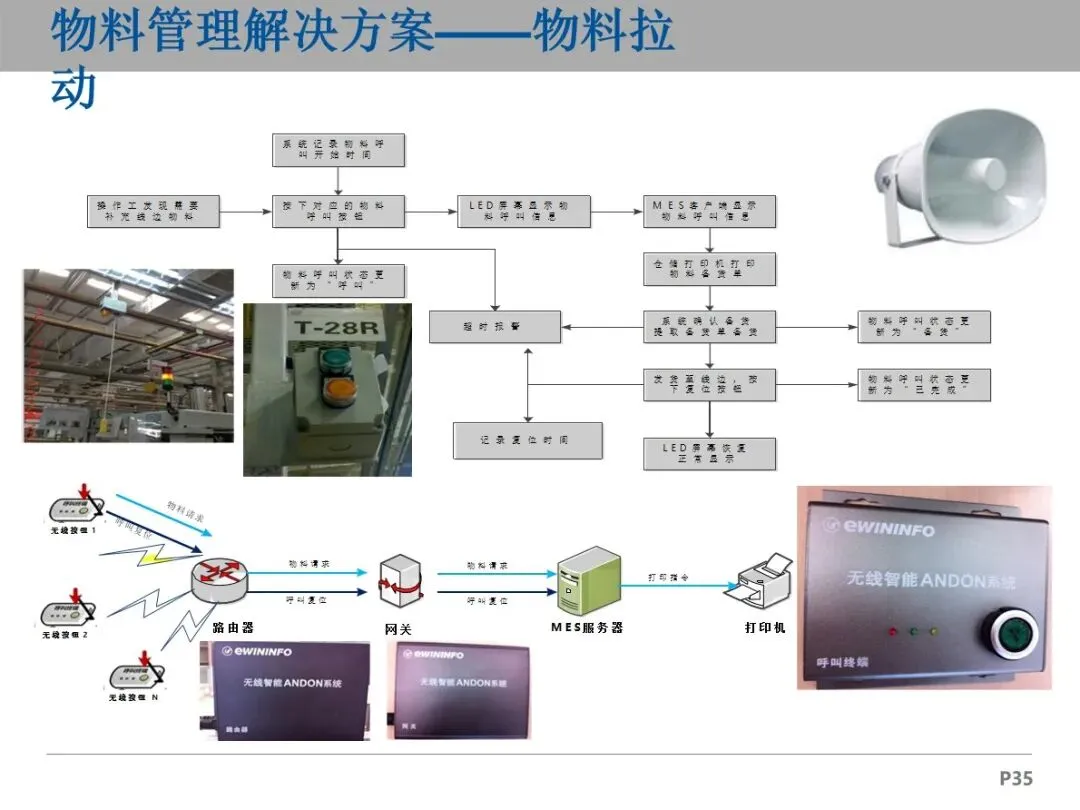
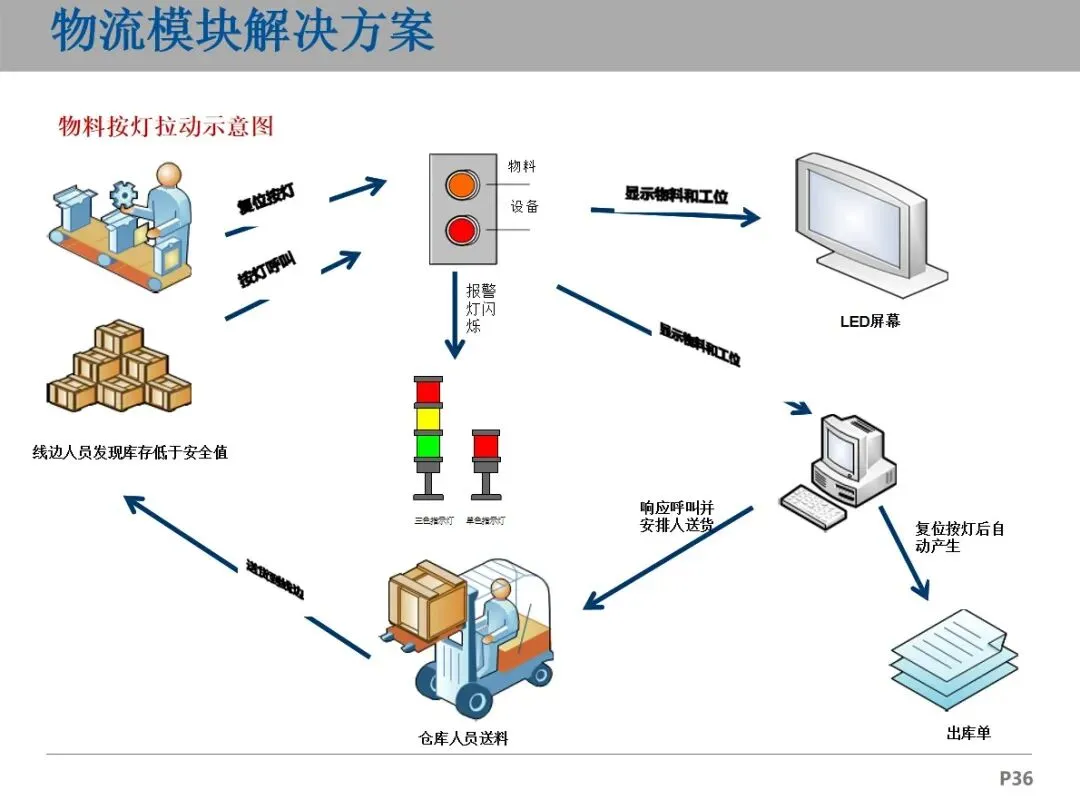
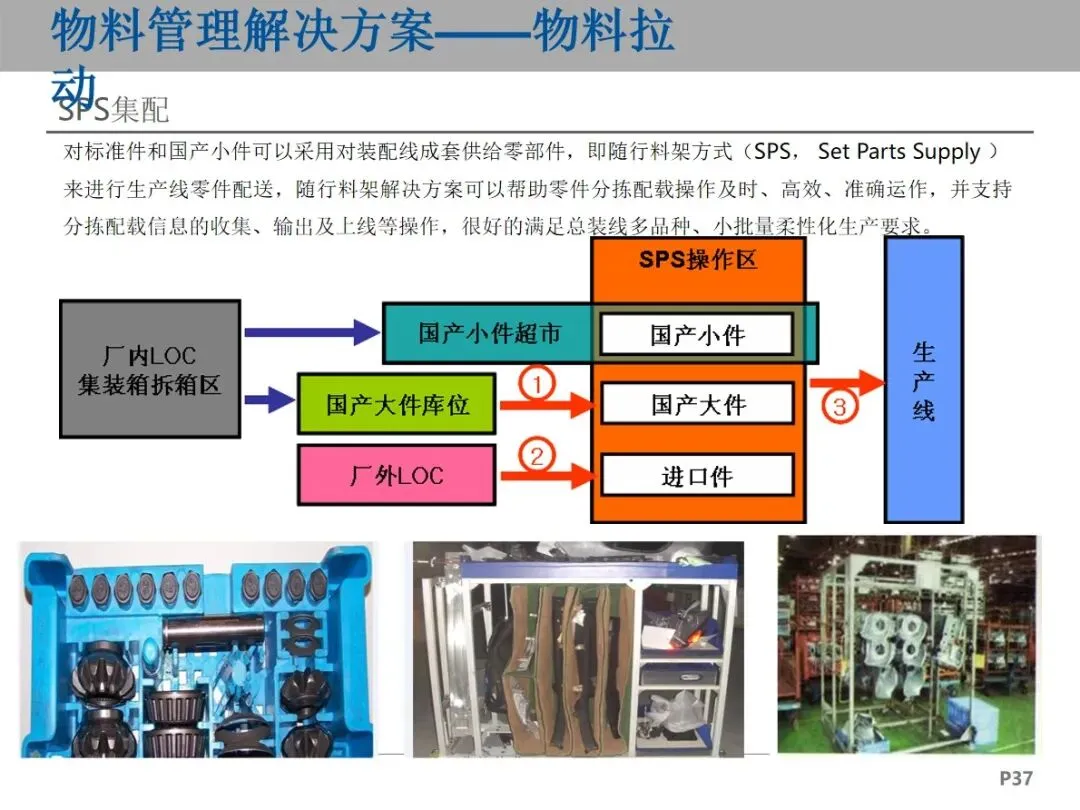
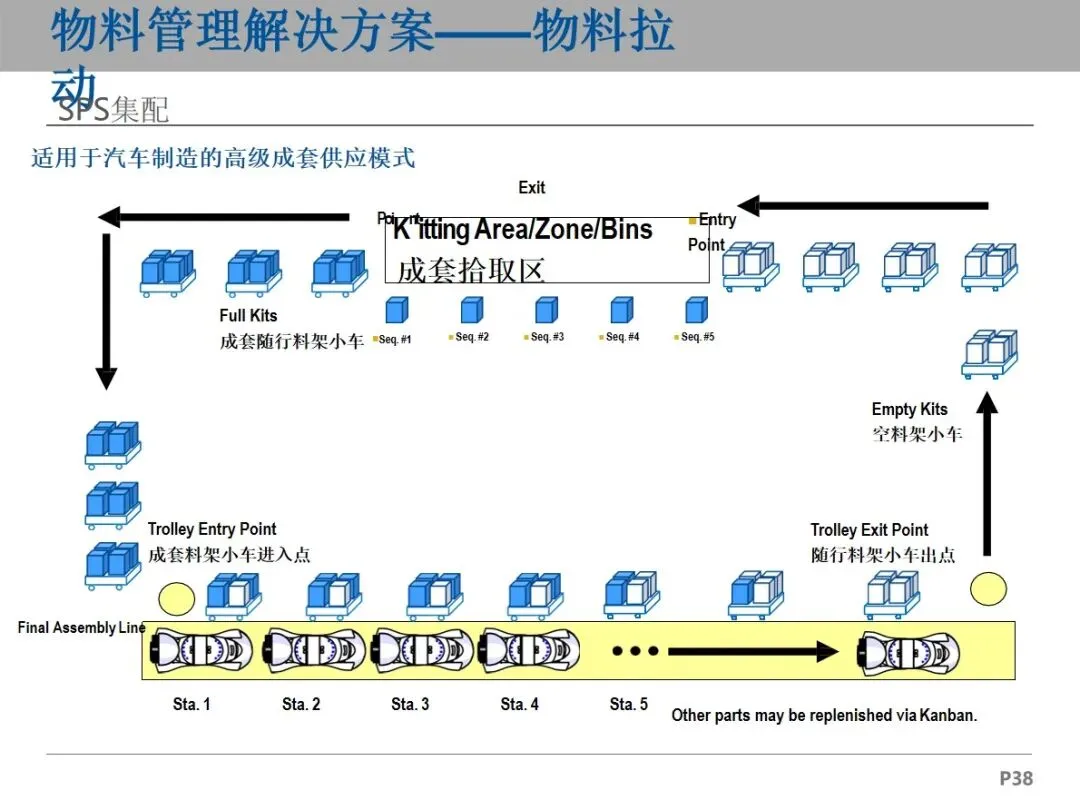
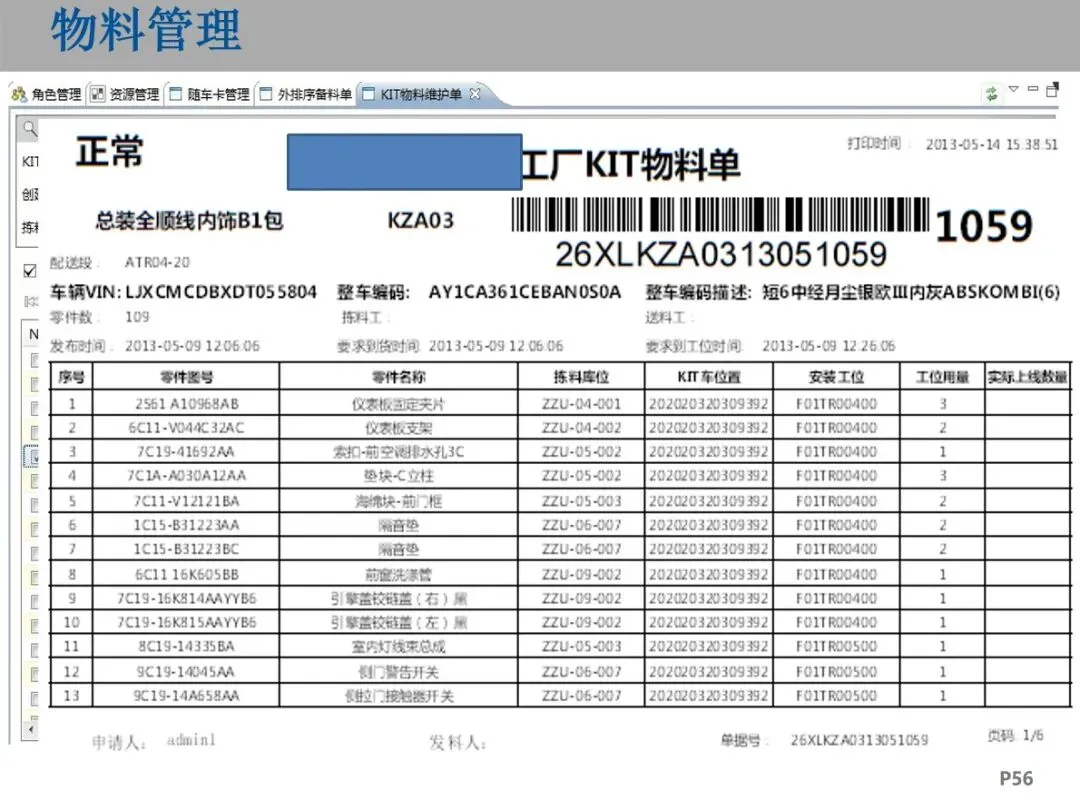
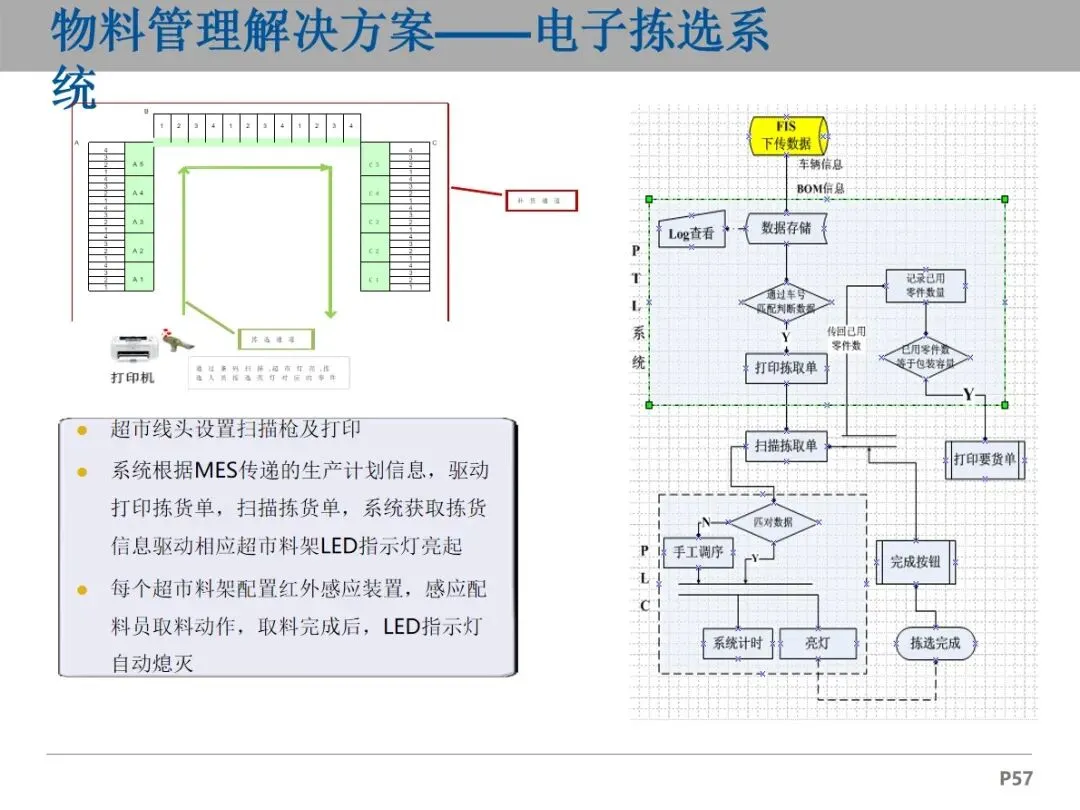
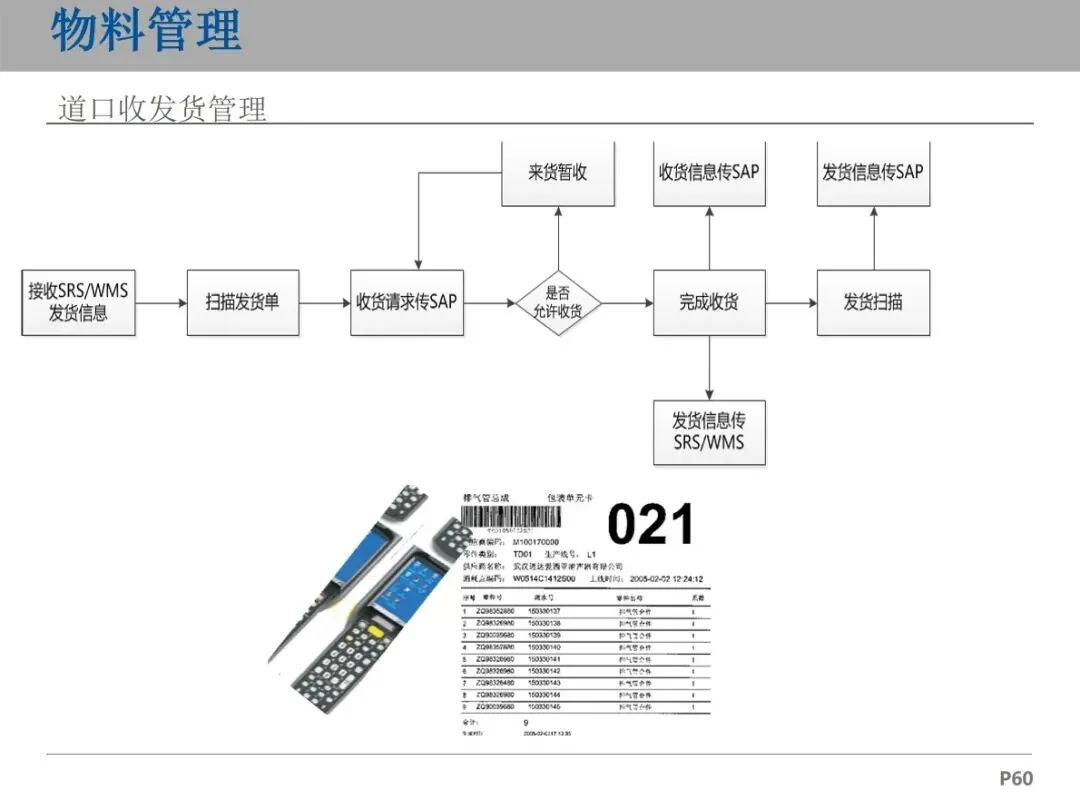
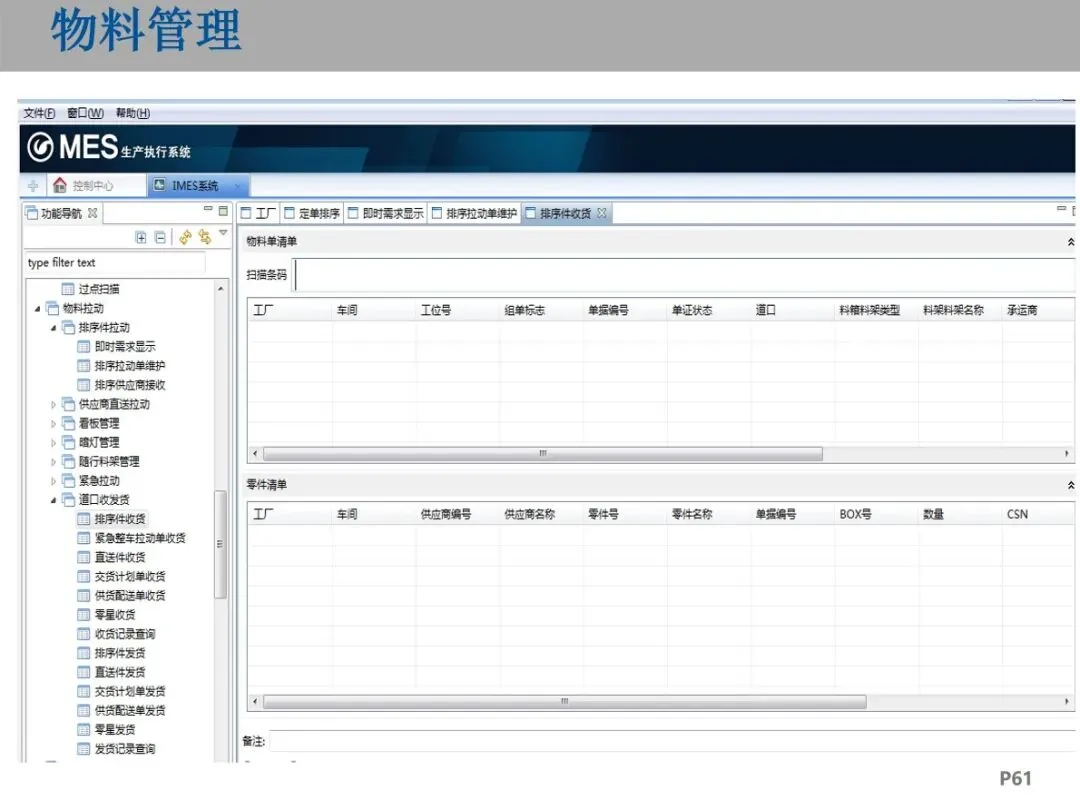
物料管理模块在CAMM模式的基础上,构建了“供应商—仓库—生产线”的物流链,并在此基础上创新地推出了“排序拉动”、“电子看板”、“SPS集中配送”等多种拉动模式。根据物料的不同特点,小规格采用双箱拉货方式,大规格采用供应商直接供货,标准规格采用SPS随车货架配套供应,再配合LED灯引导的电子拣选系统,实现了精确配货和高效配送,不仅减少了生产线上的库存,而且缩短了DTD时间,达到了精益生产的目的。
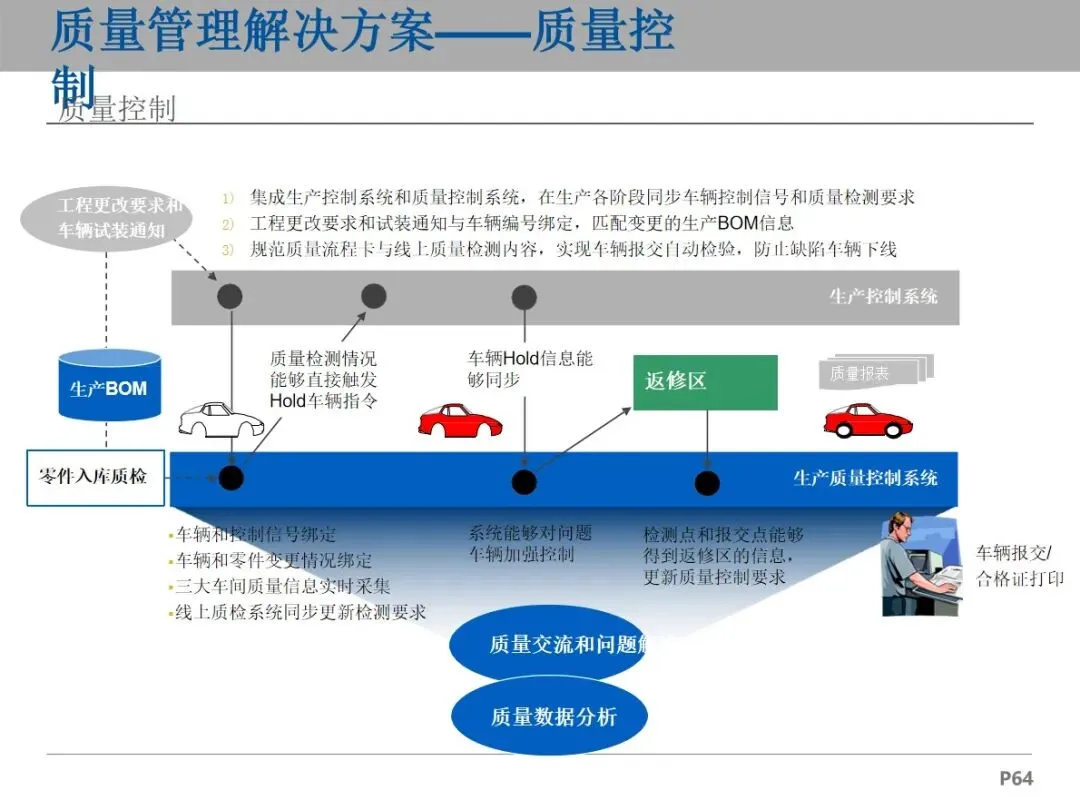
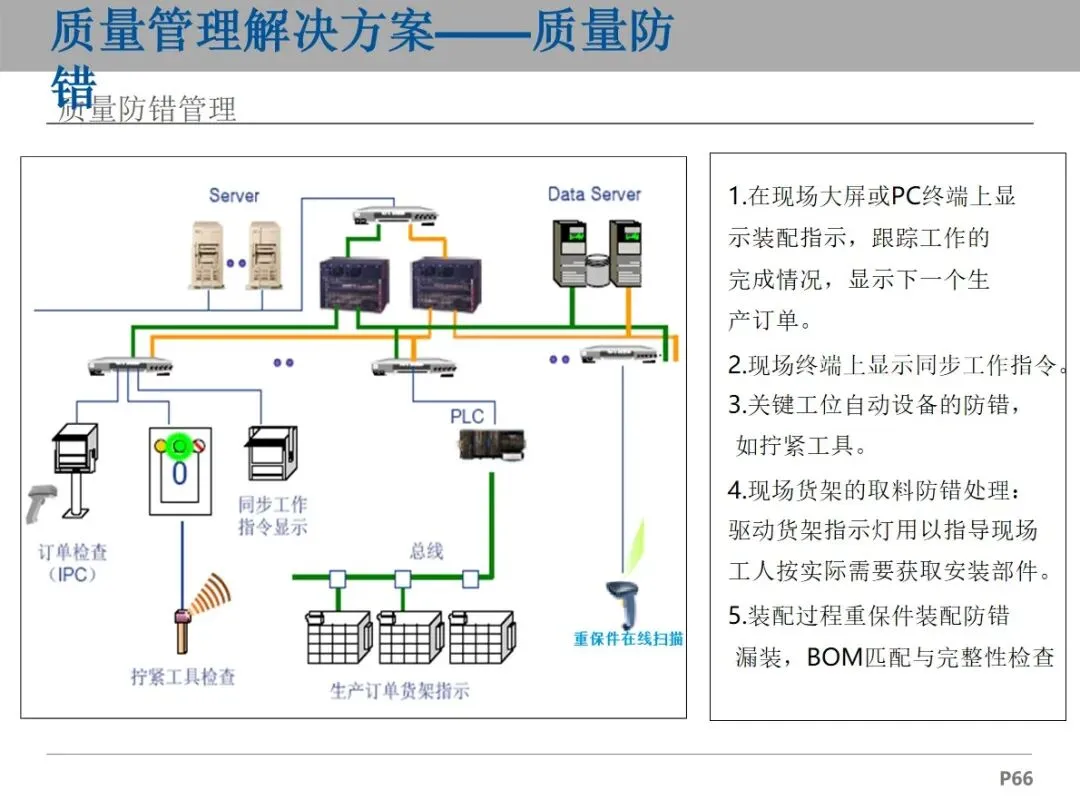
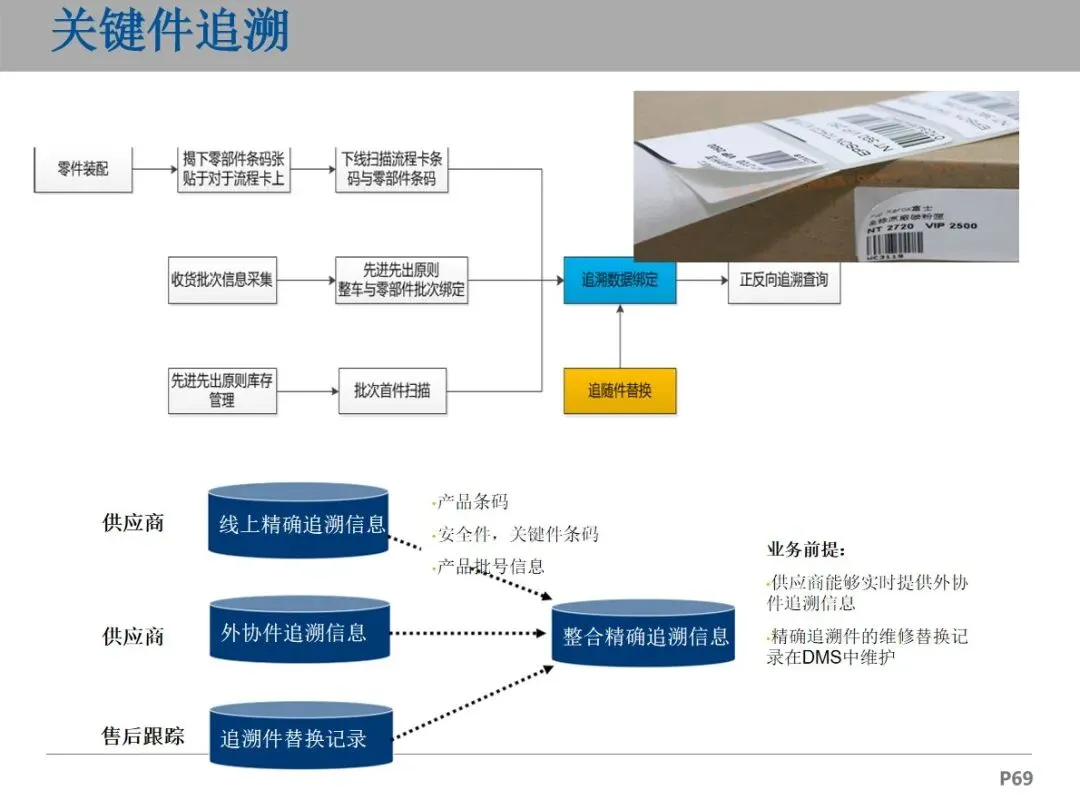
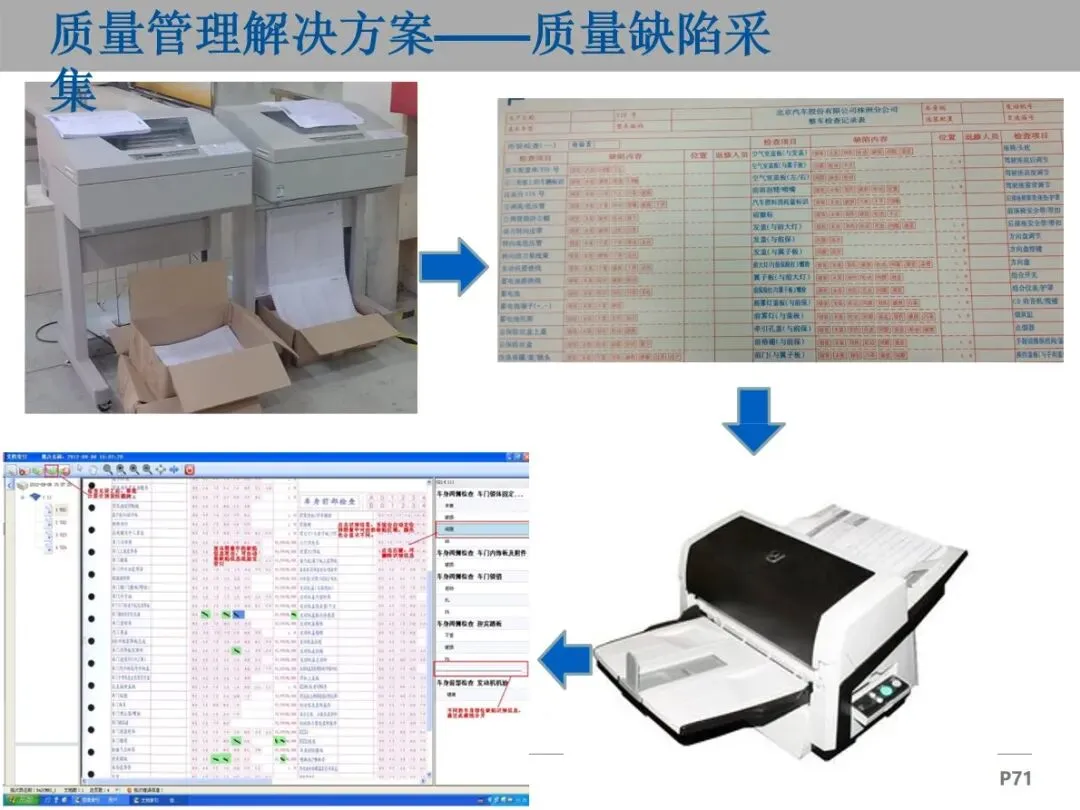
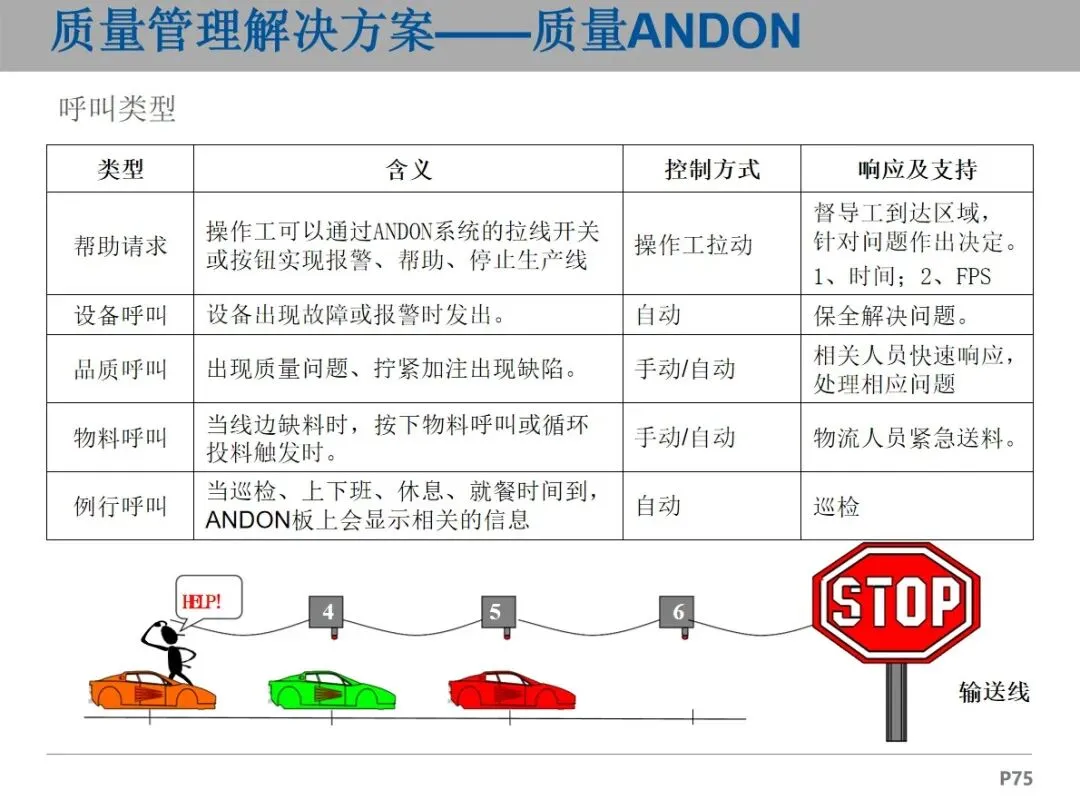
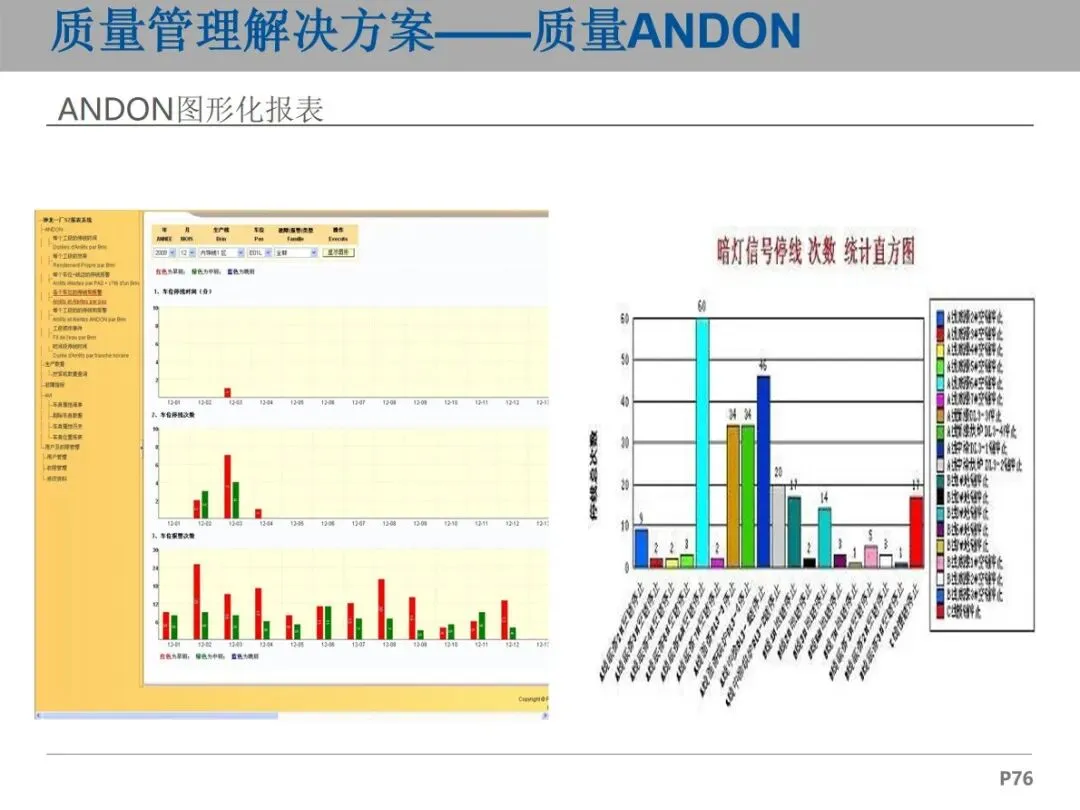
在质量管理方面,构建了从入厂检验、过程记录、质量追溯的闭环质量全生命周期控制体系。通过集成生产管理系统,将车辆信息与零部件变更信息结合起来,实现关键工位的防错和重保件的跟踪,从而达到召回的目的。质量监控系统利用声、光、电等报警手段,对质量问题、材料问题、设备问题等进行及时的响应,并结合HOLD监控功能,防止有缺陷的车辆从生产线上被淘汰,同时产生多种质量报告,为质量改善提供数据支持。
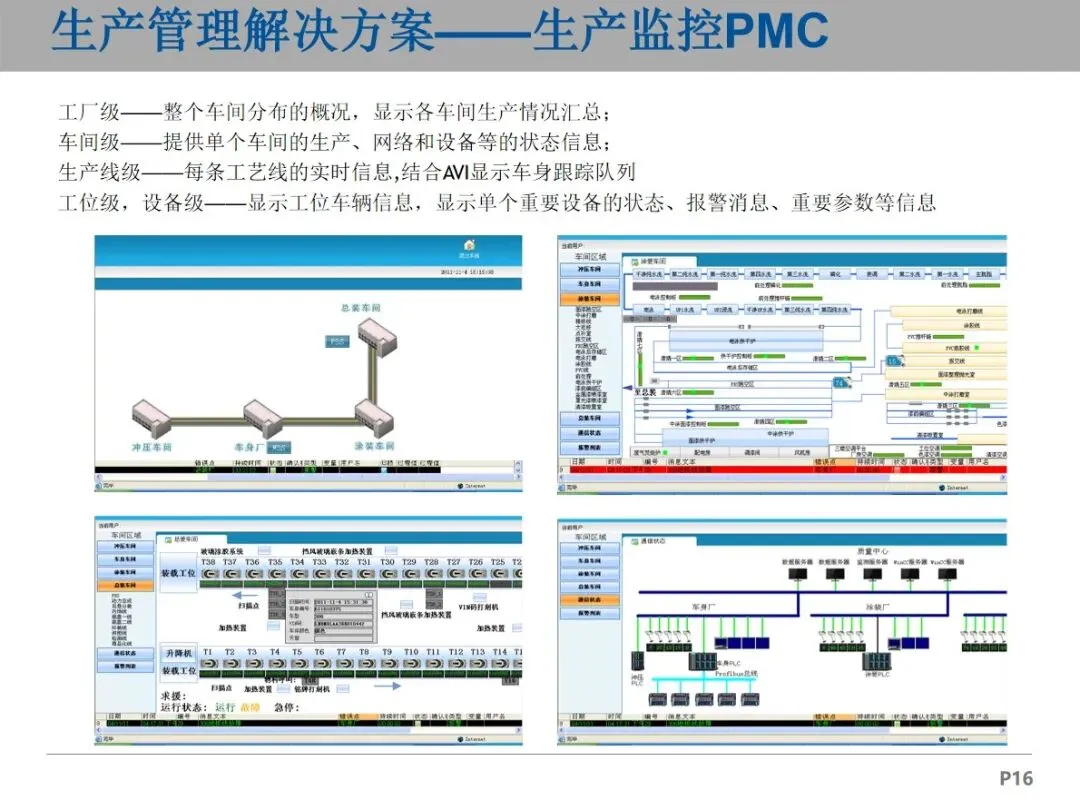
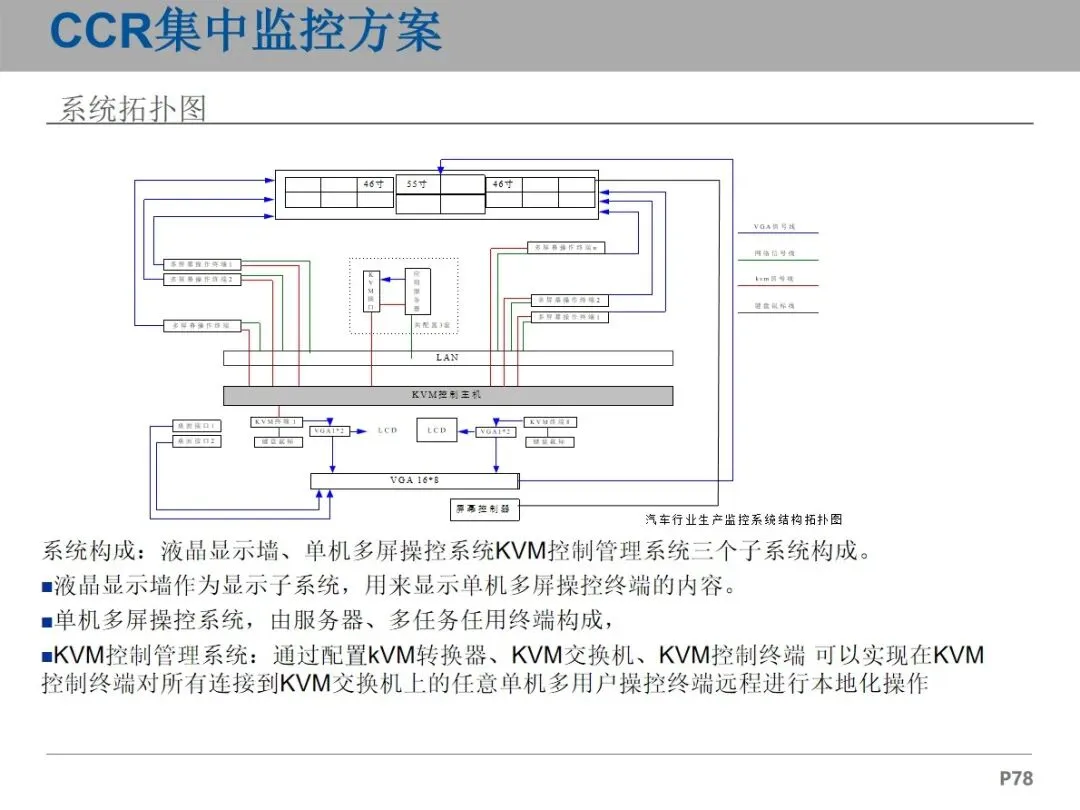
作为数字化可视化的核心,CCR集中监测方案包括LCD显示墙,单机多画面操作系统和KVM管理控制系统,实现了工厂-车间-生产线-工位的四级可视化监测,实时显示生产、节拍和故障等重要信息,使工厂的运行状况一目了然,并为管理部门的快速决策提供强有力的支持。
通过多个模块的协同工作,可以有效地提高企业的生产灵活性、物料周转率和产品合格率、缩短生产周期、降低生产成本,从而为企业的数字化战略实施提供有力的支持。