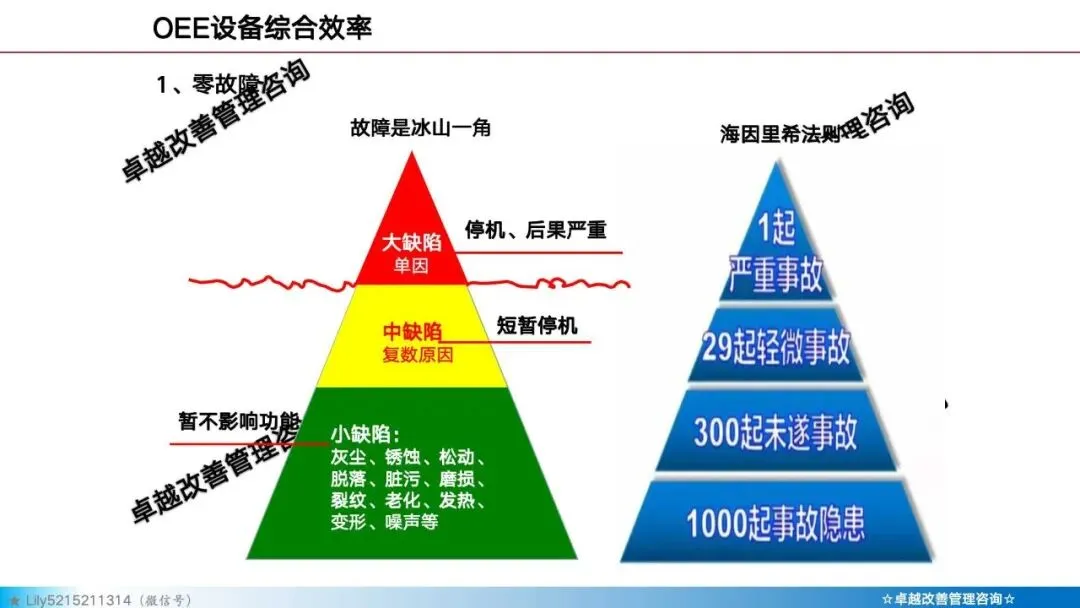
设备OEE管理与TPM(全员生产维护)实践,重点在于从“事后维修”转向“全员预防”,通过提升OEE(设备综合效率)来释放产能。
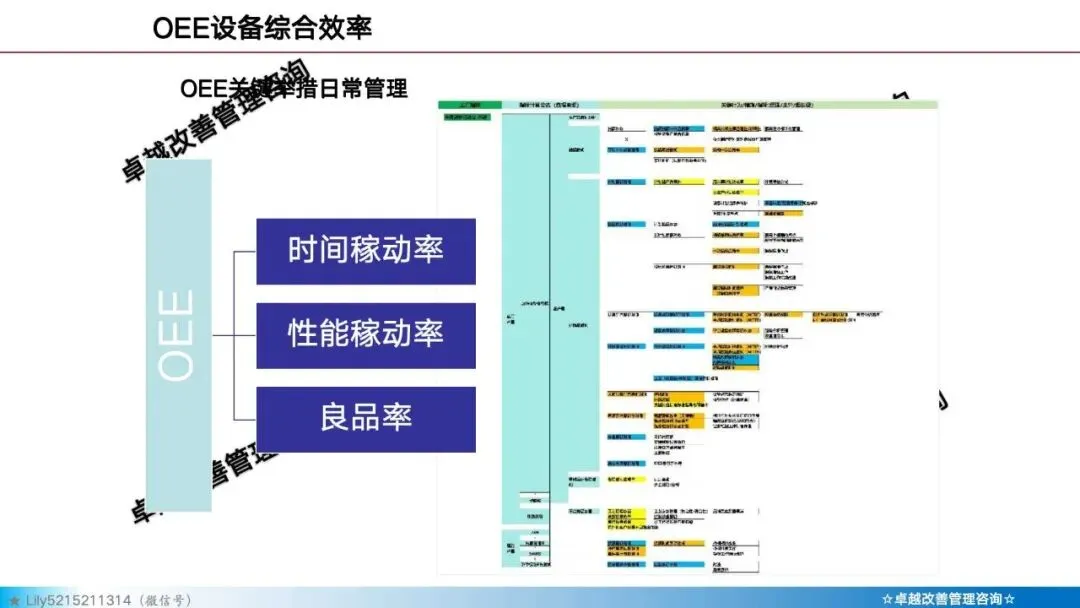
01 OEE:衡量设备效率的核心指标
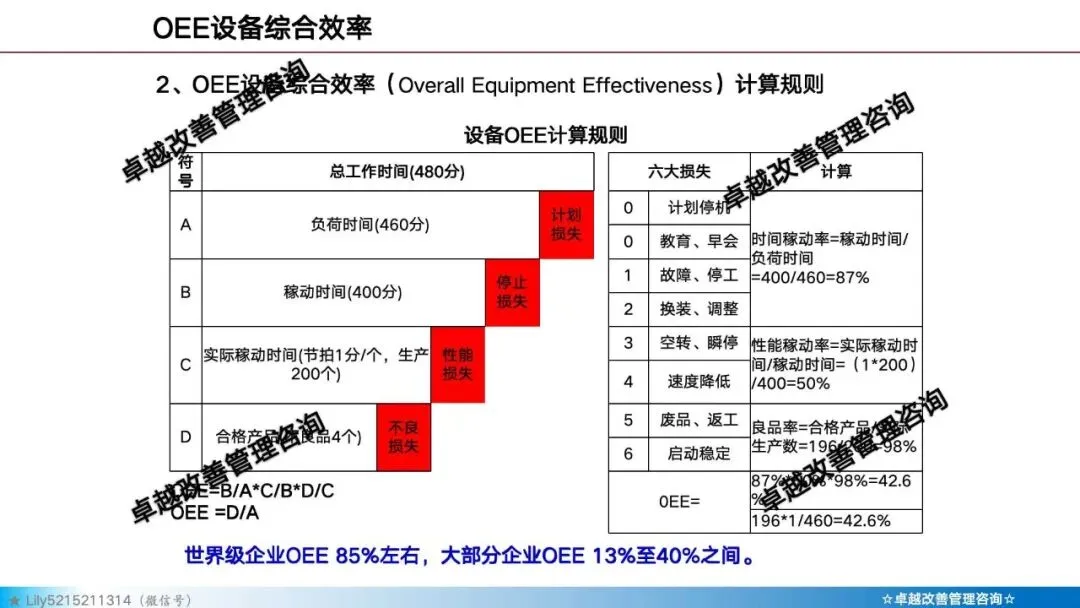
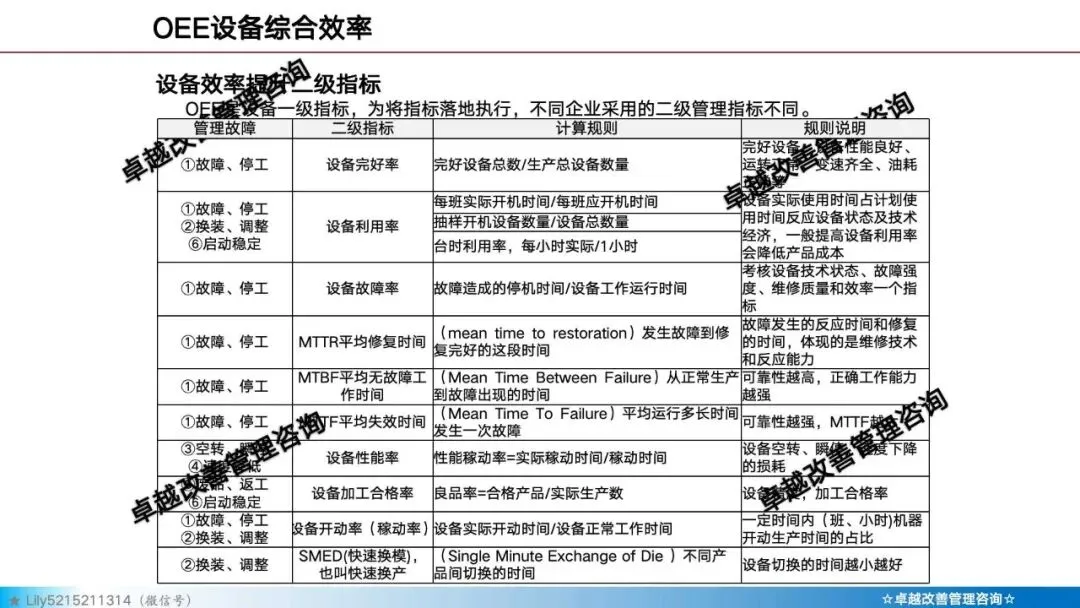
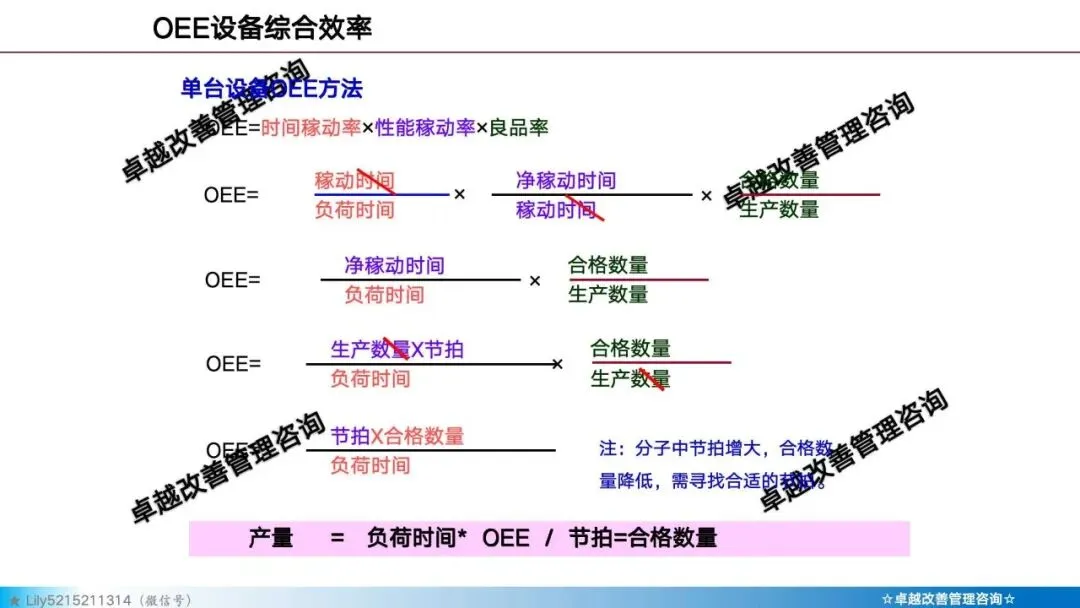
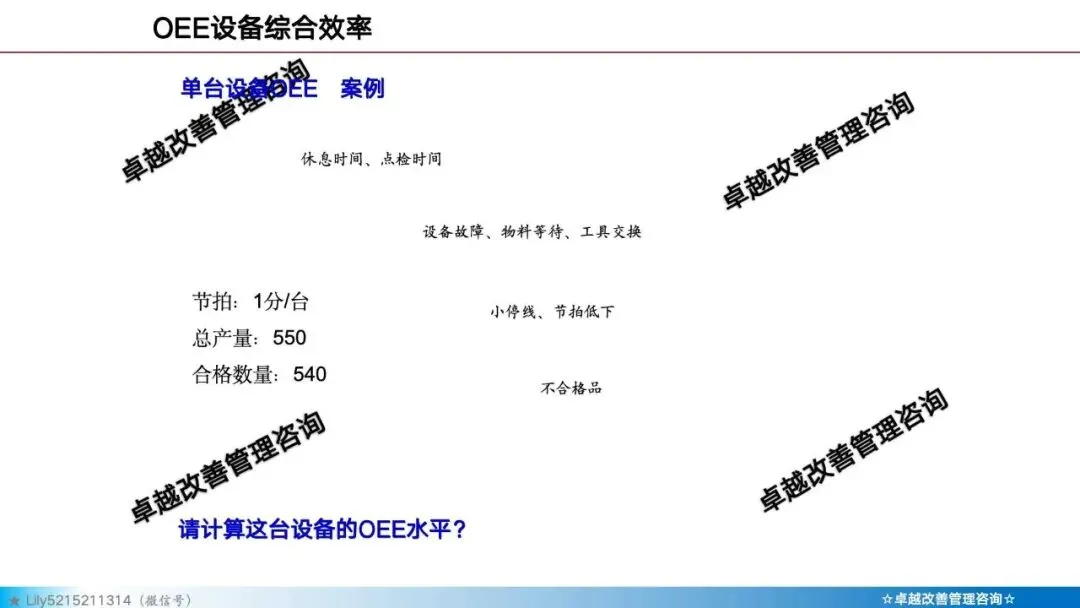
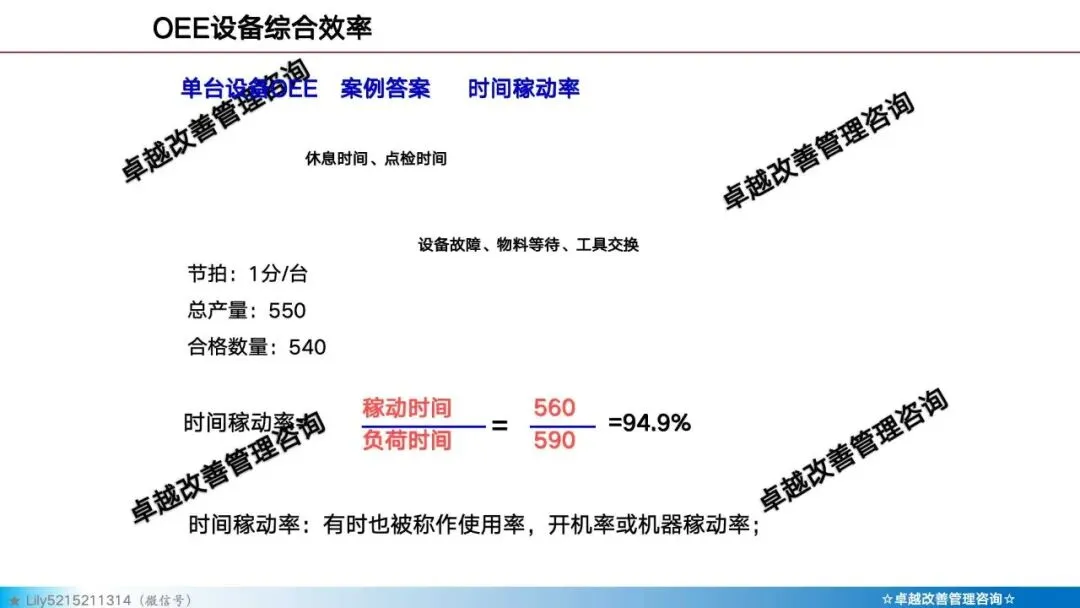
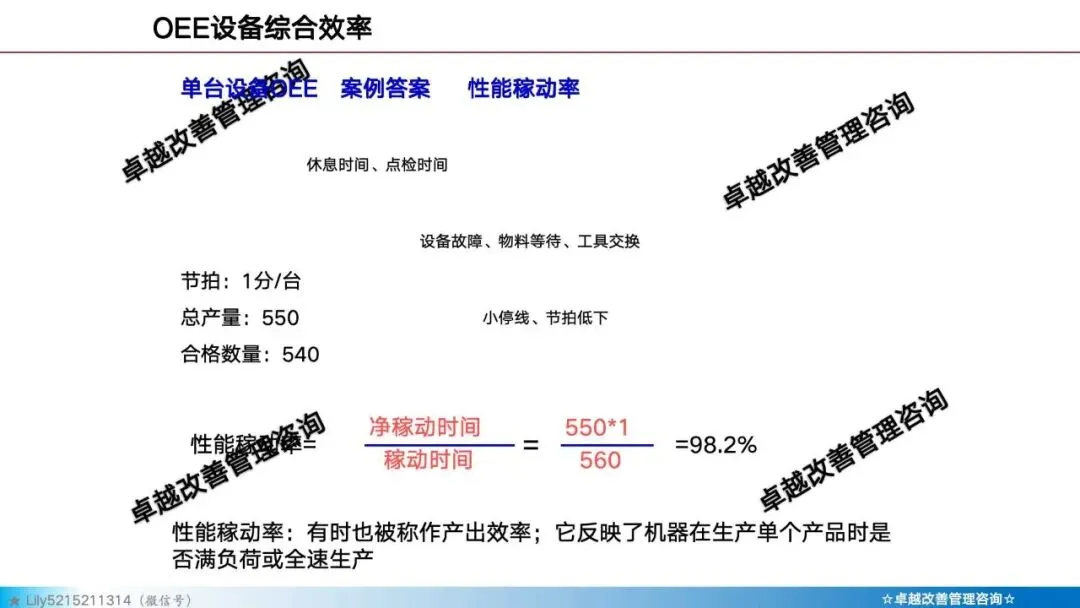
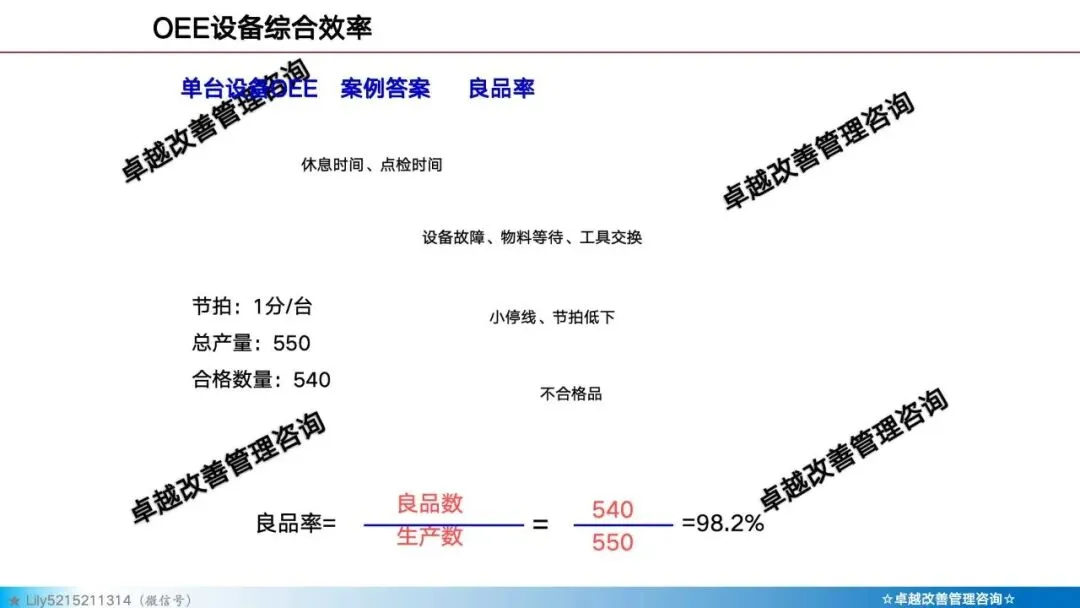
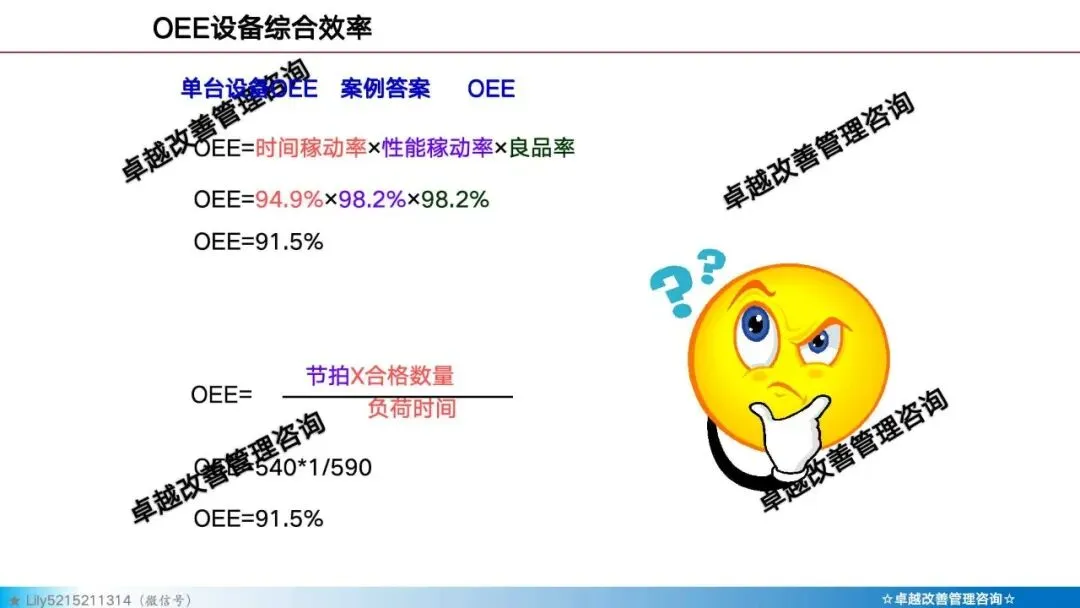
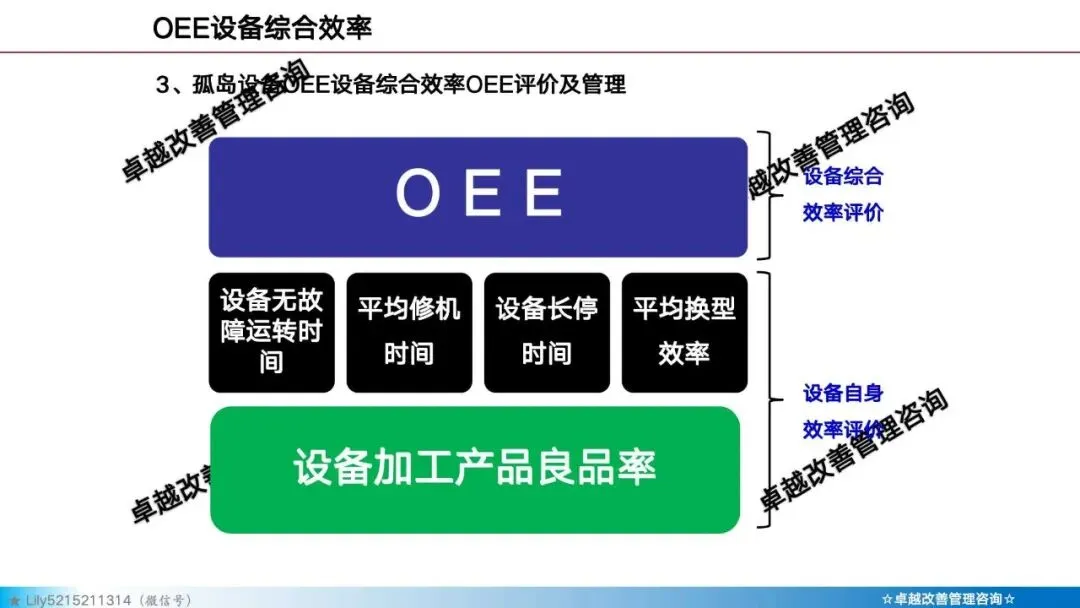
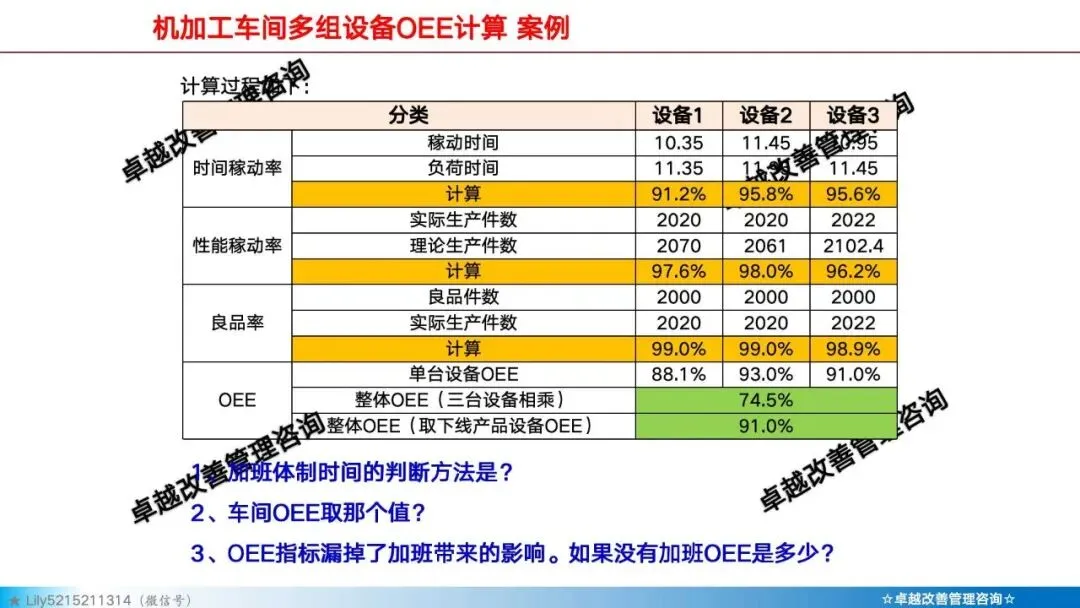
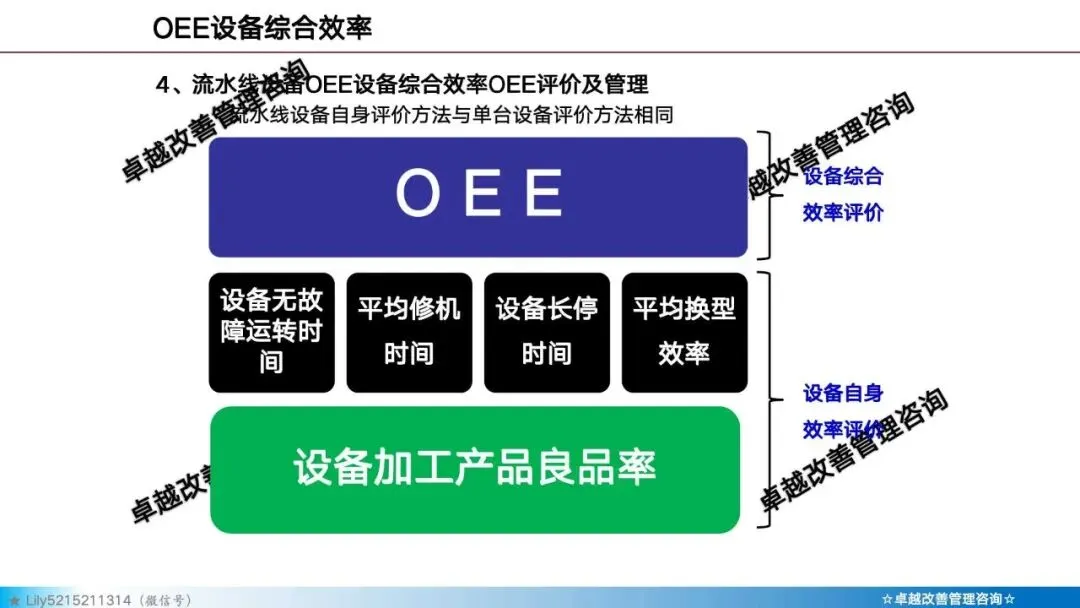
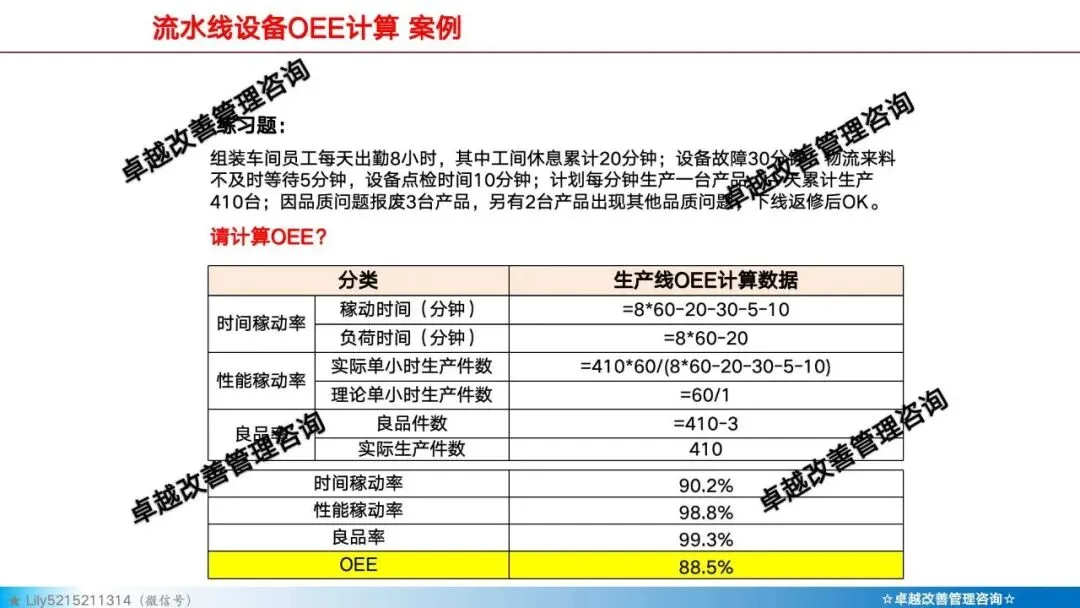
1. OEE 计算公式
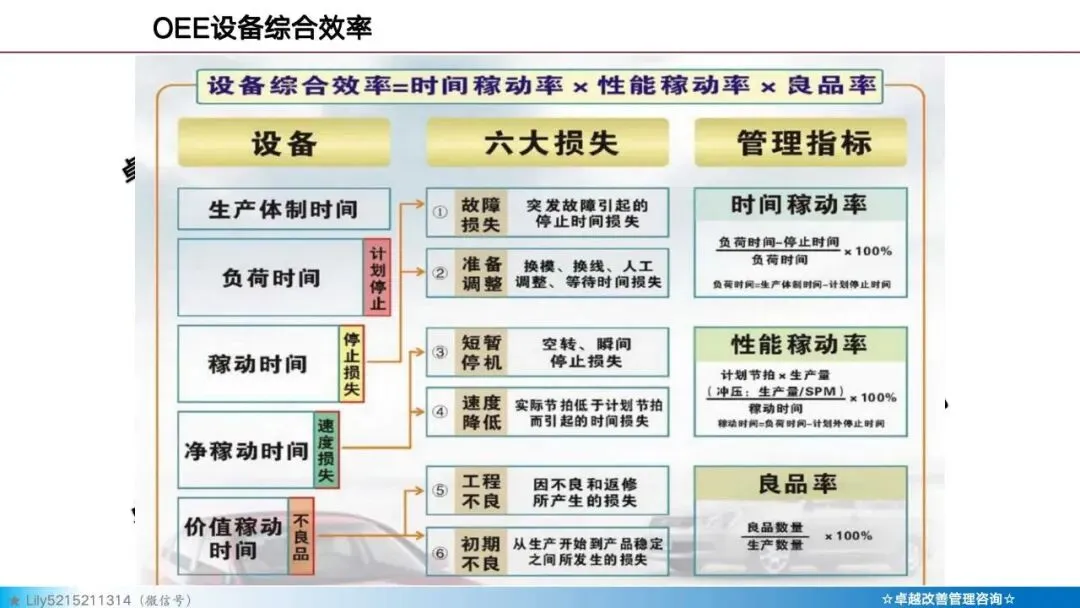
OEE = 时间开动率 × 性能开动率 × 合格品率
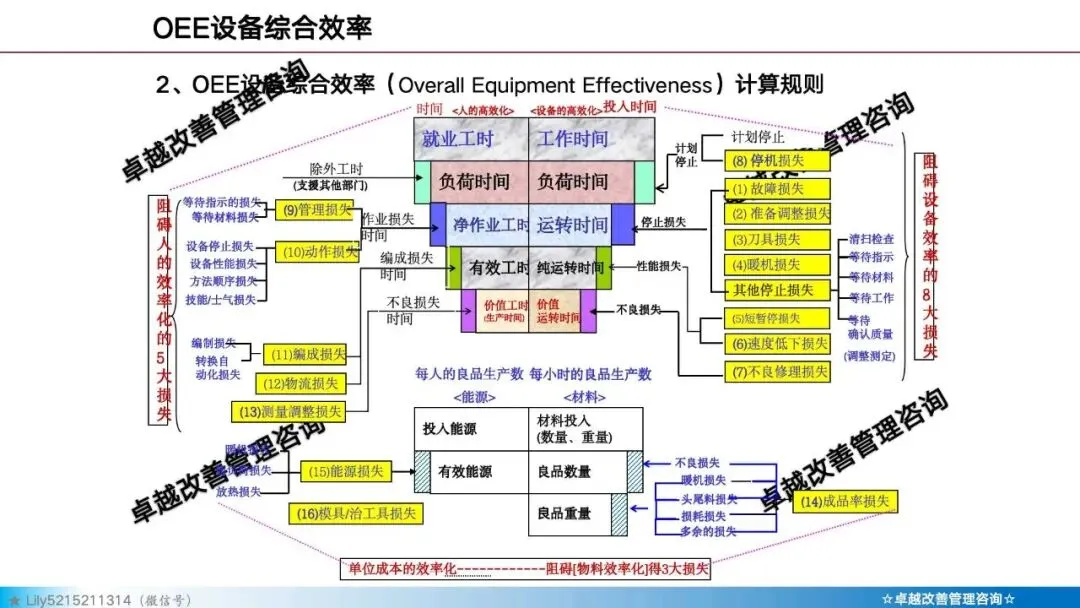
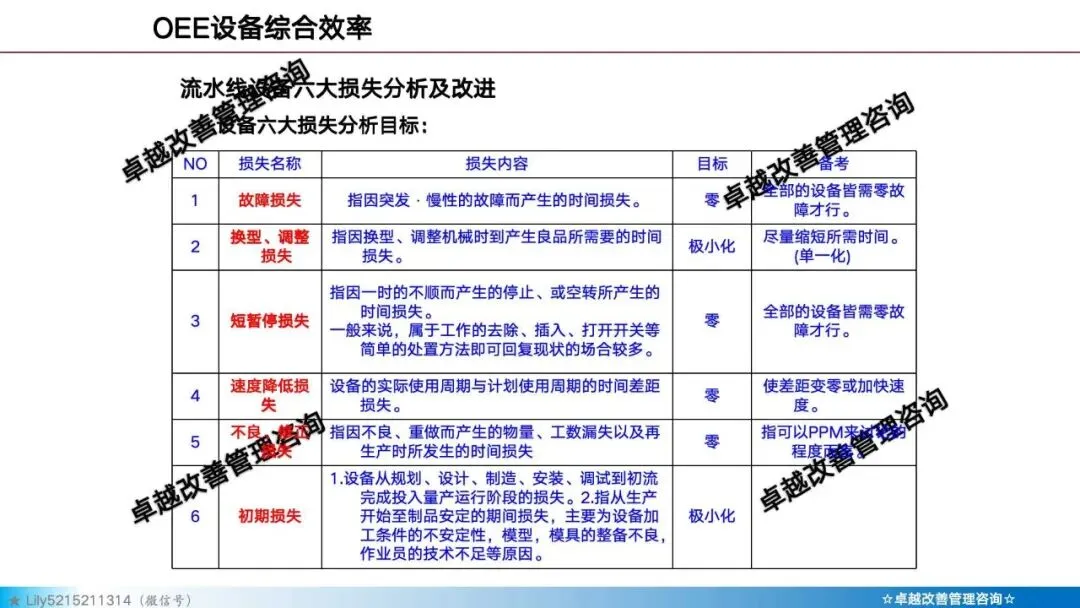
2. OEE 六大损失映射
3. 世界级OEE参考标准
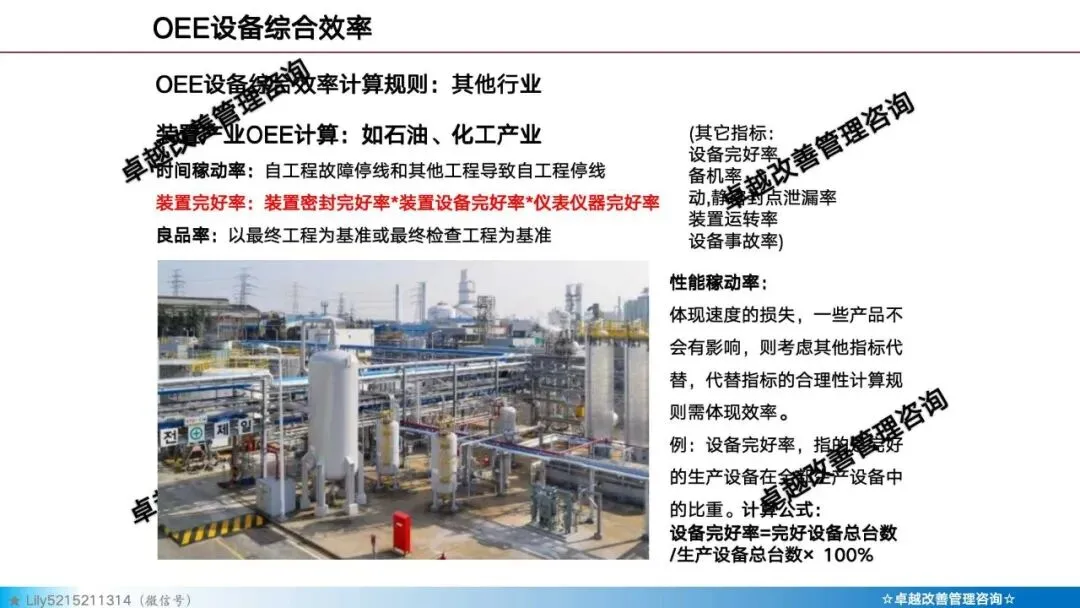
注意:不同行业差异较大。离散制造业通常OEE在60-70%即属正常,流程行业(化工、制药)可更高。
02 TPM:OEE提升的管理体系
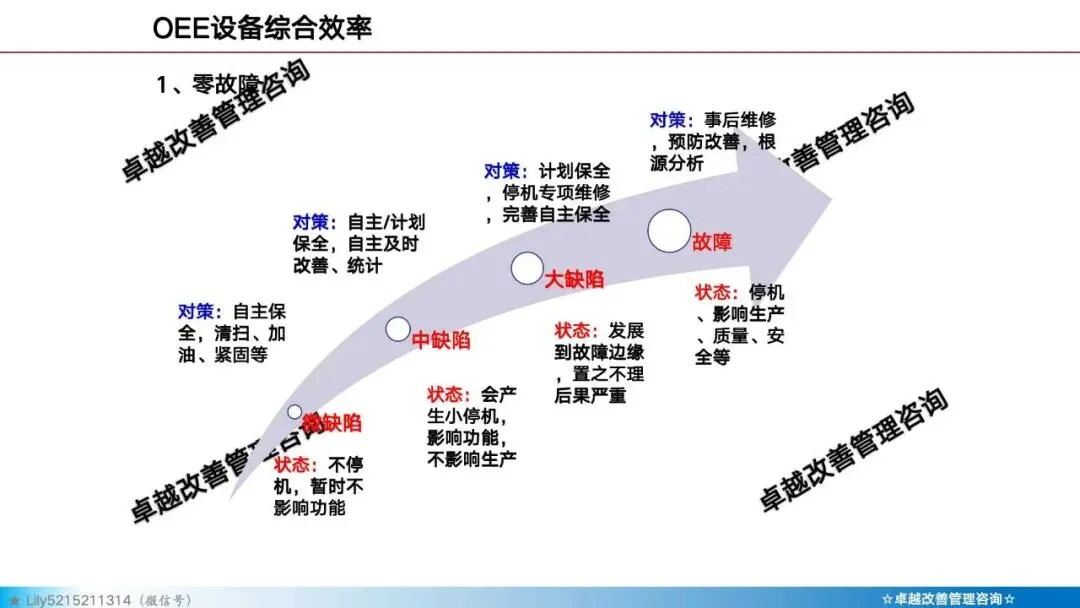
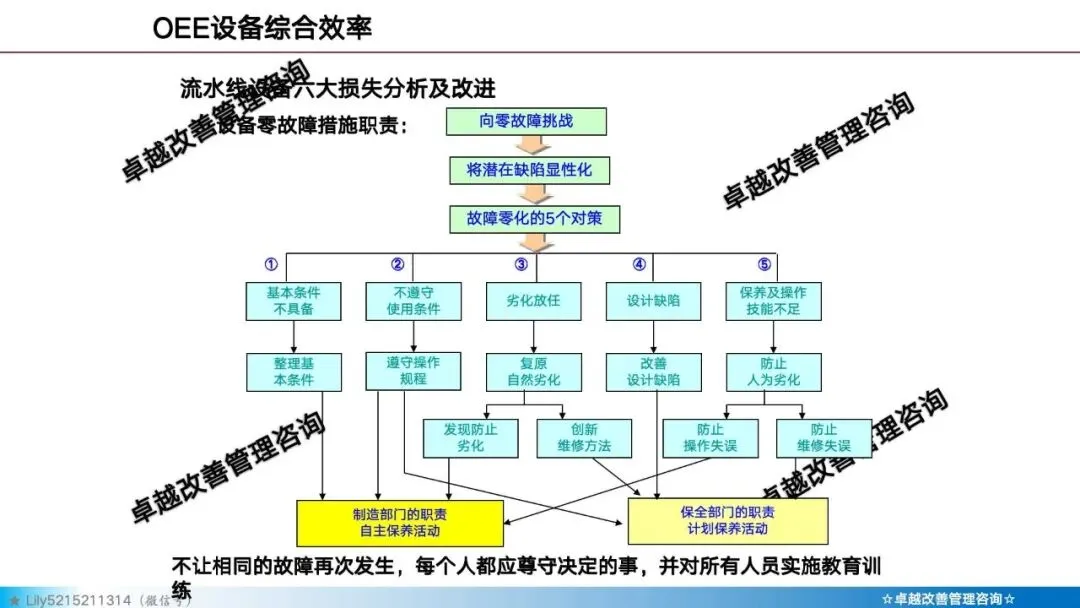
TPM(Total Productive Maintenance)以 “全员参与、零故障、零缺陷、零事故” 为目标,将设备管理从“维修部门的事”转变为“全员的事”。
1. TPM八大支柱
2. 自主维护七步法(操作工能力进阶)
这是TPM落地的核心路径:
03 OEE数据采集与分析方法
1. 数据采集方式
| | |
|---|
| 低成本、便于观察隐性原因 | 数据偏差、漏记、效率低 |
| 实时、准确、可追溯 | 投资较高、需IT支持 |
| | 需操作工养成习惯 |
2. 六种典型损失分析方法
3. 关键指标定义
04 TPM推行路线图(12个月规划)
| | | |
|---|
| | | |
| | | |
| | | |
| | 自主维护4-5步、计划维护体系建立、TPM小组活动常态化 | |
| | | 世界级OEE目标、全员参与 |
05 常见失败原因与对策
06 关键成功要素
1. OEE不是考核指标,是改善指标:切忌用OEE直接考核一线员工,否则必然导致数据造假。OEE应用于衡量系统能力,定位损失。
2. MTBF和MTTR是管理重点:OEE是结果,MTBF(可靠性)和MTTR(可维修性)才是管理抓手。
3. 自主维护的核心是技能转移:教会操作工“听声音判断异常”“通过振动感知问题”,比单纯要求点检更有效。
4. 可视化是基础:设备状态(红/黄/绿)、点检路线图、OEE趋势图全部上墙,让异常暴露在阳光下。
《设备OEE管理--TPM管理实践》PPT内容分享:
对精益感兴趣的,想提升自己能力的伙伴可联系购买!