资料解读:《(77页PPT)智能制造加工技术第5章柔性制造技术》
详细资料请看本解读文章的最后内容。
柔性制造技术作为现代制造业的重要支柱,融合了数控技术、计算机科学、机器人工程及现代管理方法,其核心目标在于适应多品种、小批量或变批量的生产需求。所谓“柔性”,本质上是指制造系统应对产品变更的能力,这一特性在当前消费需求多样化、产品更新加速的背景下显得尤为关键。
从发展历程来看,柔性制造技术的起源可追溯至20世纪中叶。1950年,美国麻省理工学院研制出首台三坐标数控铣床,标志着机电一体化与数控技术的诞生。随后,计算机数控、群控系统、计算机辅助设计与制造、成组技术、工业机器人等关键技术相继涌现。1963年,美国MALROSE公司开发了世界上首条多品种柴油机零件数控生产线,成为柔性制造系统的雏形。1967年,英国MOLIN公司正式提出柔性制造系统概念并取得专利,标志着FMS技术体系的形成。截至近年,全球已有超过4000套FMS投入运行,我国自1984年开始研制,并于1986年引进首套系统,逐步推动该技术在国内的发展。
根据系统规模与投资强度,柔性制造设备可分为五个层次:柔性制造模块(FMM)、柔性制造单元(FMC)、柔性制造系统(FMS)、柔性制造生产线(FML)以及柔性制造工厂(FMF)。其中,FMM通常指具备自动化功能的数控机床,如加工中心;FMC由1-2台数控机床构成,配备工件缓冲区与自动上下料装置,具有“小型FMS”之称;FMS则通过多台数控设备集成,强化了控制管理与通信能力;FML专注于中大批量生产,采用专用数控设备,柔性较低但效率突出;FMF更将自动化扩展至全企业范围,实现设计、生产、仓储等全流程的智能化管理。
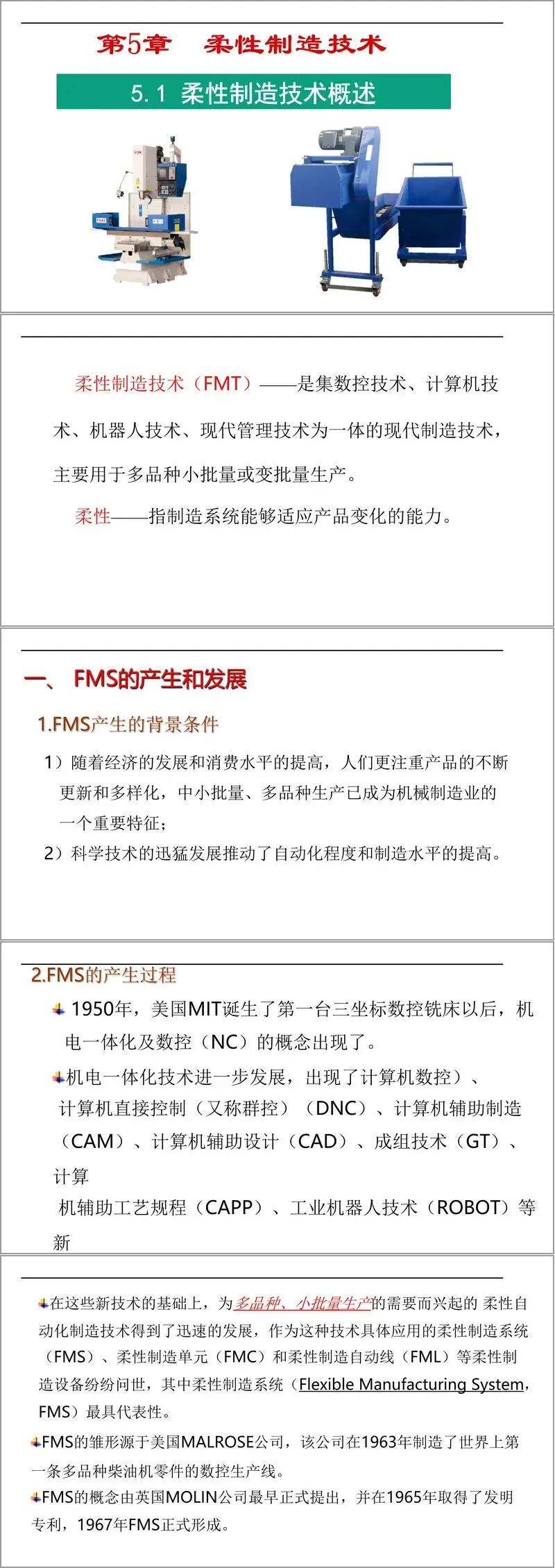
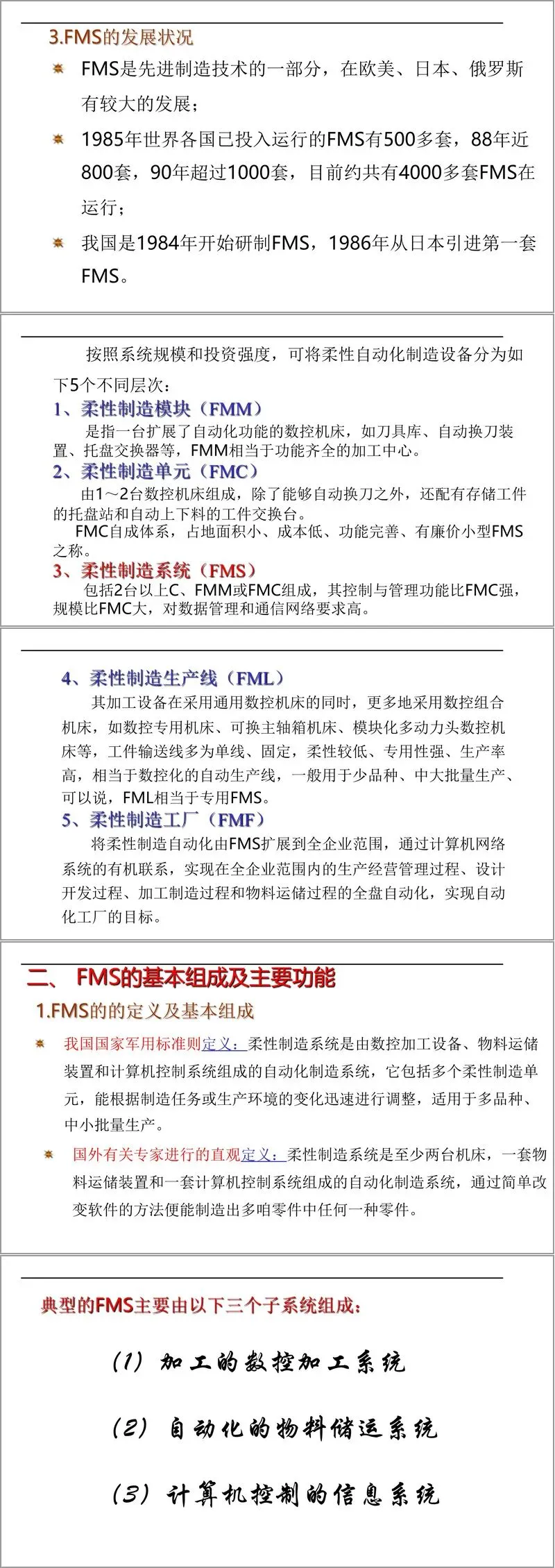
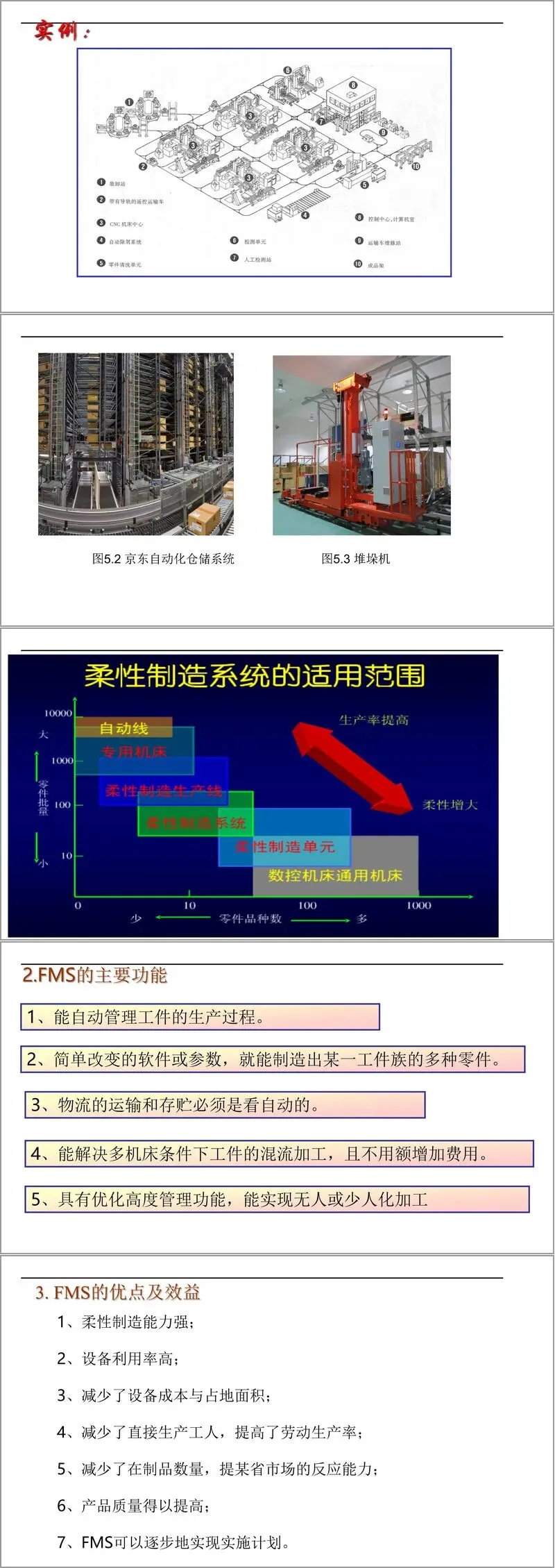
柔性制造系统的核心由三大子系统构成:数控加工系统、物料储运系统及计算机控制系统。其功能涵盖工件生产过程的自动化管理、通过参数调整实现多品种加工、自动化物流运输、混流加工优化以及无人化生产调度。这些功能带来显著优势,包括提升设备利用率、降低生产成本、提高劳动生产率、增强市场响应能力以及保障产品质量。
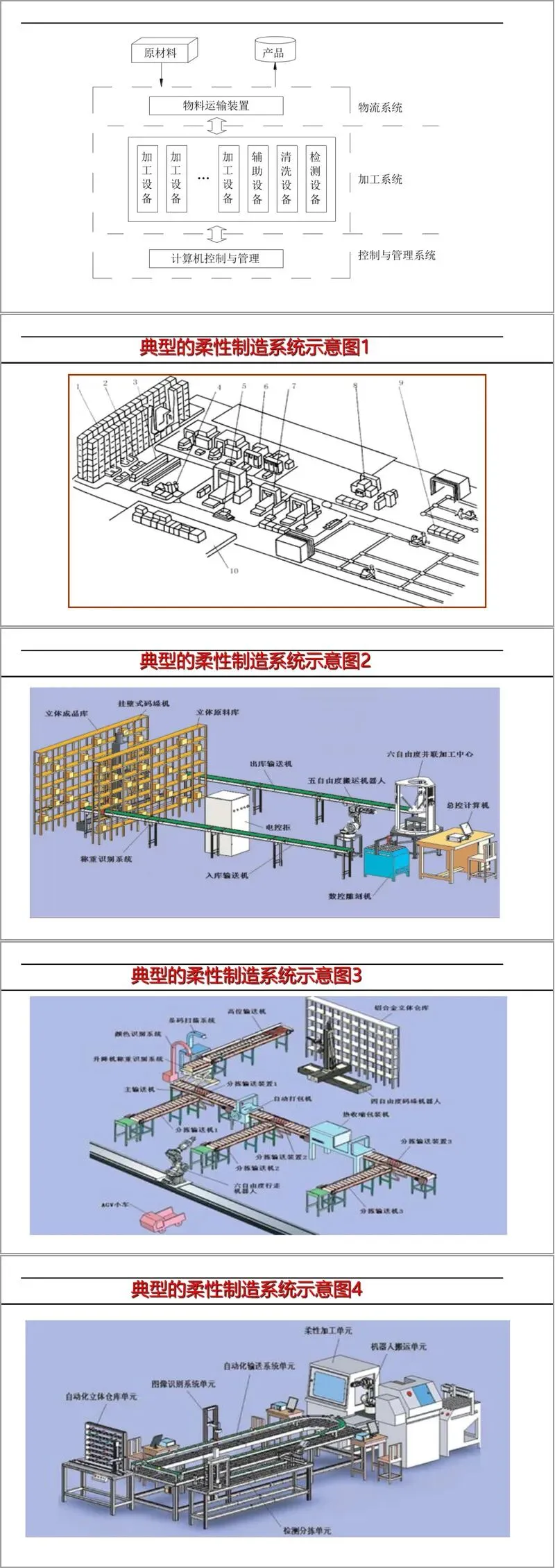
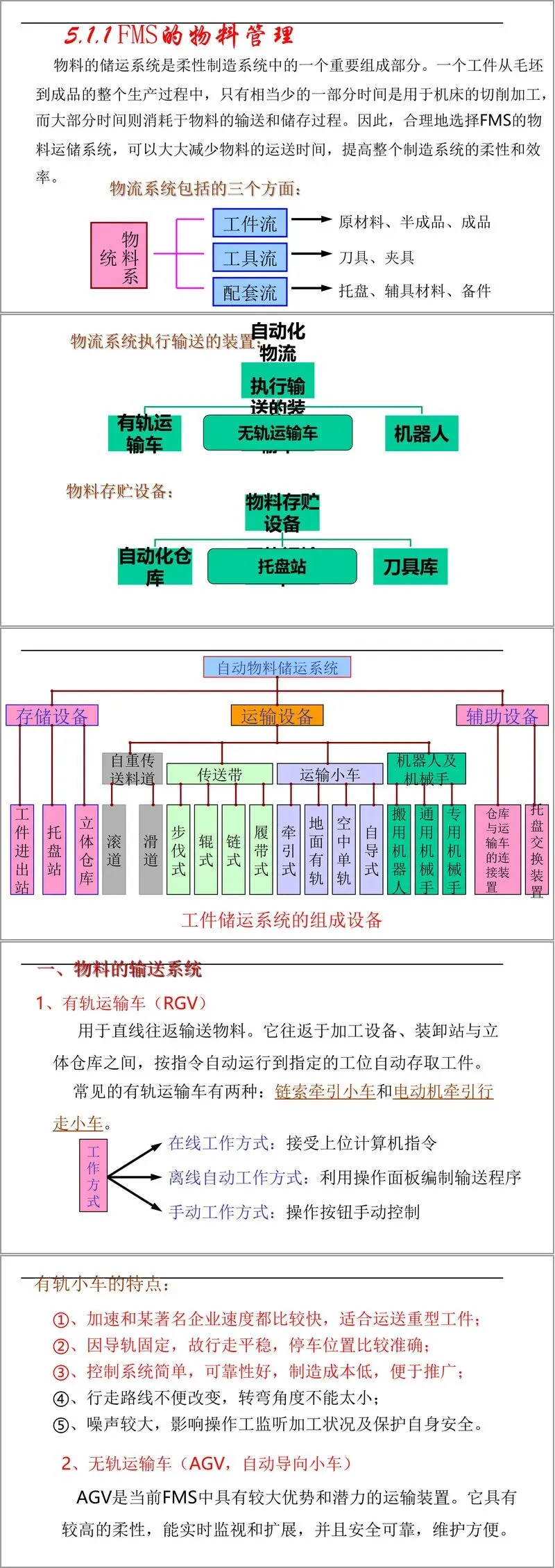
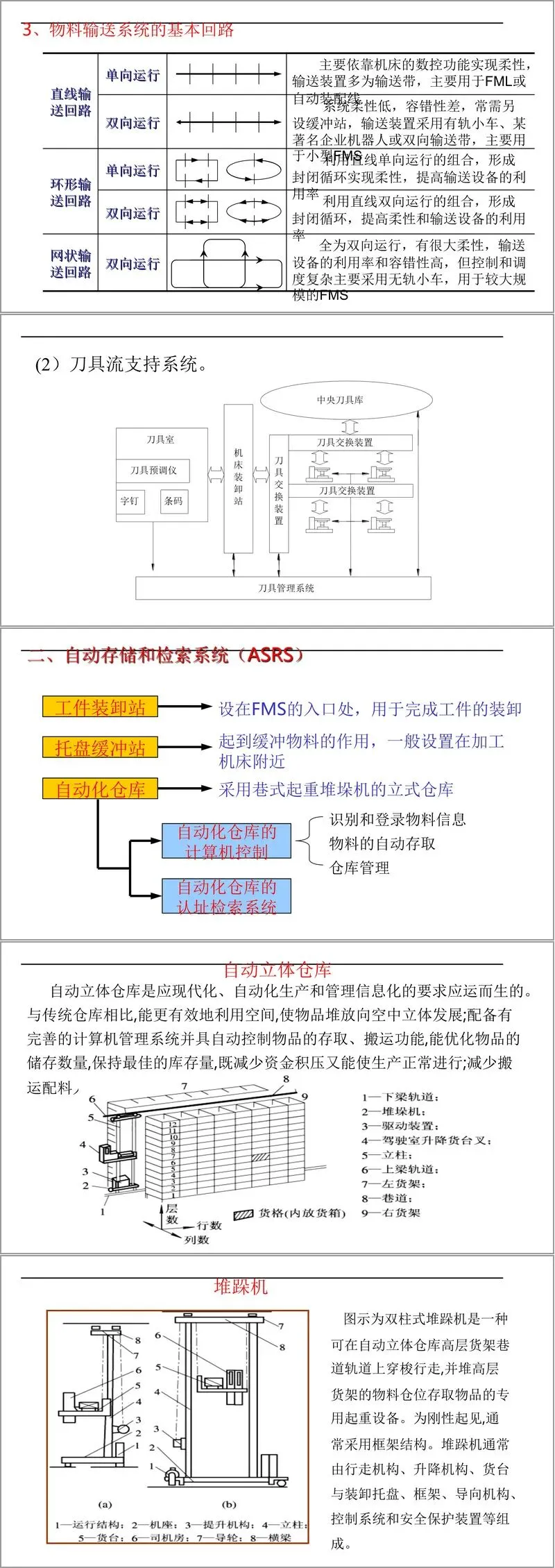
在物流管理方面,物料储运系统是FMS高效运行的关键。工件从毛坯到成品的流程中,切削加工时间占比有限,而物料输送与储存耗时较多。因此,物流系统的优化设计直接关系到整体柔性水平。该系统主要包括工件流、工具流与配套流,输送装置涵盖有轨运输车(RGV)、无轨运输车(AGV)及输送带等。有轨小车适用于重型工件输送,具有定位精准、成本低的优点,但灵活性较差;无轨小车则凭借高柔性、可扩展性成为主流选择。物流回路可分为直线、环形与网状结构,其中网状回路柔性最高,但控制复杂度也相应增加。
刀具管理系统是FMS另一重要支撑,涉及编码技术、识别方法(如条形码、RFID)以及智能调度策略。通过刀具的自动识别与优化配置,系统能够快速响应加工任务的变化,减少换刀时间,提升设备利用率。
在装配环节,柔性装配线通过平衡工序、优化节拍计算与网络流分析,实现多品种产品的混流生产。装配线平衡技术通过计算阶位值、最小工作站数等参数,最大化产出效率。例如,通过最大流-最小割定理或标记法,可求解装配网络中的瓶颈路径,进而优化资源配置。
未来发展趋势显示,FMC因其投资低、效益高,将成为中小企业的应用热点;FML则面向汽车等大批量生产行业,通过专用数控设备提升效率;此外,FMS功能正向焊接、检测、铸造等多工艺集成方向扩展,体现其技术融合的深度。
总体而言,柔性制造技术通过硬件集成与软件优化,构建了适应动态生产环境的智能化体系。其发展不仅推动制造业向高效、精准、柔性方向演进,也为企业应对市场波动提供了关键技术支撑。
接下来请您阅读下面的详细资料吧。