
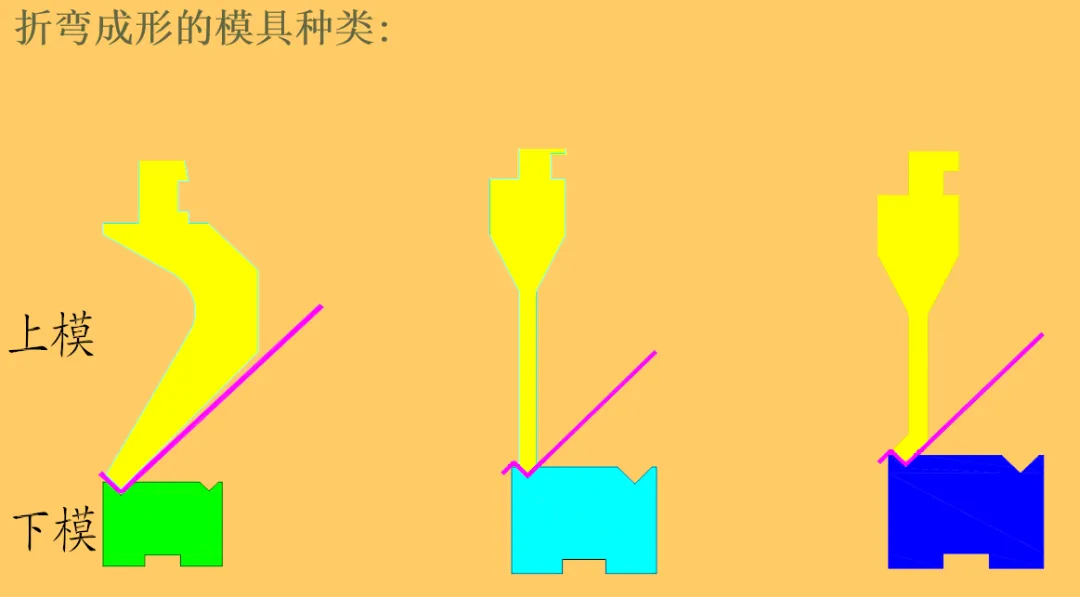
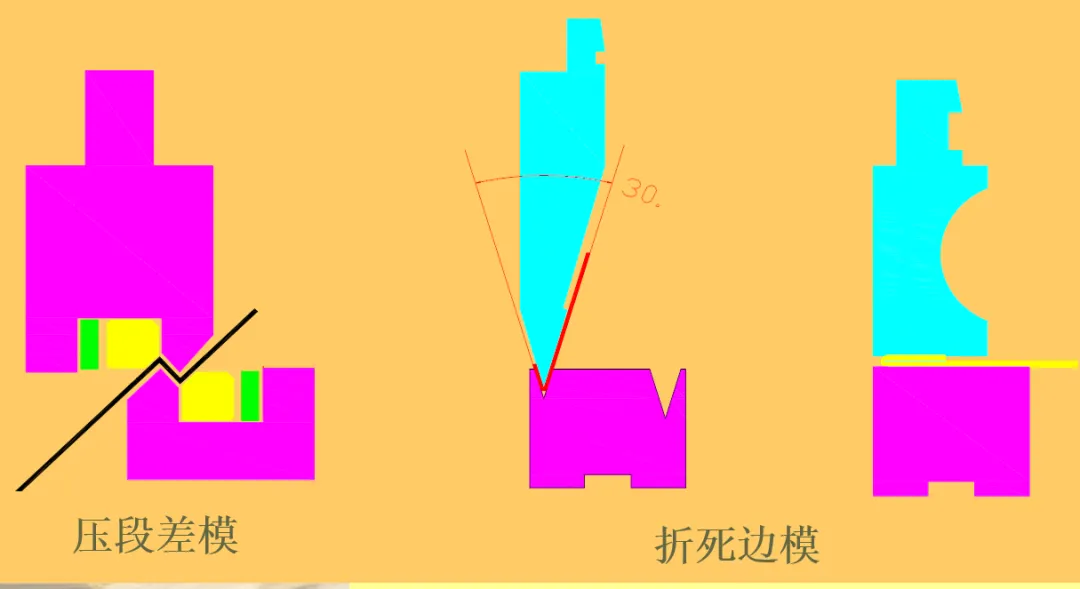
折弯成形——折弯成形的工作原理是将上、下模分别固定于折床的上下工作台,利用伺服马达传输液压驱动工作台的相对运动,结合上下模的形状,从而实现对板材的折弯成形。折弯的成形每折一次的精度可以达到0.1mm。1常见的折弯成形:通常我们用折床能完成的成形有90度折弯,非90度折弯,压死边(含小于板厚的间隙),段差等。
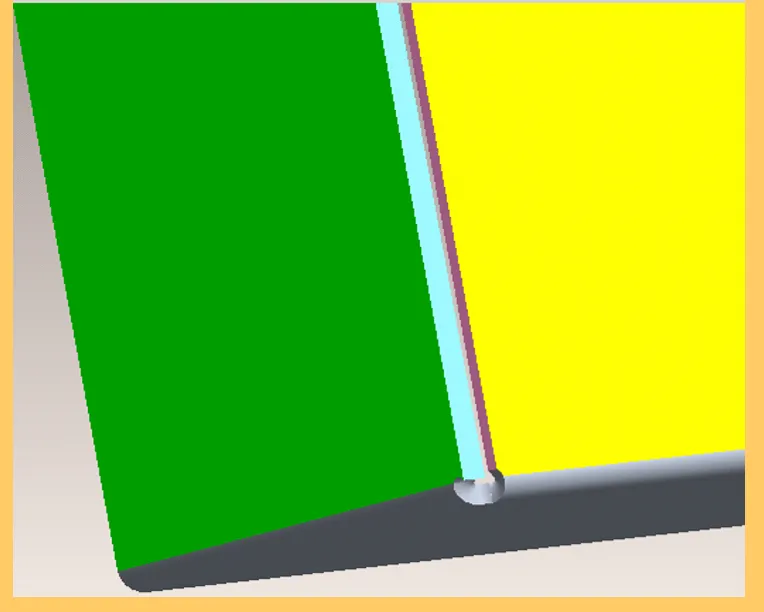
折弯两相邻折边时,如相互间存在包边关系,在折弯边角要考虑开工艺孔(工艺孔直径不小于板材厚度),且跟据板材厚度留出合理的间隙(0.15倍板材厚度)。
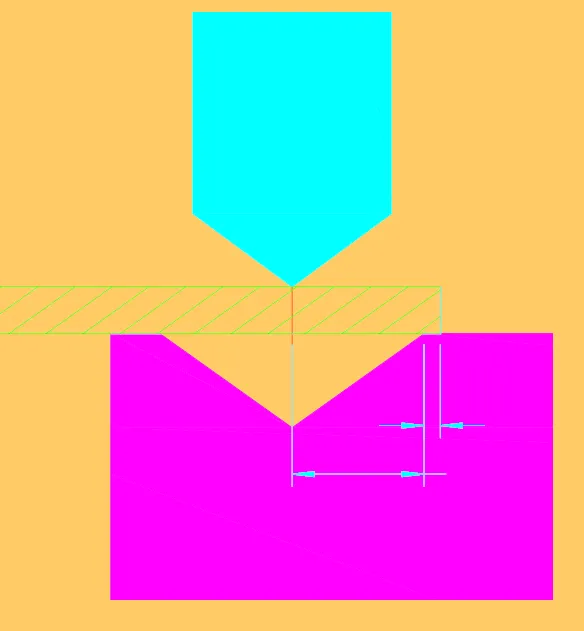
折弯零件的孔到边的最小距离,通常,我们取下模槽宽的1/2+0.5(如右图),在进行钣金零件的设计时,尽可能避免出现有折边或孔距边的距离小于该尺寸要求的情況
由于篇符有限,本文只列举部分,清晰完整版
点击下面附件免费查看下载:
附件---82张钣金工艺培训PPT.ppt
下模槽宽根据板厚(T)来确定,如表:

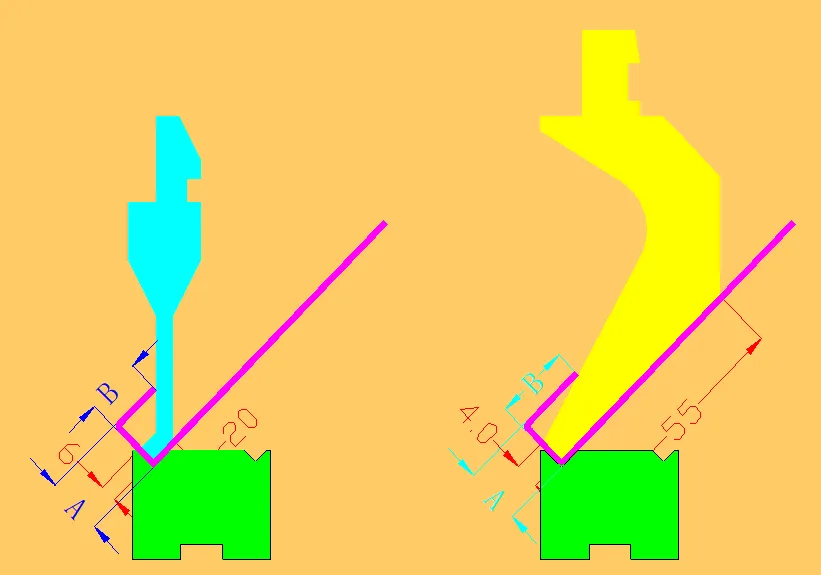
跟据折弯尺寸考虑加工的可执行性及刀具的合理选配,如图示A.B两尺寸,应跟据实际加工的需要考虑其让位及上模的选择
折弯零件上有压铆(PEM紧固件),冲凸包,撕裂时,也要考虑其不可与折弯边距离太近,否则会与折弯刀具相互干涉折弯死边时,对于电镀件,两死边之间的间隙公差可适当放大,这样便于电镀时死边内部的清洗,防止酸性溶液冲暂时洗不出,在隔一段时间后流出而腐蚀电镀层。
微信添加好友:banjin112 进钣金招聘交流群
钣金工程师培训视频,激光岗位培训视频,折弯机岗位培训视频,钣金资料文档,钣金厂实用资料▼▼▼点击【阅读原文】查看
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
