| | | | | | | | | | | |
|
| | | | | | | | | | | |
| | | | | | | | | | |
| | | | | | | | | | |
| | | | | | | | | | | |
| | | | | | | | | | |
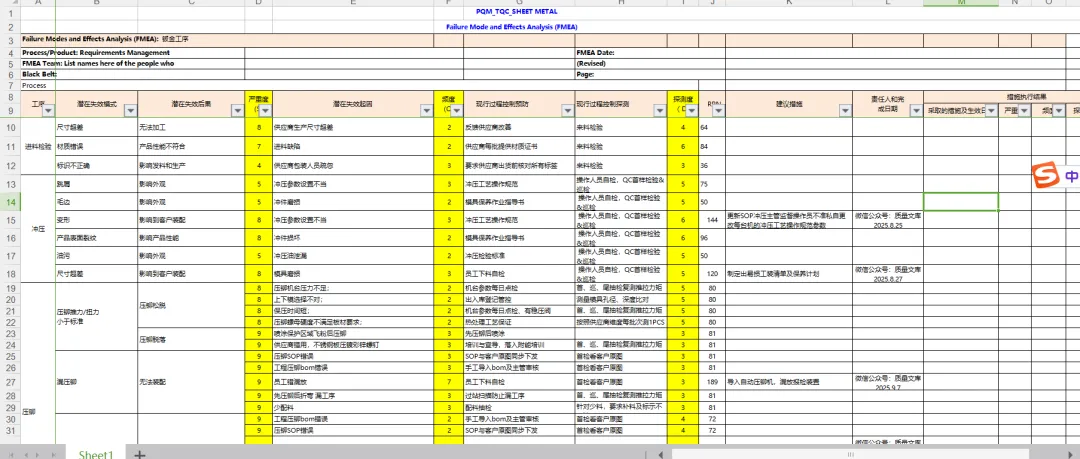
| | | | | | | | | 更新SOP冲压主管监督操作员不准私自更改每台机的冲压工艺操作规范参数 | |
| | | | | | | | | | |
| | | | | | | | | | |
| | | | | | | | | | |
| | | | | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| | | | | | | | | |
| | | | | | | | |
| | | | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| | | | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| | | | | | | | | | |
| | | | | | | | | | |
| | | | | | | | |
| | 局部清洗不干净,有积水、影响
功能,影响耐腐蚀性能,造成后
工序喷涂附着力不足,喷涂外观
不良 | | | | | | | | | |
| | | | | | | | |
| 多件悬挂、局部喷淋不到,如两个或
以上零件挂在一起,相互遮挡 | | | | | | | |
| 局部清洗不干净,有积水、影响
功能,影响耐腐蚀性能,造成后
工序喷涂附着力不足,喷涂外观
不良 | | | | | | | | | |
| | | | | | | | |
| 脱脂及预脱脂槽工序时间不足或超长
没有计时器或相关装备,采用手工方
式 | | | | | | | |
| | | | | | | | | | |
| 不上磷化膜,切口边不上磷化,
零件表面挂灰膜层疏松,影响与
涂层的结合力 | | | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| 清洗不干净,表面有残留清洗液
影响工序参数,进而造成喷涂产
品外观不良,及涂层附着力不良 | | | | | | | | | |
| | | | | | | | | | | |
| | 涂层较厚,产生附着力不足,造
成涂层脱落,生锈,存在外观及可
靠性问题,市场投诉等质量问
题;
较厚涂层可能影响安装尺寸,造
成安装风险 | | | | | | | | | |
| 返喷不合理,打磨后残粉未清洁干
净,返喷表面有可擦拭掉的粉状物质 | | | | | | | |
| 返喷不合理,用不合适的工具打磨,
打磨量太多,打磨过多,露出基材 | | | | | | 打磨控制不漏基材;
打磨漏基材,需要进行前工序
清洗处理,并控制返喷在24H
内完成返喷 | |
| 返喷不合理,打磨砂纸颗粒度大,表
面粗糙,不利于返喷附着,打磨砂纸
牌号不合理 | | | | | | | |
| 粉末烘烤不合理,中途停产(如中午
和下午吃饭休息时间),产品滞留在
烤炉中,表面发黄,涂层变脆 | | | | | | | |
| 粉末烘烤不合理,线速过快,烘烤时
间不足或炉子局部出故障 | | | | | | | |
| 原材料使用、存储不合理,采用华为
非资源厂家,违规操作,PCN管控不
足 | | | | | | | |
| | | | | | | | |
| 上挂区打磨的金属粉尘飘落入喷粉房
和未固化的零件表面 | | | | | | | |
| 涂层鼓包,带锈喷涂,冷轧板未经过
酸洗工艺或酸洗不彻底 | | | | | | | |
| | 喷粉压力不合理,出粉量太大,粉量
气压设置不合理,容易积粉、出现橘
皮等、膜厚不容易控制 | | | | | | | |
| | 喷粉距离不合理,喷枪距离工件过
近,手动持枪,距离较难把握 | | | | | | | |
| 手动喷涂一致性不足,手动喷涂,未
对操作员进行培训或要求,喷枪运行
线路杂乱无章 | | | | | | | |
| 无流化(粉体无流动)或过流化(开
水翻滚态),流化气压设置不合理,
影响供粉以及粉末雾化 | | | | | | | |
| 无保护效果,造成生锈,存在三
防可靠性问题,市场投诉等质量
问题 | | 喷涂保护未按SOP作业,或SOP指导
错误,研发图纸描述不统一或供应商
理解错误 | | | | | | | |
| | | | | | | | |
| 喷涂上挂不合理,铁丝,挂勾,吊具
选择不合理,SOP要求不明确或无要
求,导致工件挂点接触位置烤漆露
白,膜厚不良 | | 针对不同结构产品,选择不
同挂勾,吊具制定喷涂作业
规范 | | | | | |
| | | | | | | | |
| 喷枪放电针严重积粉,长时间使用,
未维护清理喷枪,导致粉末无法带上
负电荷,导致涂层膜厚不均匀 | | | | | | | |
| 喷枪放电针严重弯曲变形及断裂,长
度不够,长时间使用,未维护清理喷
枪 | | | | | | | |
| 喷枪喷出的粉末雾化不好,没有呈扇
形均匀分布,喷枪电压、雾化气压设
置不合理或喷嘴、文丘里管等破损 | | | | | | | |
| | | | | | | | |
| 喷枪电晕环表面存在积粉,降低粉末
带电效果,降低上粉率,长时间使
用,未维护清理喷枪 | | | | | | | |
| | 圆点或胶塞或螺丝装不到位,人工作
业,无准确定位,导致工件上的静电
孔及螺丝孔出现溢漆不良 | | | | | | 增加螺钉长度,保证有效螺纹
都进行保护,要求螺钉头必须
漏出,建议使用螺钉长度超过
50mm规格;
针对静电孔,要求胶塞长度大
于孔深度。 | |
| 漏白、连续性不良、尺寸超差
、芽孔积漆、保护区域飞粉
影响电一致性、三防可靠性、外
观不良 | | 作业员遮蔽漏工站,圆点或胶塞或螺
丝装不到位,导致工件上的静电孔及
螺丝孔出现溢漆不良 | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| | | | | | | | | | |
| | | | | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| | | | | | | | | | |
| | | | | | | | | | |
| | | | | | | | | |
| | | | | | | | | | |
| | | | | | | | |
| | | | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| | | | | | | | |
| | | | | | | | | | |
| | | | | | | | |
| | | | | | | | | | |