资料解读:《(77页PPT)智能制造加工技术课件第5章柔性制造技术》
详细资料请看本解读文章的最后内容。
柔性制造技术作为现代制造业的核心组成部分,融合了数控技术、计算机科学、机器人工程及现代管理方法,主要服务于多品种、小批量或变批量生产需求。其核心“柔性”体现了制造系统适应产品变化的动态能力。随着消费市场对产品多样化与快速更新的需求日益增长,以及科技推动的自动化水平提升,柔性制造技术自20世纪中期逐步形成并快速发展。1950年,美国麻省理工学院诞生首台三坐标数控铣床,标志着机电一体化与数控技术的萌芽。随后,计算机数控、群控系统、计算机辅助设计与制造、成组技术、工业机器人等新技术相继涌现,为柔性制造系统(FMS)、柔性制造单元(FMC)及柔性制造自动线(FML)等具体形态的诞生奠定了基石。1963年,美国MALROSE公司开发了首条多品种柴油机零件数控生产线,而英国MOLIN公司于1965年正式提出FMS概念并取得专利,1967年FMS技术体系成型。截至近年,全球已有超过4000套FMS投入运行,我国自1984年开始研制,1986年引进首套系统,逐步推动本土化应用。
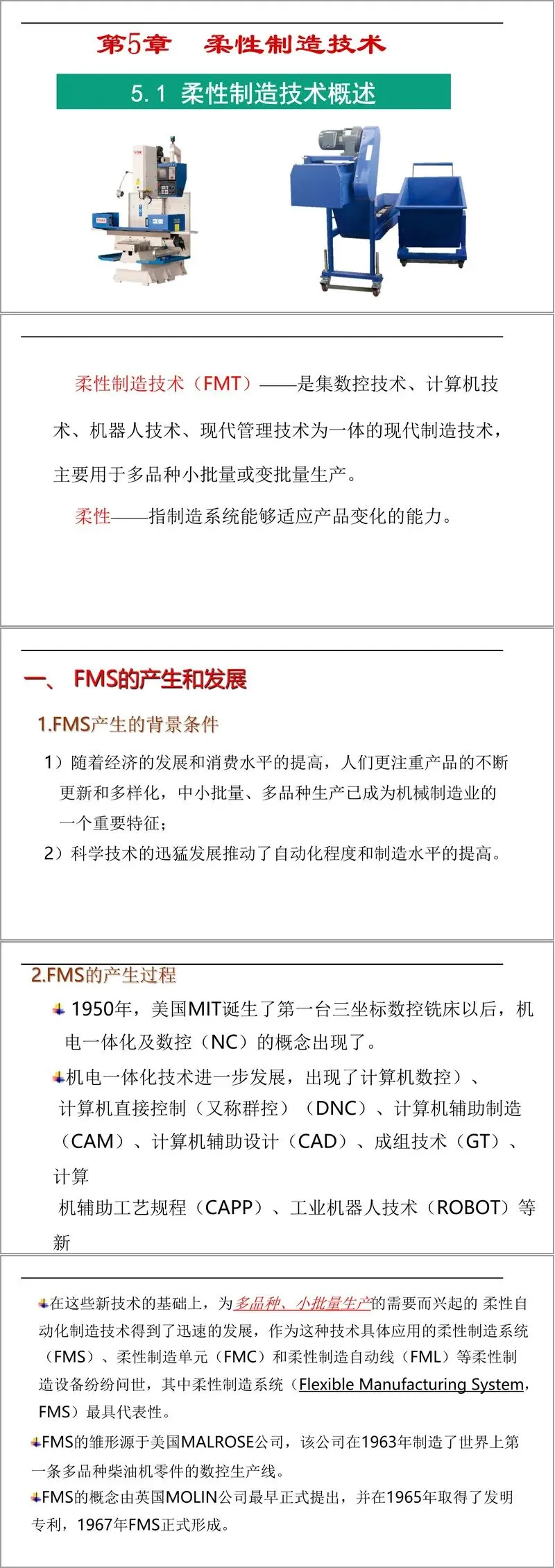
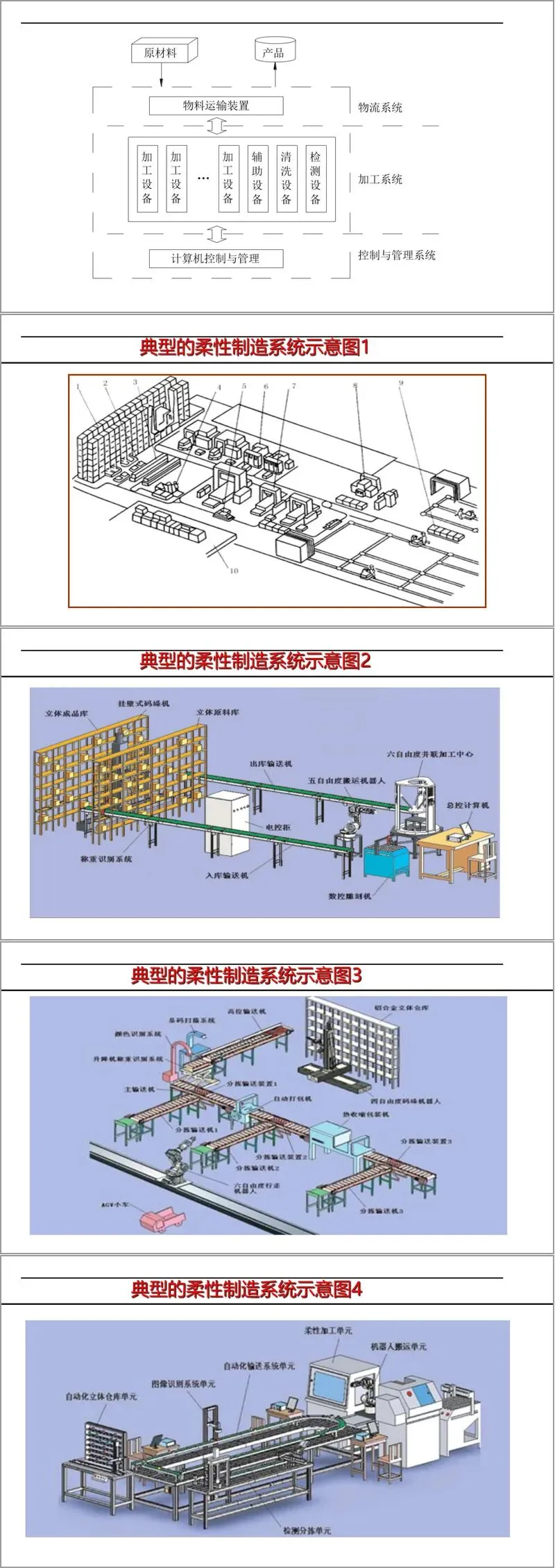
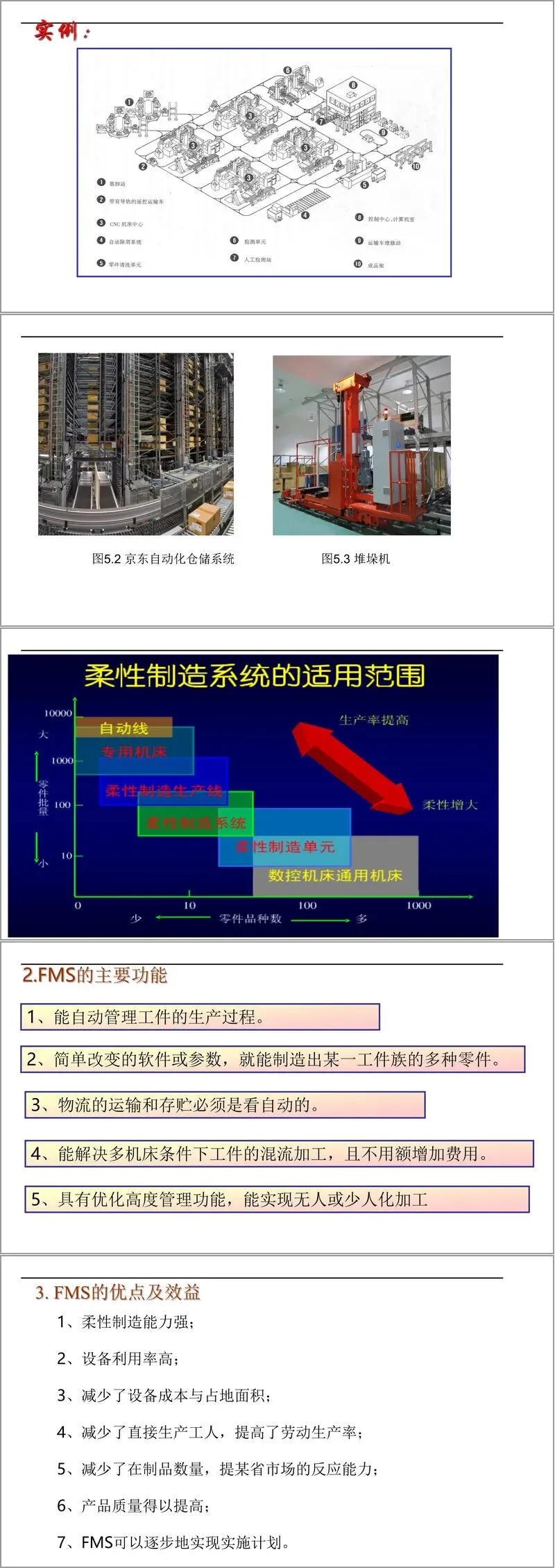
柔性制造设备根据规模与投资强度分为五个层次:柔性制造模块(FMM)作为功能齐全的加工中心;柔性制造单元(FMC)由1-2台数控机床构成,具备工件存储与自动交换功能,成本低且适应性强;柔性制造系统(FMS)集成多台设备,强调数据管理与通信能力;柔性制造生产线(FML)专注于中大批量生产,采用专用数控设备;柔性制造工厂(FMF)则扩展至全企业自动化,实现设计、生产、仓储等全流程智能化。典型的FMS由数控加工系统、物料储运系统及计算机控制系统三大子系统构成,其功能包括自动管理生产过程、通过参数调整实现工件族加工、自动化物流运输、混流加工优化以及无人化运营管理。这些系统显著提升了设备利用率、生产柔性与产品质量,同时降低了成本与在制品库存。
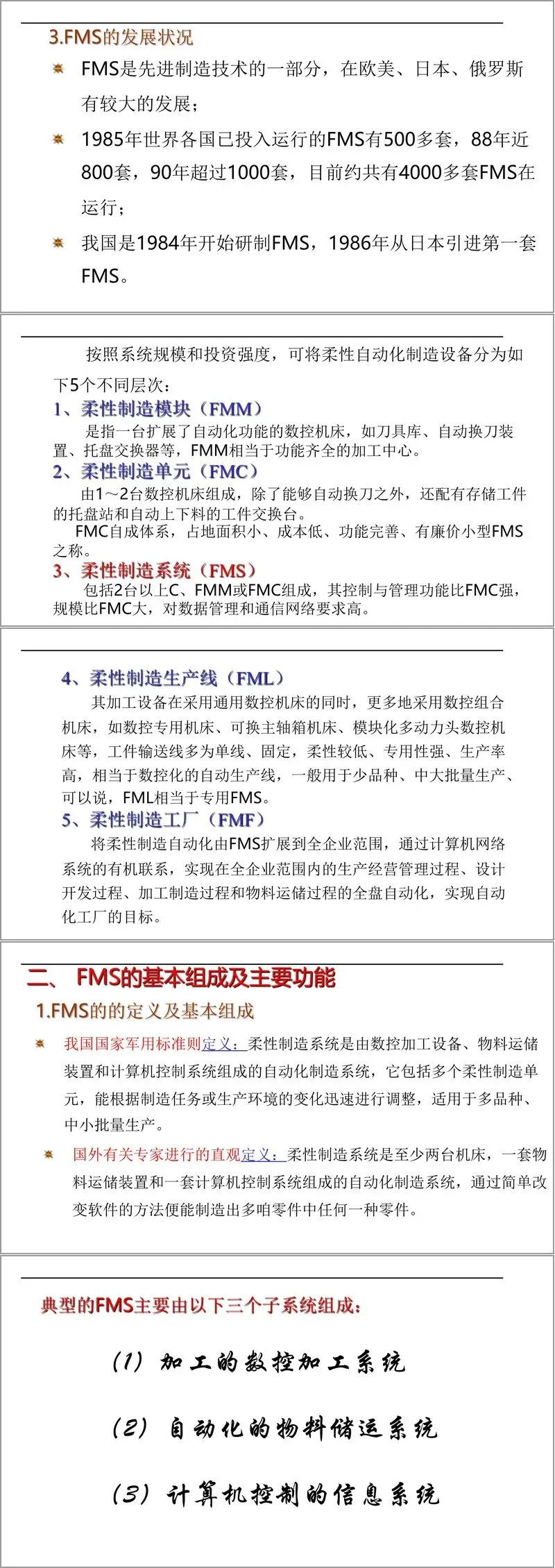
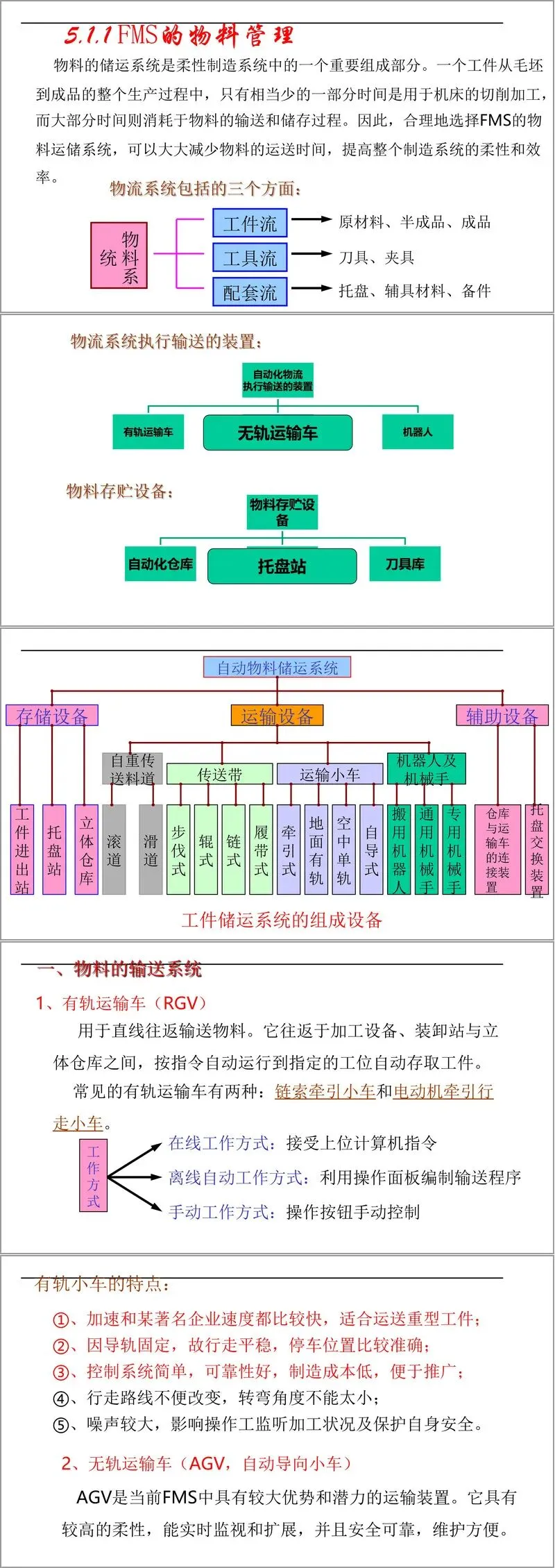
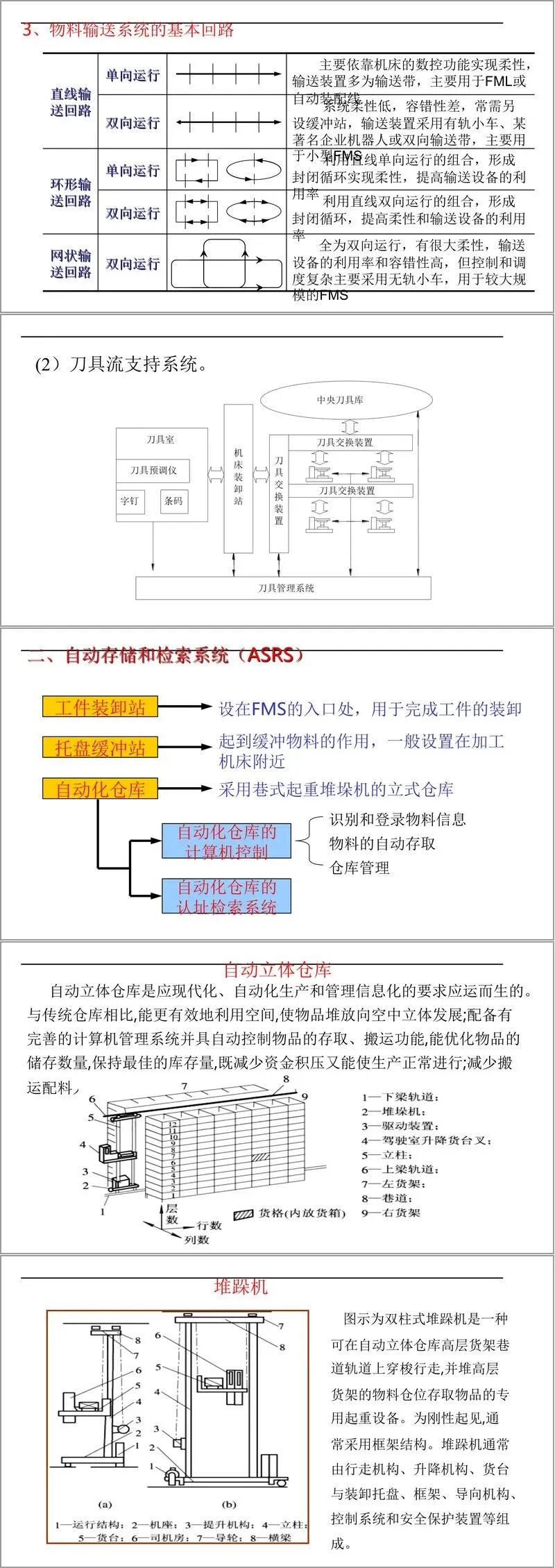
物料管理是柔性制造系统的关键环节。物流系统涵盖工件流、工具流及配套流,涉及输送、存储与检索装置。有轨运输车(RGV)适用于直线输送,具备定位精准、成本低的特点,但路线灵活性不足;无轨运输车(AGV)凭借高柔性与可扩展性成为主流选择,其导向方式包括感应线导与激光导航。物料输送回路分为直线、环形与网状结构,分别适应不同规模与容错需求。自动存储与检索系统(ASRS)如自动化立体仓库,通过堆垛机与计算机控制实现物料高效管理,支持条形码识别与先进先出策略。
柔性制造技术依赖多项关键技术支撑,包括计算机辅助设计、模糊控制、人工智能与传感器技术、以及人工神经网络。未来发展趋势显示,FMC因投资效益比高将成为中小型企业应用热点;FML通过专用数控设备提升大批量生产效率;FMS则向焊接、装配、检验等多功能集成方向扩展。柔性制造单元(FMC)作为FMS的小型化形态,由加工中心、物料运输设备及信息系统组成,其布置需遵循精益原则,采用产品、工艺、成组或定位式布局,通过负荷计算与搬运优化实现空间与效率平衡。
柔性装配线是柔性制造技术的重要应用领域,强调对外部变化的适应性与装配平衡。通过计算生产节拍、绘制优先图、排序阶位值及分配工作站,系统可最小化平衡损耗率。网络流分析方法如图解与标记法,用于求解装配线最大产出率,确保流程优化。装配线重组与配置需基于产品结构图,实现动态调整。
物流系统控制涵盖自动化仓库、物料识别与运输管理,其中AGV与输送带系统承担核心输送任务。刀具管理系统通过编码、识别(如条形码与RFID)及流通控制,保障加工效率与精度。应用案例显示,柔性制造技术已广泛应用于汽车、电子等行业,推动智能制造升级。
综上所述,柔性制造技术通过集成自动化、信息化与柔性化设计,奠定了现代制造业智能化转型的基础。其多层次架构、动态物流管理与关键技术融合,为多品种、变批量生产提供了高效解决方案。
接下来请您阅读下面的详细资料吧。