测量系统分析(MSA)实战培训ppt
测量系统分析(MSA)实战培训ppt
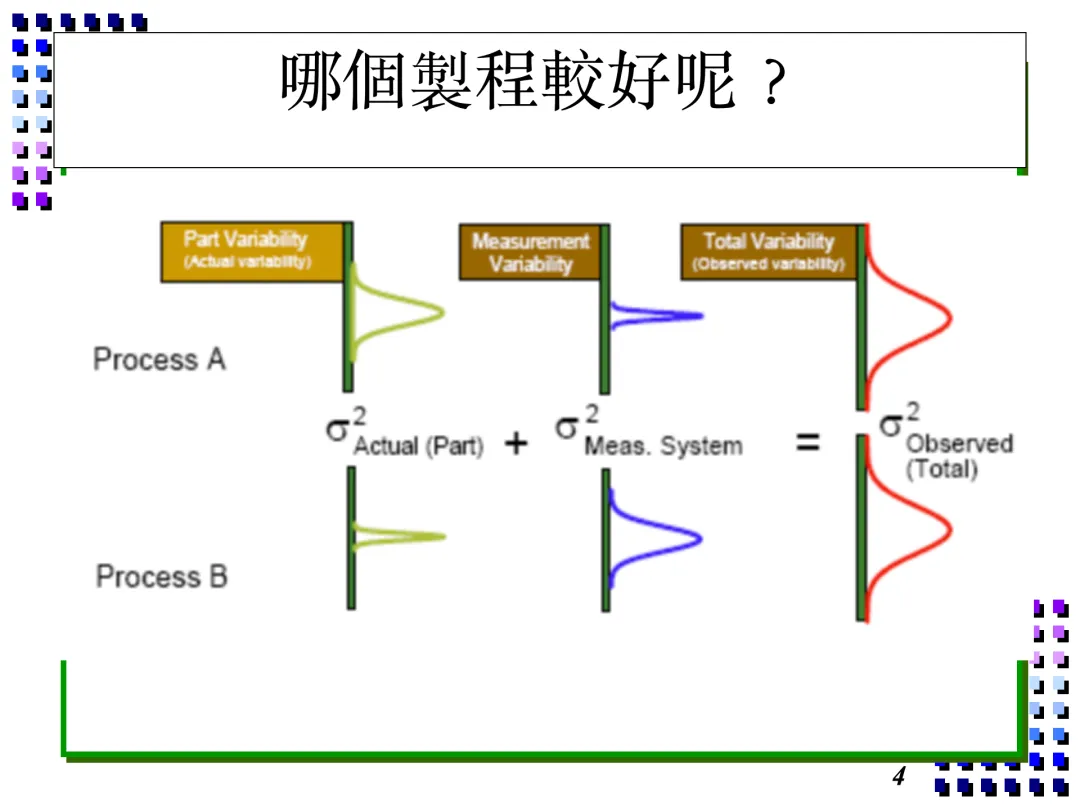
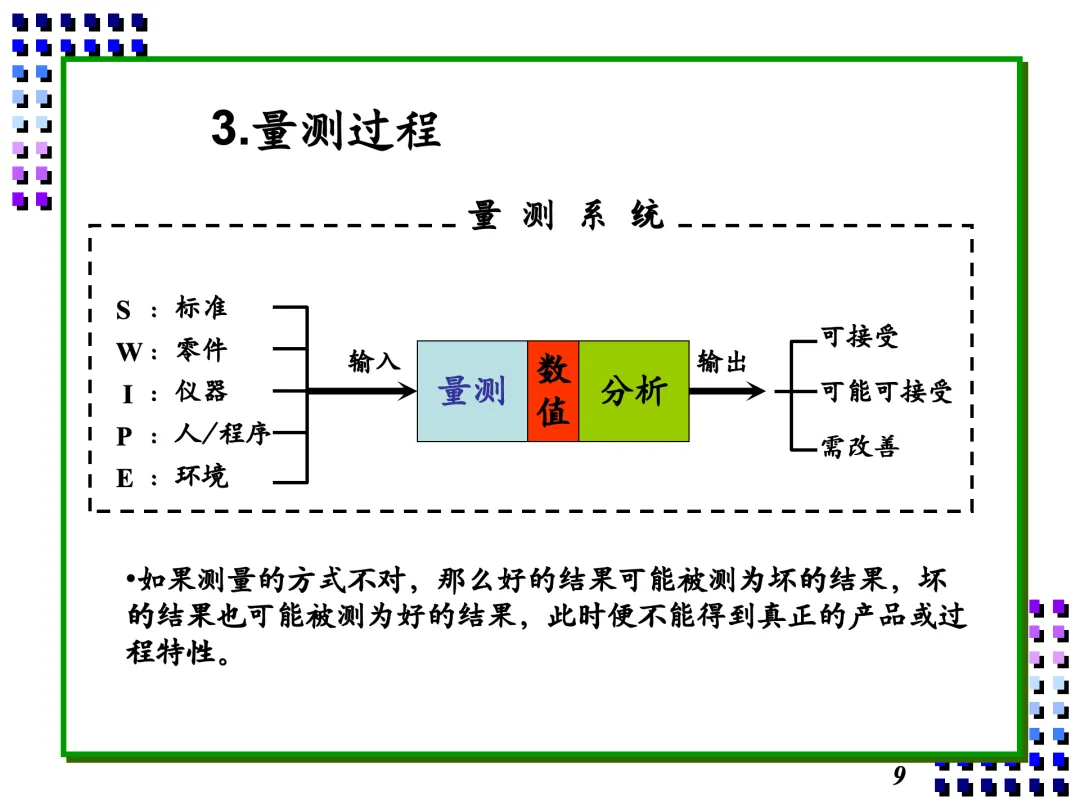
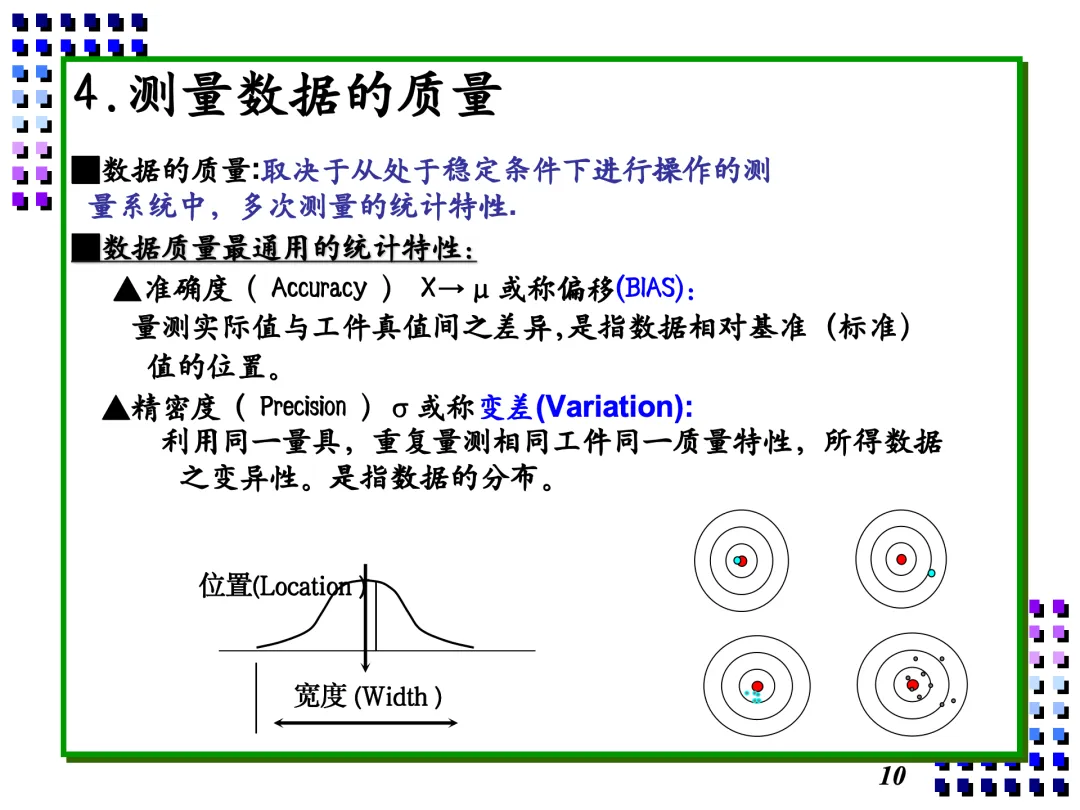
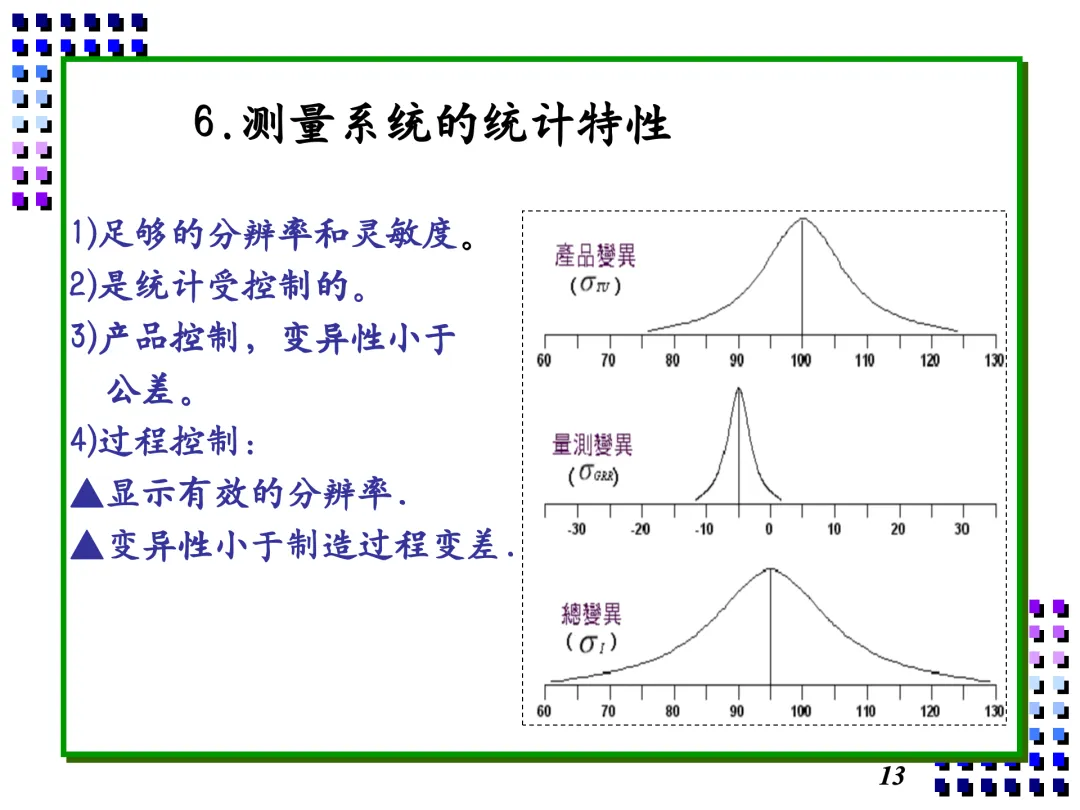
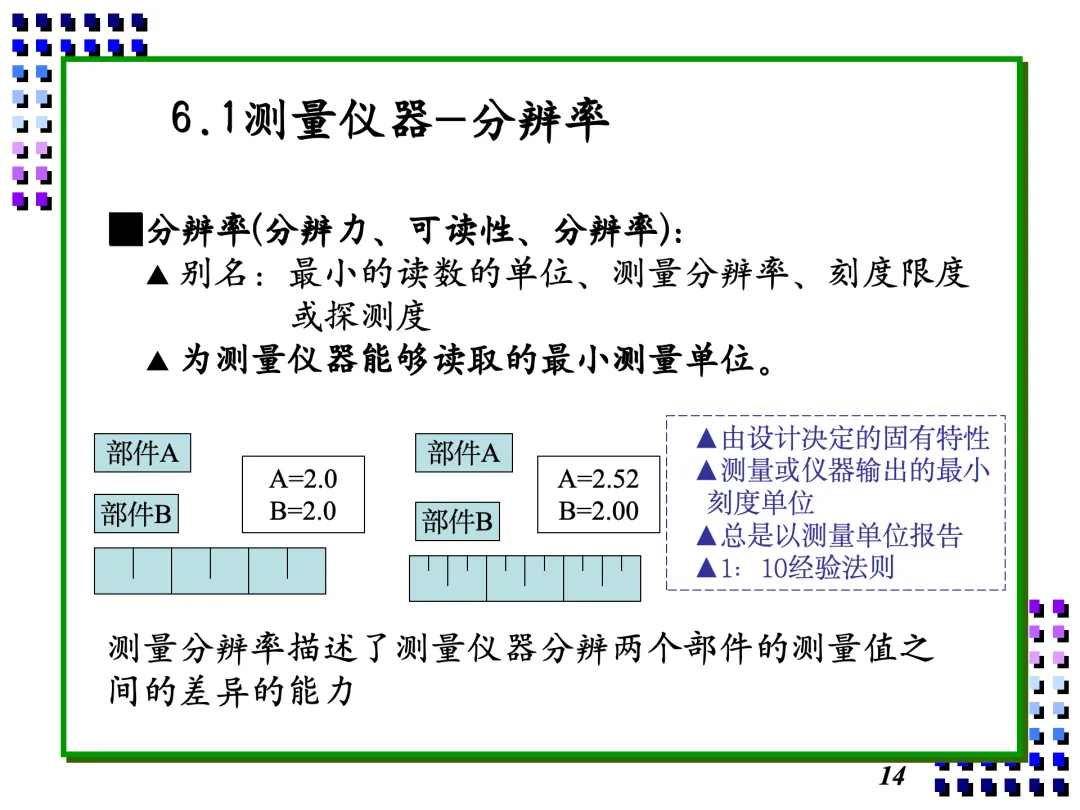
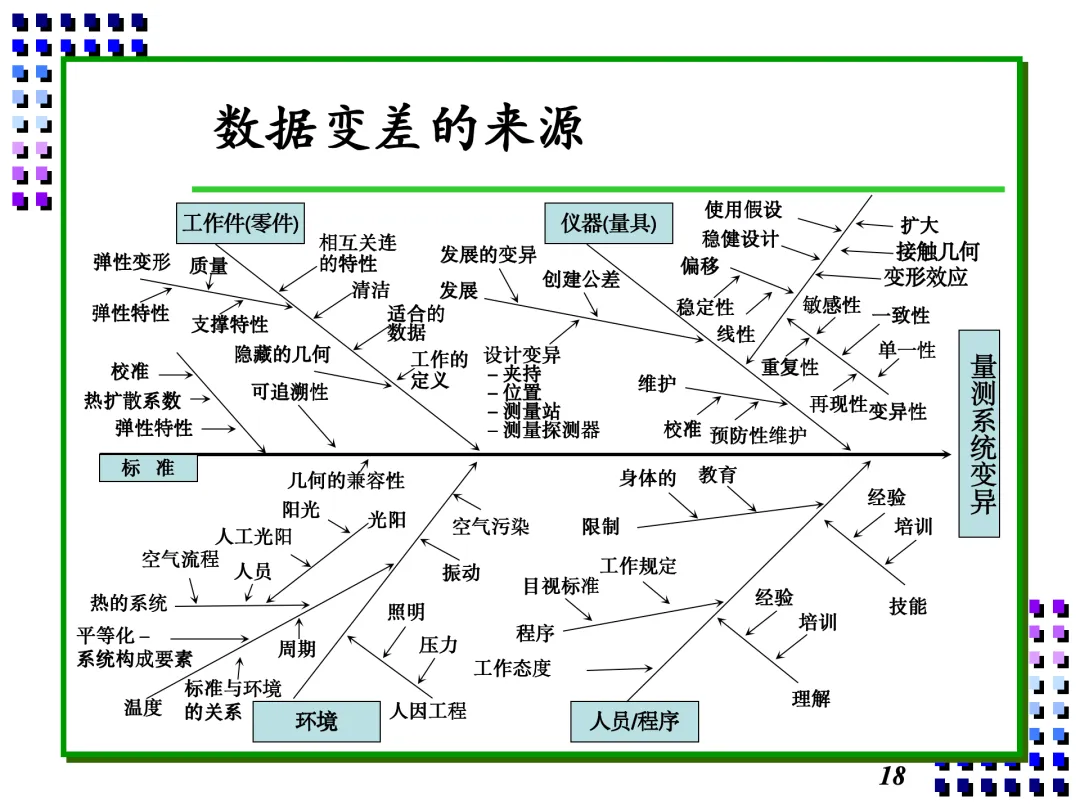
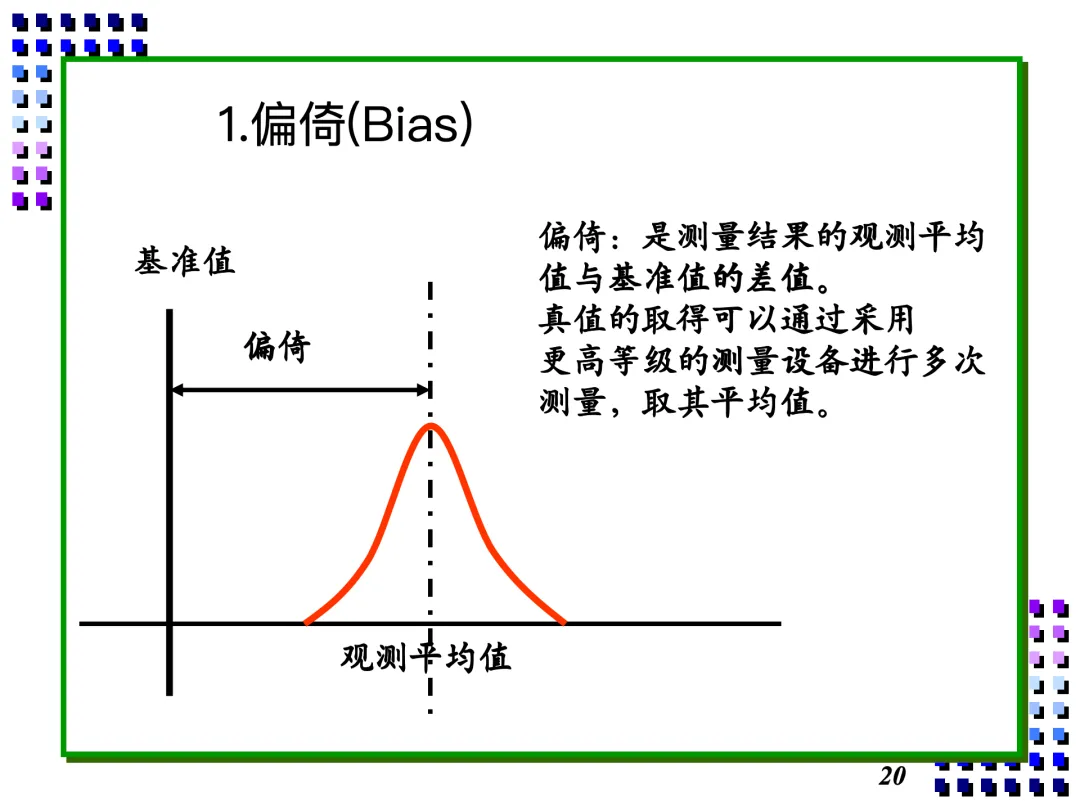
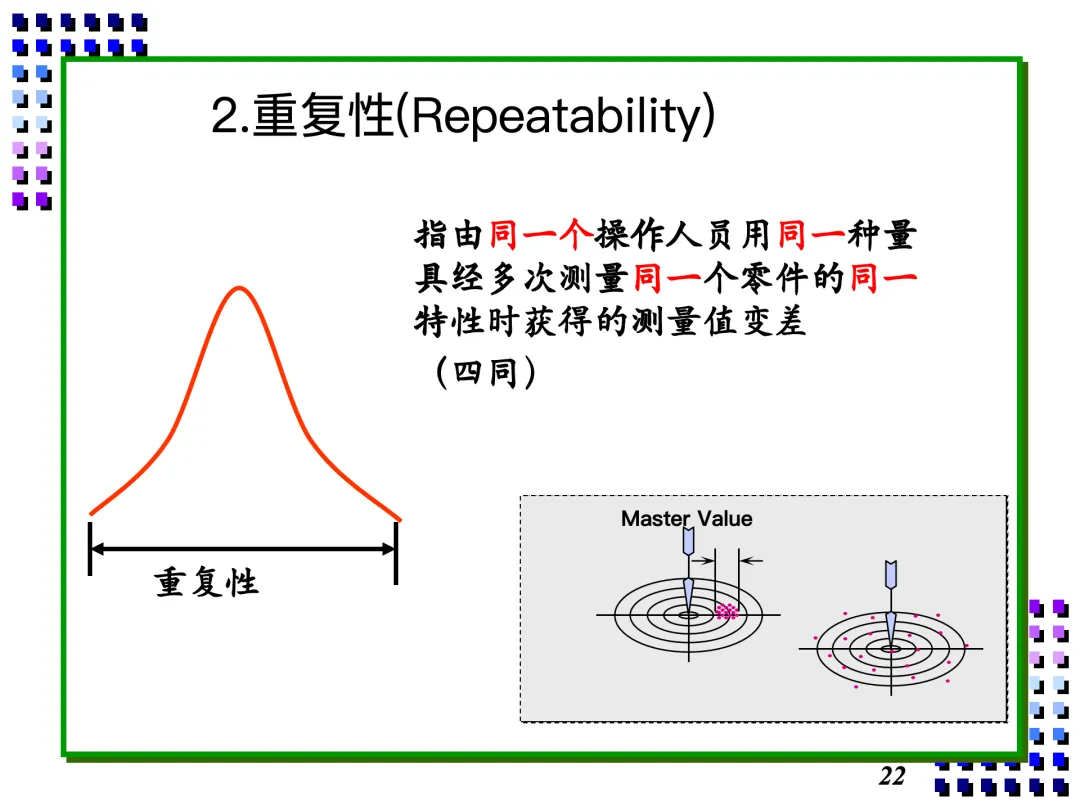
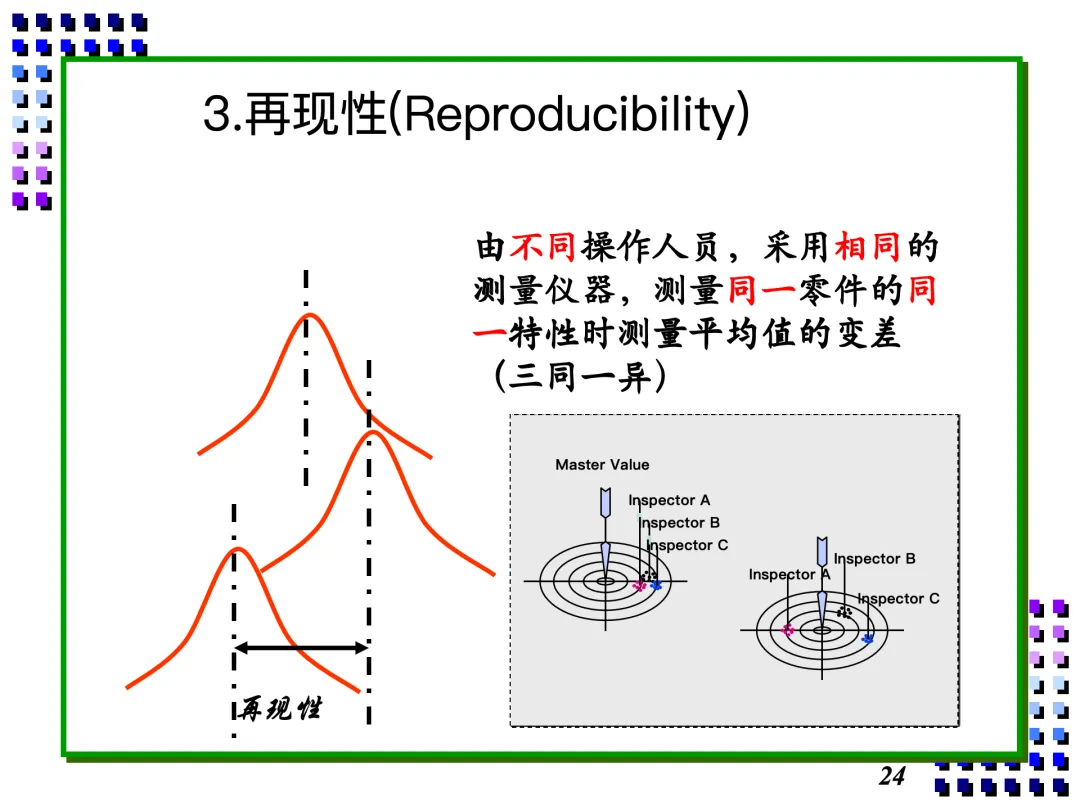
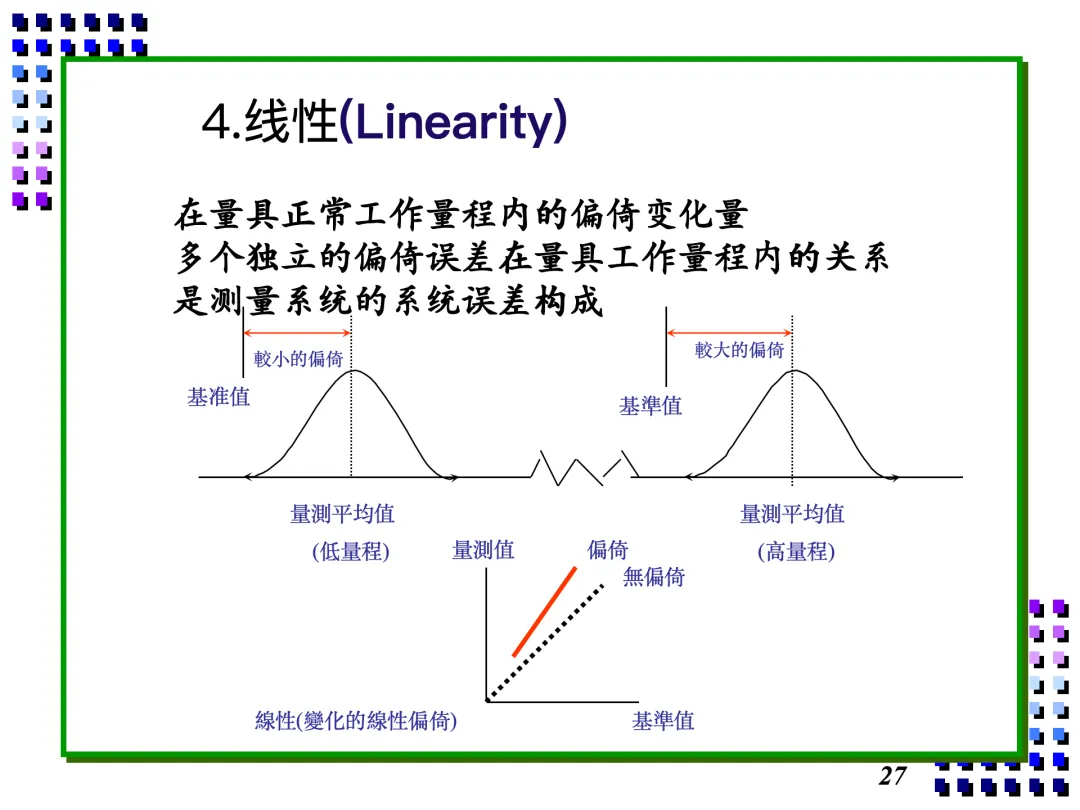
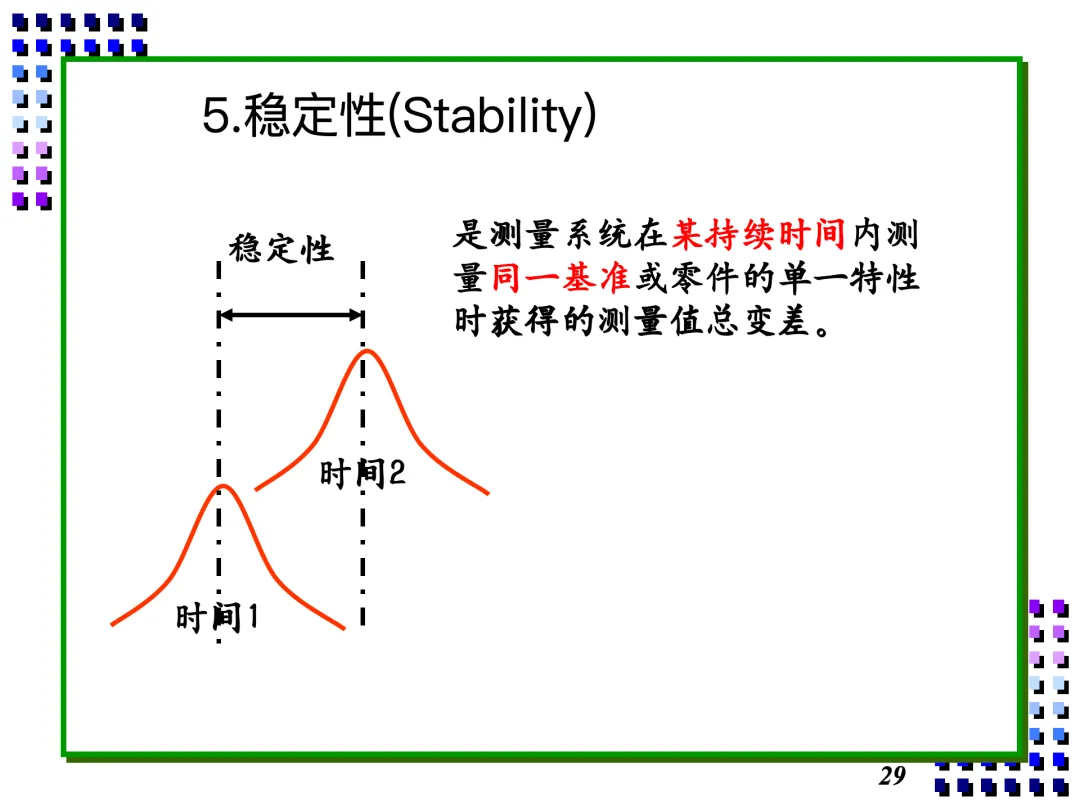
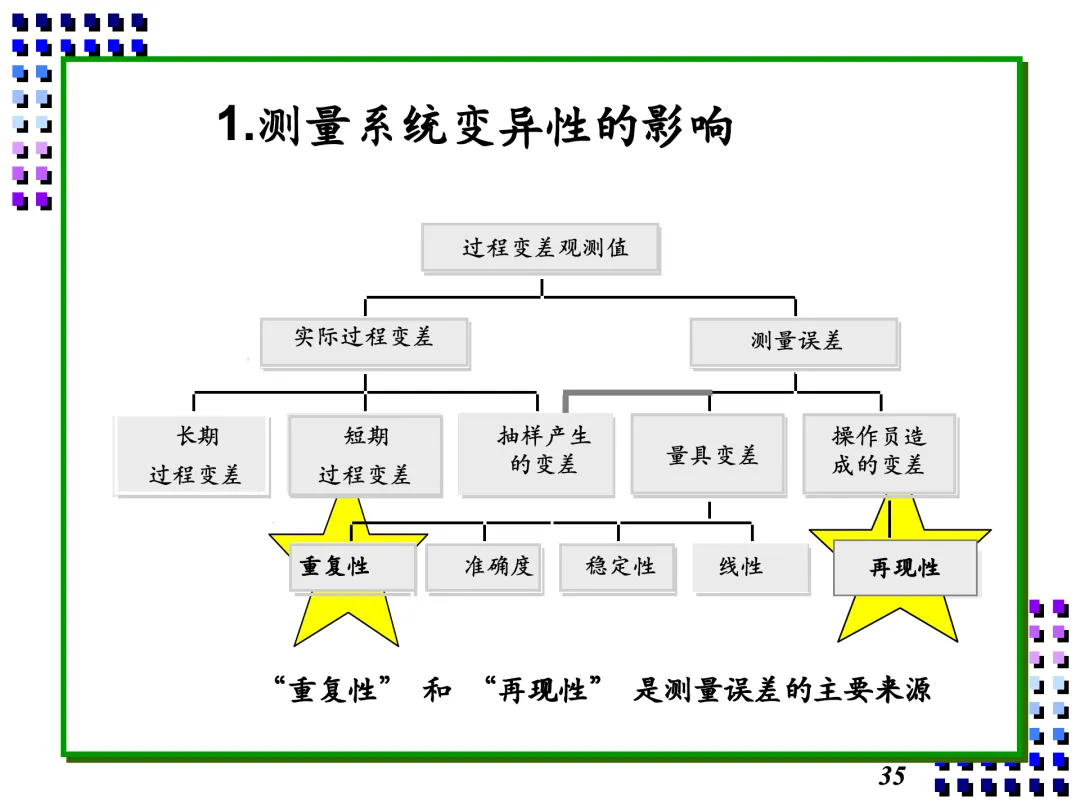
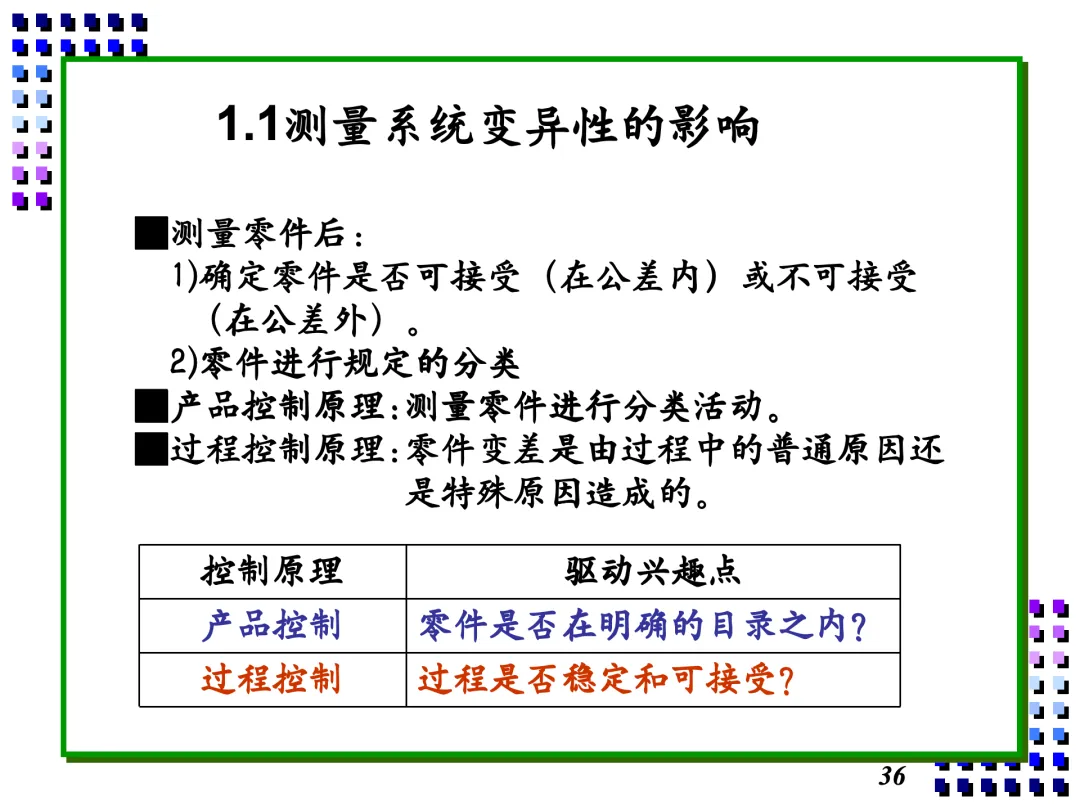
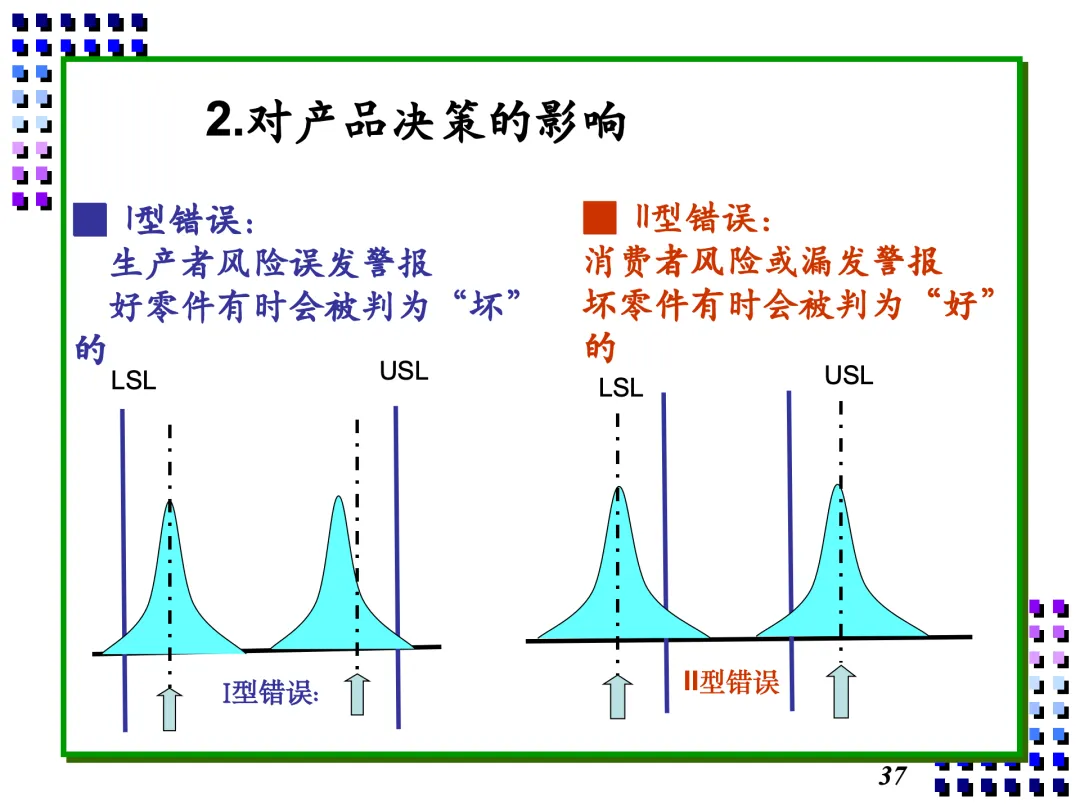
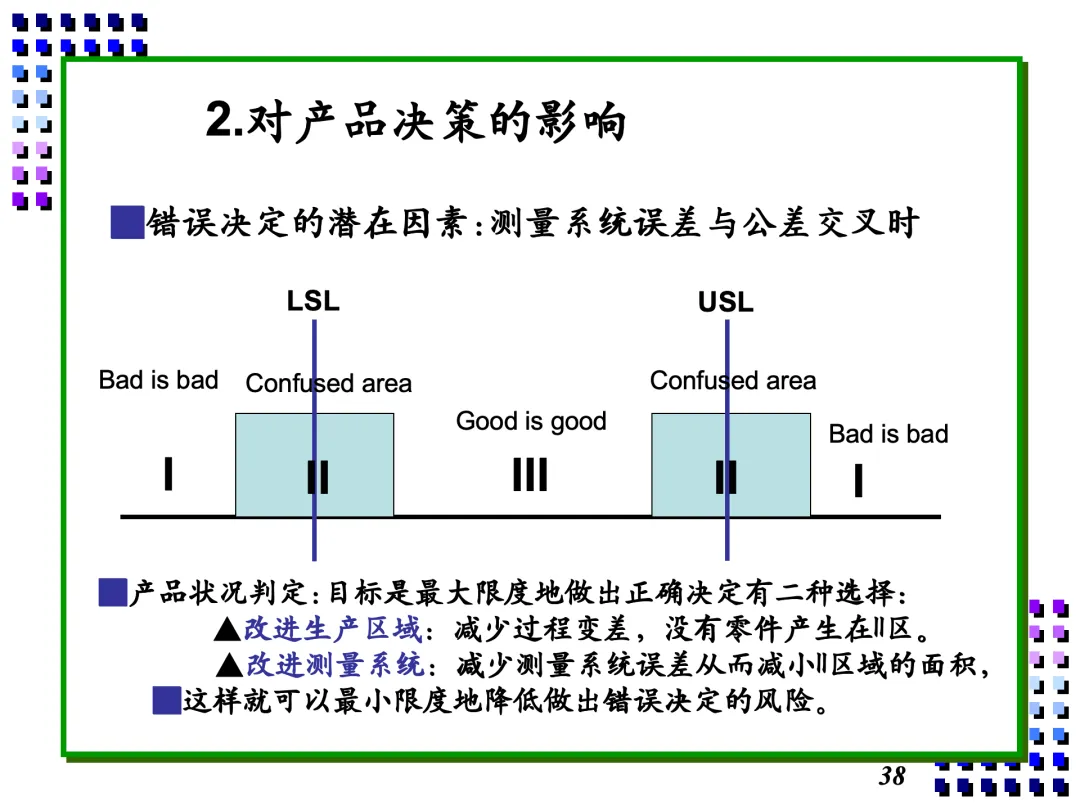
我们要明确MSA分析的对象是什么。MSA不是分析产品本身,而是分析测量系统——包括用来测量的仪器、操作人员、测量方法、环境条件等所有影响测量结果的因素。MSA的核心目的,是确定所使用的数据是否可靠。具体来说,MSA还可以帮助我们:测量: 定义为赋值(或数)给具体事物,以表示它们之间关于特定特性的关系。这个定义由美国标准局(NBS)的C. Eisenhart于1963年首次提出。赋值过程定义为测量过程,而赋予的值定义为测量值。量具: 任何用来获得测量结果的装置,经常用来特指用在车间的装置,包括通过/不通过装置。测量系统: 是用来对被测特性定量测量或定性评价的仪器或量具、标准、操作、方法、夹具、软件、人员、环境和假设的集合。简单来说,测量系统就是用来获得测量结果的整个过程。S——Standard(标准): 测量所依据的基准。W——Workpiece(零件): 被测量的对象。I——Instrument(仪器): 测量使用的设备。P——Person/Procedure(人员/程序): 操作人员和操作规程。E——Environment(环境): 测量所处的环境条件。这五个要素共同构成了测量系统,任何一个要素出问题,都会影响测量结果的质量。核心洞察: 如果测量的方式不对,那么好的结果可能被测为坏的结果,坏的结果也可能被测为好的结果。此时,我们便不能得到真正的产品或过程特性。测量系统的输出,可能是"可接受"、"可能可接受"或"需改善"。数据的质量,取决于从处于稳定条件下进行操作的测量系统中,多次测量的统计特性。准确度(Accuracy),也称偏倚(Bias): 指测量实际值与工件真值之间的差异,是指数据相对基准值的位置。精密度(Precision),也称变差(Variation): 指利用同一量具,重复测量相同工件同一质量特性,所得数据的变异性,是指数据的分布。用图形来表示:准确度关注位置(Location),精密度关注宽度(Width)。低质量数据的普遍原因之一,是变差太大。一组数据中的变差,多是由于测量系统及其环境的相互作用造成的。如果相互作用产生的变差过大,那么数据的质量会太低,从而造成测量数据无法利用。例如:具有较大变差的测量系统,可能不适合用于分析制造过程,因为测量系统的变差可能掩盖制造过程的变差。 你看到的变差,可能不是产品真的变差了,而是测量系统本身在"抖动"。为了有效地控制任何过程变差,我们需要了解四个问题:过程应该做什么? 规范和工程要求规定过程应该做什么。什么能导致错误? 过程失效模式及后果分析(PFMEA)是用来确定与潜在过程失效相关的风险,并在这些失效出现前提出纠正措施。PFMEA的结果转移至控制计划。过程在做什么? 通过评价过程结果或参数,可以获得过程正在做什么的知识。这种活动通常称为检验。确定或否认过程是以稳定的方式操作并符合顾客规定的目标。 这种检查行为本身就是过程。第一,足够的分辨率和灵敏度。 能够识别出零件之间的差异。第二,是统计受控制的。 测量系统本身稳定,没有特殊原因引起的变差。第三,产品控制时,变异性小于公差。 测量误差相对于公差范围足够小。第四,过程控制时,显示有效的分辨率,变异性小于制造过程变差。 测量误差相对于过程变差足够小。测量分辨率,描述了测量仪器分辨两个部件的测量值之间差异的能力。分辨率(也称分辨力、可读性、分辨率): 别名是最小的读数单位、测量分辨率、刻度限度或探测度,为测量仪器能够读取的最小测量单位。要求不低于过程变差或允许偏差(Tolerance)的十分之一。零件之间的差异必须大于最小测量刻度。极差控制图可显示分辨率是否足够——看控制限内有多少个数据分级。不同数据分级(ndc)的计算公式: ndc = (零件的标准偏差 / 总的量具偏差) × 1.41。一般要求它大于4才可接受。敏感度是指能产生一个可检测到(有用的)输出信号的最小输入。它是测量系统对被测特性变化的回应。敏感度由量具设计(分辨力)、固有质量(OEM)、使用中保养,以及仪器操作条件和标准来确定。它通常被表示为一个测量单位。工作件(零件): 隐藏的几何、一致性、变异性、接触几何、定义、可追溯性、单一性。仪器(量具): 振动、维护、校准、稳定性、热的系统、弹性变形、弹性特性。人员: 经验、理解、技能、工作态度、培训、人因工程、身体限制。环境: 空气流程、温度、热扩散系数、阳光、人工光照、空气污染、清洁。系统构成要素: 几何的兼容性、周期、稳健设计、相互关联的特性。偏倚是测量结果的观测平均值与基准值的差值。真值的取得,可以通过采用更高等级的测量设备进行多次测量,取其平均值。造成过份偏倚的可能原因包括: 标准或基准值误差、仪器磨损、仪器校准不当、仪器质量差、错误的测量方法、环境条件影响、操作人员技能不足等。重复性指由同一个操作人员用同一种量具,经多次测量同一个零件的同一特性时获得的测量值变差。记住四个"同":同一个操作者、同一种量具、同一个零件、同一个特性。重复性不好的可能原因: 零件内部变差、仪器内部变差(如轴承磨损)、夹具不稳定、测量方法不一致、环境波动等。再现性是由不同操作人员,采用相同的测量仪器,测量同一零件的同一特性时,测量平均值的变差。记住"三同一异":同一个零件、同一个特性、同一种量具,不同的操作者。再现性不好的可能潜在原因: 操作人员培训不足、测量方法理解不一致、仪器校准不一致、夹具使用方法不同、环境条件变化等。线性是在量具正常工作量程内的偏倚变化量。它是多个独立的偏倚误差在量具工作量程内的关系,是测量系统的系统误差构成。简单来说,线性就是:测量系统在不同量程范围内,偏倚是否保持一致。 如果偏倚随着量程变化而变化,说明线性不好。线性误差的可能原因: 量具设计问题、校准不当、磨损不均匀、弹性变形等。稳定性是测量系统在某持续时间内,测量同一基准或零件的单一特性时,获得的测量值总变差。不稳定的可能原因: 仪器磨损、校准漂移、环境变化、操作人员变动、维护不足等。当然,现实中不存在完美的测量系统,但我们要朝着这个方向努力,确保测量系统的误差在可接受的范围内。一个可接受的测量系统,其偏倚、重复性、再现性、线性应该在可接受范围内,稳定性得到验证。测量系统的变异性,会对我们的决策产生重大影响。从图中我们可以看到:其中,测量误差又包括重复性(量具变差)和再现性(操作员造成的变差),以及线性、稳定性、偏倚等因素。I型错误——生产者风险(误发警报): 好零件有时会被判为"坏"的。这会导致不必要的返工、报废,增加成本。II型错误——消费者风险(漏发警报): 坏零件有时会被判为"好"的。这会导致不合格品流出,影响客户满意度。在LSL(下规格限)和USL(上规格限)之间,存在一个"混淆区域"(Confused Area)。在这个区域内,由于测量误差的存在,我们无法准确判断零件是好是坏。产品状况判定的目标: 最大限度地做出正确决定。有两种选择:- 改进生产区域:减少过程变差,没有零件产生在II区(混淆区域)。
- 改进测量系统:减少测量系统误差,从而减小II区域的面积。
普通原因报告为特殊原因: 测量系统波动导致误判,以为过程失控,实际过程稳定。特殊原因报告为普通原因: 测量系统掩盖了真实的过程波动,以为过程稳定,实际已经失控。测量系统变异性可能影响过程的稳定性、目标以及变差的决定。在新过程导入时,如机加工、制造、冲压、材料处理、热处理,或采购总成时,作为采购活动的一部分,经常要完成一系列步骤:供应商处对设备的研究,以及随后在顾客处对设备的研究。关键风险: 如果生产用量具不具备资格却被使用,如果不知道是仪器问题,而在寻找制程问题,就会白费努力。这就是为什么新过程导入时必须进行MSA。- 变异分析:极差法、均值极差法(包括控制图法)、ANOVA法(方差分析法)
破坏型(Destructive Testing):第一步:获取一样本并确定其相对于可追溯标准的基准值。第二步:定期(天、周)测量标准样本3到5次。样本容量和频率应该基于对测量系统的了解。第三步:将数据按时间顺序画在X-R或X-S控制图上。第四步:建立控制限并用标准化控制图分析评价失控或不稳定状态。结果分析——作图法: 观察控制图是否有点超出控制限,或出现非随机模式。- 选取一标准样本,取参考值。针对样本使用更高精密度等级的仪器进行精密测量十次,加以平均,作为参考值。
- 请现场测量人员连续测量25组数据,每次测量2到5次。
计算控制界限:平均值图——Xbarbar ± A2Rbar;R值图——D4Rbar、Rbar、D3Rbar。若控制图稳定,可以利用Xbarbar - 标准值,进行偏差检定,看是否有偏差。若控制图稳定,利用Rbar/d2来了解仪器的重复性。R图失控:表明不稳定的重复性,可能什么东西松动、阻塞、变化等。X-BAR失控:表明测量系统不再正确测量,可能磨损,可能需重新校准。
X1=0.75mm, X2=0.75mm, X3=0.8mm, X4=0.8mm, X5=0.65mmX6=0.8mm, X7=0.75mm, X8=0.75mm, X9=0.75mm, X10=0.7mm如果参考标准是0.80mm,过程变差为0.70mmBias = 0.75 - 0.8 = -0.05% Bias = 100 × (0.05 / 0.70) = 7.1%判断准确度的简单标准为:小于过程变差或容差的1%,可认为是精确的;大于过程变差或容差的1%,则需要研究和调整测量系统,或者临时用补偿值来修正以后的测量值。偏倚的研究还可以通过作图的方式来进行,即作出直方图,然后根据经验判断是否可以接受。偏倚的研究还可以通过计算置信区间来判断是否可以接受。在测量范围全领域具有常数倍数的偏倚。虽有偏倚,但是因为大小一定,所以可以容易调整。在测量范围全领域,基准值和测量平均值一致,没有偏倚,正确地测量。利用Minitab分析线性:测量系统的操作范围内抽样5个部品进行精密的测试之后计算,要反复12次。StdDev(标准差)、Study Var(研究变差)、%Study Var(研究变差占比)Total Gage R&R(总测量系统变差)、Repeatability(重复性)、Part-to-Part(零件间变差)、Total Variation(总变差)Linearity是总制程变异量的百分比,如果百分比小,说明线性良好;如果百分比大,说明线性较差,需要改善。Linearity = |倾斜度| × Process Variation %Linearity = |倾斜度| × 100%Linearity值如果接近"0",可以判定线性比较好。- 机械式的话,在测量范围中以经常使用的范围为中心进行校准后,不允许在其他范围使用。
- % Gage R&R = 量具误差 / 允差 × 100%
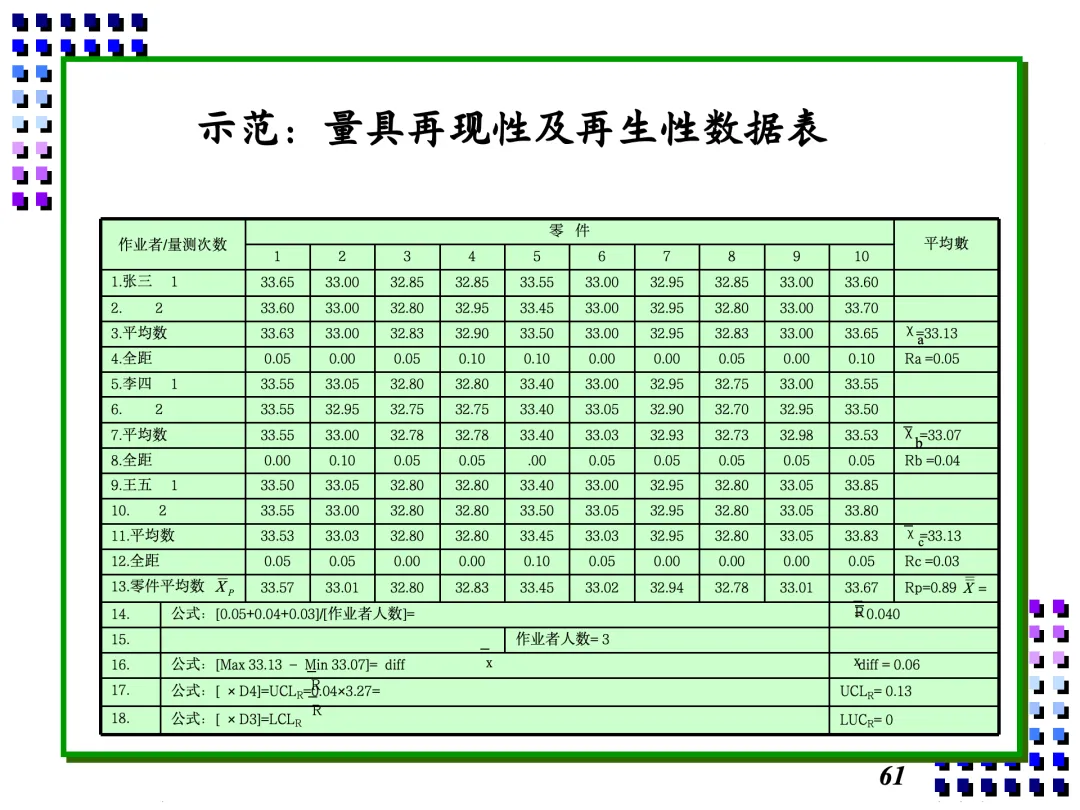
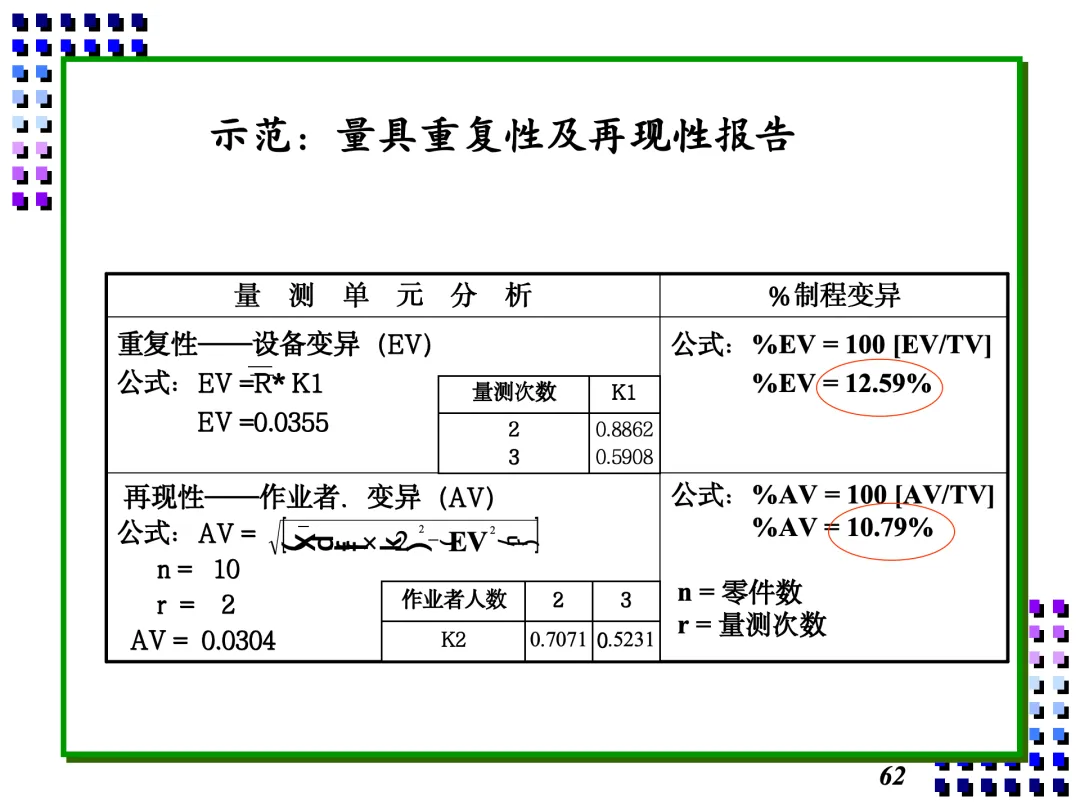
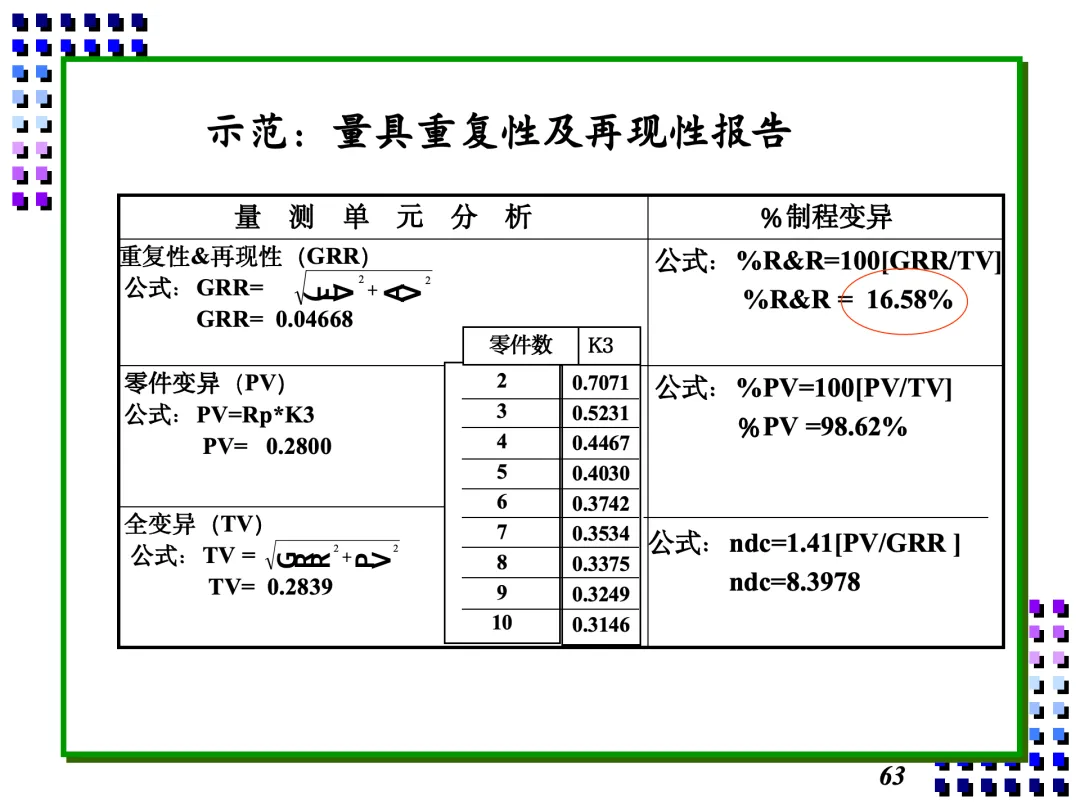
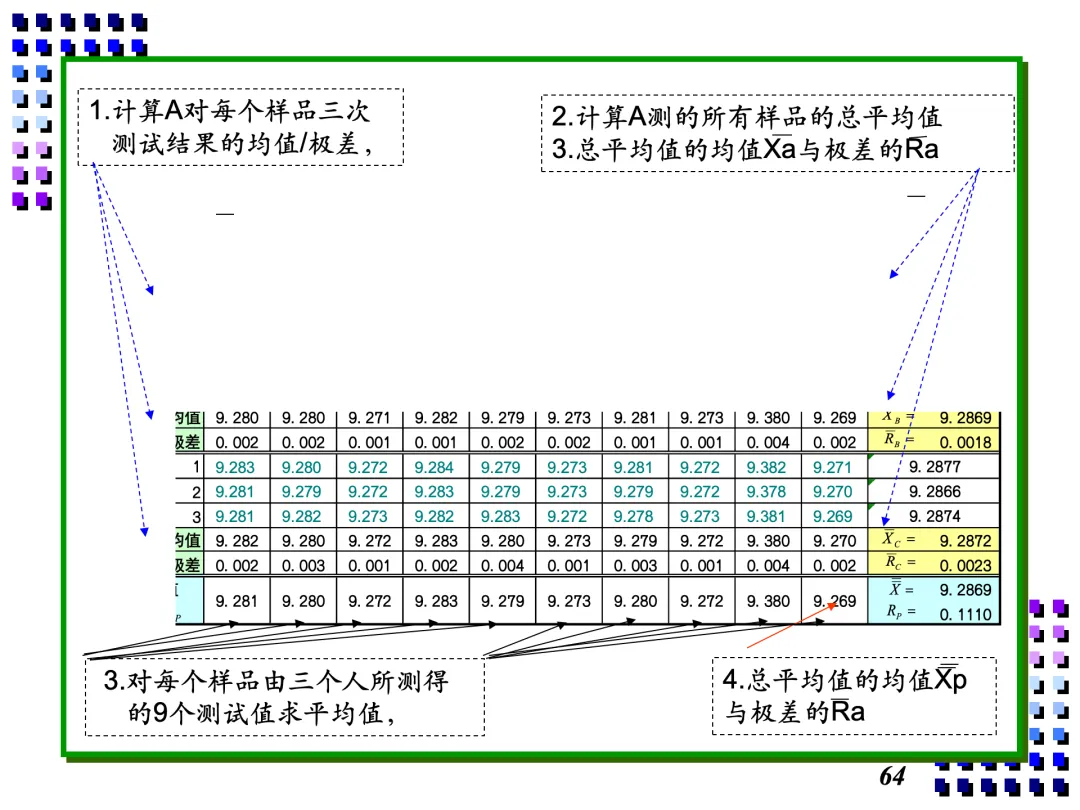
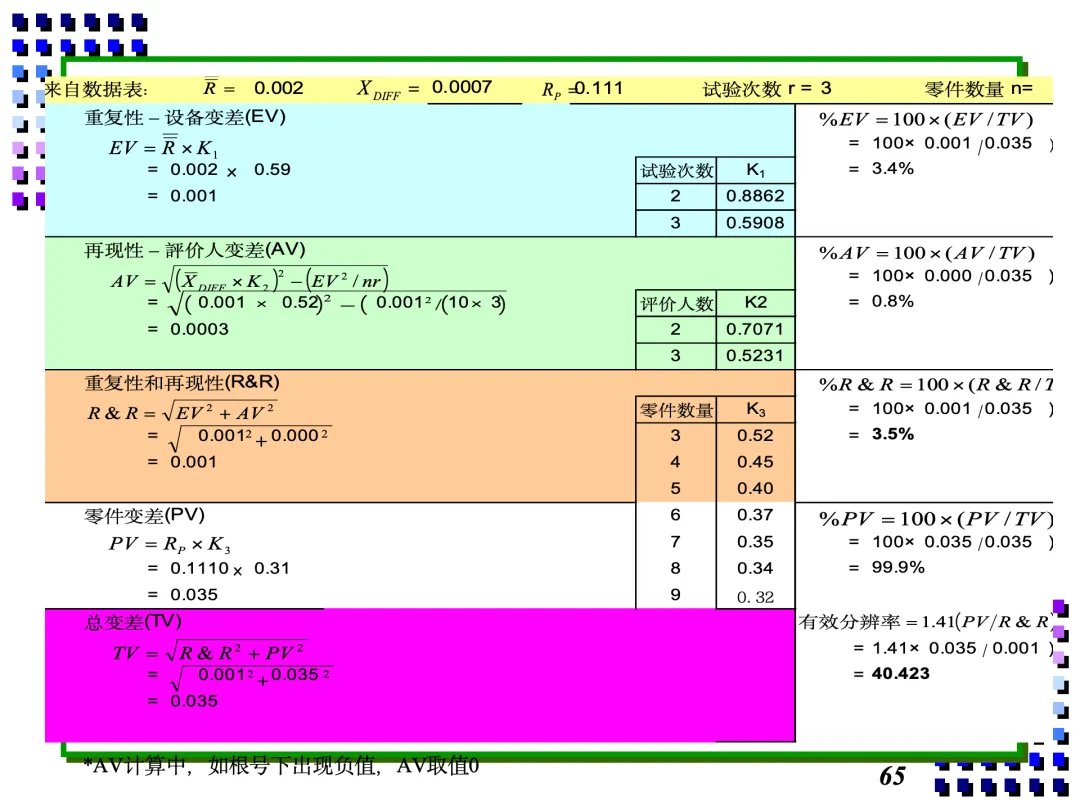
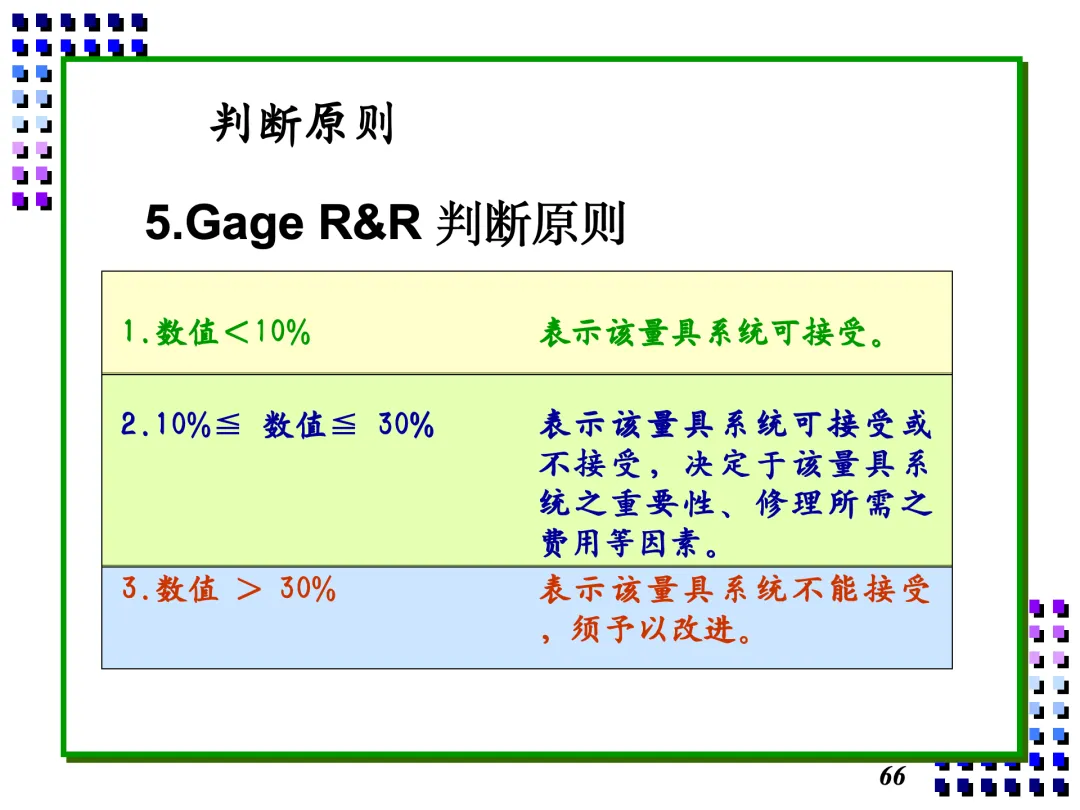
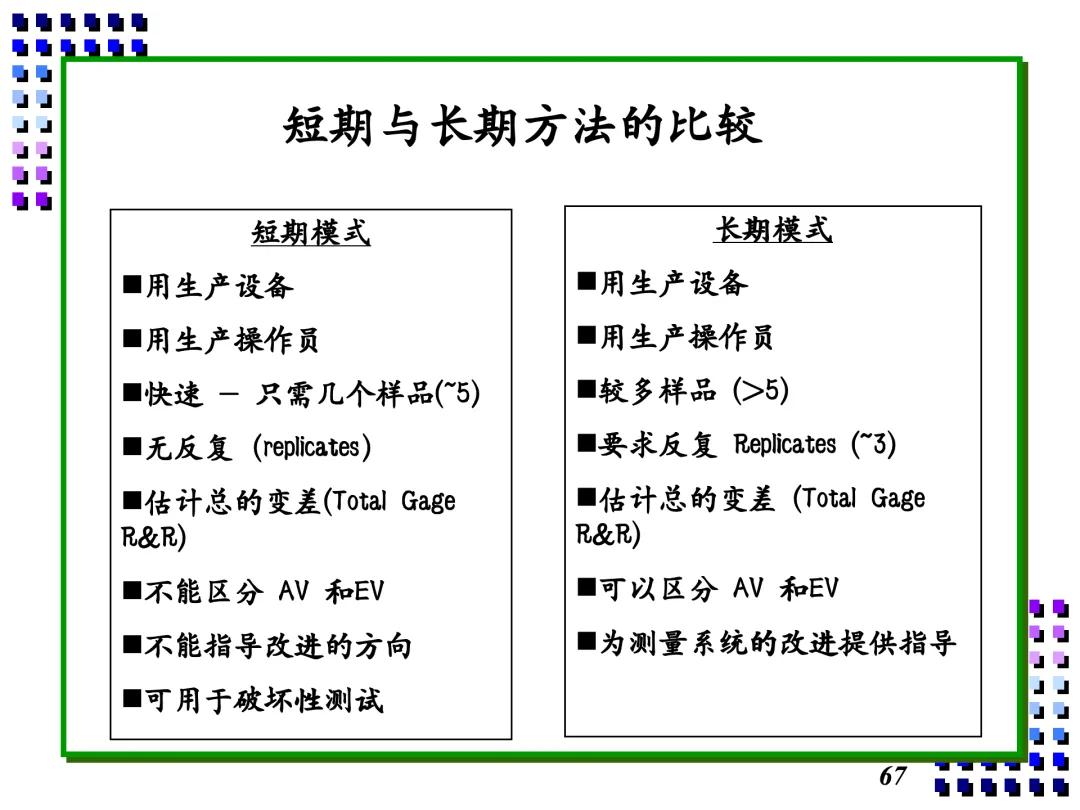
平均范围 = (2+1+1+2+1) / 5 = 7 / 5 = 1.4量具误差 = 5.15 × 1.4 / 1.19 = 4.33 × 1.4 = 6.1% Gage R&R = 6.1 / 20 × 100% = 30.5%短期模式:用生产设备、生产操作员,快速只需几个样品(约5个),无反复,估计总变差,不能区分AV和EV,不能指导改进方向,可用于破坏性测试。长期模式:用生产设备、生产操作员,较多样品(大于5个),要求反复(约3次),估计总变差,可以区分AV和EV,为测量系统改进提供指导。选择三个测量人(A、B、C)和10个测量样品。测量人应有代表性,代表常从事此项测量工作的QC人员或生产线人员。10个样品应在过程中随机抽取,可代表整个过程的变差,否则会严重影响研究结果。测量,让三个测量人对10个样品的某项特性进行测试,每个样品每人测量三次,将数据填入表中。盲测原则1: 对10个样品编号,每个人测完第一轮后,由其他人对这10个样品进行随机的重新编号后再测,避免主观偏向。盲测原则2: 三个人之间都互相不知道其他人的测量结果。GR&R数据搜集表: 详细记录每个操作员对每个零件每次测量的数据。量具再现性及再生性数据表: 整理计算各操作员的平均值、极差、零件平均数等。重复性——设备变异(EV):公式 EV = Rbar × K1再现性——操作者变异(AV):公式 AV = √[(Xdiff × K2)² - (EV² / (n × r))]全变异(TV):公式 TV = √(GRR² + PV²)- %GRR数值在10%到30%之间:表示该量具系统可接受或不接受,决定于该量具系统之重要性、修理所需之费用等因素。
- %GRR数值大于30%:表示该量具系统不能接受,须予以改进。
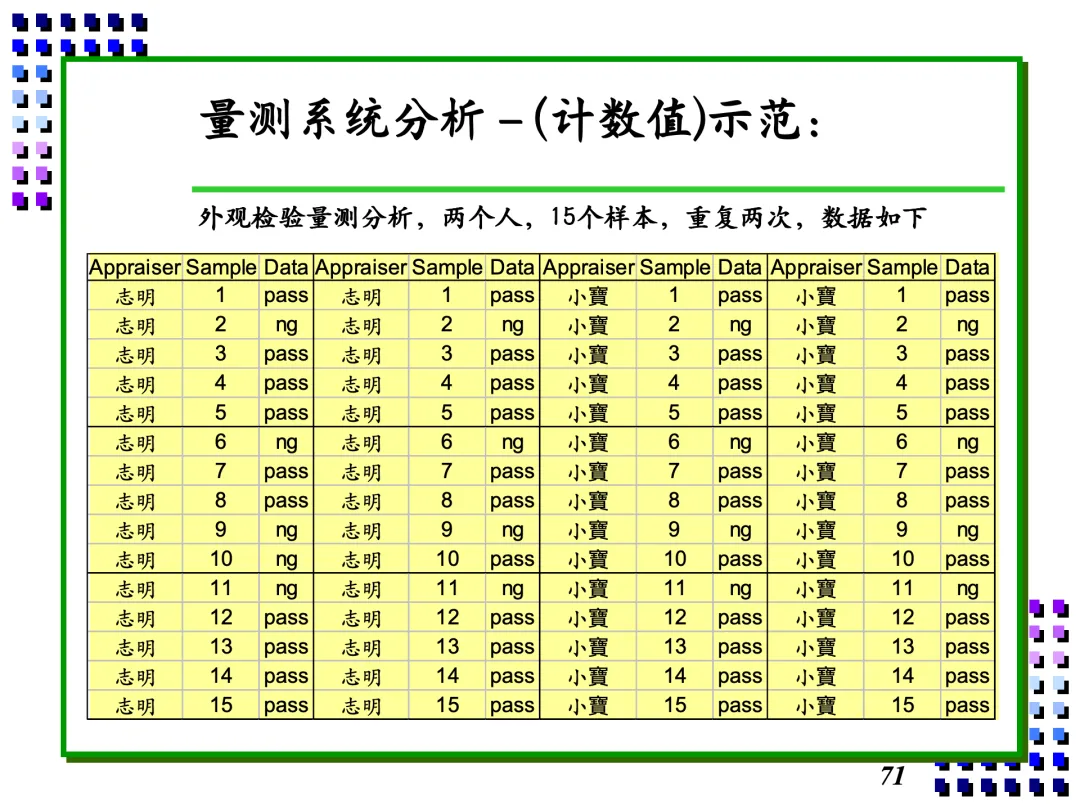
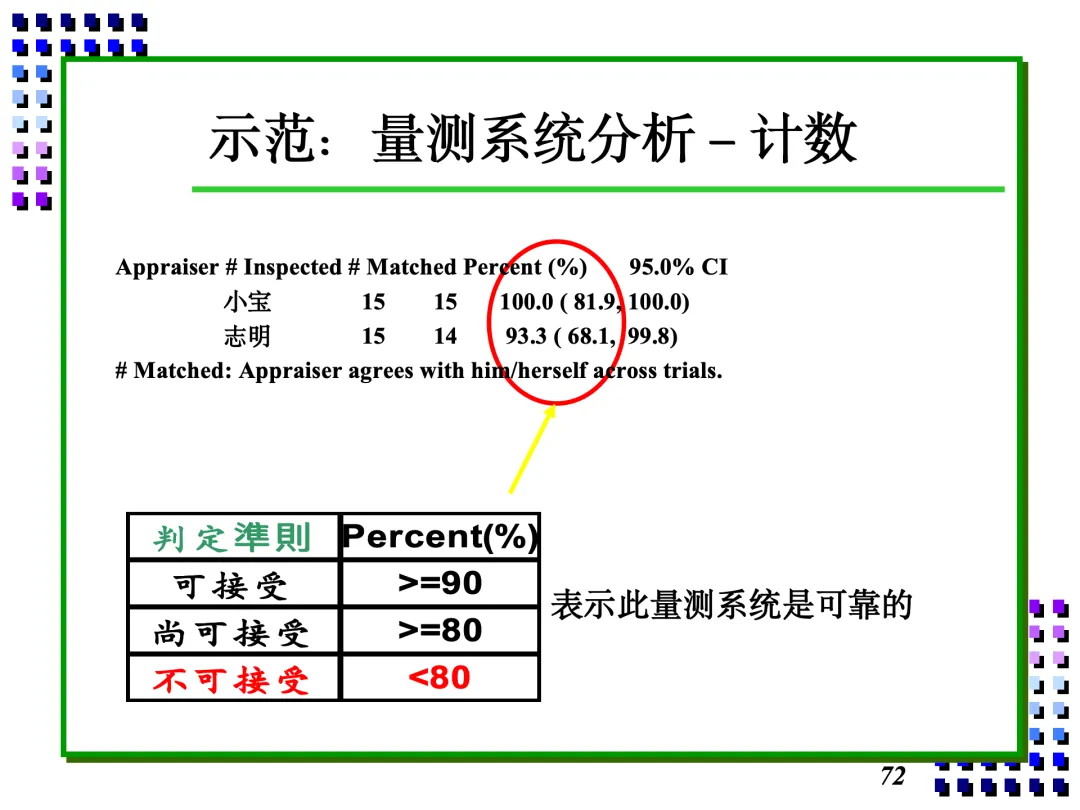
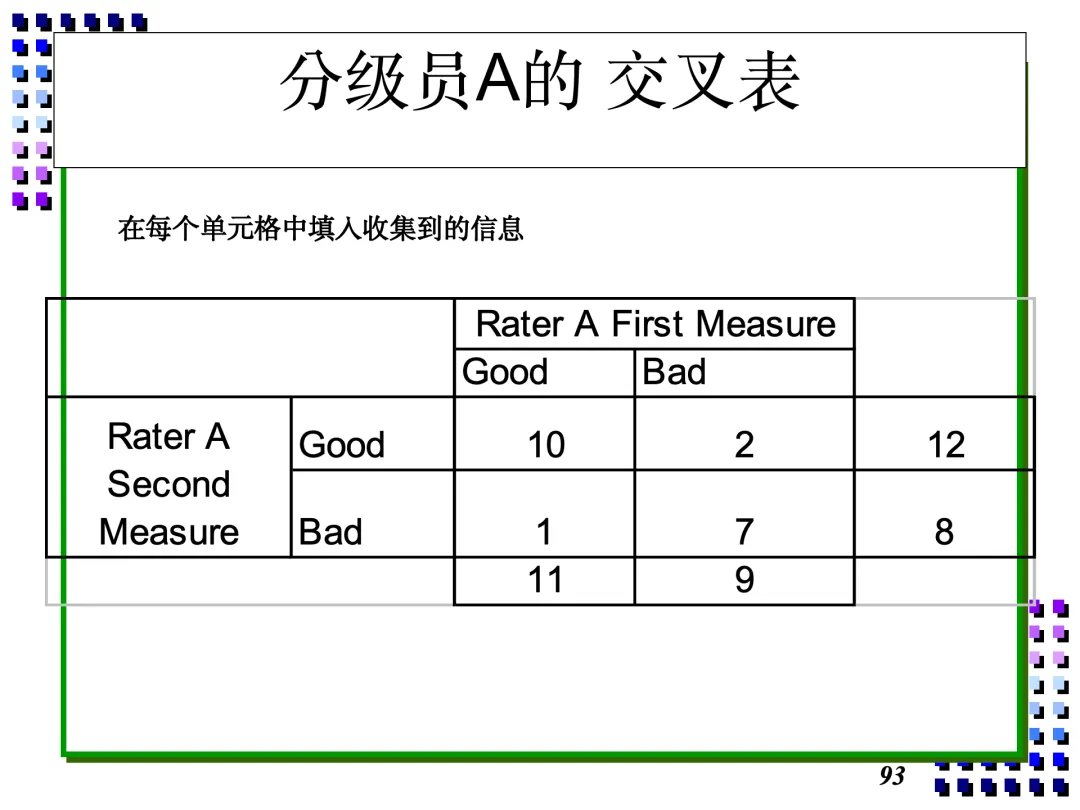
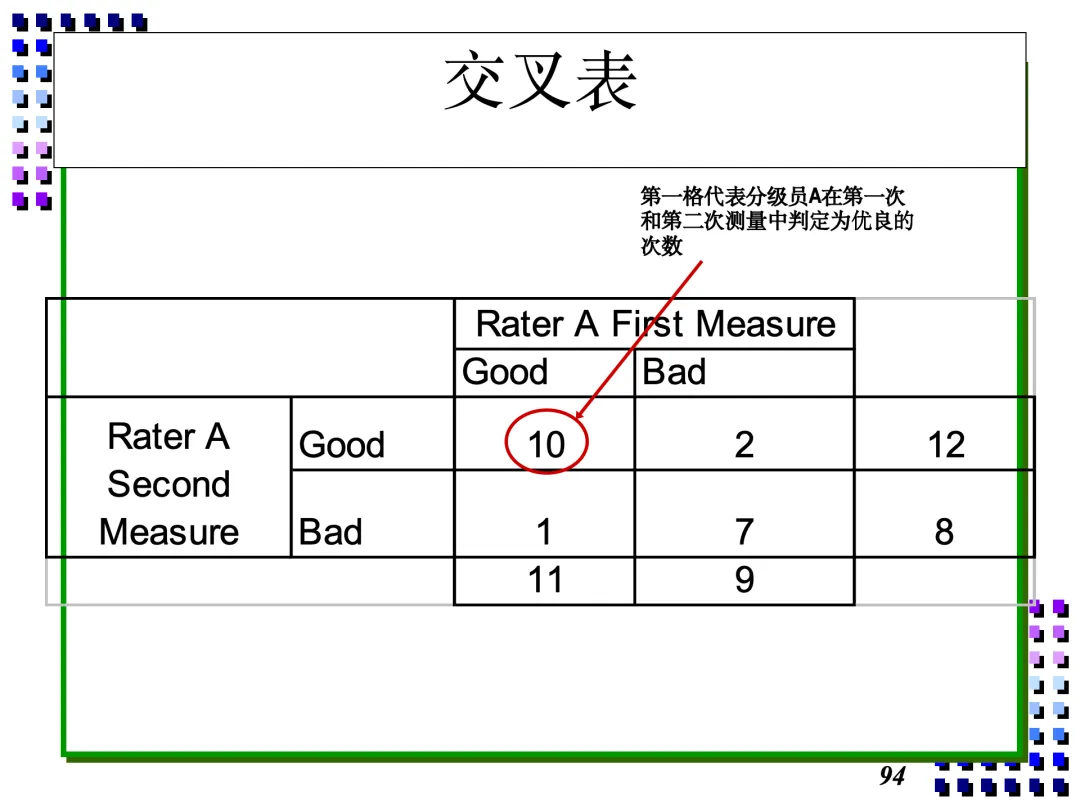
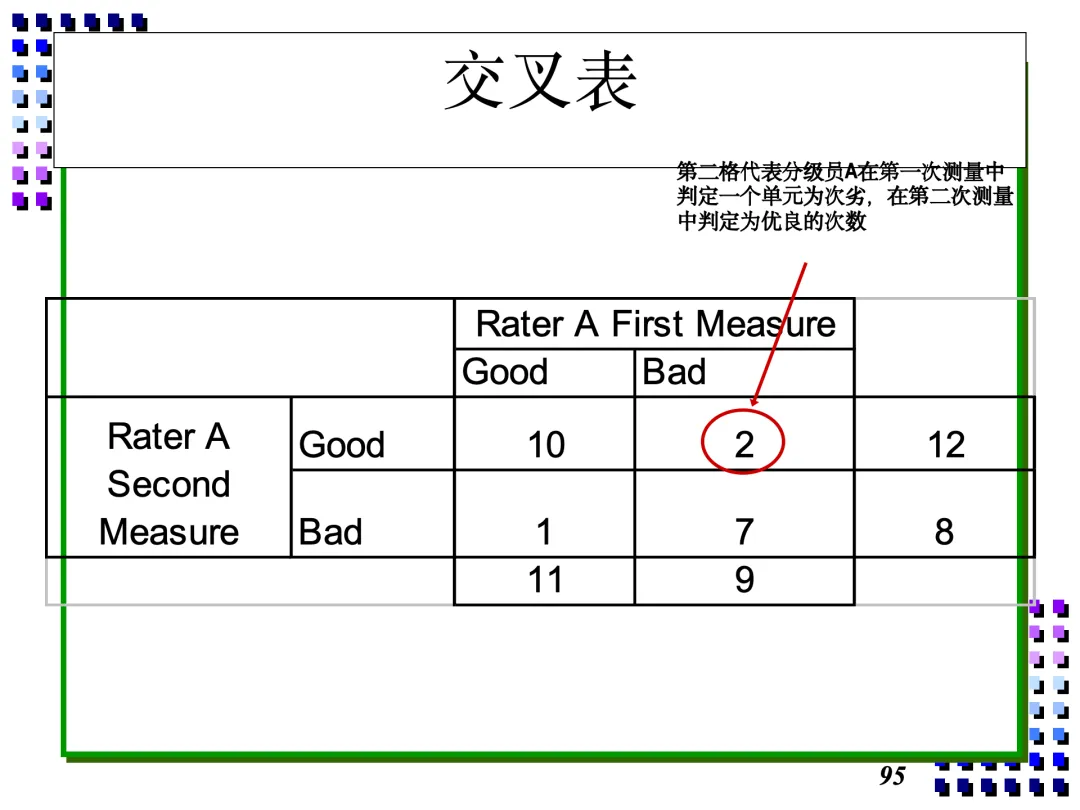
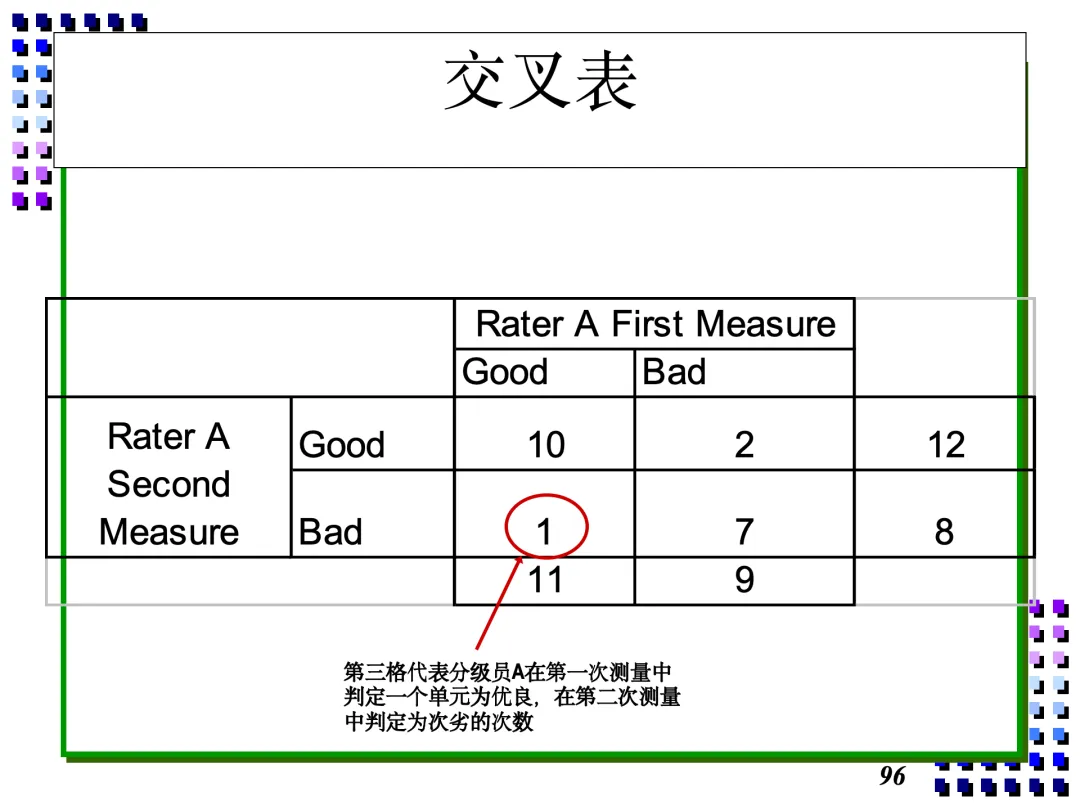
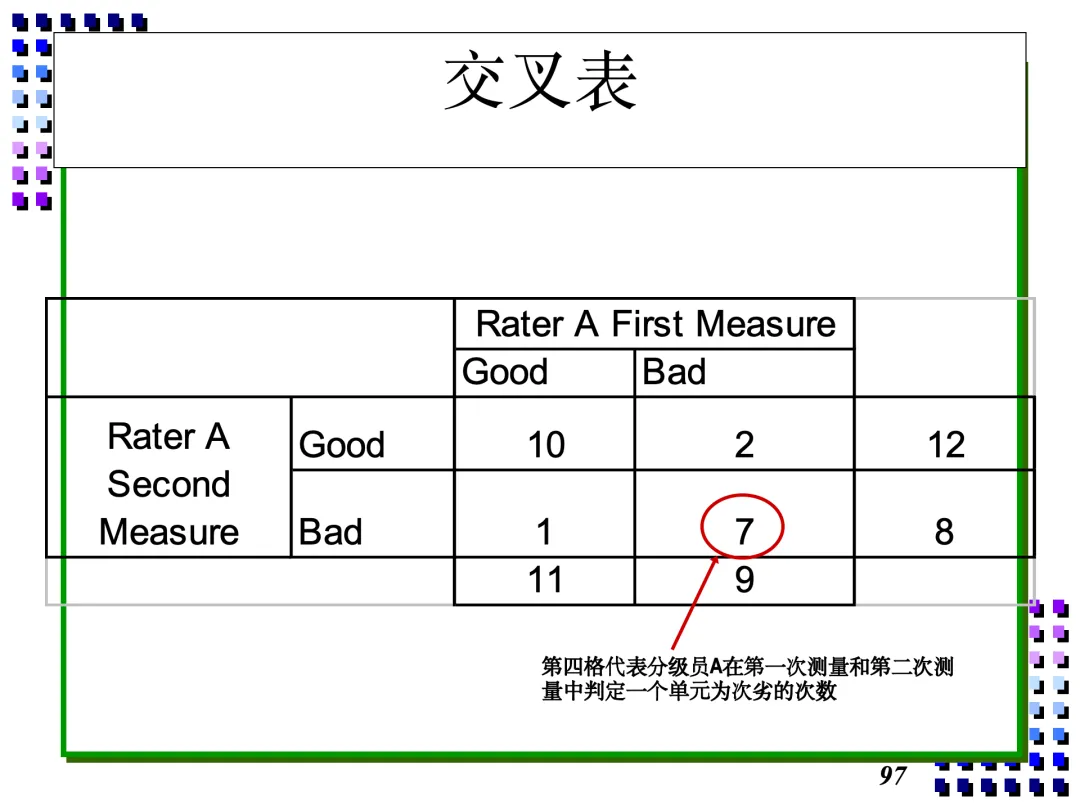
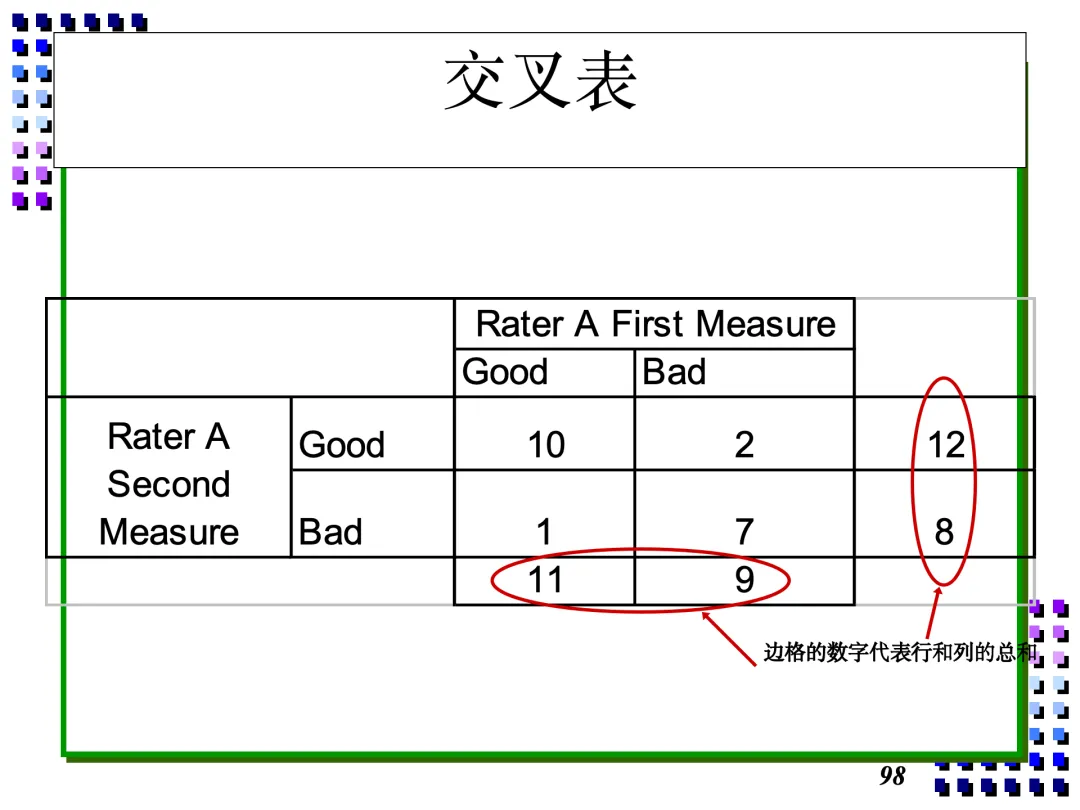
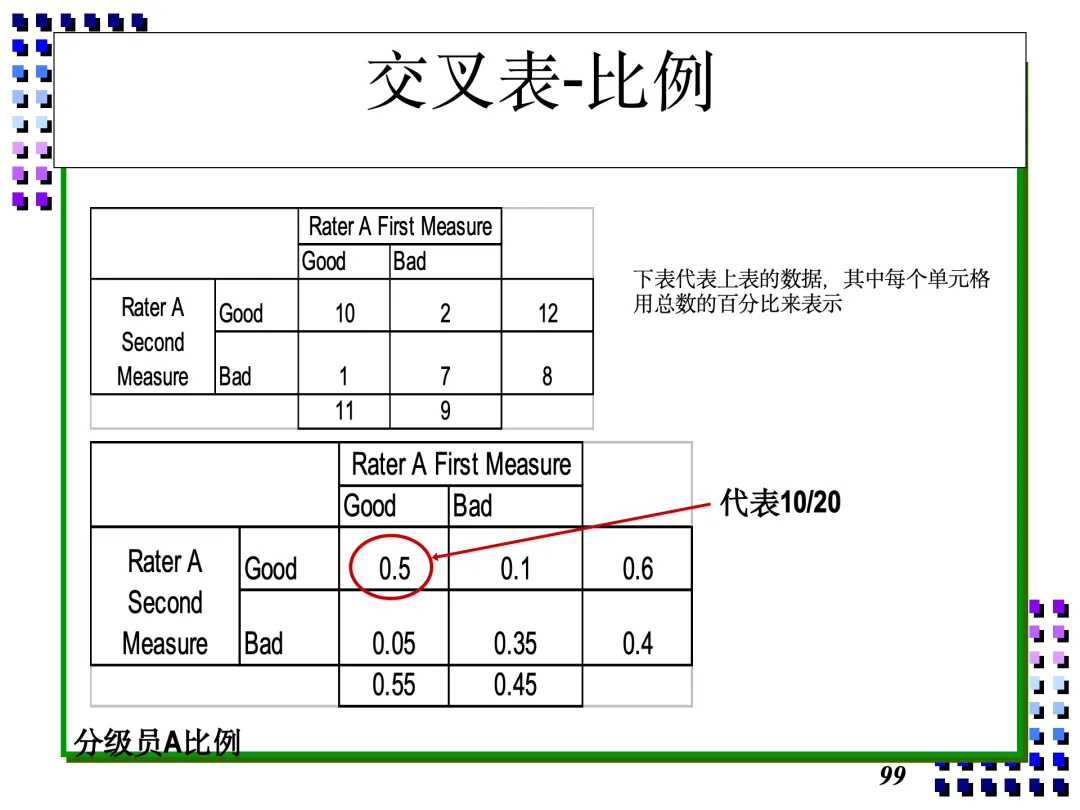
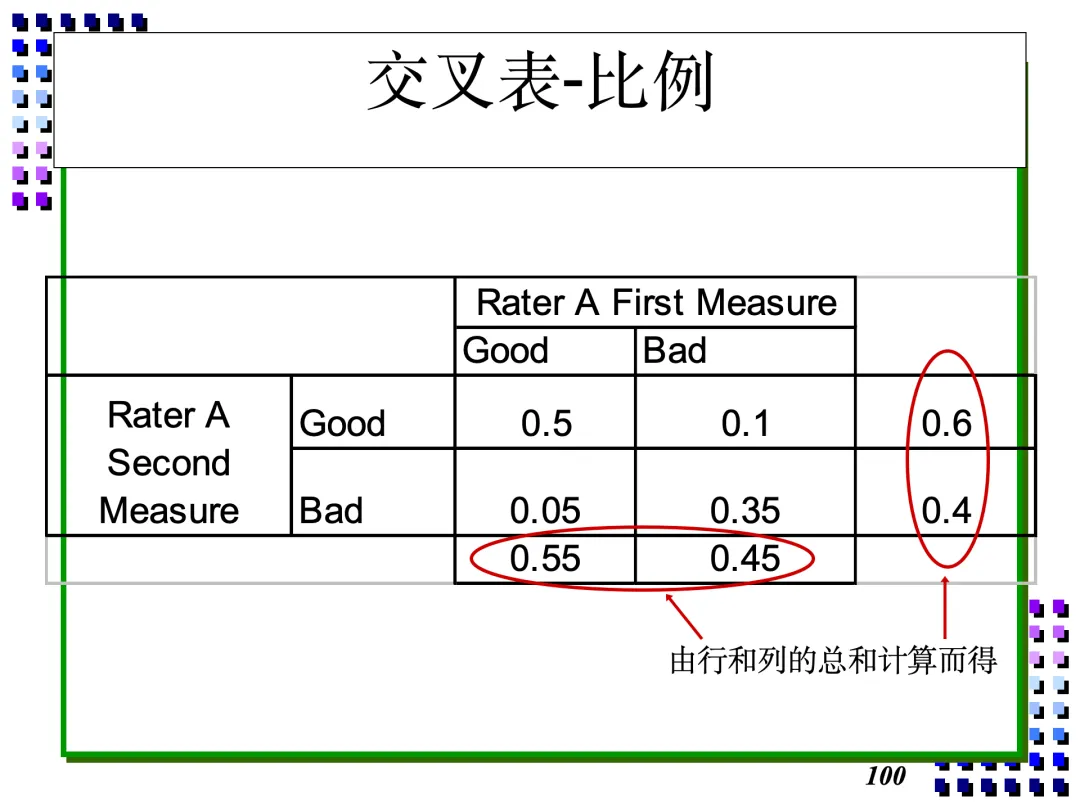
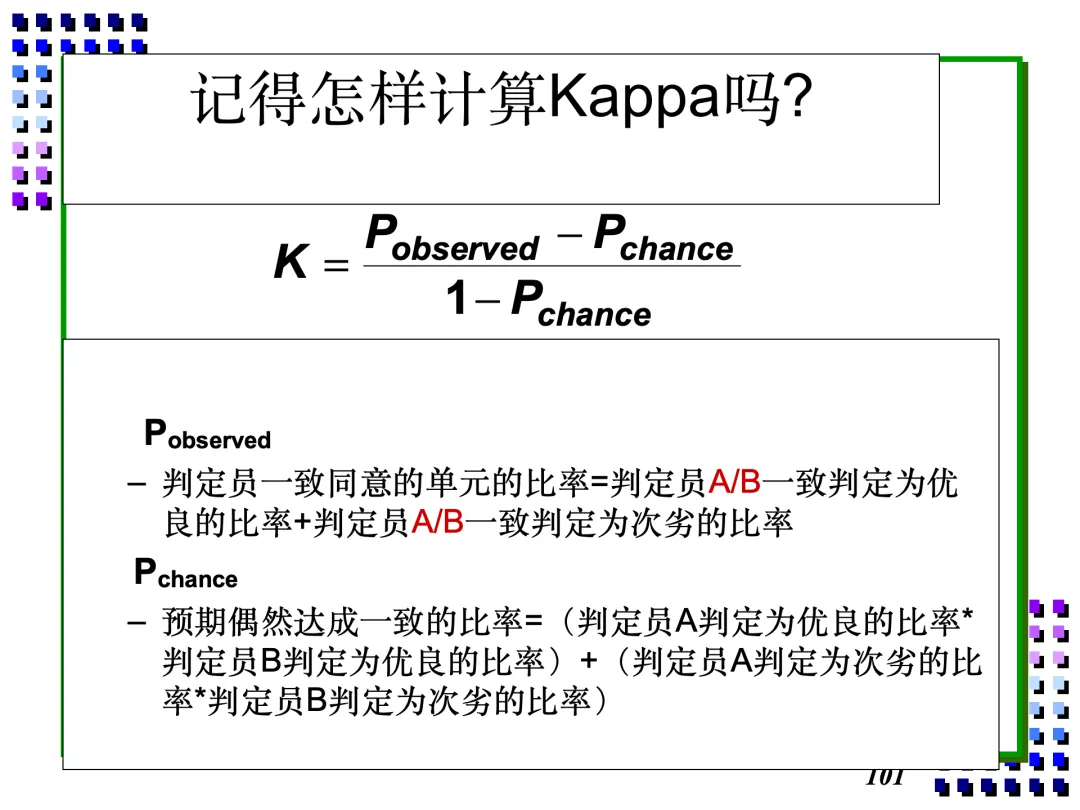
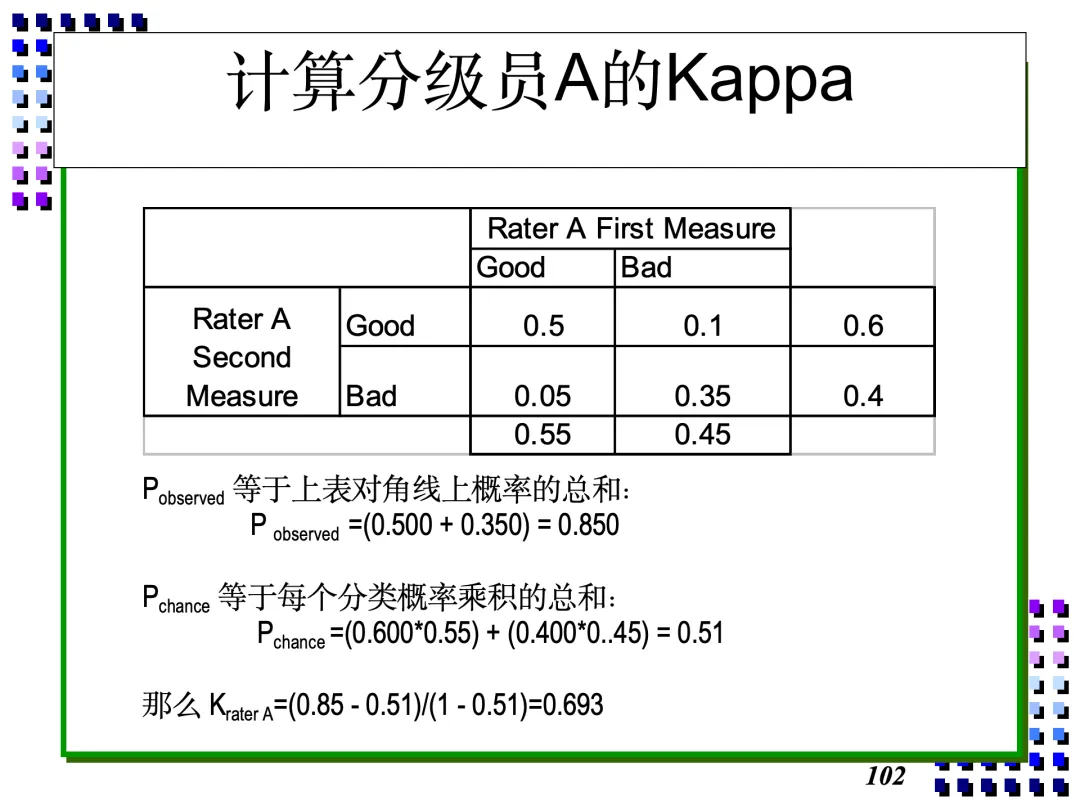
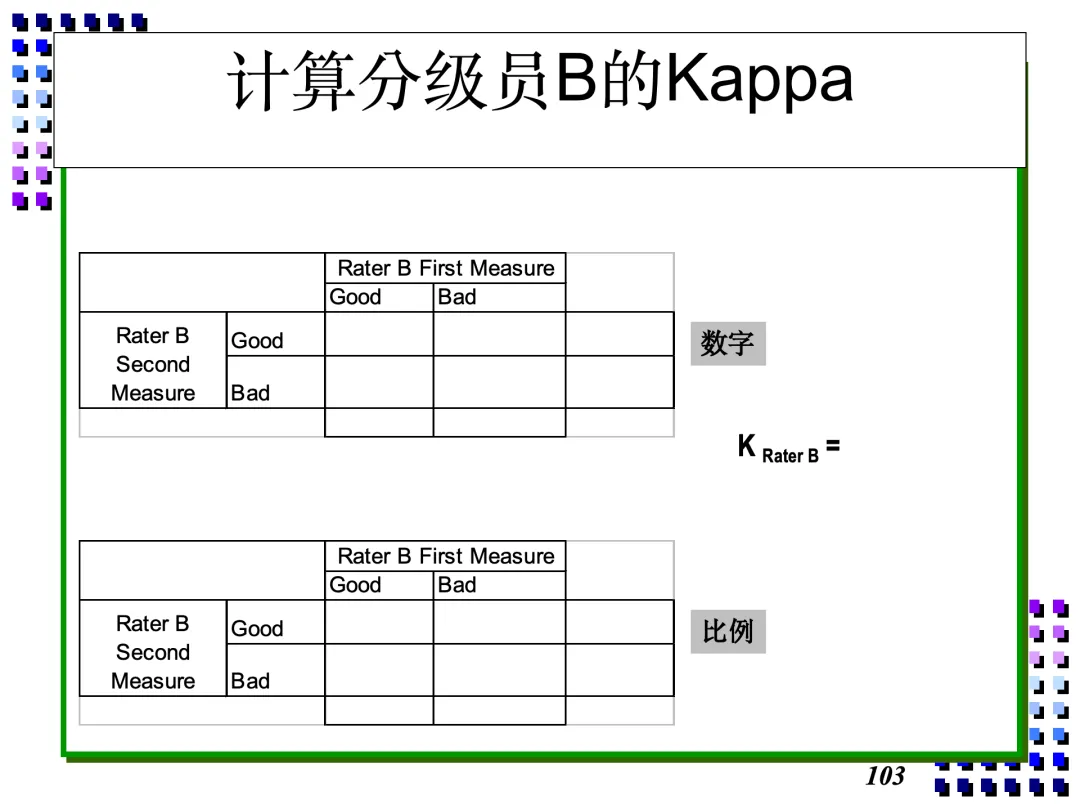
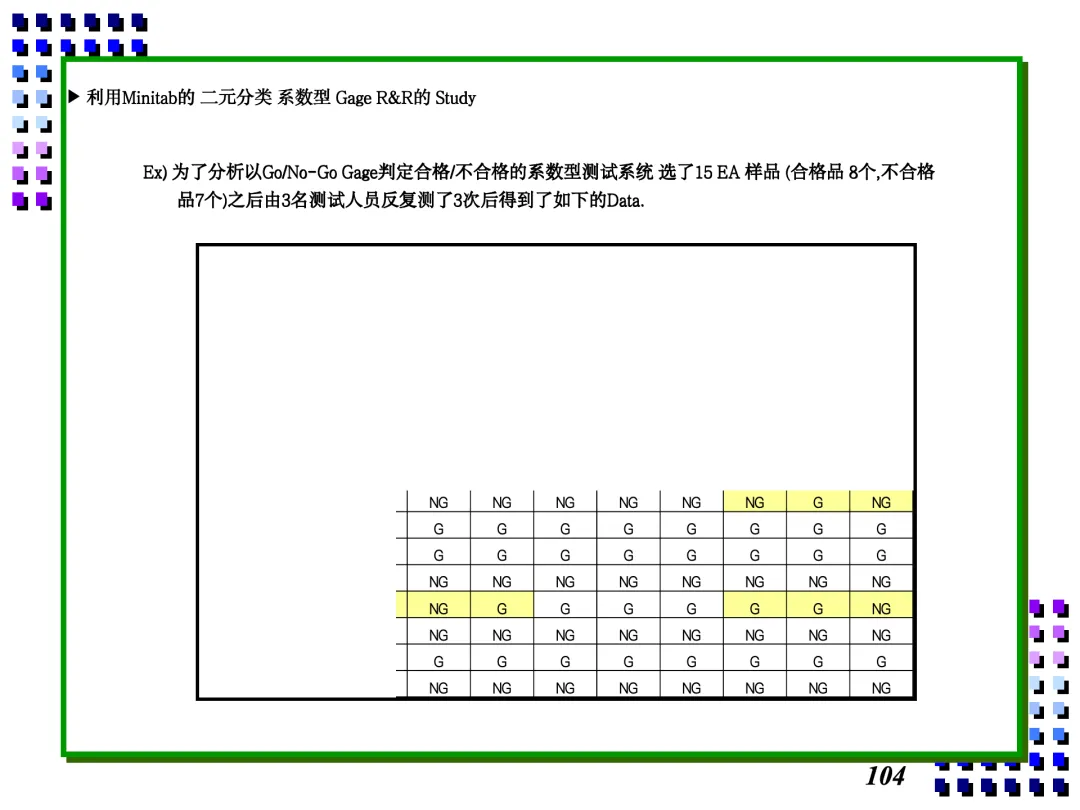
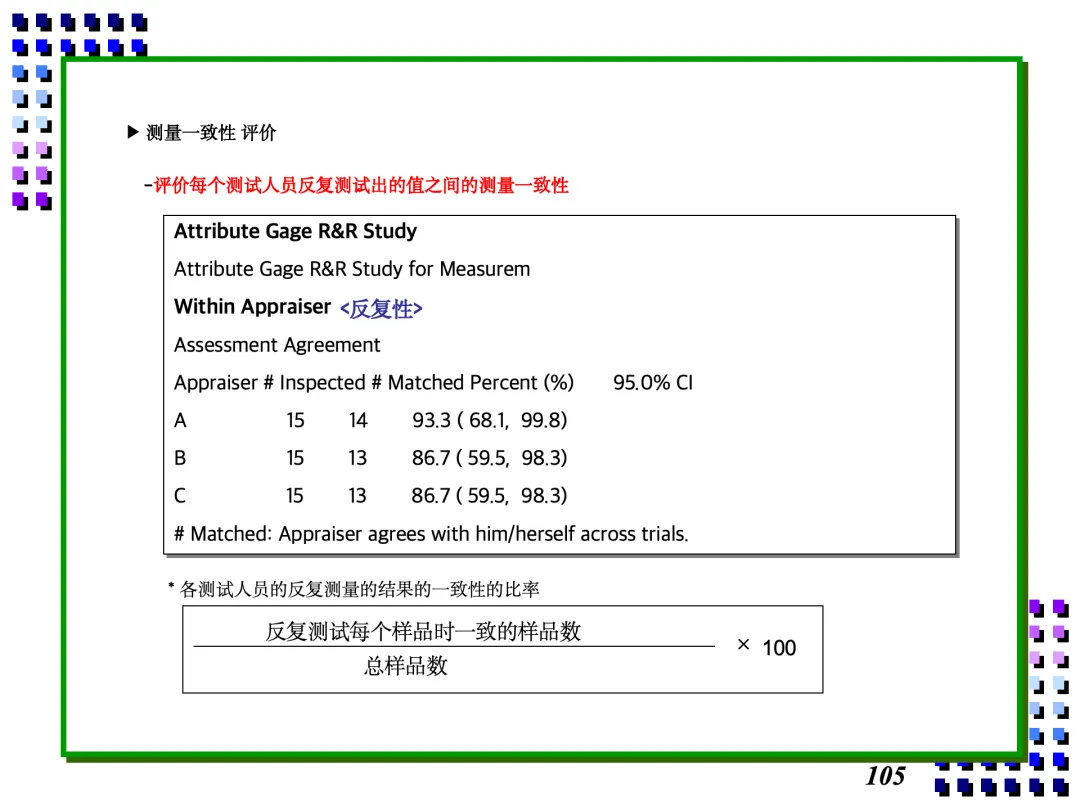
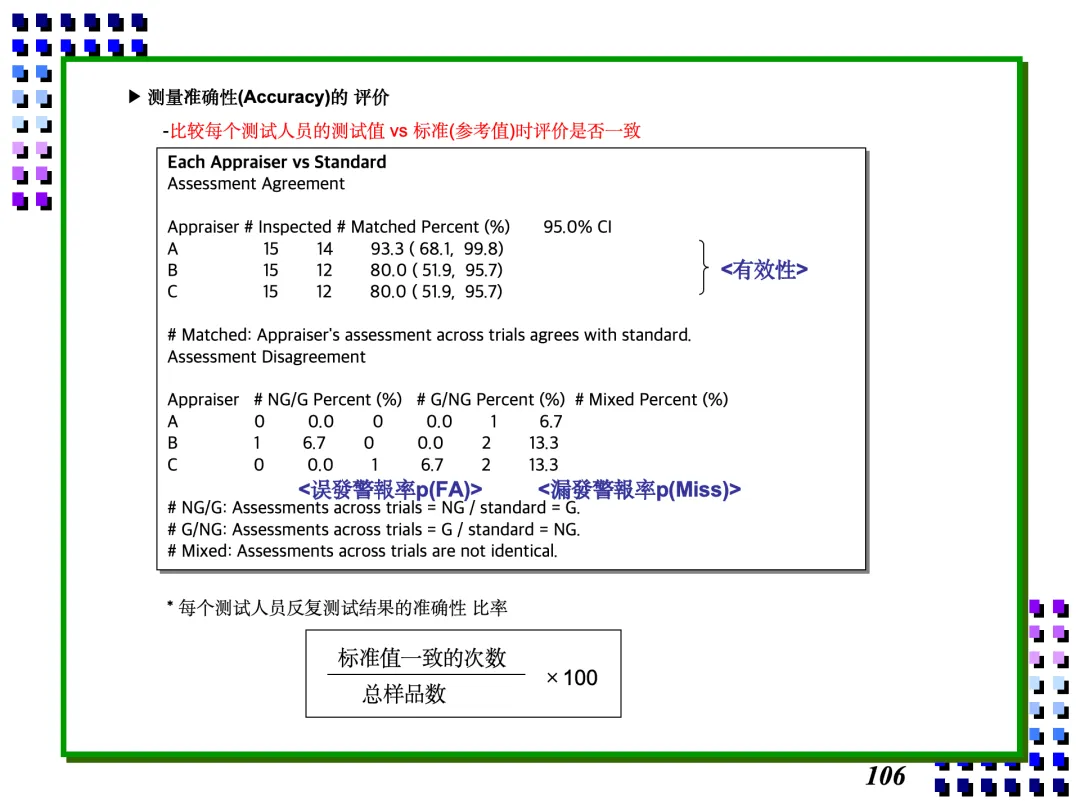
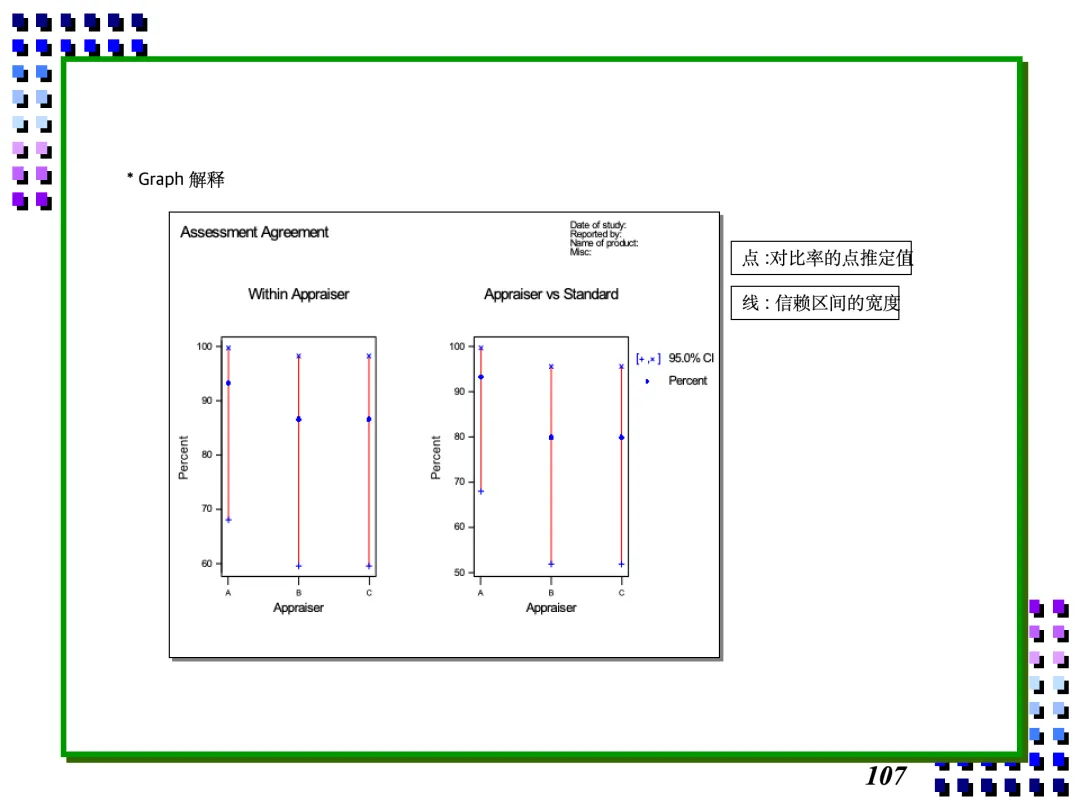
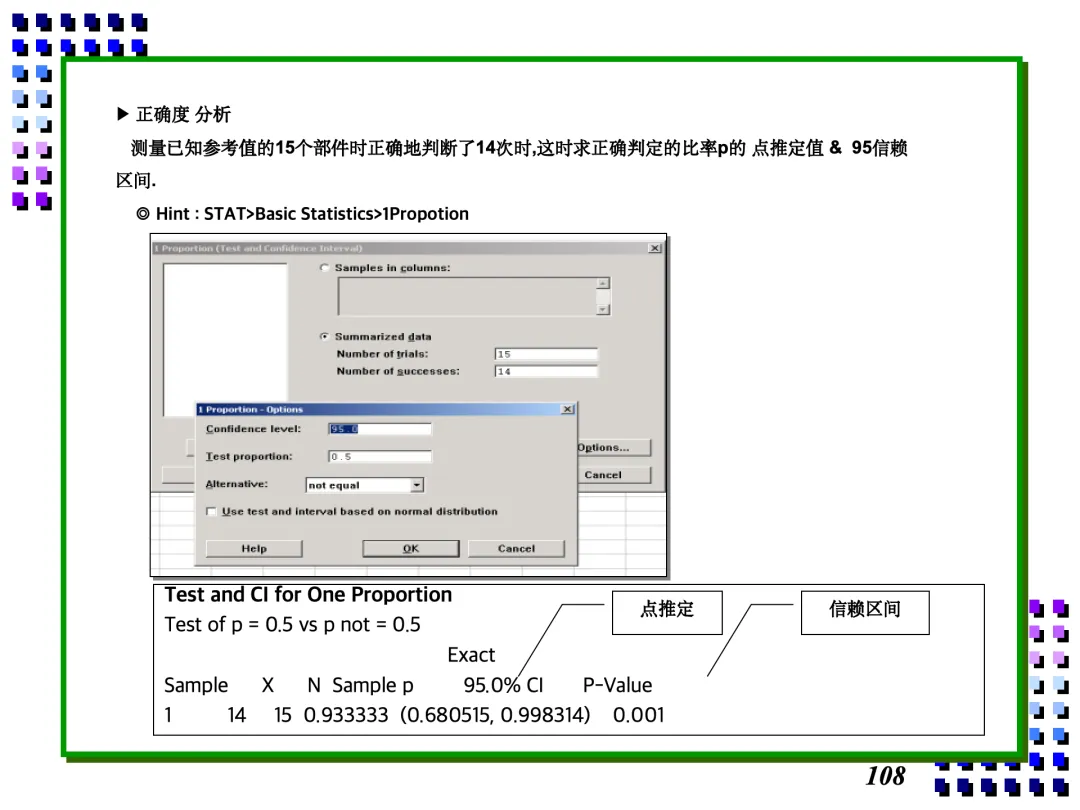
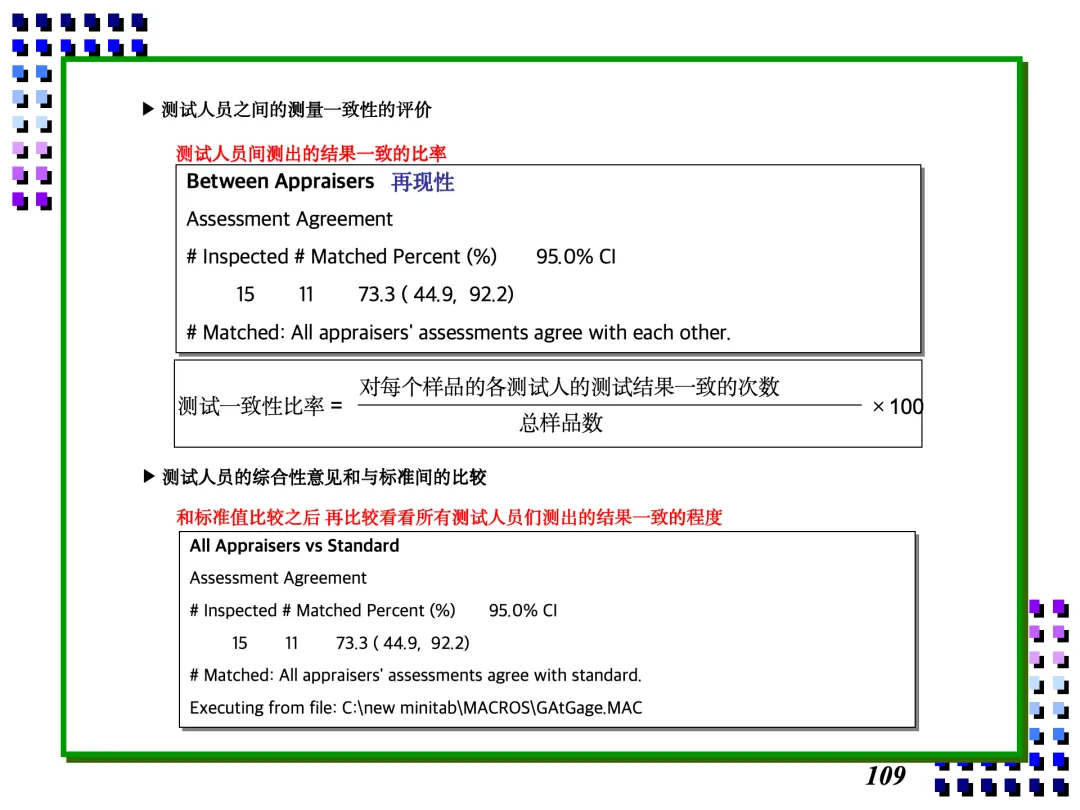
ndc(可区分的类别数): ndc = 1.41 × (PV / GRR),一般要求大于5。对于以"是"和"不是"为计数基础的定性数据,其GR&R考察的概念是与定量数据一样的,但方法上完全不同。定性数据测量系统的能力,取决于操作员判断的有效性,即将"合格"判断成合格、将"不合格"判断成不合格的程度。1. 有效性(Effectiveness, E): 即判断"合格"与"不合格"的准确性。E = 实际判断正确的次数 / 可能判断正确的机会次数。2. 漏判的几率(Probability of miss, P-miss): 将"不合格"判为合格的机会。P(miss) = 实际漏判的次数 / 漏判的总机会数。3. 误判的几率(Probability of false alarm, P-FA): 将"合格"判为不合格的机会。P(false alarm) = 实际误判次数 / 误判的总机会数。4. 偏倚(Bias, B): 指漏判或误判的偏向。B = P(false alarm) / P(miss)外观检验量测分析,两个人(小宝、志明),15个样本,重复两次。Within Appraiser(重复性/自身一致性):小宝:15个样品,15个一致,100%(95%置信区间:81.9%到100%)志明:15个样品,14个一致,93.3%(95%置信区间:68.1%到99.8%)Each Appraiser vs Standard(准确性/与标准比较):Assessment Disagreement(不一致分析):漏判次数、误判次数、混合次数(同一操作员多次测量结果不一致)。Between Appraisers(再现性/操作员之间一致性):15个样品,11个所有操作员一致,73.3%(95%置信区间:44.9%到92.2%)All Appraisers vs Standard(所有操作员与标准比较):注意: 上面的判断基准根据Project的目标有可能变更。例如,不良率0.1%改善到0.001%的课题,检出率必须为100%。满足指数40%改善到60%的课题,如果检出率是70%以上就可以被选择。基本上,达不到100%时,必须调查其原因。Kappa = (Pobserved - Pchance) / (1 - Pchance)Kappa Rater A = 操作员A的自身一致性Kappa Rater B = 操作员B的自身一致性Kappa Between Raters = 操作员之间的一致性差劲的属性测量系统,几乎总是可以归咎于差劲的操作定义。 操作定义不清,操作员就无法准确判断。常态(Nominal):包含不具有排序基础或可以分别出量的差别的数字。例如:部门A、B、C;机器1、2、3;运输类型:船、火车、飞机。顺序(Ordinal):包含可以分等级的数字,但是不能根据该标度推断出数字之间差别。例如:产品性能——优秀、很好、好、一般、差;品尝试验——味淡、辣、很辣、辣得难受;客户调查——强烈满意、满意、不满意、强烈不满意。
本文来自网友投稿或网络内容,如有侵犯您的权益请联系我们删除,联系邮箱:wyl860211@qq.com 。