加工中心是由数控系统控制的高效自动化机床,从数控铣床发展而来,其核心特征在于配备刀库并通过自动换刀装置实现多工序加工能力。
与传统数控铣床的最大区别在于,加工中心具有自动交换加工刀具的能力,工件在一次装夹中可完成铣削、钻孔、镗孔、攻螺纹等多种工序的加工。
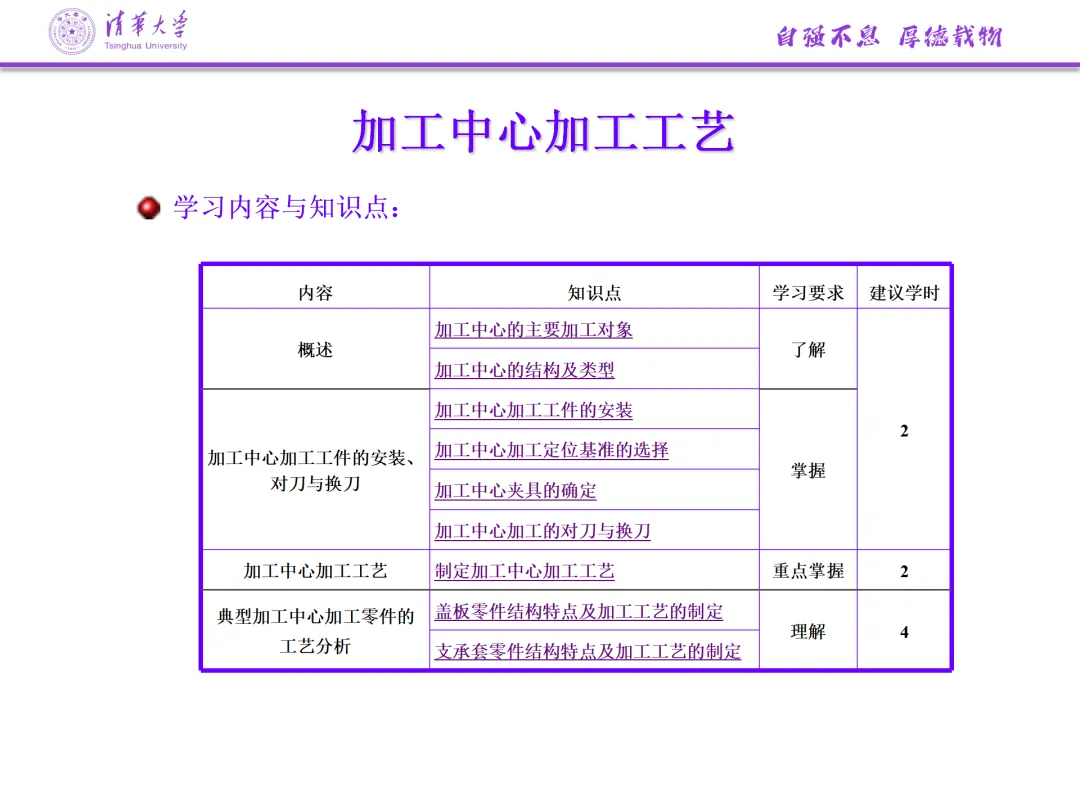
一、加工中心的主要加工对象
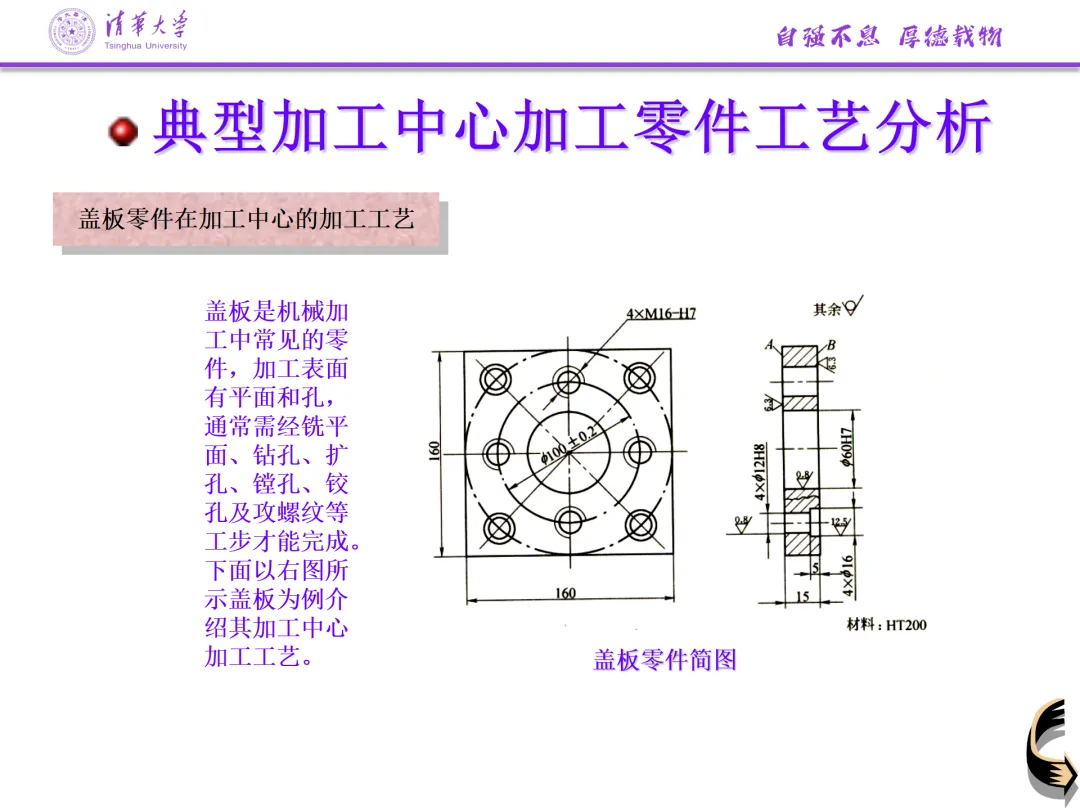
加工中心因其工序高度集中的特点,适用于多种类型的零件加工。首选加工对象是既有平面又有孔系的零件,如箱体类零件(组合机床主轴箱、泵壳等)和盘、套、板类零件。
复杂曲面类零件也是重要的加工对象,包括凸轮类、整体叶轮类和模具类零件,这类零件需要三轴以上联动控制才能完成加工。
此外,外形不规则的异形件、周期性投产的零件、加工精度要求高的中小批量零件以及新产品试制中的零件,都是加工中心的典型加工对象。这些零件的共同特点是:在普通机床上加工需要多次装夹、工装复杂,而在加工中心上一次装夹即可完成大部分甚至全部加工内容。
二、加工中心的类型与选择
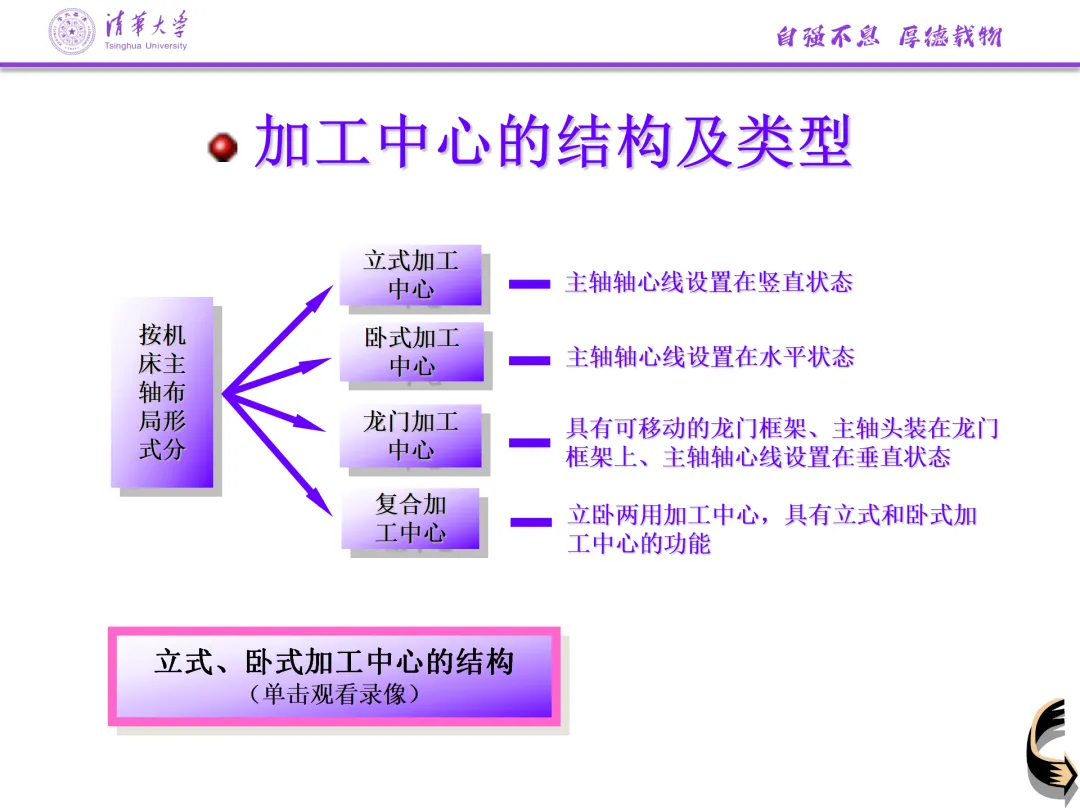
加工中心按主轴在空间所处的状态可分为立式加工中心和卧式加工中心。
1、立式加工中心的主轴垂直于工作台,适用于加工板材类、壳体类工件及模具加工;
2、卧式加工中心的主轴与工作台台面平行,其工作台多为数控回转台,可在一次装夹中通过工作台旋转实现多个加工面的加工,适用于箱体类零件。
按加工精度分,有普通加工中心(定位精度10μm左右)和高精度加工中心(定位精度2μm左右)。
在选择加工中心时,需综合考虑零件类型、加工精度要求和经济效益,从经济性角度考虑,若立式加工中心能完成,则优先选用立式加工中心。
三、加工中心的加工工序划分
加工中心加工一般包括开料、粗加工、精加工等多个工序。
1、粗加工阶段使用铣削、钻孔、镗孔等工艺去除工件表面多余材料,使工件形成近似产品轮廓的形态;
2、精加工阶段则根据工件要求进行精细加工,以达到高精度加工要求。
在加工顺序安排上,应遵循“先粗后精”“先面后孔”的原则,若零件的尺寸精度要求较高,则采用同一表面粗加工、半精加工、精加工次序完成;
若位置公差要求较高,则全部加工表面按先粗加工、后精加工分开进行。
同时,在不影响精度的前提下,应采用刀具集中原则减少换刀次数及空行程,按最短路线安排加工顺序。
四、加工中心工艺设计的关键要素
加工中心工艺设计涉及多个关键环节。
1、零件图样分析是首要步骤,需要详细分析零件的几何形状、尺寸精度、表面粗糙度、材料及热处理要求等。
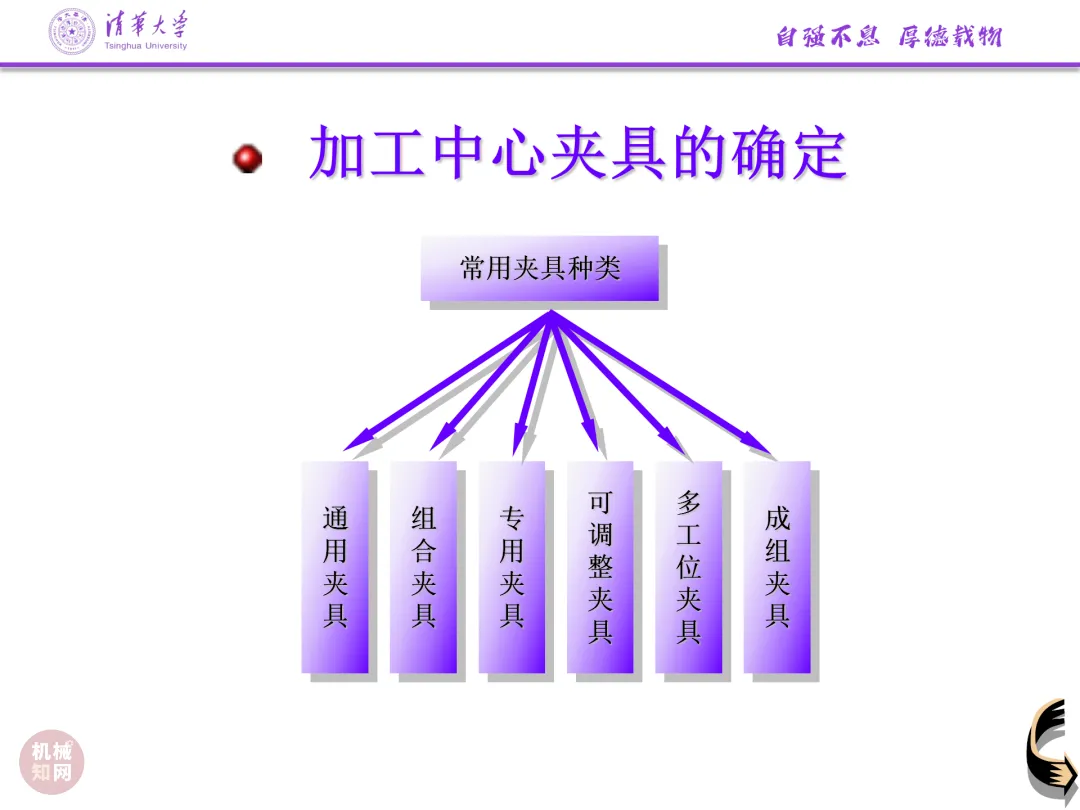
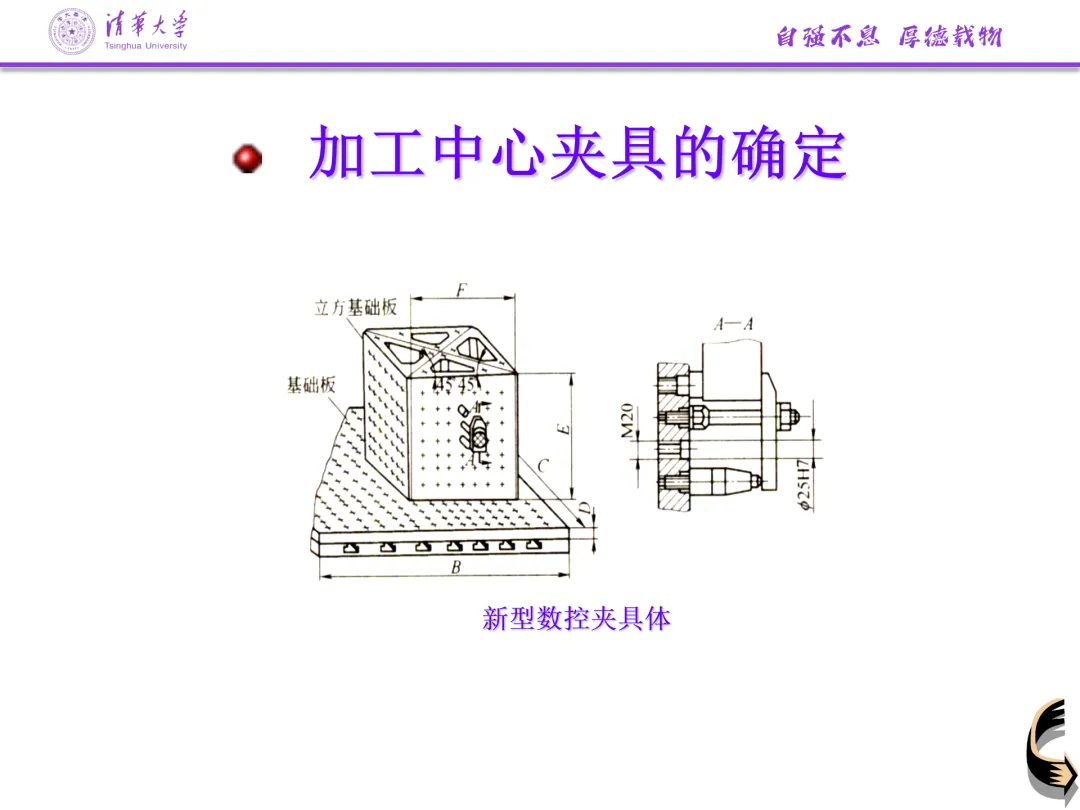
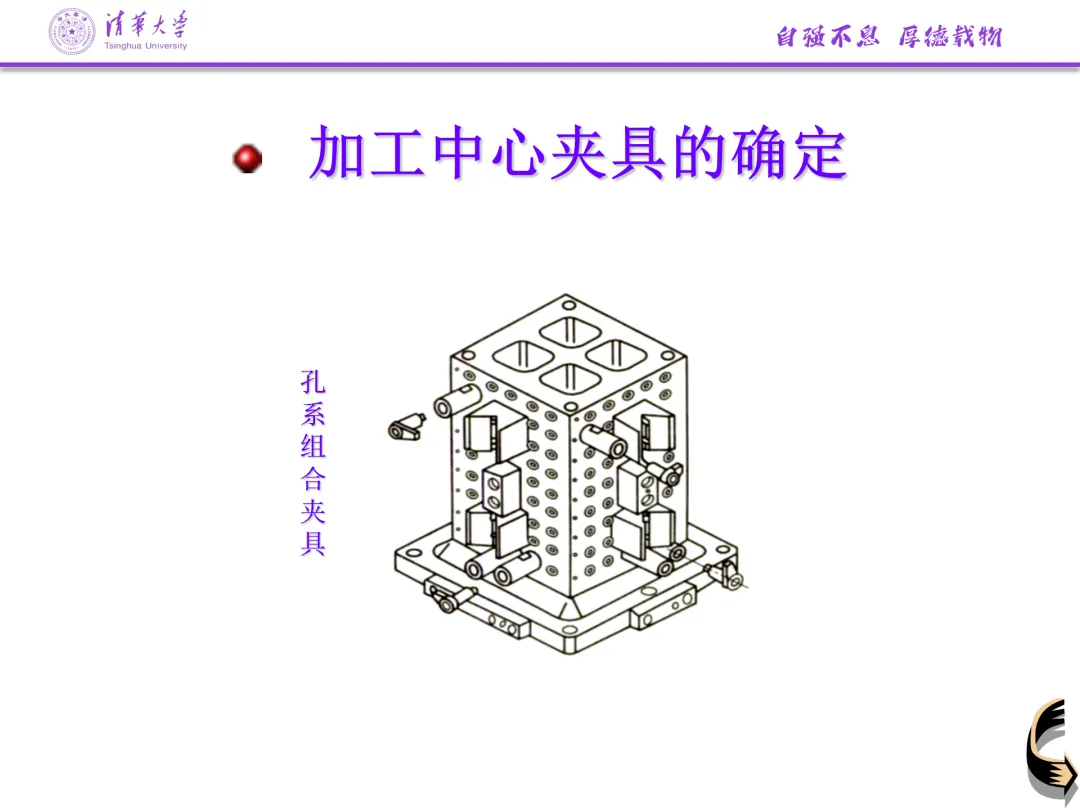
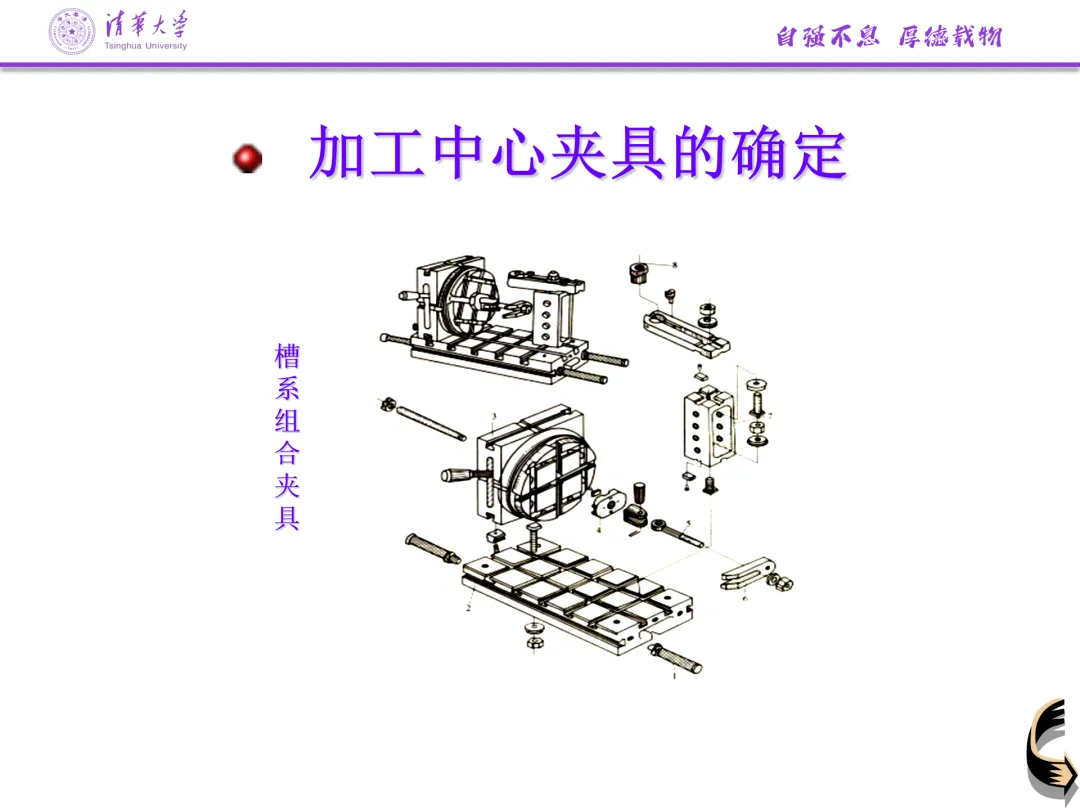
2、装夹方案的确定必须保证最小的夹紧变形,夹具不能与刀具轨迹发生干涉,并考虑机床主轴与工作台面之间的最小距离。
3、刀具选择需根据零件材料、尺寸和加工需求确定合适的类型和规格,同时注意刀柄与机床主轴的匹配。
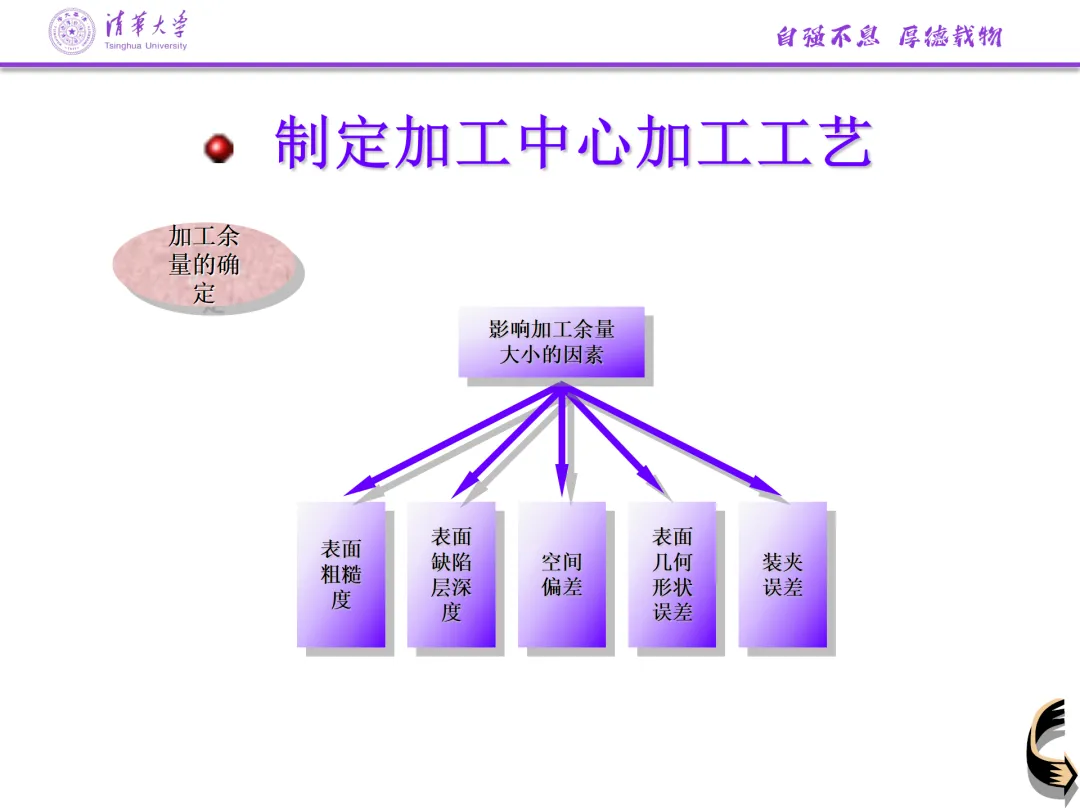
4、切削用量的设定需综合考虑刀具材质、工件材料、机床功率等因素,以平衡刀具寿命和加工效率。
5、冷却液的使用在加工过程中起到冷却、润滑和清洗作用,对于提高加工质量和效率具有重要意义。
50万+工程师都在看↓↓↓
1. 回复【动图】领取10000+个机械动图及视频包
2. 回复【CAD】领取800GAutoCAD全套视频教程
3. 回复【UG】领取800G的UGNX全套视频教程
4. 回复【SW】领取800G的Solidworks全套教程
5. 回复【机械设计】领取800G(非标)机械设计资料