本文数据来源:公开技术报告、OEM白皮书、IEC/GB标准、公开学术论文及行业公开资料声明:本文不含任何未公开商业机密数据,仅供技术交流使用© EDC电驱未来 | 转载请注明来源
新能源商用车正在经历史无前例的技术跃迁。随着重卡、中卡、城市物流车电动化进程加速,电驱桥已从乘用车延伸而来的"改良品",演变为商用车专属的核心总成。在这场技术竞赛中,一个问题越来越清晰:传统水冷外壳已经走到了功率密度的天花板,而油冷电机,正成为突破这道门槛的关键钥匙。
然而,油冷并非把水换成油那么简单。密封、绝缘、油液管理、热管理耦合……每一个环节都是工程难题。本文将从技术原理出发,系统梳理商用车电驱桥油冷电机的核心设计技术点、主流方案、存在的挑战与解决路径,以及未来的发展走向。内容面向主机厂技术人员和行业研究者,数据均来自公开技术资料与行业验证案例。
────────────────────────────────────────
第一章为什么必须用油冷?
要理解油冷的必要性,必须先理解商用车电驱桥的热负荷有多极端。
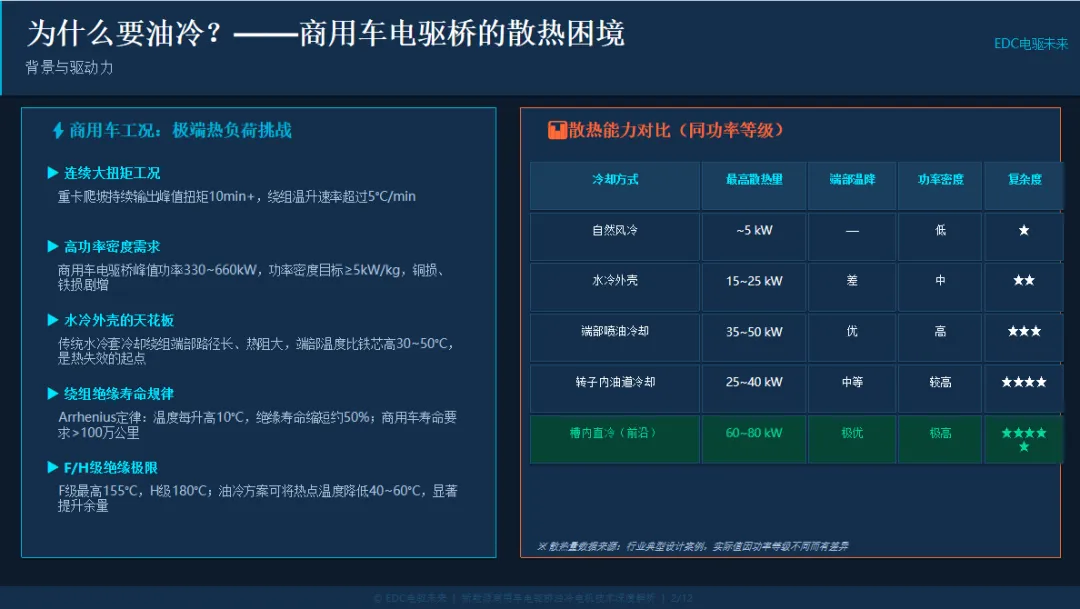
1.1 商用车工况的热挑战
一台满载49吨的重型货车在坡道上持续爬坡10分钟,电机需要持续输出额定扭矩的120%以上。在这种工况下,电机绕组的铜损耗(I²R)以极快速率转化为热量,绕组温升速率可超过5°C/min。
◆ 连续大扭矩工况:重卡爬坡需持续输出峰值扭矩10min以上,绕组发热量极大
◆ 高功率密度目标:峰值功率330~660kW,功率密度目标≥5kW/kg,热流密度剧增
◆ 端部热点问题:水冷外壳冷却路径长,绕组端部比铁芯温度高30~50°C,是热失效起点
◆ 寿命要求苛刻:商用车要求运行寿命>100万公里,绝缘系统必须长期可靠
根据Arrhenius热老化定律,电机绝缘材料温度每升高10°C,寿命缩短约50%。这意味着,如果端部绝缘温度从155°C(F级上限)降低至125°C,理论寿命可提升8倍。这就是油冷的价值所在。
1.2 水冷外壳方案的局限性
冷却方式 | 最高散热量 | 端部冷却效果 | 功率密度 | 工程复杂度 |
自然风冷 | ~5 kW | 很差 | 低 | 低 |
水冷外壳 | 15~25 kW | 差 | 中 | 中 |
端部喷油冷却 | 35~50 kW | 优 | 高 | 较高 |
转子内油道 | 25~40 kW | 中等 | 较高 | 高 |
定转子组合油冷 | 60~80 kW | 极优 | 高 | 高 |
槽内直冷(前沿) | 60~100 kW | 极优 | 极高 | 极高 |
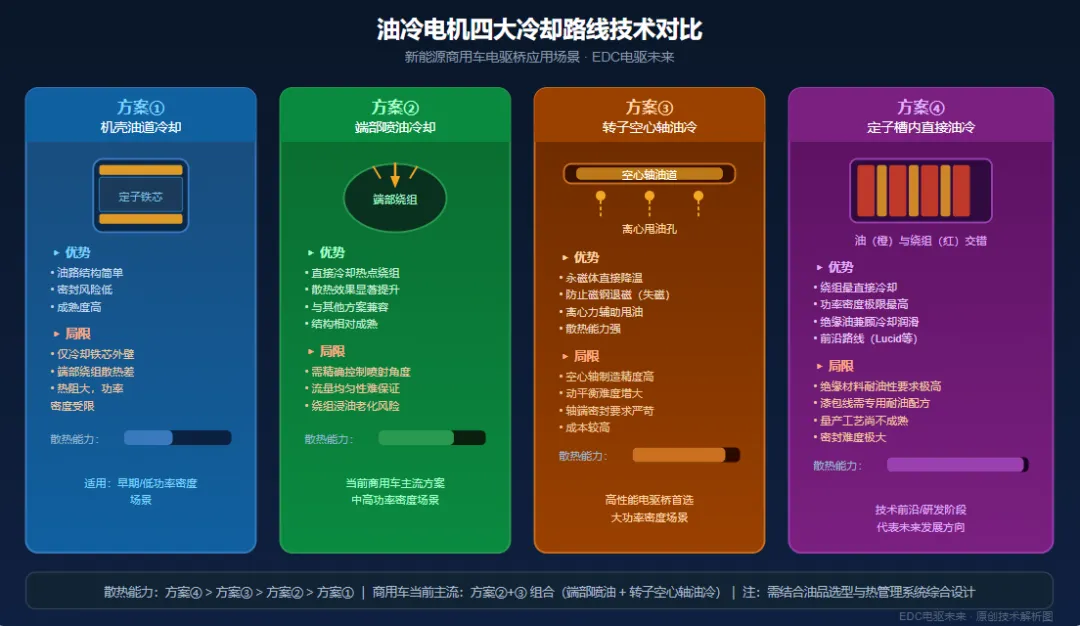
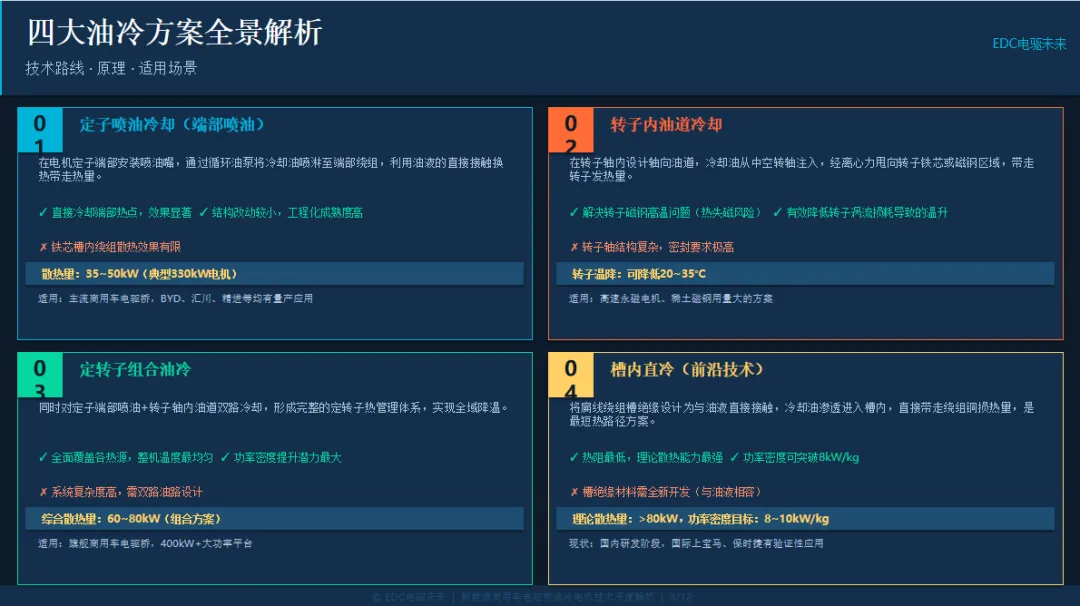
▲ 图1:四大油冷方案冷却路线对比示意图
────────────────────────────────────────
第二章四大油冷方案全景解析
2.1 方案一:端部喷油冷却
端部喷油冷却是目前商用车油冷电机中工程化成熟度最高的方案。其基本原理是:在电机定子两端安装环形喷油嘴,由电动油泵驱动,将冷却油直接喷淋至端部绕组表面,油液通过直接接触换热带走热量,最终流入底部油底壳,经板换降温后循环使用。
【技术要点】核心技术指标散热量:35~50kW(典型330kW电机)端部温降:与水冷方案相比,可降低端部热点温度40~60°C油泵功率:150~300W(占整机0.05~0.1%)量产代表:比亚迪电驱桥(商用车版)、汇川HD320、精进EM260系列
2.2 方案二:转子内油道冷却
转子内油道冷却的核心思路是解决转子侧的热问题,特别是永磁体(磁钢)的高温风险。方案通过在中空转轴内设计轴向油道,冷却油从轴端注入,在离心力作用下沿径向甩向转子铁芯或磁钢槽,带走转子的涡流损耗热量。
◆ 转子磁钢温降:可降低磁钢工作温度20~35°C,显著降低高温退磁风险
◆ 关键难点:旋转密封(转轴进油密封)在高速下的密封寿命,是技术瓶颈
◆ 适用范围:稀土磁钢用量大、转速高(>10000rpm)的高性能方案
2.3 方案三:定转子组合油冷
定转子组合油冷是同时对定子端部喷油和转子轴内油道进行双路冷却的综合方案,能够实现全域温度管理,是400kW级以上重卡电驱桥的主流选择。
◆ 综合散热量:60~80kW,是纯水冷方案的3~4倍
◆ 成本增量:相比纯水冷方案增加20~30%(主要是油路系统与密封组件)
◆ 开发周期:典型18~24个月,需与减速器油路系统协同设计
2.4 方案四:槽内直冷(前沿)
槽内直冷是行业公认的下一代技术高地。其原理是将扁线绕组的槽绝缘设计为允许冷却油直接进入电机槽内,与绕组铜线表面直接接触换热,实现最短热路径的冷却效果。
【技术要点】技术挑战与现状• 槽绝缘材料必须在油浸环境下长期保持电气绝缘性能,国内尚无量产方案• 功率密度理论上可突破8~10kW/kg,是当前主流方案的1.5~2倍• 国际上宝马i4、保时捷Taycan有相关技术验证,商用车领域国内处于预研阶段• 判断:2027~2028年有望在国内高端商用车平台见到首批量产应用
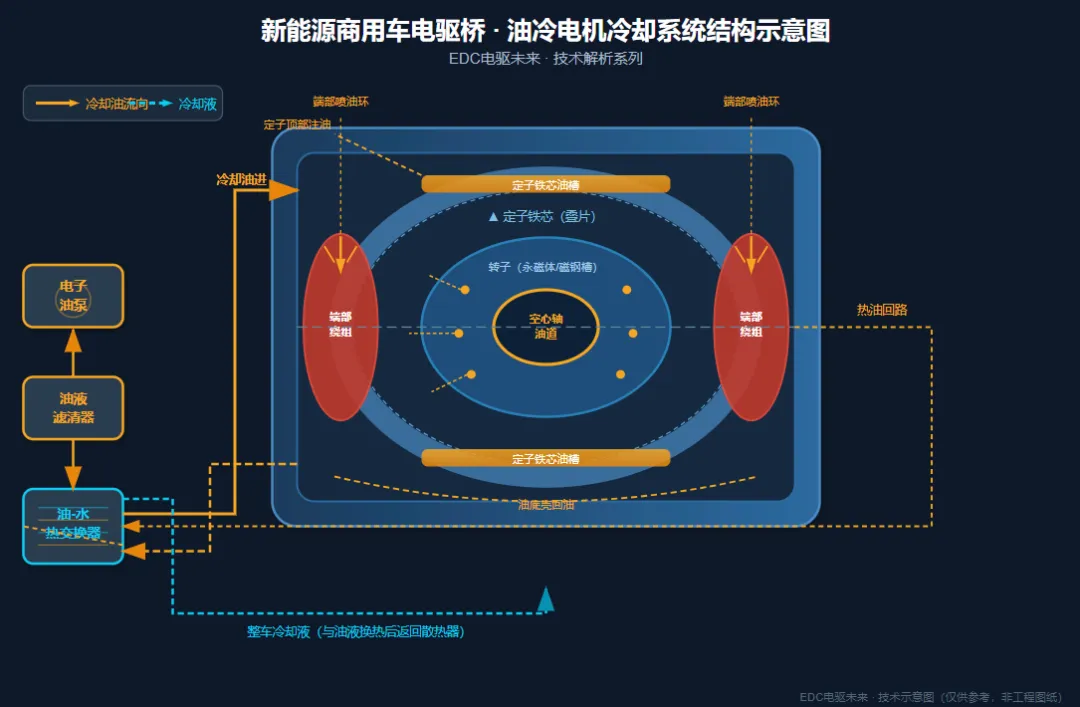 ▲ 图2:油冷电机冷却系统结构示意图
▲ 图2:油冷电机冷却系统结构示意图
────────────────────────────────────────
第三章核心设计技术点详解
3.1 扁线(Hair-pin)绕组技术
扁线绕组是油冷电机提升性能的基础。与传统圆线绕组相比,扁线的槽满率可提升至75~80%(圆线仅55~65%),意味着同样的槽空间内可以填充更多铜材,在相同电流密度下铜损降低15~20%,端部更整齐便于喷油散热。
◆ 层数选择:商用车常用4~6层Hair-pin,高功率方案可用8层
◆ 端部焊接:激光焊接是主流工艺,虚焊率需控制在<50ppm,否则高温下接触电阻急增
◆ 散热均匀性:整齐的扁线端部便于喷油均匀覆盖,散热均匀性指标>85%
◆ 国内代表:精进电动、苏州汇川、富士康电驱动均已实现扁线油冷量产
3.2 绝缘系统与油液相容性
这是油冷电机区别于水冷电机的最核心技术门槛之一。绝缘材料在长期油浸环境下的性能退化,直接决定了电机的寿命可靠性。
绝缘等级 | 最高耐温 | 典型材料 | 油冷适用性 | 主要应用场景 |
F级 | 155°C | 聚酯亚胺漆包线 | 勉强适用 | 轻型油冷早期方案 |
H级 | 180°C | 聚酰亚胺(PI)漆包线 | 推荐 | 当前商用车主流选择 |
C级(特种) | 200°C+ | PEEK绝缘/全氟聚合物 | 最优 | 高性能/极端工况 |
槽内直冷专用 | 220°C+ | 陶瓷涂层/特种浸渍漆 | 前沿 | 研发阶段 |
关键验证项目:绝缘材料在ATF(自动变速箱油)中85°C/1000小时静态浸泡后,介电强度保持率需>90%,绝缘电阻变化率<10%,体积溶胀率<3%。不同品牌ATF配方差异显著,需逐一验证,不可替代使用——这是很多团队踩过的坑。
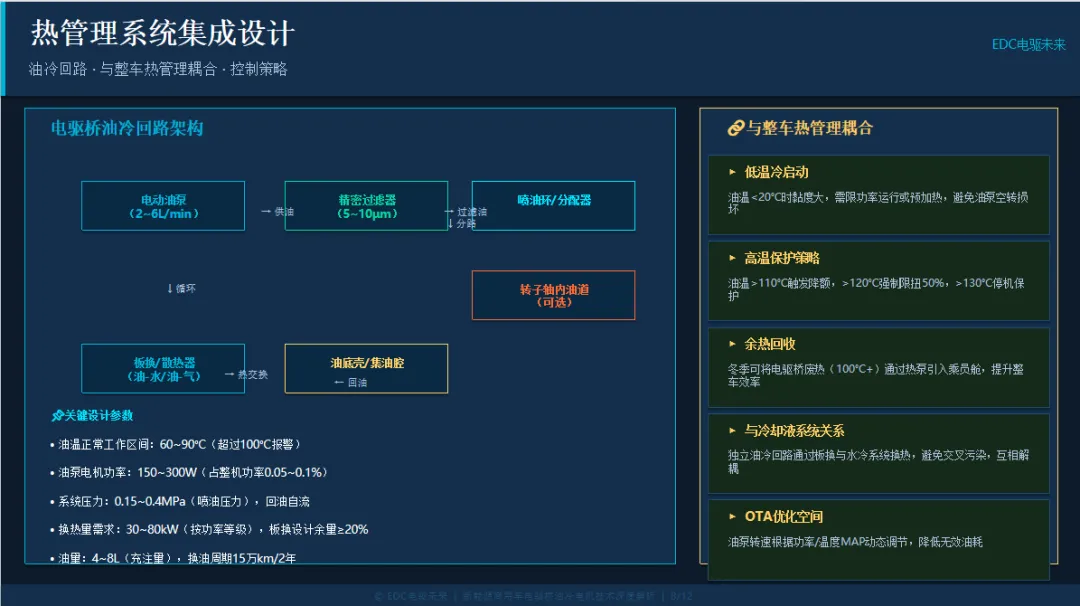
3.3 油液循环系统设计
◆ 油泵选型:电动螺旋泵,流量2~6L/min,压力0.2~0.5MPa,功耗150~300W
◆ 油道设计:必须经过CFD流体仿真,保证各喷嘴出口流速均匀(偏差<±10%)
◆ 过滤系统:5~10μm精密过滤,防止铁屑、磨粒污染绕组绝缘表面
◆ 油温控制:通过板换将油温维持在60~90°C工作区间,超过100°C报警
◆ 充注量:典型4~8L,换油周期15万公里或2年,以先到者为准
3.4 转子磁路与电磁优化
◆ 高频铁芯损耗:采用0.2~0.27mm超薄硅钢片,比传统0.35mm方案铁损降低20~35%
◆ 退磁风险管控:稀土钕铁硼磁钢工作温度需低于不可逆退磁温度20%以上
◆ 槽型优化:梨形槽/矩形槽组合设计,在槽满率与齿部磁密之间取得最优平衡
◆ 反电动势波形:THD控制<5%,减少高次谐波引起的额外铁损与铜损
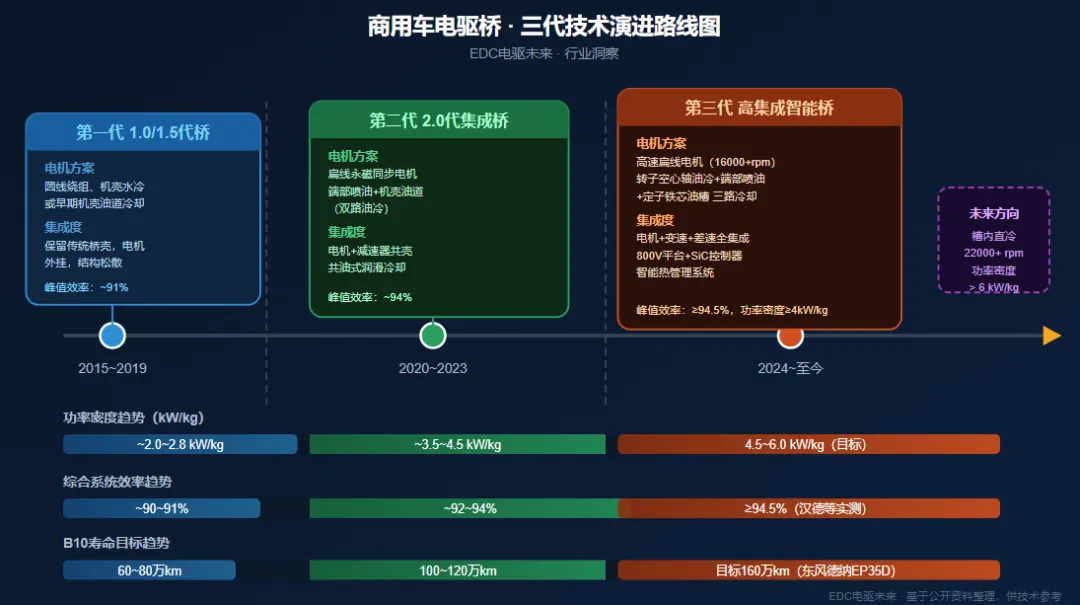
▲ 图3:商用车电驱桥技术演进路线图
────────────────────────────────────────
第四章六大核心技术难题与解决路径
油冷电机的理论优势显而易见,但工程落地却充满挑战。以下六大难题是行业内共同面对的技术壁垒,解决这些问题的能力,决定了各家企业油冷方案的最终竞争力。
难题① 密封失效风险
转子旋转密封是油冷电机最高风险的可靠性环节。骨架油封(Simmerring)需要在20,000rpm高速、150°C高温ATF环境下保持密封效果超过1500小时。橡胶材料的溶胀、弹簧力衰减、转轴表面磨损是三大失效模式。行业统计:密封失效占油冷电机早期故障的38%,是第一大故障类型。
解决路径:
◆ 材料升级:FKM(氟橡胶)替代NBR,耐温200°C,耐ATF溶胀性提升60%
◆ 多道密封:主密封+副密封+迷宫密封三级防护,总泄漏量<0.5mL/1000h
◆ 密封面处理:激光淬火(HRC60+)+超精密磨削(Ra≤0.2μm),寿命提升2倍
◆ 压力平衡:设计背压腔,将动密封两侧压差控制在0.05MPa以内
难题② 搅油损耗
转子高速旋转对油液的搅动产生额外机械损耗。在10,000rpm时,搅油损耗可达2~5kW,相当于整机效率损失1~2个百分点。这是油冷方案相比水冷的固有缺陷之一。
解决路径:
◆ 低黏油液:选用40°C运动黏度<10mm²/s的低黏冷却液,减少搅动阻力
◆ 油量控制:转子附近油位控制在<2mm,避免过多油液被转子卷入
◆ 转子防溅罩:部分方案增加转子防溅结构,将搅油损耗降低40~60%
难题③ 绝缘相容性验证周期长
完整的绝缘相容性验证需要经历:静态浸泡(85°C/1000h)+ 冷热循环(1000次)+ 电气耐压 + 振动 + 机械应力多轮组合测试,总周期长达6~12个月。每次更换ATF型号或绝缘材料批次,都需要重新验证。
解决路径:
◆ 建立标准验证流程:参照IEC 62114+OEM专项规范制定测试矩阵
◆ 提前锁定材料:ATF型号与绝缘材料供应商在方案评审阶段就锁定
◆ 加速老化试验:采用更高温度/应力进行等效加速,缩短验证周期至3~4个月
难题④ 轴电流与轴承腐蚀
逆变器的高频开关动作通过杂散电容在转轴上产生共模电压,形成轴承电流。轴电流超过200mA时会导致轴承滚道点蚀(EDM腐蚀),油冷环境下绝缘轴承的失效概率更高。
解决路径:
◆ 陶瓷球轴承:Si₃N₄陶瓷球代替钢球,阻断电流通路(绝缘电阻>10GΩ)
◆ 接地碳刷:在转轴末端安装导电碳刷,为轴电流提供低阻抗泄放路径
◆ 滤波优化:控制器侧增加共模滤波器,降低共模电压幅值
难题⑤ NVH噪声控制
油冷系统引入了额外的噪声源:电动油泵(1~3kHz机械噪声)、喷油冲击噪声(高频宽带)、以及油液在腔体内的流动噪声。叠加扁线绕组产生的谐波磁噪声,整体NVH水平比水冷方案约高8~12dB(A)。
解决路径:
◆ 油泵隔振:采用橡胶减振安装座+软管连接,隔振效率>20dB
◆ 喷油均匀化:优化喷嘴角度和流速,避免高速油束直接冲击绕组
◆ 磁噪声优化:扁线电机需专门进行谐波电流注入抑制,配合电机控制器开发
◆ 目标值:电驱桥总成1m距离NVH≤72dB(A)
难题⑥ 油液热老化管理
ATF在长期高温(>120°C)运行下发生氧化裂解,酸值升高会腐蚀漆包线表面,黏度变化影响散热效率。典型换油周期为15万公里或2年,但实际工况下运营车队的换油管理普遍不规范。
解决路径:
◆ 在线监测:集成油液电导率/黏度传感器,实时判断油液劣化程度
◆ 换油提醒:通过车联网推送换油提醒,代替固定里程/时间判断
◆ 油液选型:优先选用全合成配方,氧化稳定性寿命>20万km(高端方案)
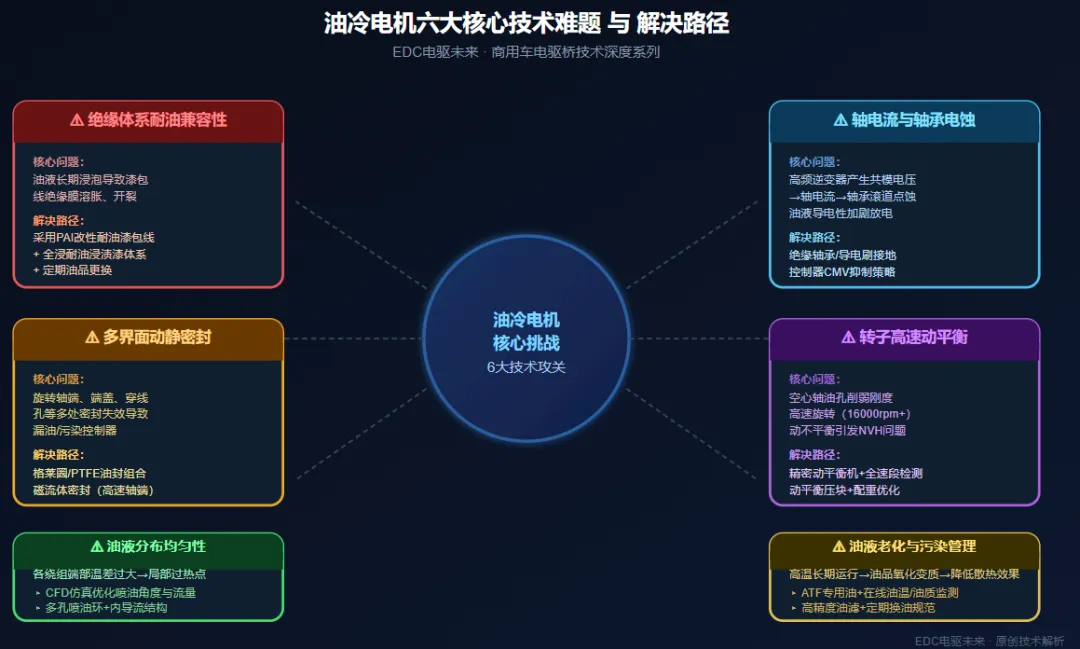
▲ 图4:油冷电机六大技术难题与解决路径总览
────────────────────────────────────────
第五章国内外技术对标
油冷电机是全球新能源商用车竞争最激烈的技术赛道之一。以下是主要玩家的技术方案对比(数据均来自公开资料):
企业/产品 | 冷却方案 | 峰值功率 | 功率密度 | 电机转速 | 技术特点 |
ZF EVplus(德) | 定转子组合 | 350kW | 5.5kW/kg | 14000rpm | 行星减速+油冷,旗舰方案 |
Dana TM4 | 端部喷油 | 300kW | 4.8kW/kg | 12000rpm | 扁线+ATF直喷,模块化 |
博格华纳 | 定转子组合 | 400kW | 5.8kW/kg | 16000rpm | 双电机iDM集成方案 |
汇川HD320(国产) | 端部喷油 | 320kW | ≥4.5kW/kg | 10000rpm | 量产代表,配套多家OEM |
精进EM260(国产) | 定转子组合 | 260kW | 4.2kW/kg | 9000rpm | Hair-pin+油冷自研 |
差距分析:国内方案在峰值功率上已接近国际水平,但功率密度、高速化(>15000rpm)、槽内直冷等前沿技术仍落后国际领先水平2~3年。更关键的是,绝缘材料、密封件等关键材料对进口依赖度仍超过60%,这是国内供应链最需要补课的环节,也是成本下降的核心瓶颈。
────────────────────────────────────────
第六章未来技术发展趋势(2025~2030)
趋势一:高速化 + 扁线普及(2025~2026)
电机转速向12000~15000rpm演进,配合更大传动比的减速器,在降低整车重量的同时提升系统效率。Hair-pin扁线绕组渗透率预计从当前的30%提升至2026年的60%以上,成为商用车电驱桥的技术标配。
趋势二:碳化硅(SiC)+ 800V高压平台(2026~2028)
SiC MOSFET将开关频率从当前的10~20kHz提升至50~100kHz,带来更低的导通损耗和更高的整机效率。但800V高压对绝缘系统提出了更高要求:dV/dt应力更大、局部放电风险更高,油冷绝缘材料需同步升级至C级以上。
趋势三:槽内直冷技术突破(2027~2029)
槽内直冷方案的量产化,核心瓶颈在于槽绝缘材料的国产化突破。预计2027~2028年,国内头部企业有望在旗舰重卡产品上推出首批槽内直冷量产方案,功率密度目标8~10kW/kg,将彻底改变商用车电驱桥的性能天花板。
趋势四:AI热管理 + 数字孪生(2028~2030)
基于实时温度场仿真的AI控制算法,将根据当前工况动态优化油泵转速、喷油流量和散热策略,替代当前的固定MAP查表控制。数字孪生技术将实现绝缘寿命预测,为运营商提供预测性维护方案,将非计划停机减少50%以上。
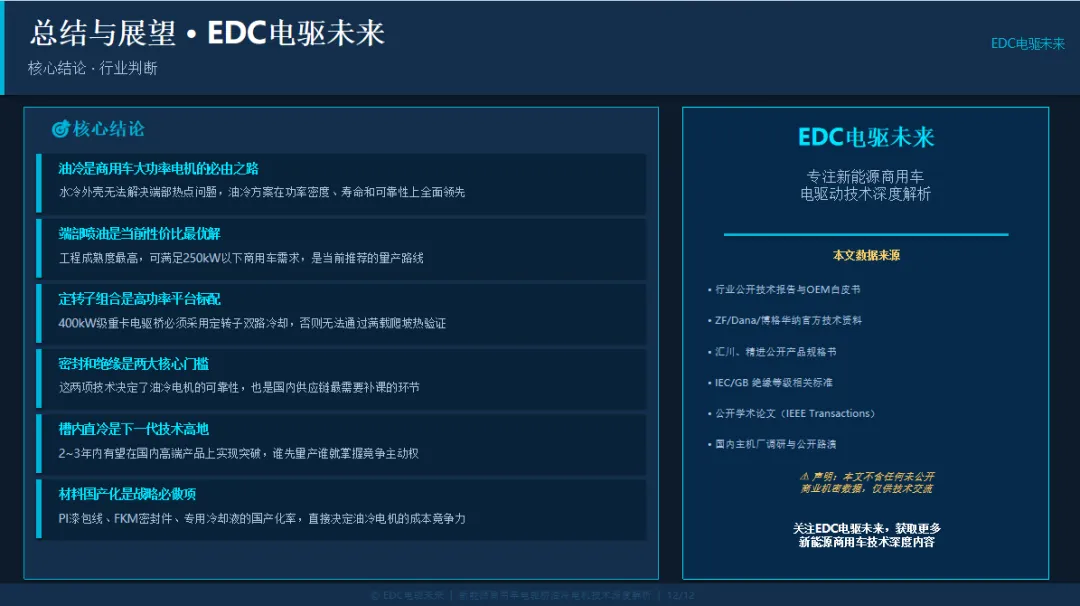
战略方向:材料国产化
PI漆包线、FKM密封件、专用电机冷却液三大关键材料的国产化,是影响国内油冷电机成本竞争力的核心变量。目前国产PI漆包线已实现部分量产,FKM密封件和高性能专用冷却液的国产化仍在突破阶段,预计2026~2028年陆续实现量产替代。
────────────────────────────────────────
总结:油冷是终点还是起点?
油冷电机对于新能源商用车而言,既是当前突破功率密度天花板的现实路径,也是通向更高性能平台的技术基础。端部喷油解决了今天的问题,槽内直冷指向明天的竞争高地,而材料国产化决定了谁能在这条路上走得更远、更快。
对于主机厂技术团队来说,现在最重要的事,不是追赶最前沿的槽内直冷,而是把端部喷油方案做到极致可靠,同时布局下一代的材料体系和密封技术。技术的跃迁往往不在于方案本身,而在于执行细节和供应链的深度配合。
────────────────────────────────────────