深度解析PDCA循环工作方法PPT课件
- 2026-04-04 11:06:51
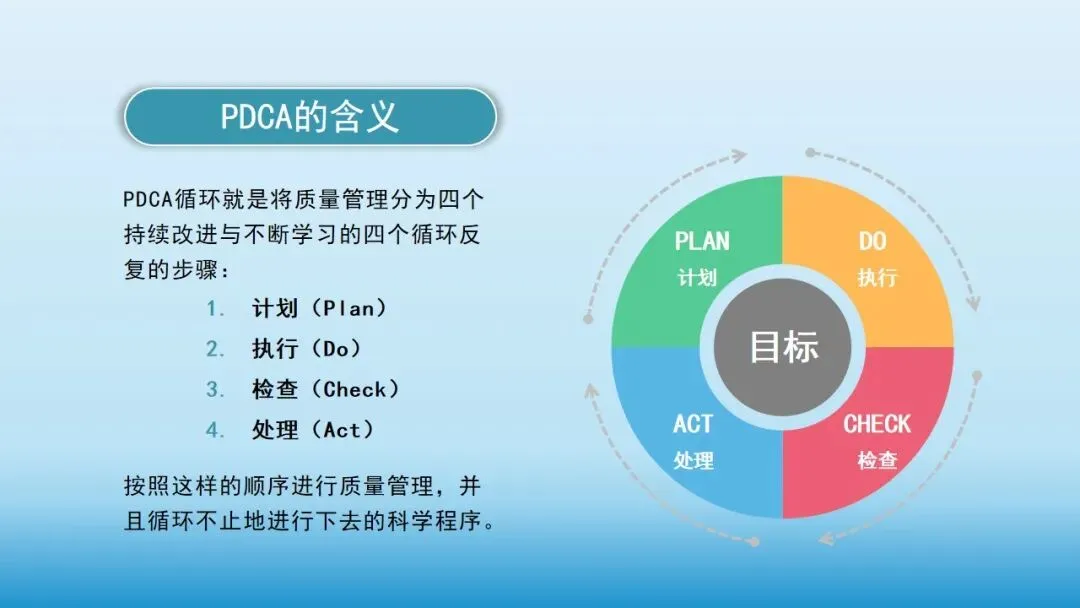
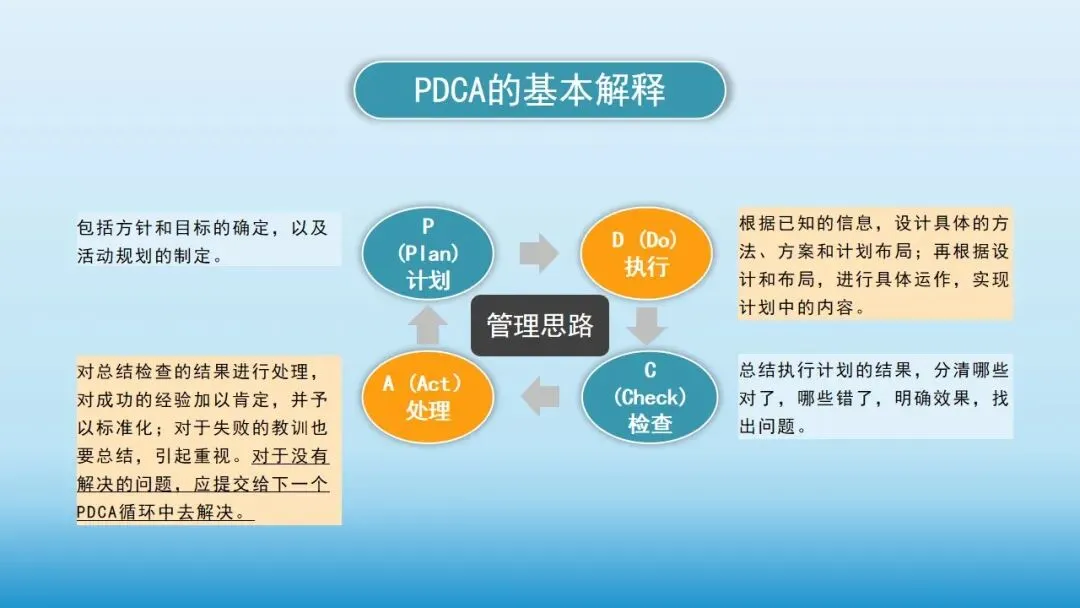
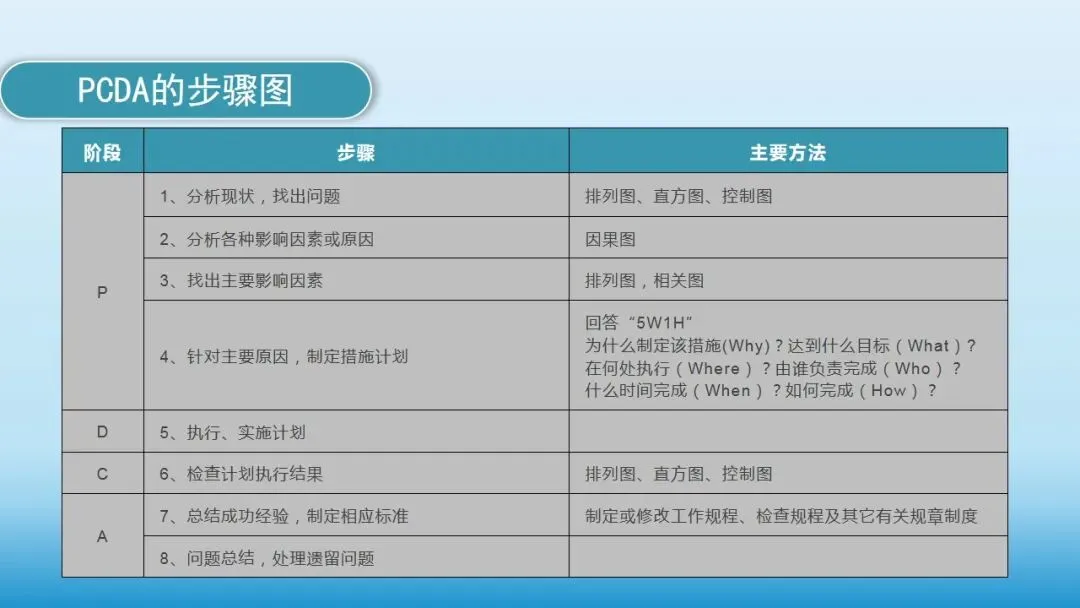
深度解析PDCA循环工作方法PPT课件深度解析PDCA循环工作方法 更多精彩课件请点击下面合集 《企业管理PPT资料》 关注⬆公众号了解更多PPT课件 目录 1.PDCA简介 2.PDCA的优点与特点 3.PDCA的应用阶段 4.PDCA的国内实践 5.PDCA的应用 第一部分:PDCA简介 PDCA是什么? PDCA循环又叫“质量环”,它是管理学中的一个通用模型,它是由美国质量管理专家休哈特博士首先提出的,由戴明采纳、宣传,获得普及,所以又称戴明环(也叫做持续改进螺旋)。 PDCA的含义 PDCA循环就是将质量管理分为四个持续改进与不断学习的四个循环反复的步骤: 计划(Plan) → 执行(Do) → 检查(Check) → 处理(Act) 按照这样的顺序进行质量管理,并且循环不止地进行下去的科学程序。 PDCA的基本解释 P (Plan) 计划:包括方针和目标的确定,以及活动规划的制定。 D (Do) 执行:根据已知的信息,设计具体的方法、方案和计划布局;再根据设计和布局,进行具体运作,实现计划中的内容。 A (Act)处理:对总结检查的结果进行处理,对成功的经验加以肯定,并予以标准化;对于失败的教训也要总结,引起重视。对于没有解决的问题,应提交给下一个PDCA循环中去解决。 C (Check) 检查:总结执行计划的结果,分清哪些对了,哪些错了,明确效果,找出问题。 第二部分:PDCA的优点与特点 PDCA的优点 适用于日常管理,且同时适用于个体管理与团队管理; 戴明循环的过程就是发现问题、解决问题的过程; 适用于项目管理;有助于持续改进提高; 有助于供应商管理;有助于人力资源管理; 有助于新产品开发管理;有助于流程测试管理。 PDCA的特点 大环带小环:如果把整个企业的工作作为一个大的戴明循环,那么各个部门、小组还有各自小的戴明循环,就像一个行星轮系一样,大环带动小环,一级带一级,有机地构成一个运转的体系。 阶梯式上升:戴明循环不是在同一水平上循环,每循环一次,就解决一部分问题,取得一部分成果,工作就前进一步,水平就提高一步。到了下一次循环,又有了新的目标和内容,更上一层楼。左边图表示了这个阶梯式上升的过程。 科学管理方法的综合应用:戴明循环应用以QC七种工具为主的统计处理方法以及工业工程(IE)中工作研究的方法,作为进行工作和发现、解决问题的工具。 第三部分:PDCA的应用阶段 PCDA的步骤图 
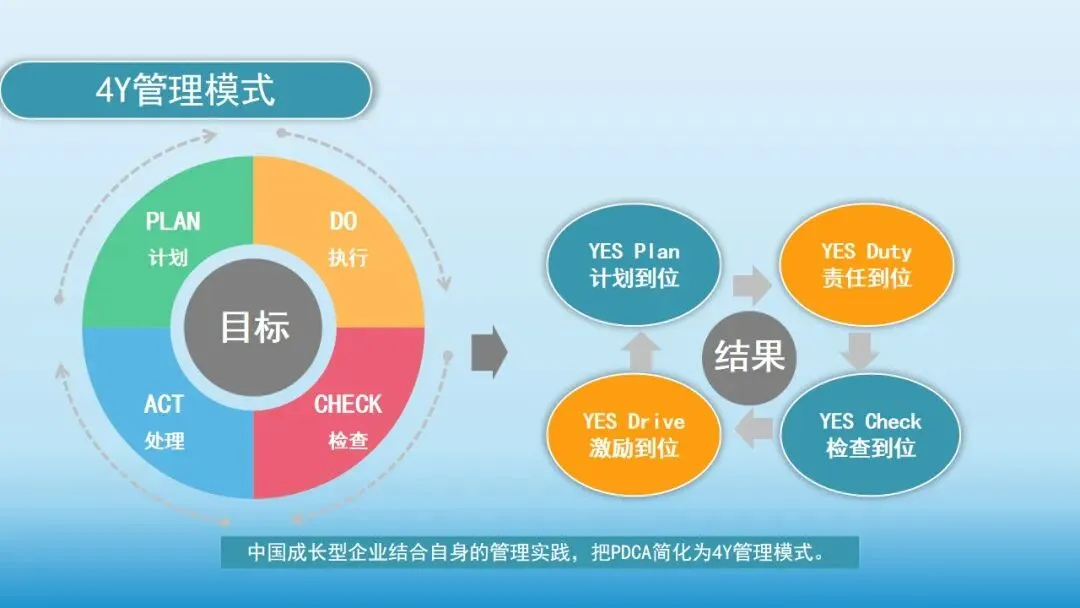
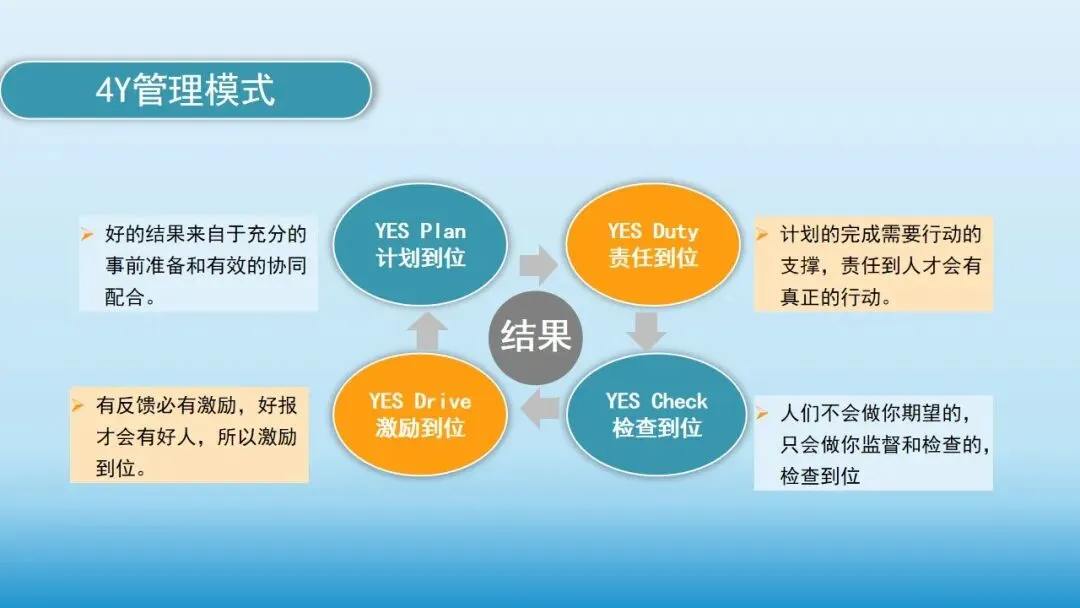
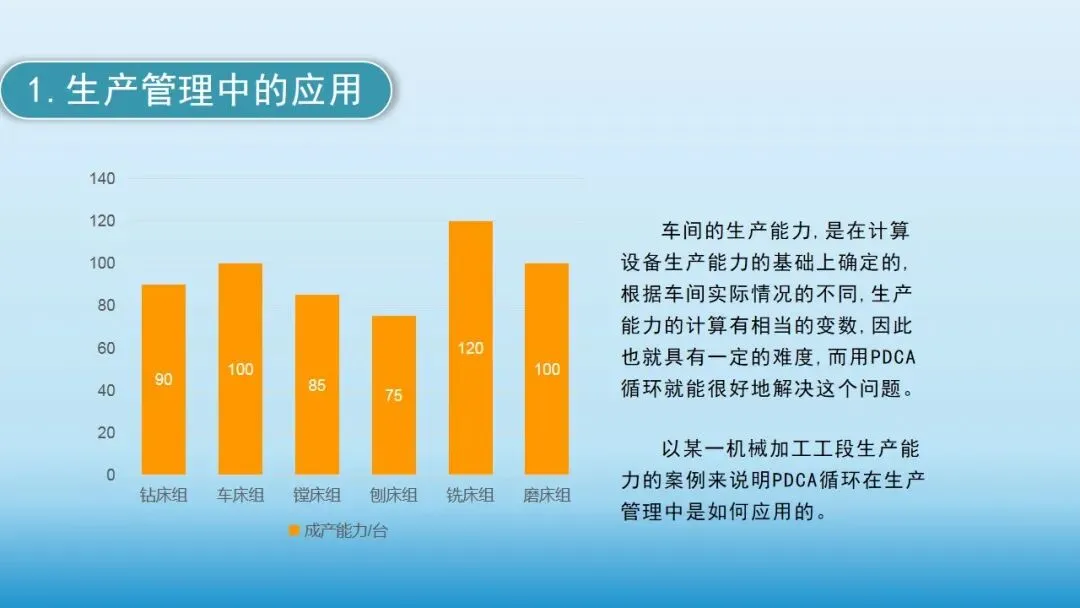
四个阶段八个步骤 P阶段 步骤一:选择课题,分析现状,找出问题 要有把握和发现问题的意识、能力,第一步发现问题所在。 以满足市场需求为前提,以企业获利为目标的。根据企业的资源、技术等能力来确定开发方向。 步骤二:定目标,分析产生问题的原因 运用头脑风暴法等多种集思广益的科学方法,找出导致问题产生的所有原因。 明确活动目标,规定活动所要做到的内容和达到的标准。能够用数量来表示的指标要尽可能量化,不能用数量来表示的指标也要明确。 步骤三:找出主要影响因素,确定最佳方案 在诸多因素中,区分主因和次因是最有效解决问题的关键。 提出各种方案后优选并确定出最佳的方案,筛选出所需要的最佳方案,统计质量工具能够发挥较好的作用。 步骤四:针对主要原因,制定措施计划 将方案步骤具体化,逐一制定对策,明确回答出方案中的“5W1H”即:为什么制定该措施(Why)、达到什么目标(What)、在何处执行(Where)、由谁负责完成(Who)、什么时间完成(When)、如何完成(How)。 使用过程决策程序图或流程图,方案的具体实施步骤将会得到分解。 D阶段 步骤五:执行、实施计划 按照预定的计划、标准,根据已知的内外部信息,设计出具体的行动方法、方案,进行布局。再根据设计方案和布局,进行具体操作,努力实现预期目标的过程。 对过程进行测量,确保工作能够按计划进度实施。同时建立起数据采集,收集起过程的原始记录和数据等项目文档。 C阶段 步骤六:检查计划执行结果 确认实施方案是否达到了目标。方案是否有效、目标是否完成,需要进行效果检查后才能得出结论。 确认对策后,对采集到的证据进行总结分析,如果没有达到了预定的目标,应该确认是否严格按照计划实施对策,如果是,就意味着对策失败,那就要重新进行最佳方案的确定。 A阶段 步骤七:总结成功经验,制定相应标准 标准化是维持企业治理现状不下滑,积累、沉淀经验的最好方法,也是企业治理水平不断提升的基础。标准化是企业治理系统的动力。 对已被证明的有成效的措施,要进行标准化,制定成工作标准,以便以后的执行和推广。 步骤八:问题总结,处理遗留问题 所有问题不可能在一个PDCA循环中全部解决,遗留的问题会自动转进下一个PDCA循环,如此,周而复始,螺旋上升。 处理阶段是PDCA循环的关键。该阶段的重点在于修订标准,包括技术标准和管理制度。没有标准化和制度化,就不可能使PDCA循环转动向前。 第四部分:PDCA的国内实践 4Y管理模式 YES Plan计划到位:好的结果来自于充分的事前准备和有效的协同配合。 YES Duty责任到位:计划的完成需要行动的支撑,责任到人才会有真正的行动。 YES Drive激励到位:有反馈必有激励,好报才会有好人,所以激励到位。 YES Check检查到位:人们不会做你期望的,只会做你监督和检查的,检查到位 第五部分:PDCA的应用实例 1.生产管理中的应用 车间的生产能力,是在计算设备生产能力的基础上确定的,根据车间实际情况的不同,生产能力的计算有相当的变数,因此也就具有一定的难度,而用PDCA循环就能很好地解决这个问题。 以某一机械加工工段生产能力的案例来说明PDCA循环在生产管理中是如何应用的。 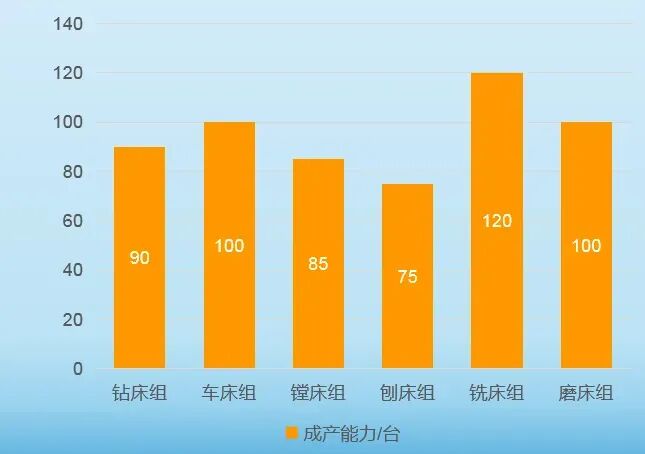
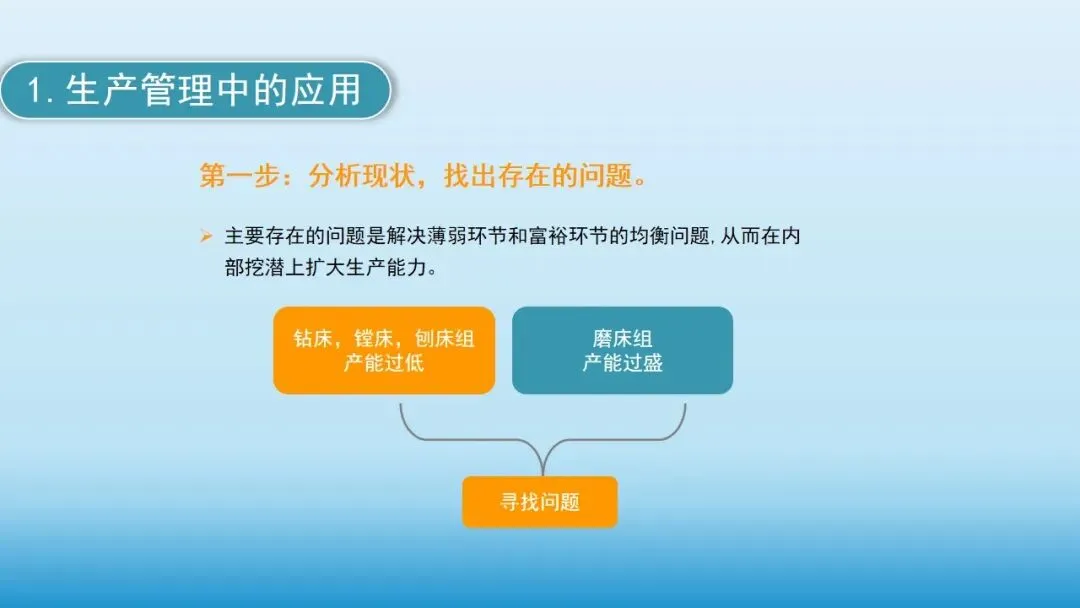
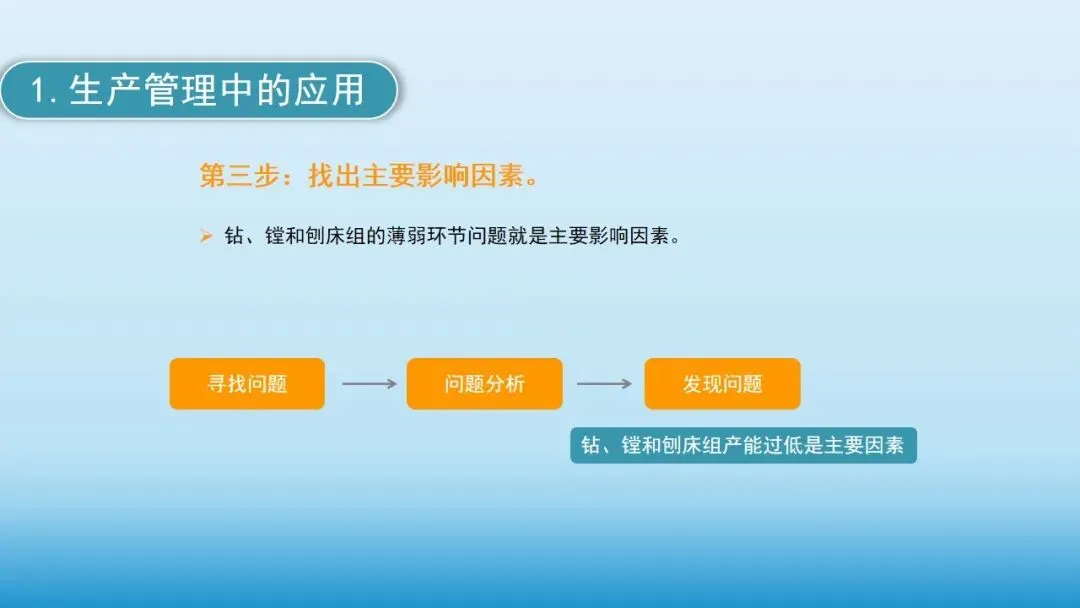
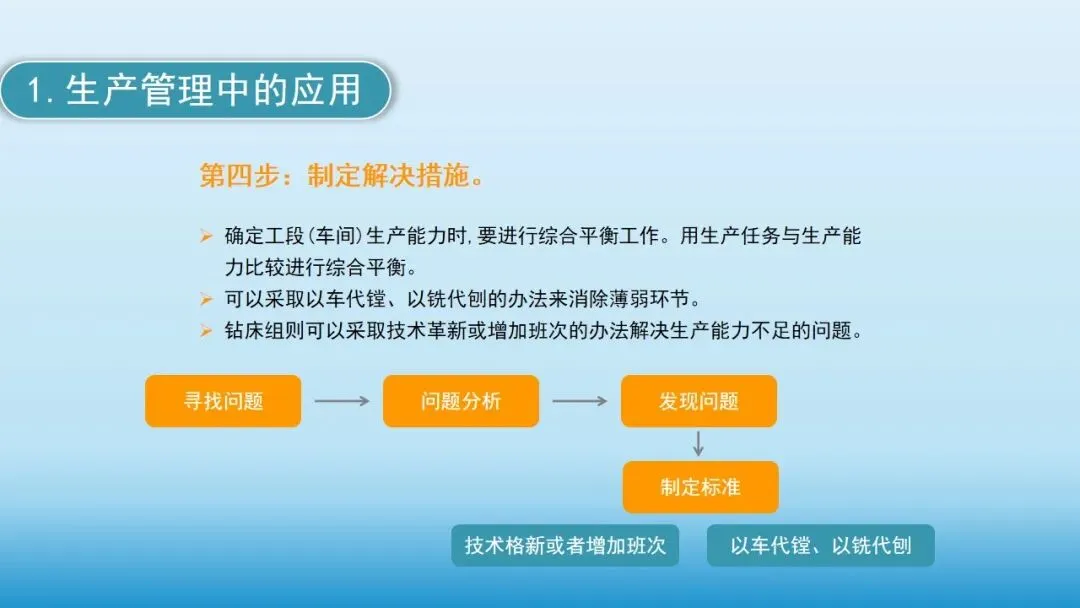
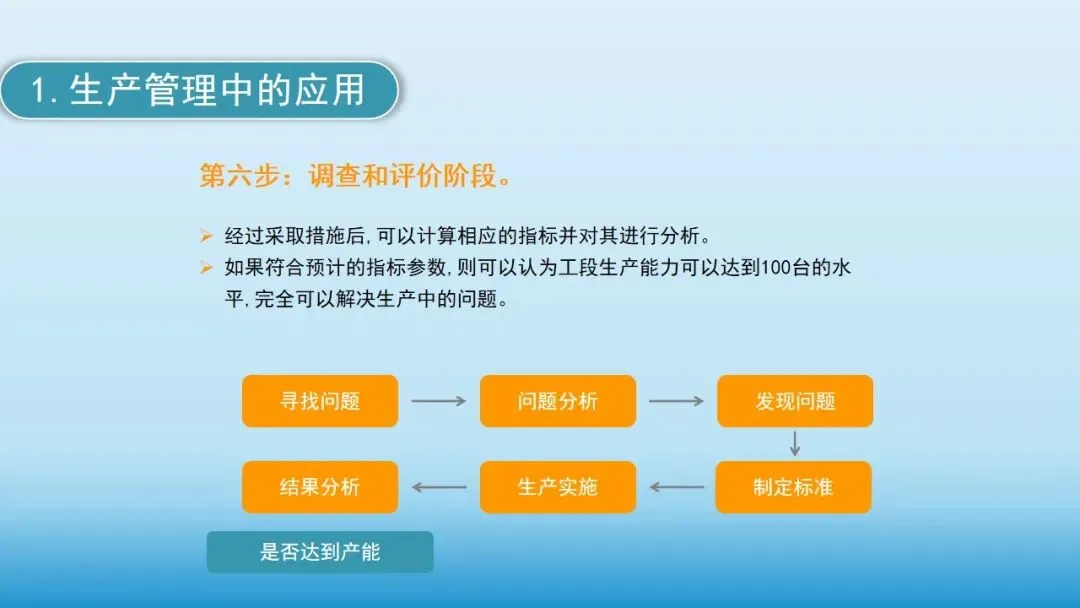
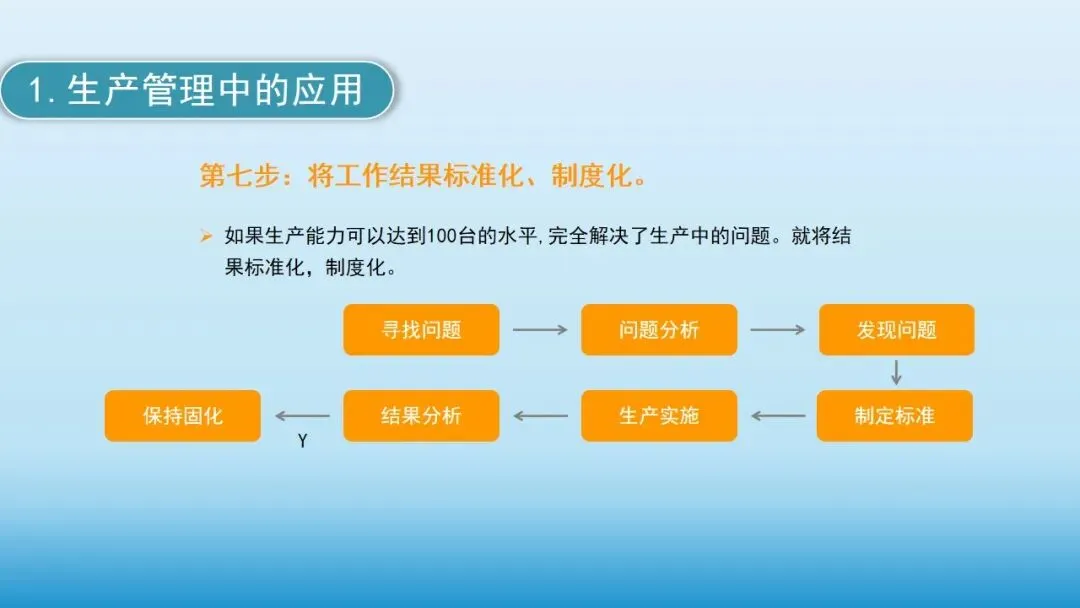
可以看出:6个设备组的生产能力是不相等的。 假设本月要求生产100台,则可以发现钻、镗和刨床为薄弱环节,而车、铣床组为富裕环节。 根据水桶理论,工段(车间)的生产能力取决于最低的要素,即刨床组的生产能力,只能生产75台。 要完成100台的生产任务,就需要增加设备补充不足。 而我们的设想是不增加或少增加设备来解决问题。 因此可以用PDCA循环进行分析从而找到相应的办法。 具体步骤如下: 第一步:分析现状,找出存在的问题。 主要存在的问题是解决薄弱环节和富裕环节的均衡问题,从而在内部挖潜上扩大生产能力。 寻找问题:钻床,镗床,刨床组产能过低;磨床组产能过盛 第二步:分析产生问题的各种原因或影响因素。 通常是以主要设备组的生产能力作为综合平衡的依据。 各生产组的生产能力,一般是不相等的,也就是说存在不均衡问题。 第三步:找出主要影响因素。 钻、镗和刨床组的薄弱环节问题就是主要影响因素。 发现问题:钻、镗和刨床组产能过低是主要因素 第四步:制定解决措施。 确定工段(车间)生产能力时,要进行综合平衡工作。用生产任务与生产能力比较进行综合平衡。 可以采取以车代镗、以铣代刨的办法来消除薄弱环节 钻床组则可以采取技术革新或增加班次的办法解决生产能力不足的问题。 第五步:执行措施计划。 根据措施来制定计划并严格按计划执行并落实。 第六步:调查和评价阶段。 经过采取措施后,可以计算相应的指标并对其进行分析 如果符合预计的指标参数,则可以认为工段生产能力可以达到100台的水平,完全可以解决生产中的问题。 第七步:将工作结果标准化、制度化。 如果生产能力可以达到100台的水平,完全解决了生产中的问题。就将结果标准化,制度化。 第八步:提出尚未解决的问题,进入下个循环。 如果问题尚未解决,可以继续提出问题,寻找新的问题所在,进入下个PDCA循环。 2.质量管理中的应用 PDCA循环在质量管理中应用更为广泛,为了改进和解决产品质量问题,在进行PDCA循环时还可以利用相关的数据和资料以及质量管理中常用的统计分析方法做出科学的分析判断。 结合解决某一车间不合格品的案例来说明PDCA循环在质量管理中的应用,特别是它如何利用质量管理中常用的统计分析方法。 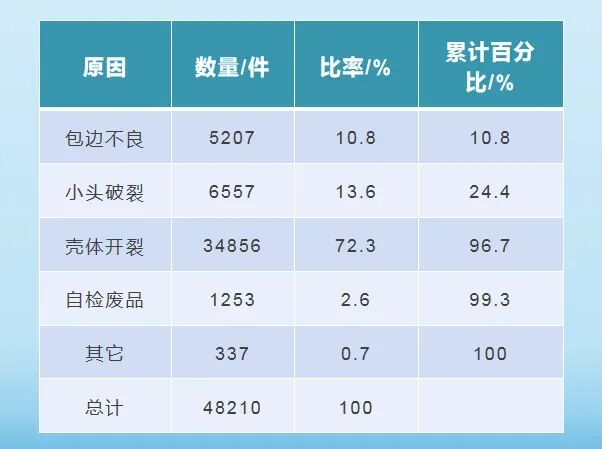
第一步:分析现状,找出存在的问题。 本案例主要存在的问题是不合格品数量较大,需要找出相应的方法来解决。 寻找问题:不合格品数量较大 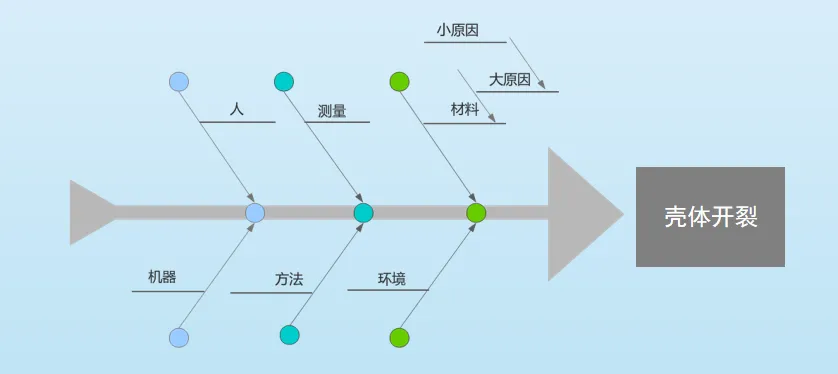




------------ END ------------ 更多精彩课件请点击下面合集 《企业管理PPT资料》 
喜欢赞赏⬇支持一下
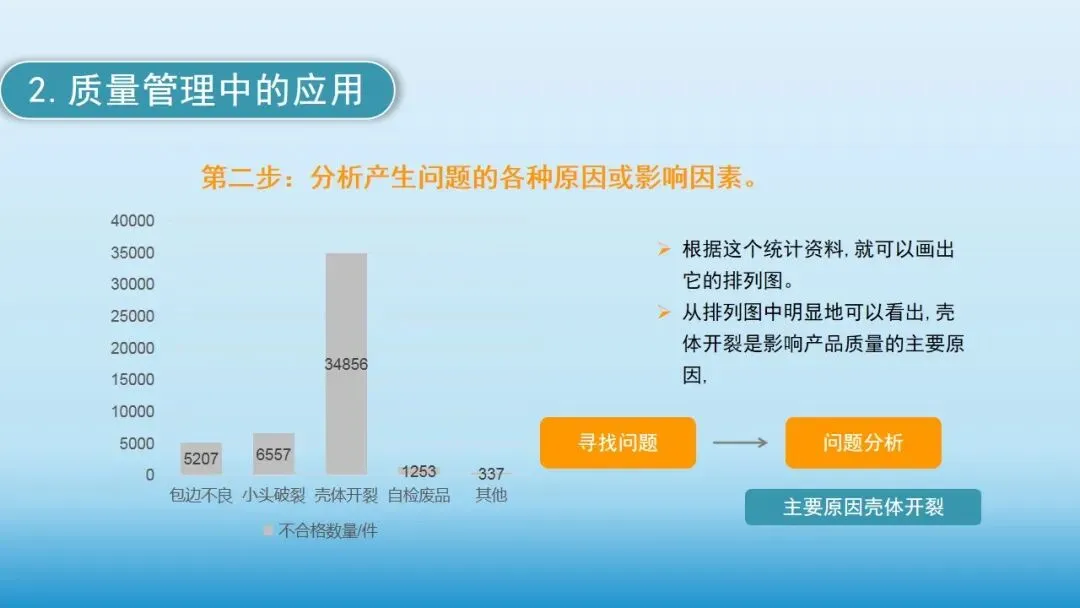
第二步:分析产生问题的各种原因或影响因素。
根据这个统计资料,就可以画出它的排列图。
从排列图中明显地可以看出,壳体开裂是影响产品质量的主要原因。
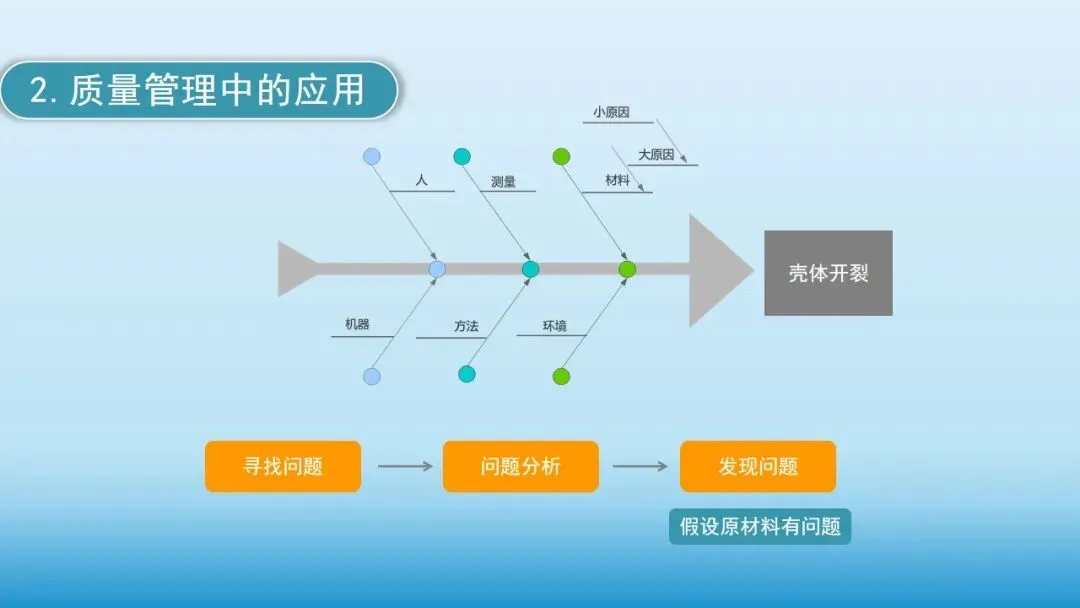
第三步:找出主要影响因素。
我们可以利用因果分析图对壳体开裂这个质量问题进行分析。根据统计资料,我们知道构成工序的六大因素(即人、机器、材料、方法、测量和环境)都同时对产品质量发生作用,产生影响,也就是说,它们决定着产品质量。
我们对产生壳体开裂质量问题的因素5M1E逐步进行分析,画出因果分析图(如下图3),从而找出主要原因。这样,可以使数据反映的事实更明显、更突出,便于分析问题,找出原因,从而对症下药找出主要原因。根据QC小组的分析,我们假设壳体开裂的主要原因为材料的原因。
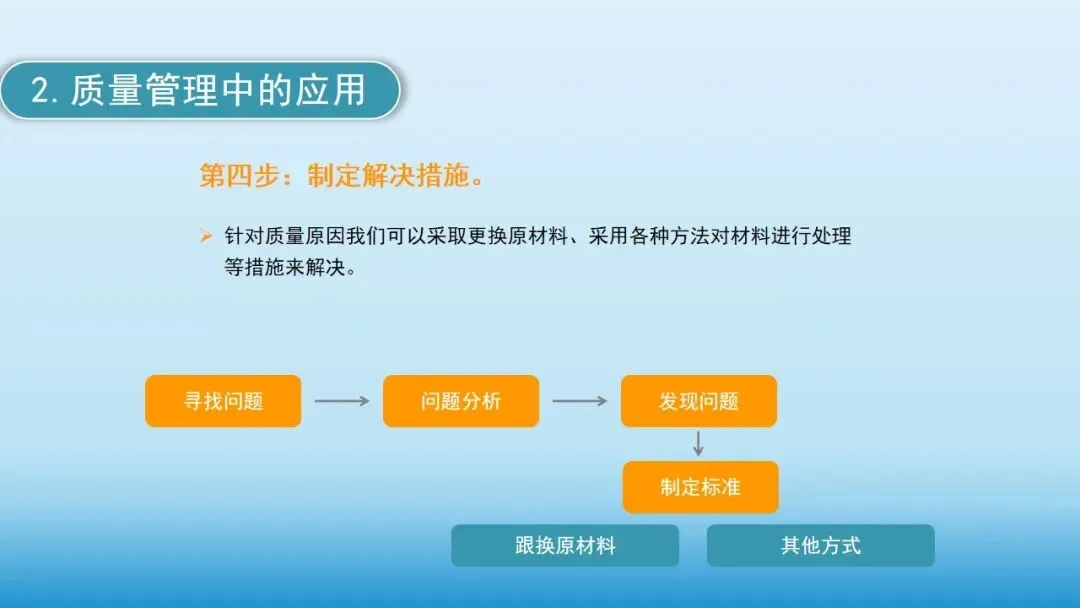
第四步:制定解决措施。
针对质量原因我们可以采取更换原材料、采用各种方法对材料进行处理等措施来解决。
第五步:执行措施计划。
根据措施来制定计划并严格按计划执行并落实。
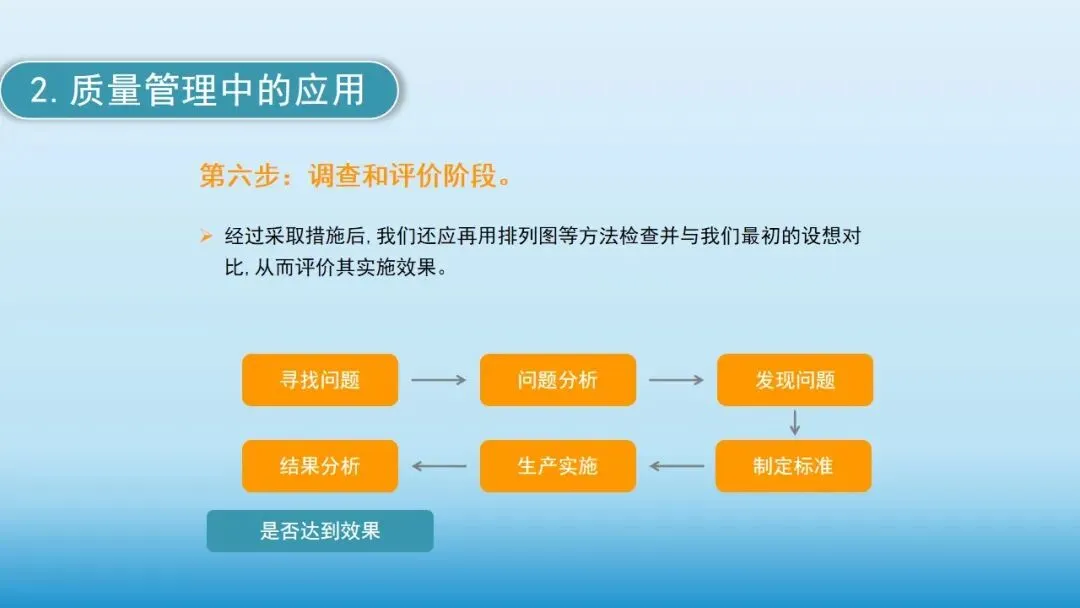
第六步:调查和评价阶段。
经过采取措施后,我们还应再用排列图等方法检查并与我们最初的设想对比,从而评价其实施效果。
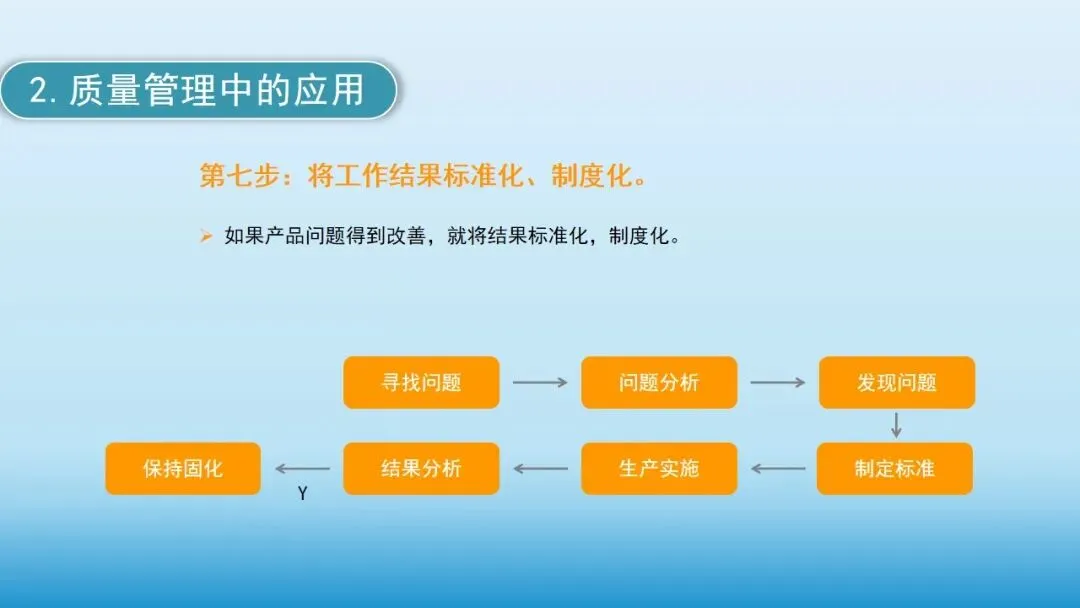
第七步:将工作结果标准化、制度化。
如果产品问题得到改善,就将结果标准化,制度化。
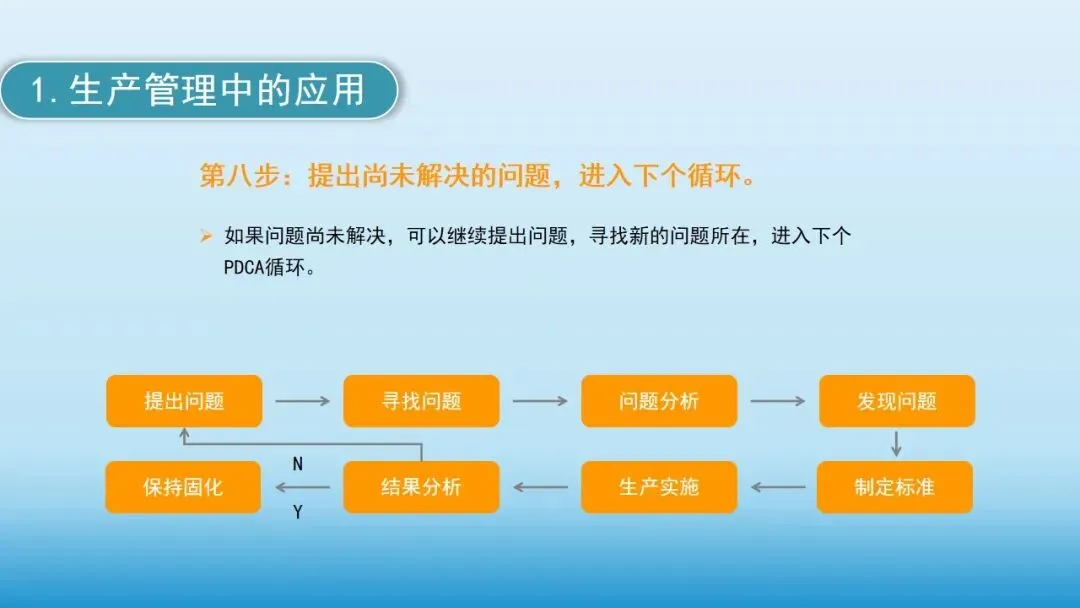
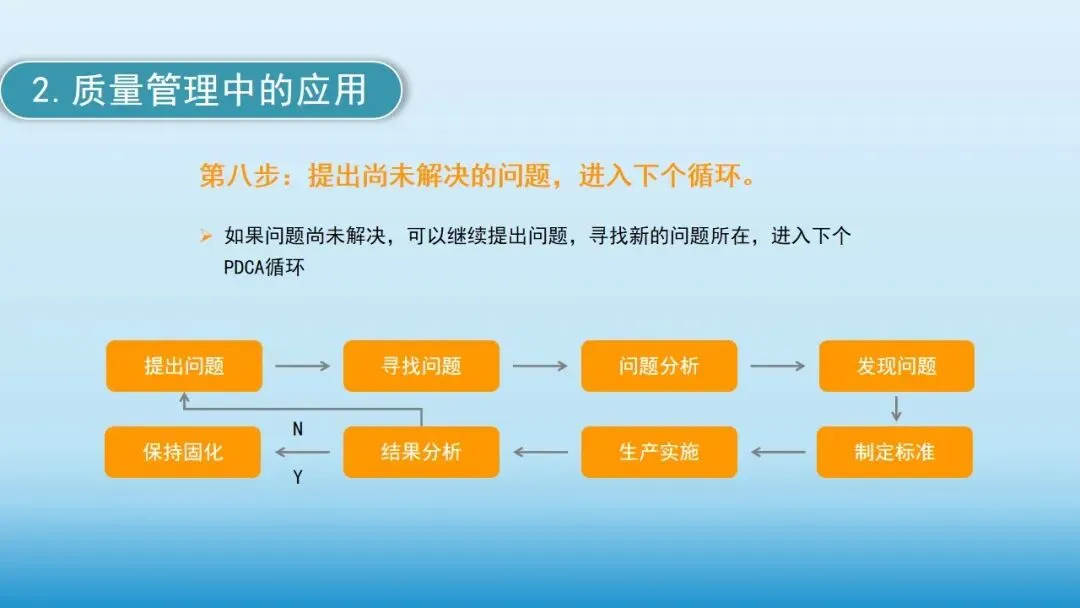
第八步:提出尚未解决的问题,进入下个循环。
如果问题尚未解决,可以继续提出问题,寻找新的问题所在,进入下个PDCA循环。
PPT课件展示
本文来自网友投稿或网络内容,如有侵犯您的权益请联系我们删除,联系邮箱:wyl860211@qq.com 。

