检验员的SPC培训PPT
- 2026-05-31 14:47:31
去年夏天,某机加工车间的王师傅像往常一样,每两小时抽5个零件,尺寸都在规格上限内,他签了字,产品顺利放行。一周后,质检发现最后2000件产品全部超差,直接报废,损失20万元。车间主任拿着控制图问王师傅:“你看,这一周的数据一直贴着控制上限,为什么没报警?”王师傅愣住了:“可……可产品是合格的呀!”
这不是王师傅一个人的困惑,而是无数检验员的共同痛点:产品合格 ≠ 过程稳定。等火烧到眉毛,损失已经无法挽回。
1变异的真相:为什么同一台机器做出的产品尺寸总在跳?
世界上没有两片相同的树叶,也没有两个完全一样的零件。即使是同一台机器、同一个人,连续做出的产品尺寸也绝对不一样——这就是变异。变异并不可怕,可怕的是分不清它的来源。
变异分两种:普通原因(正常噪音,如机器微震、材质微小不均)和特殊原因(异常信号,如刀具崩裂、换生手操作)。
SPC的核心就是用数据把“特殊原因”照出来,让你提前预警,而不是等产品报废才去救火。
理解了变异的来源,那么现场如何用数据捕捉特殊原因?这就得看懂控制图这张“过程心电图”。
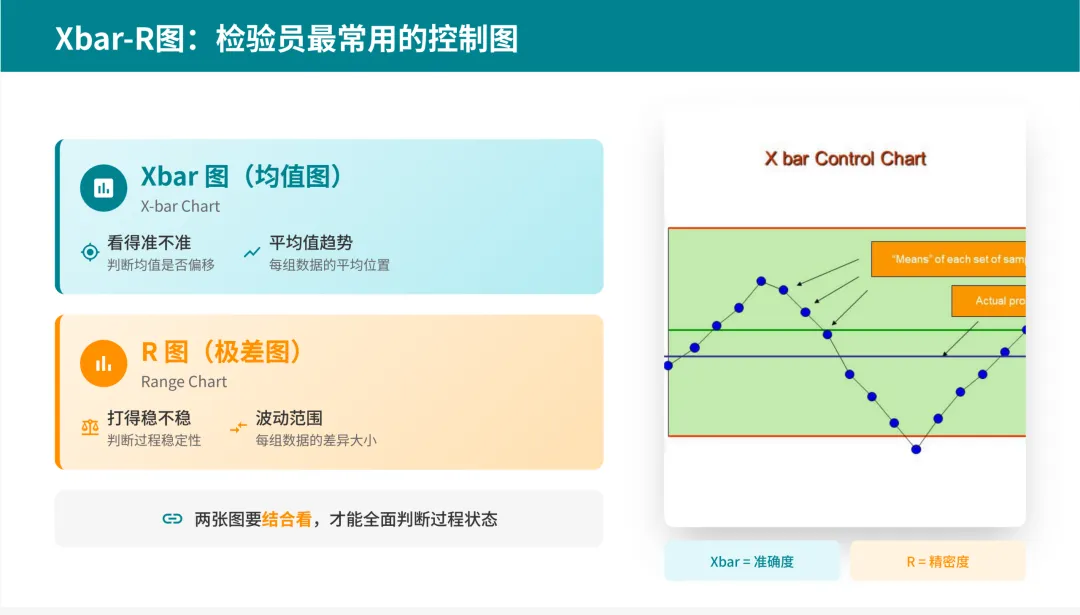
2破译密码:控制图到底长啥样?
很多检验员只盯着规格线(USL/LSL),只要产品在公差内就觉得万事大吉。但规格线是客户的底线,而控制线(UCL/LCL)才是过程的预警线。控制线永远在规格线里面,它用统计学告诉你:过程正在悄悄失控。
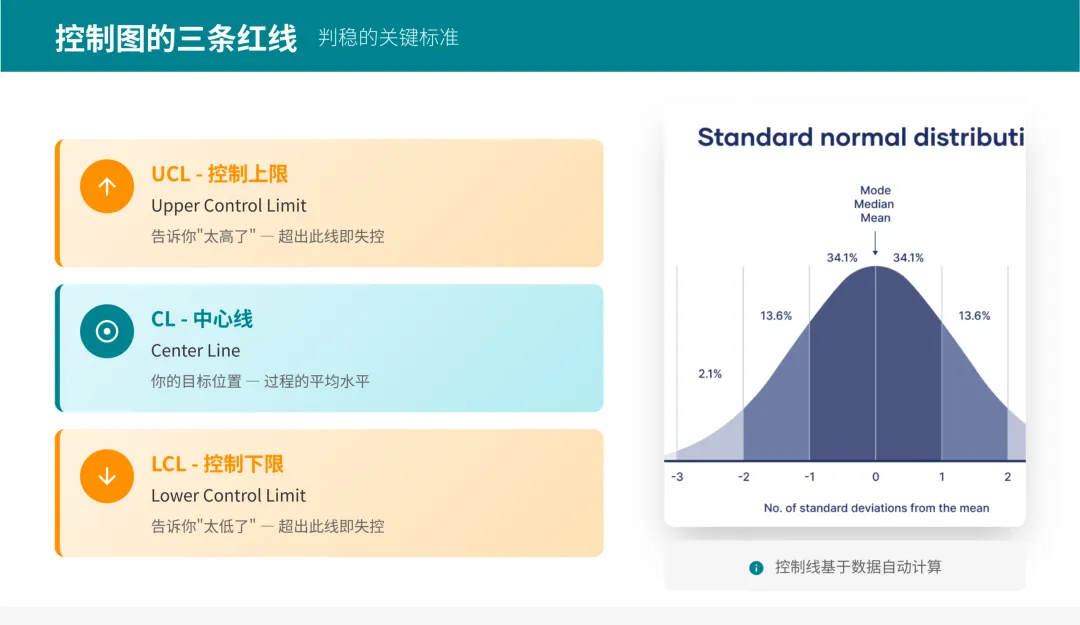
控制图上有三条红线:
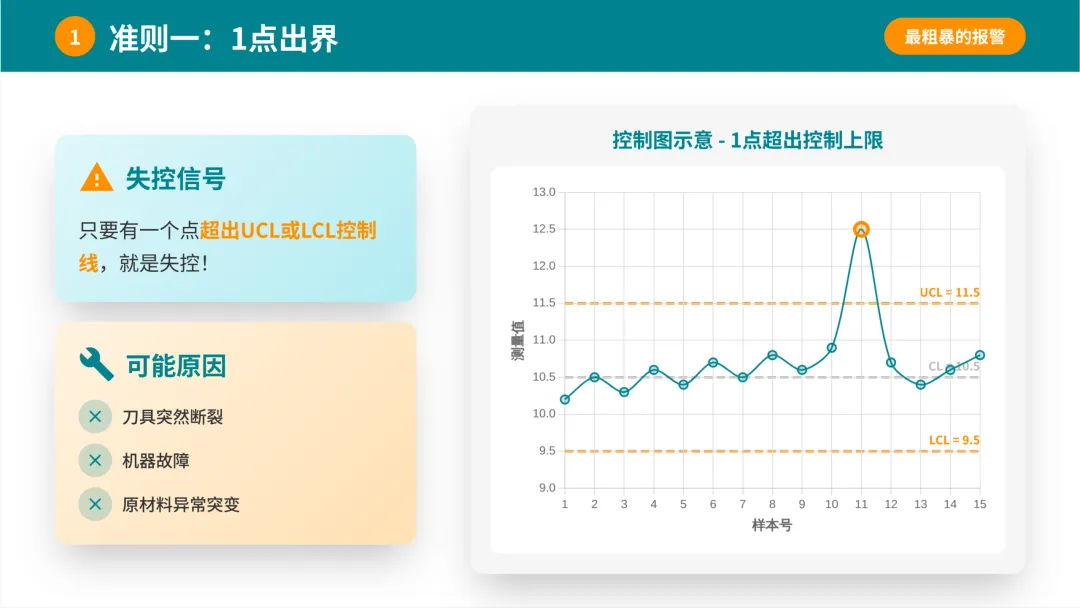
- UCL(控制上限):太高了,超出即失控;
- CL(中心线):过程平均水平;
- LCL(控制下限):太低了,超出即失控。
当点子落在控制线内,过程就是稳定的;一旦出界,必须立即停机检查。但出界只是冰山一角,更多异常藏在点子的排列模式里。
知道了控制线的含义,那么如何解读图中的异常模式?我们总结了8大判异准则,但检验员只需记住4个关键词。
3异常捕捉:8大判异准则(傻瓜图解)
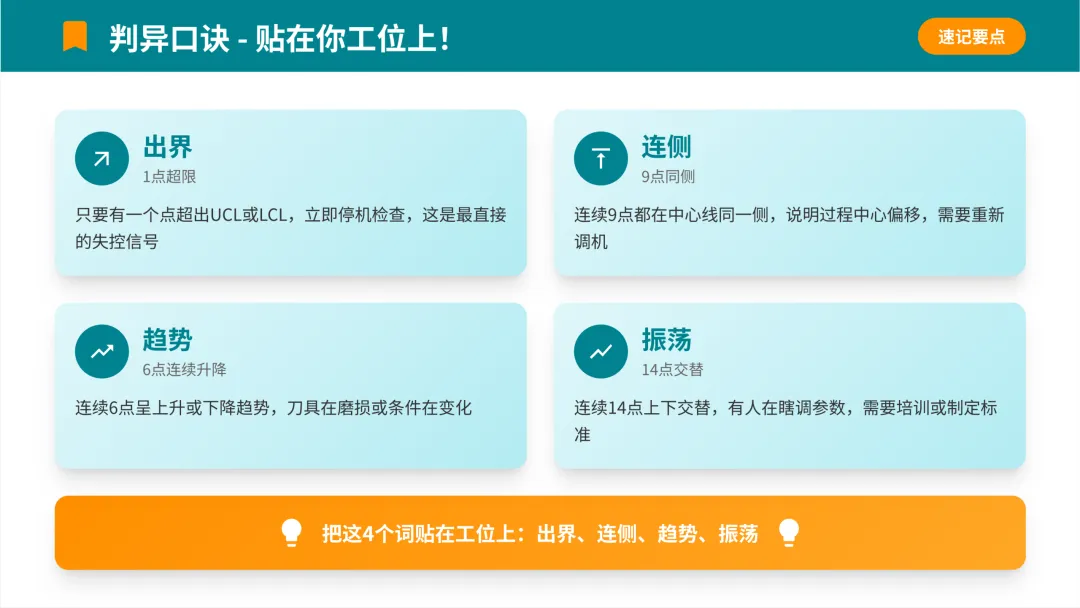
1点出界
只要有一个点超出UCL或LCL,立即停机!可能是刀具突然崩裂或原材料突变。
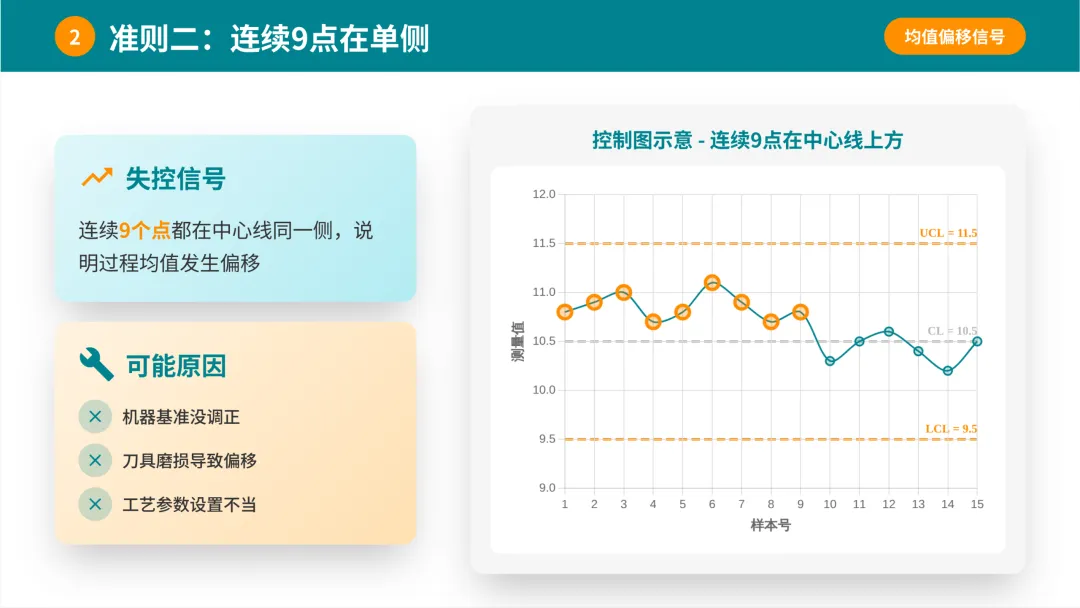
9点连侧
连续9个点在中心线同一侧,说明过程均值偏移,需重新调机。
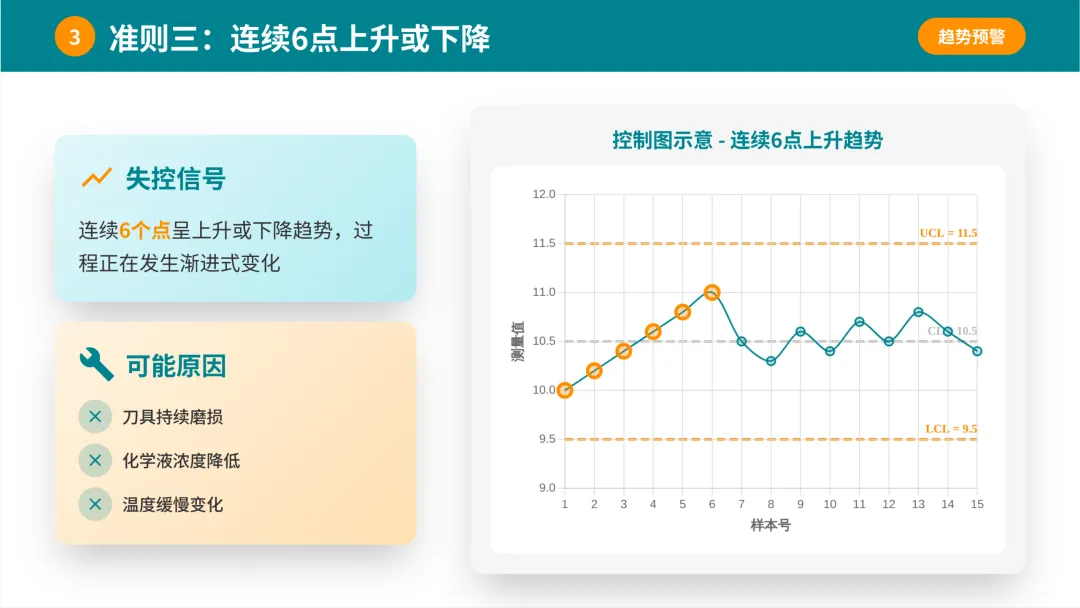
6点趋势
连续6点上升或下降,刀具磨损、化学液浓度降低等渐进变化。
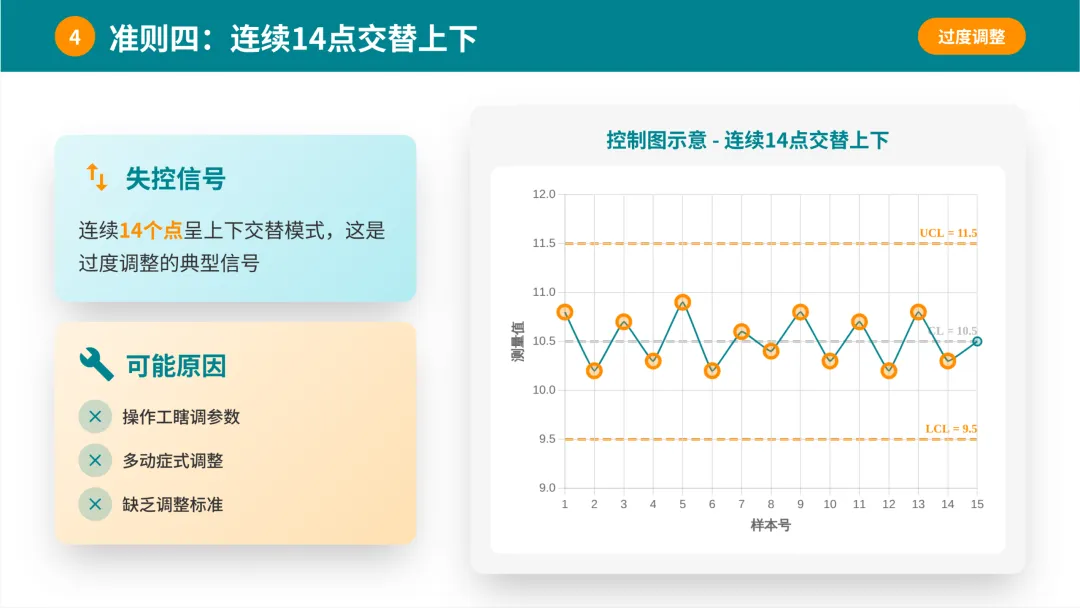
14点振荡
连续14点交替上下,典型过度调整,有人在瞎调参数!
“出界、连侧、趋势、振荡”
——记住这四个词,你就能看懂90%的异常。
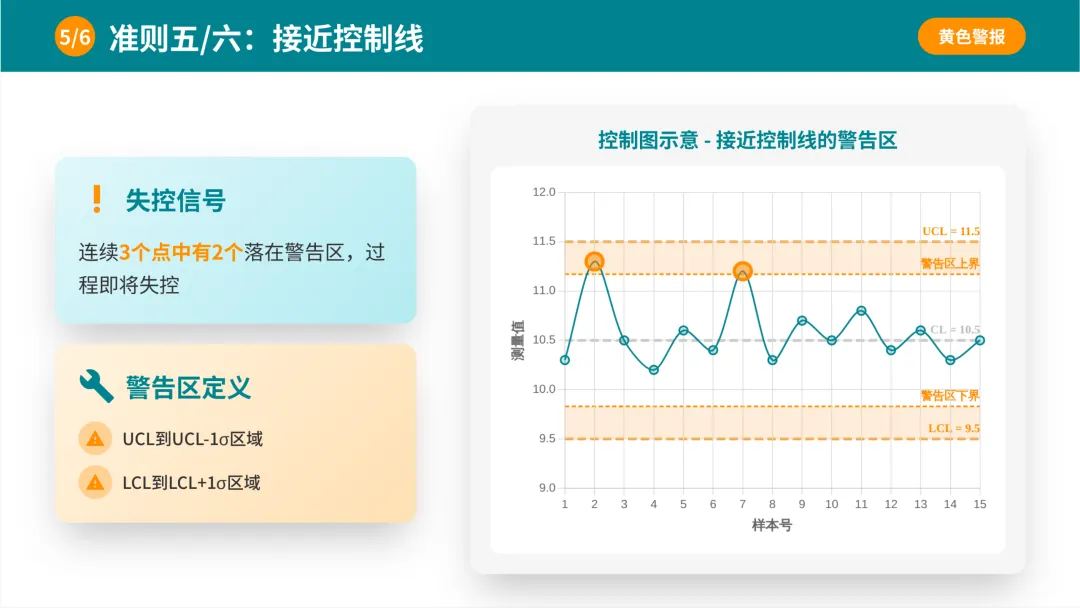
除了这四种,还有“接近控制线”等准则,但本质都是告诉你:过程正在偏离正常轨道,必须干预。
识别异常只是第一步,当警报响起,检验员该做什么?
4检验员行动指南:从“验尸”到“预警”
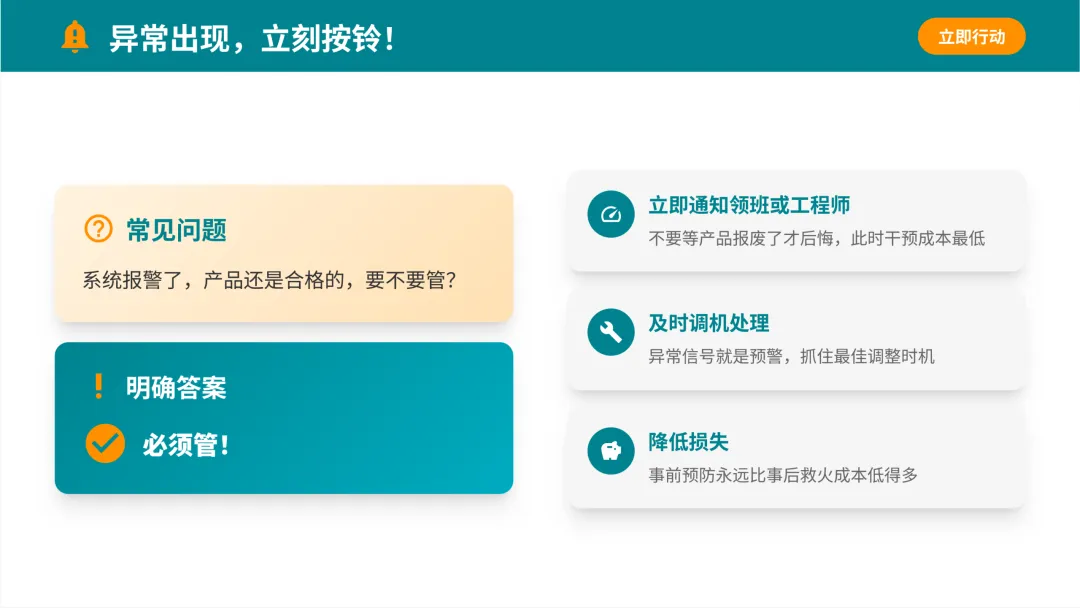
系统报警了,产品还是合格的,要不要管?必须管!立即通知领班或工程师,及时调机。此时干预成本最低,等批量报废,损失就是几十万。
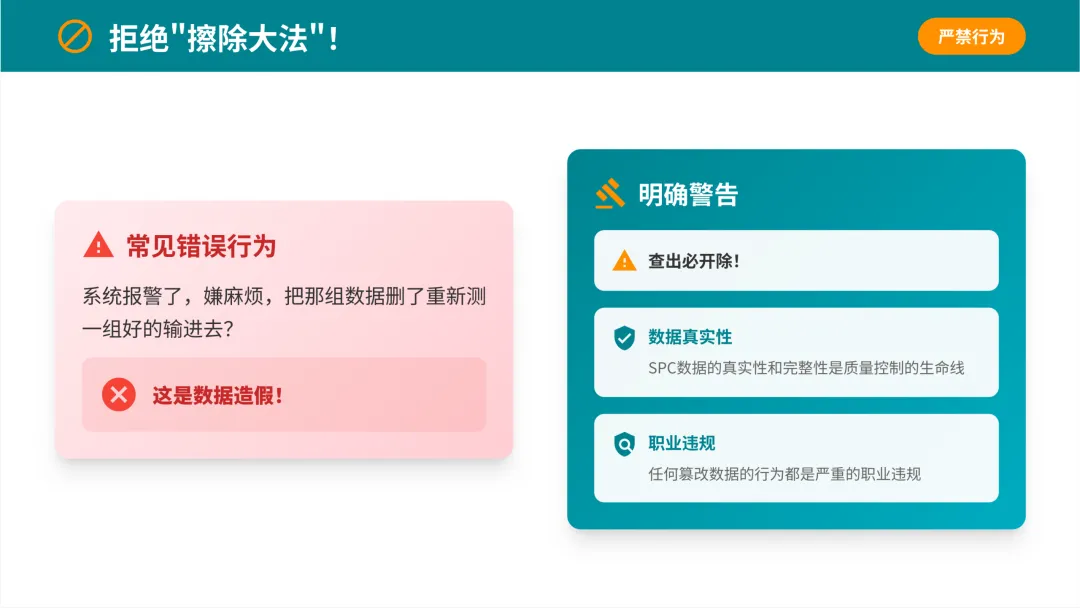
报警了嫌麻烦,删掉数据重测?这是造假!一旦查出,开除是底线。SPC的生命在于数据真实,篡改数据等于掩耳盗铃,最终害的是整个工厂。
📝 案例:一句话救回2000件产品
某天控制图突然异常,幸好检验员在备注栏写了“上午10点换刀”。工程师立刻定位:新刀具安装不当。迅速调整后,过程恢复稳定,避免了批量报废。
备注必须记录:换刀、断电、换料、换人、维修——这些是日后追溯的救命线索。













❓ 问:如何获取
✅ 答:您可以赞赏支持后,加, zhiliang066。
(本知识星球会员直接在星球下载,无需赞赏)
❓ 问:怎么加入知识星球会员?
✅ 答:您可点击知识星球,星球已上传3000+经典质量和精益生产模板资料等,持续更新。

