我们都经历过那种“凌晨两点的电话”。客户一句话,批量退货,质量群里瞬间炸锅。现场更热闹,线末全检拉满,质检员眼睛都快看花了,还是会漏,漏了就返工,返工就排产崩,排产崩就交付崩……然后第二天晨会,大家又把矛头对准“为什么检验没拦住”。
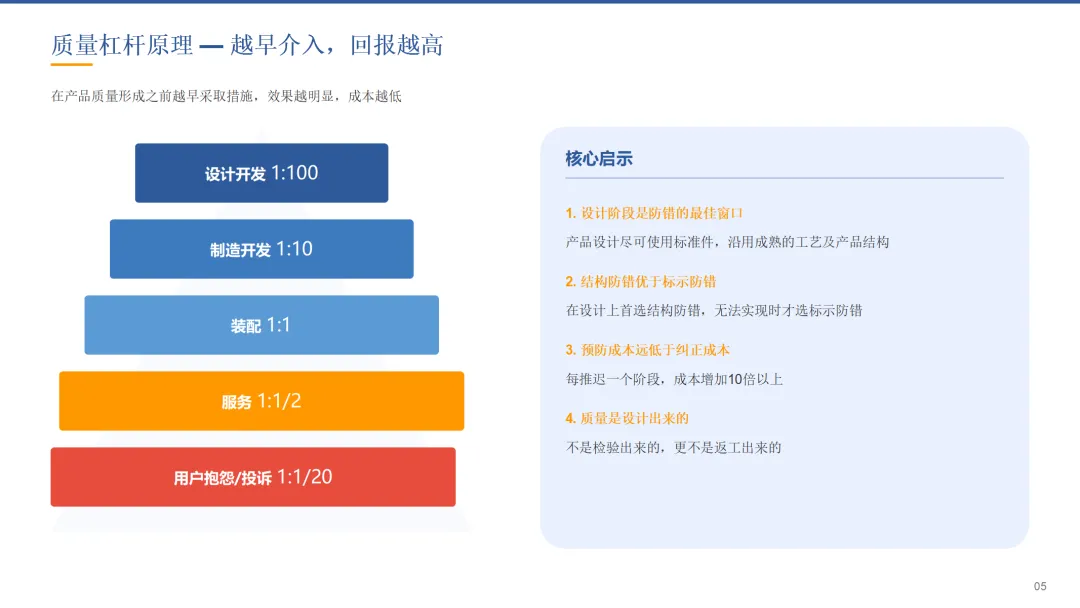
说真的,这种局我见太多次了。问题不是大家不努力,而是我们把质量这件事,放错了位置。你想想看,缺陷如果在源头只要1小时能处理,下游可能就变成100小时,到了客户端甚至能放大到10,000小时级别的代价。越往后,钱越像漏水一样止不住。
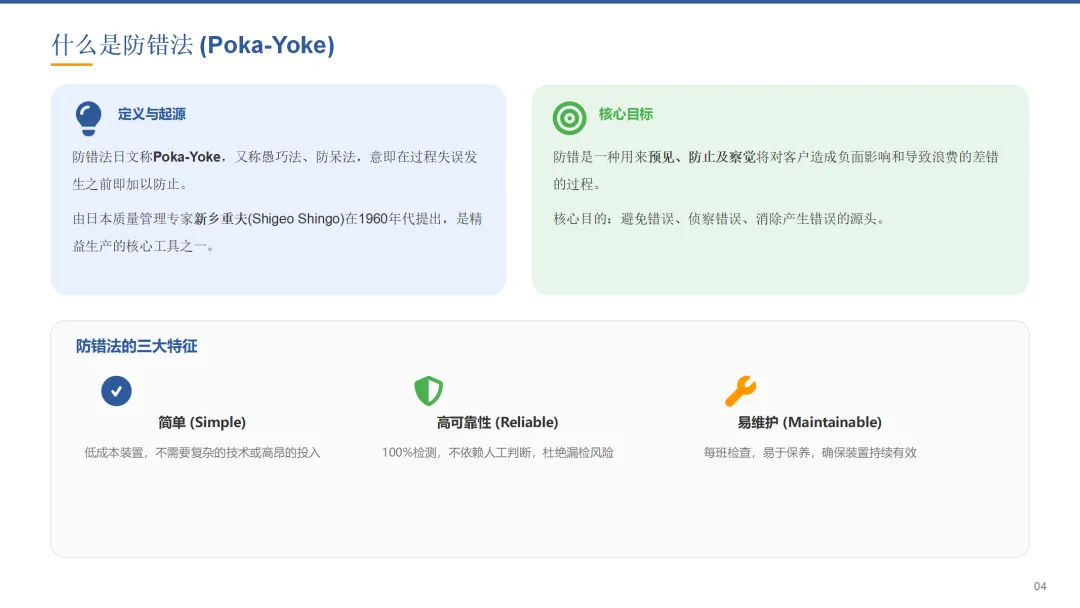
所以今天我们不聊玄学,就聊一个能把质量“左移”的硬工具,防错法 Poka‑Yoke。看完你至少能带走两样东西,一句能“敲醒团队”的心法金句,和一套明天上班就能落地的工具清单。
那么问题来了,我们为什么总是陷进全检的死循环里?
1别再迷信全检,检验位置决定你的质量成本
常见误区
线末加人、加工位、加夜班,搞“100%全检”,指望靠眼睛把缺陷拦在最后一道门。结果是成本高、节拍慢、还会疲劳漏检,更关键的是,缺陷早就被我们“制造”出来了。
正确做法
让检验“往前走”。从线末检验,升级到过程检验、自检,最终做到源头检验,把防错直接融进工艺和工装里,让错误在发生那一刻就被阻止。
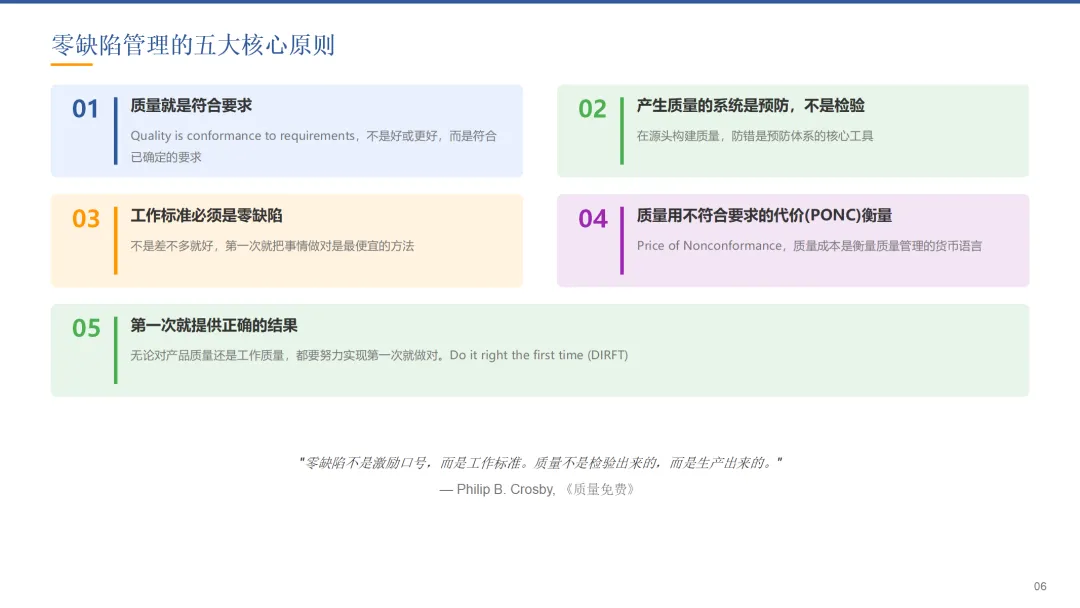
质量不是检验出来的,更不是返工出来的,质量是设计出来、过程里“长”出来的。检验放在最后,只能抓到“结果”,抓不到“原因”。
理解了检验位置的差异,接下来我们就把“防错”这件事说清楚,别让它停留在口号里。
2防错法到底是什么,我们用“三个关键词”对齐认知
预见
在失误发生前,把“可能出错的那一下”先想明白,别等NG出来才追。
防止
把工艺或产品设计成“无法被错误执行”,让错的动作做不出来。
察觉
就算真有偏差,也要在工序内即时反馈并阻断,而不是放它流到下道工序。
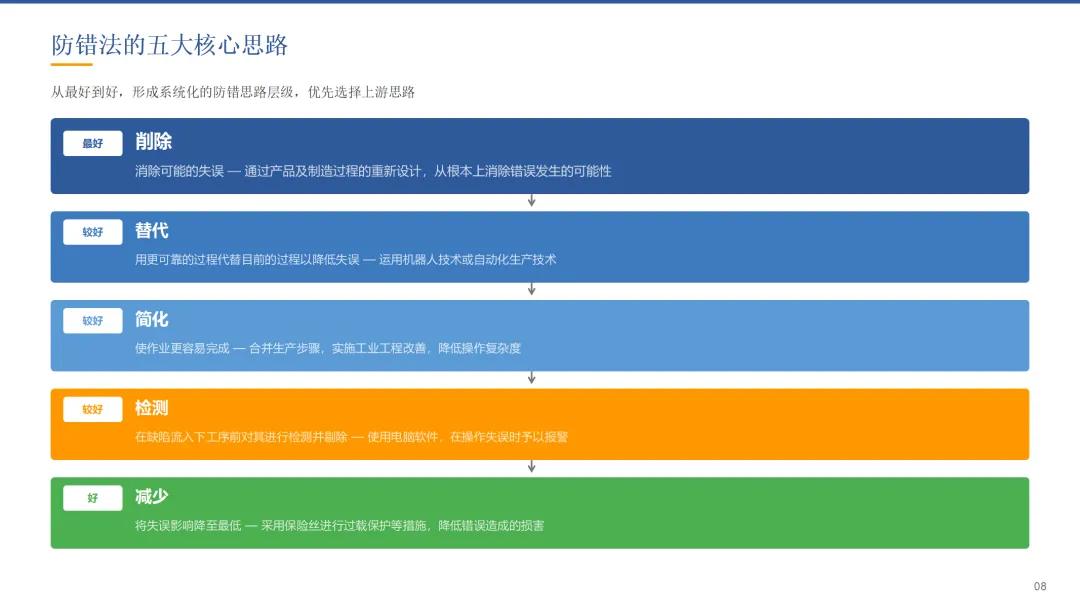
现场选防错思路,我建议我们按这条“从最好到好”的顺序走,越靠前越值钱,削除(重设计消灭错误)→ 替代(自动化替代不稳定动作)→ 简化(降低复杂度)→ 检测(工序内检测并剔除)→ 减少(降低损害)。别上来就做报警灯,那是最后的底线,不是目标。
防错不是“买装置”,更不是“装个报警”,它的前提是把差错原因看透。那我们就从人和过程里最常见的出错点开始拆。
3把人当人,差错“不是随机”,它有套路
📊 差错十大原因(你线体上肯定中了几条)
| | |
|---|
| | |
| | |
| | |
| | |
| | |
| | |
| | |
| | |
| | |
| | 量具不准或用法不对,数据看着“很科学”,其实很危险 |
人因出错的5个深层原因
新工人不熟、遗忘、固执不按SOP、缺乏标准、突发差错。培训里还强调过,十大原因里70%以上都跟人相关,所以我们做防错,别只盯设备,先把人的场景设计好。
对策方向(人因防错组合拳)
标准化作业(SOP)+ 目视化管理 + 自动化检测 + 培训与考核 + 设备预防维护。五个对策对五个原因,一一对应,别缺胳膊少腿。
我们把“错从哪来”说透了,下一步就要进入现场最关键的决策,怎么选原理、怎么选装置,才能把错误物理封死。
410大原理 + 4类方法,帮你把防错从“灵感”变成“选型”
10大防错原理,我们按“预防→辅助→缓和”记就行
保险
双手按钮、双人确认,动作必须同时/依序才能继续。
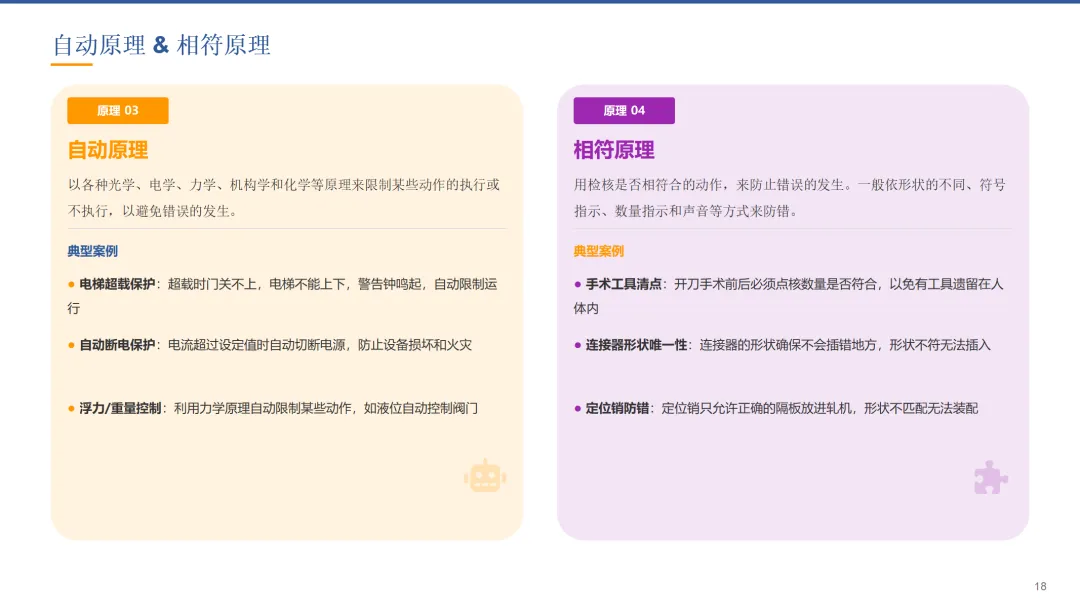
自动
超载不运行、超流断电,用物理规律替代人的自觉。
相符
形状/数量/符号对不对,一核对就知道,错的塞不进去。
复制
两次以上的动作,用复写/口诵/共用件,省时还不易错。
层别
颜色/粗细/特征区分左右件、高低配,目视就能分。
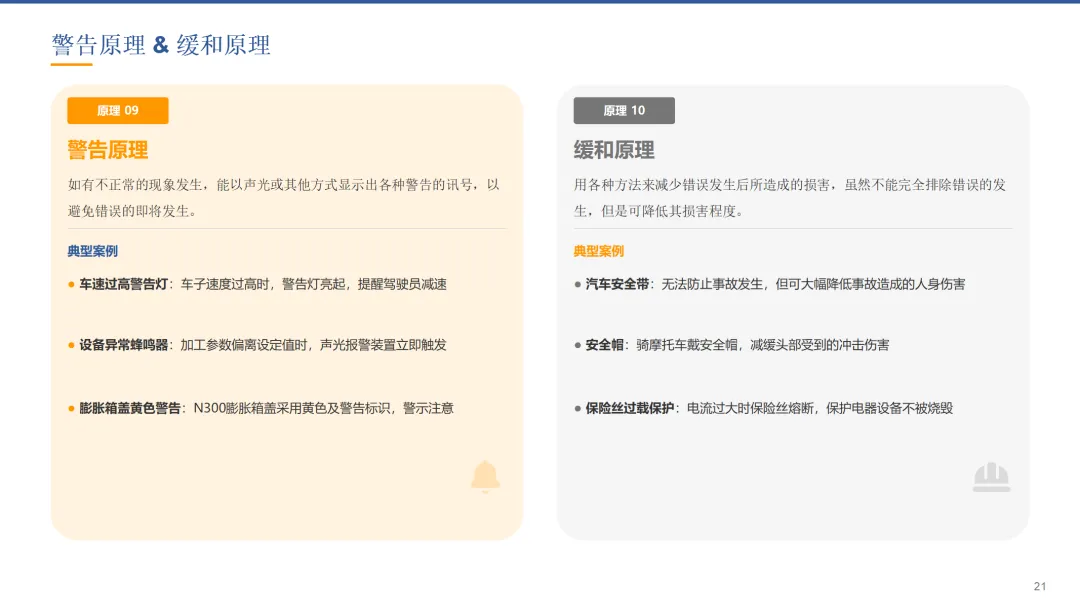
缓和
安全带、保险丝,错真发生了,也把损害压到最低。
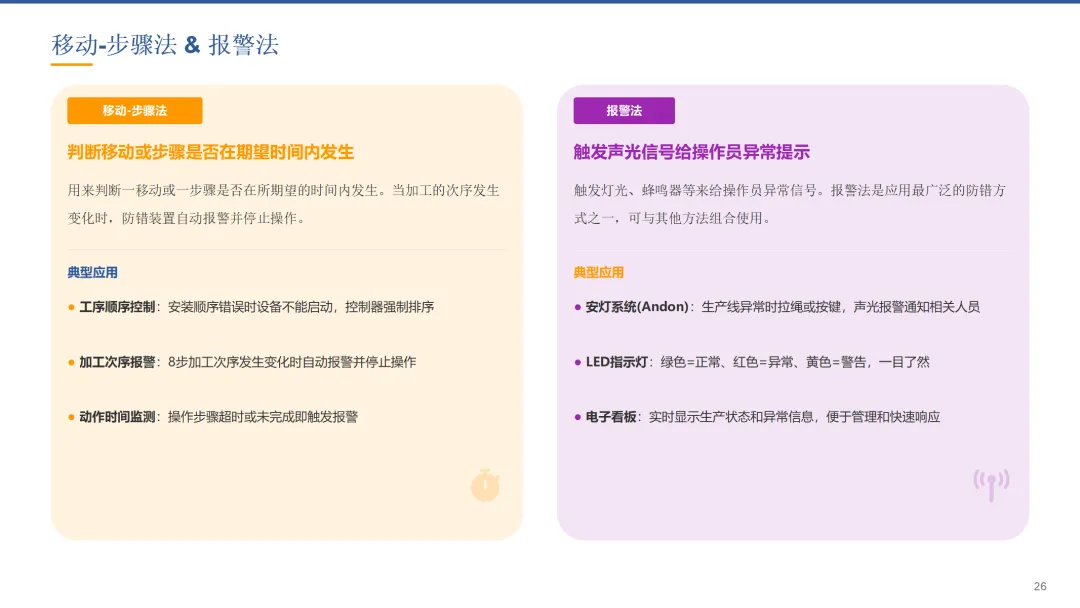
防错装置落地,别纠结“买啥传感器”先,先定方法,再定器件。四类方法我们培训里讲得很清楚,接触法(定位销、限位开关、光电/接近开关)适合存在性与到位判定,固定值法(计数/称重)适合防漏装与定量控制,移动-步骤法适合防跳步与顺序错误,报警法适合把异常及时拉出来,但最好跟前面三类组合用。
选型只是第一步,真正决定你能不能“长期零缺陷”的,是防错等级、点检验证和失效应对。那我们就继续往下,把管理闭环补齐。
5从P3到P1,把防错做成“体系”,不是“装置”
零缺陷不是激励口号,而是工作标准。我们要做的,不是让人更小心,而是让流程“对错误不友好”,让错误没有生存空间。
防错实施我建议直接按“七步法”跑PDCA,识别缺陷 → 原因分析(5Why/鱼骨图)→ 提出方案(用十大原理)→ 评估选择(成本/效果/可行性)→ 实施(工装+SOP+培训)→ 运行评估(数据验证)→ 标准化推广(横向复制到类似工序)。这里面最容易被偷懒的就是第6步和第7步,没验证、没标准化,防错就会沦为一次性项目。
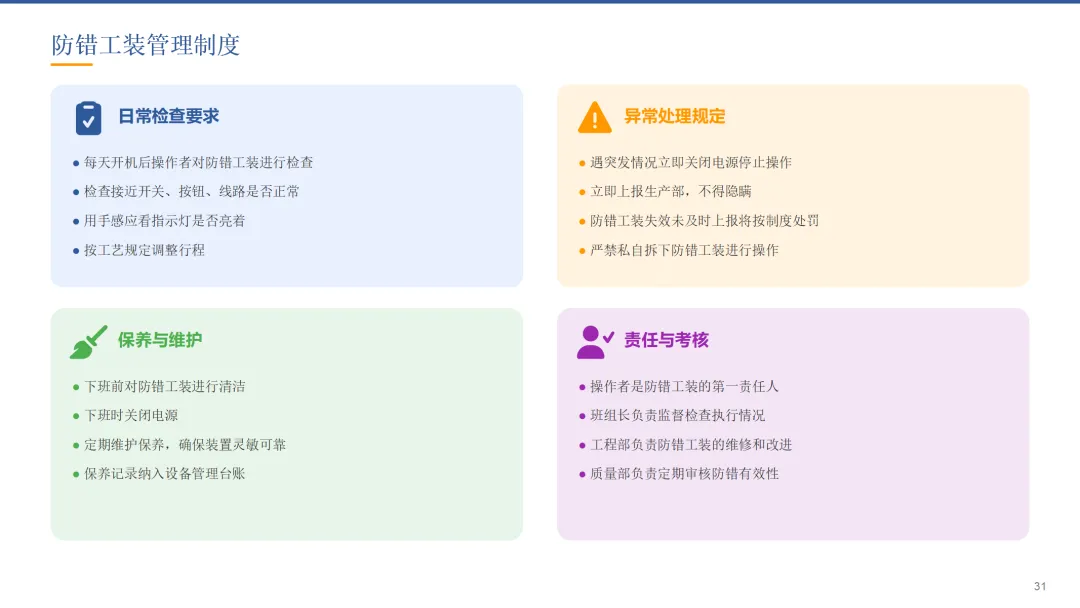
日常点检要点(工装管理)
每天开机后操作者先检查按钮、线路、传感器指示灯,按工艺要求调整行程,下班前清洁并关闭电源,定期保养校准。操作者是第一责任人,班组长监督,工程部维修改进,质量部定期审核有效性。
失效应对六步(必须写进制度)
发现失效 → 立即停机(A级防错必须停)→ 上报通知 → 临时措施 → 维修后用NG样件验证 → 验证合格再恢复生产。最忌讳的就是私拆防错继续干,那不是省事,是在攒事故。
另外,做汽车行业的朋友要特别注意,IATF 16949 对高风险工位的防错是强制项,关键特性(CC)必须有防止不合格发运的控制措施,验证记录也必须可追溯,审核员会盯着看。
传统防错能把大部分问题压住,但很多工厂现在又遇到新挑战,产品复杂度上来了、人手紧了、波动更快了。那我们顺着培训的最后一章,聊聊Poka‑Yoke 4.0怎么接上。
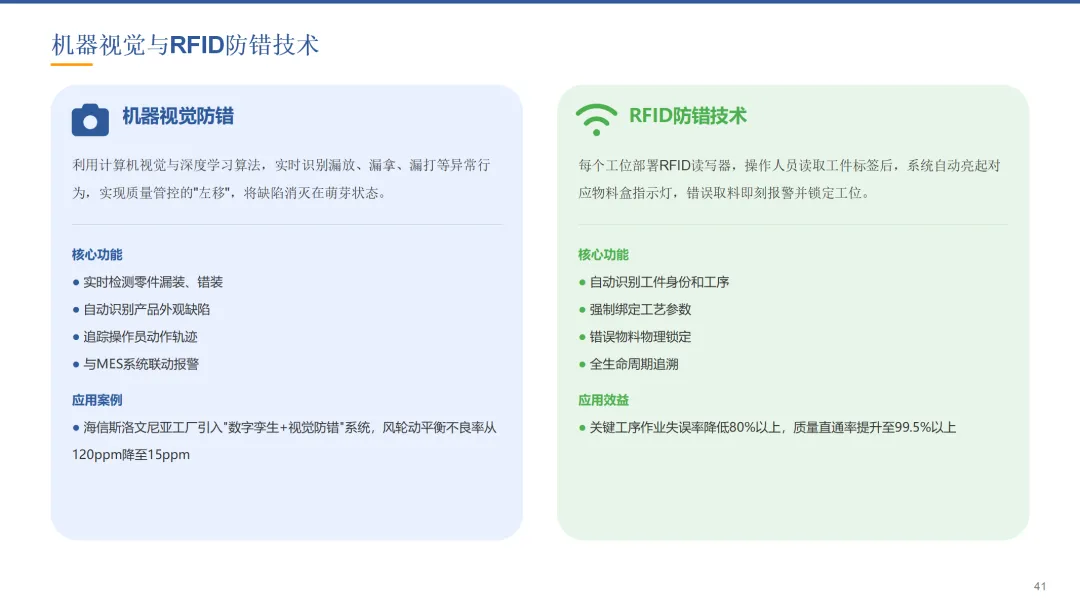
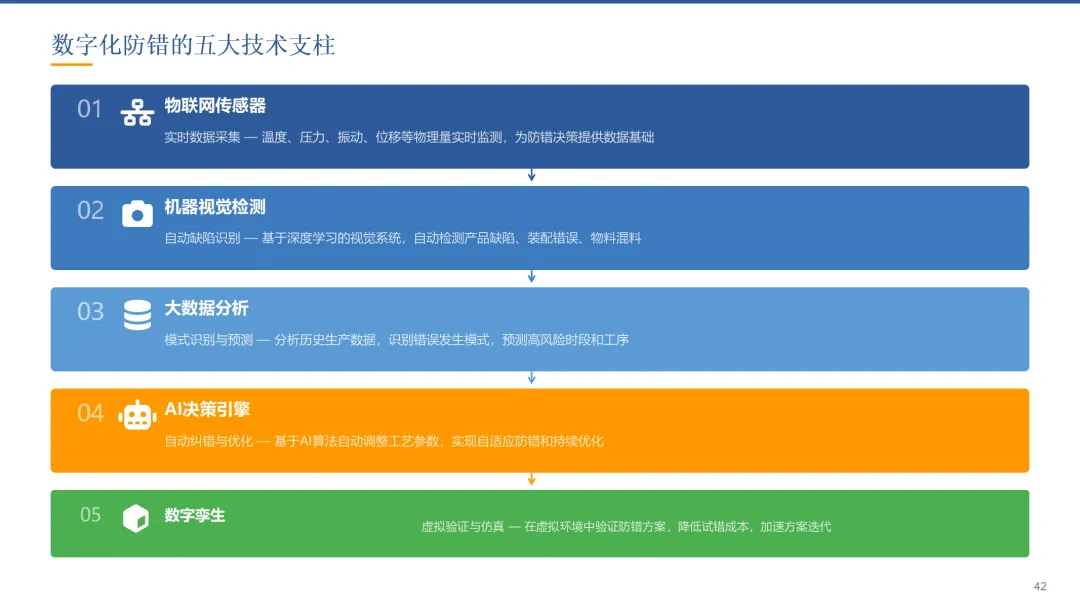
6Poka‑Yoke 4.0,数字化不是炫技,是把“预防”做到更早
关键提醒
AI不是替代传统防错,而是在它的基础上,让预防更早、反应更快。
几个很实在的结果,某电子企业焊接缺陷率下降35%,某电池企业不良率从3.2%降到0.8%,还能节省专职质检人力。我们别被数字冲昏头脑,关键还是那句话,先把传统防错(尤其P1)打牢,再用数字化把盲区补上。