54页PPT 5W深度分析改善报告|发动机缸体缸孔尺寸超差整改全案
- 2026-05-17 18:02:28
发动机缸体缸孔尺寸超差 5W 质量分析改善报告内容说明,针对 EA888 Gen3 2.0T 发动机缸体 OP70 缸孔精镗工序尺寸超差问题,通过全维度数据排查、过程梳理、根因深挖,制定并落地针对性改善措施,同时推进标准化建设,实现生产过程质量管控提升,全程以 5W 分析法为核心开展各项工作。
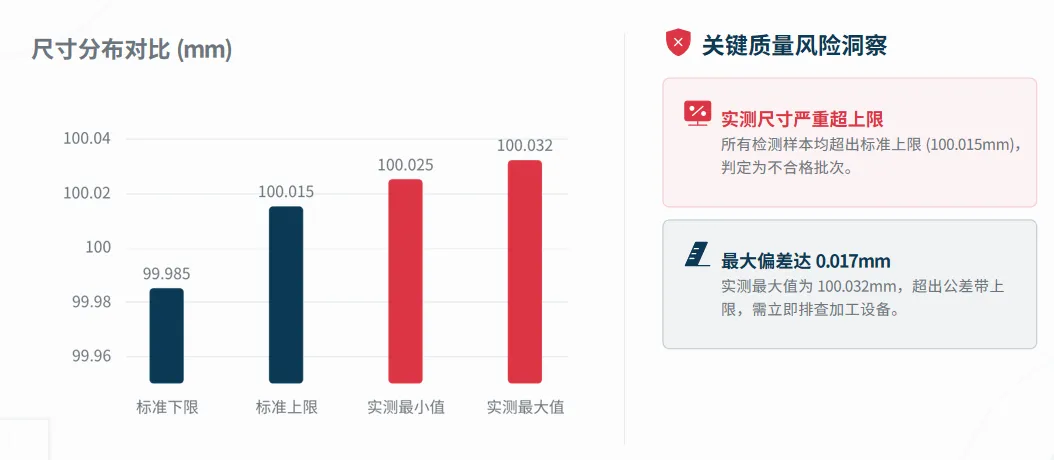
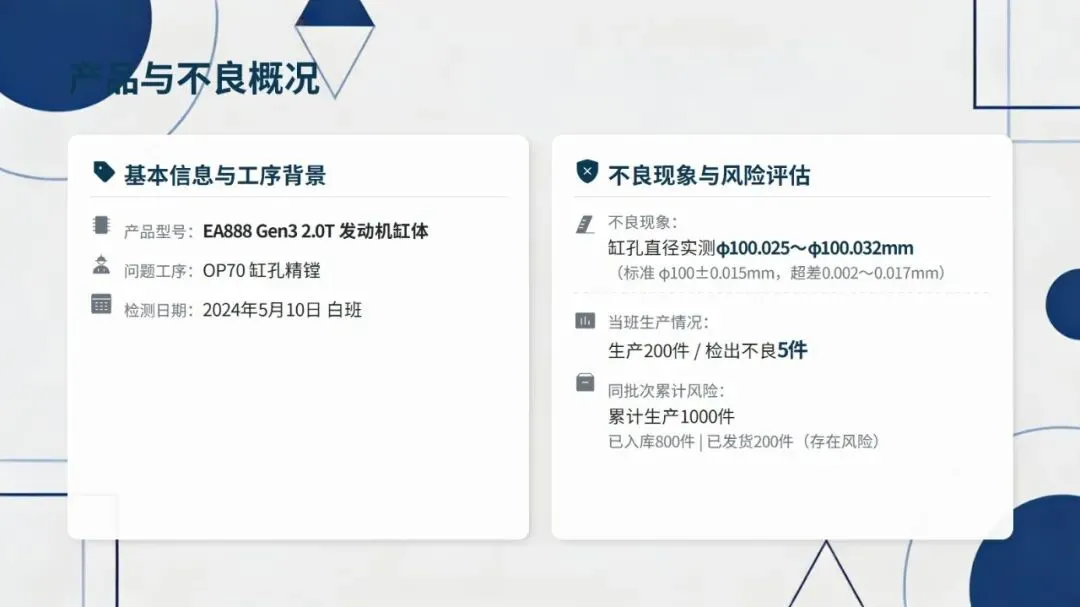
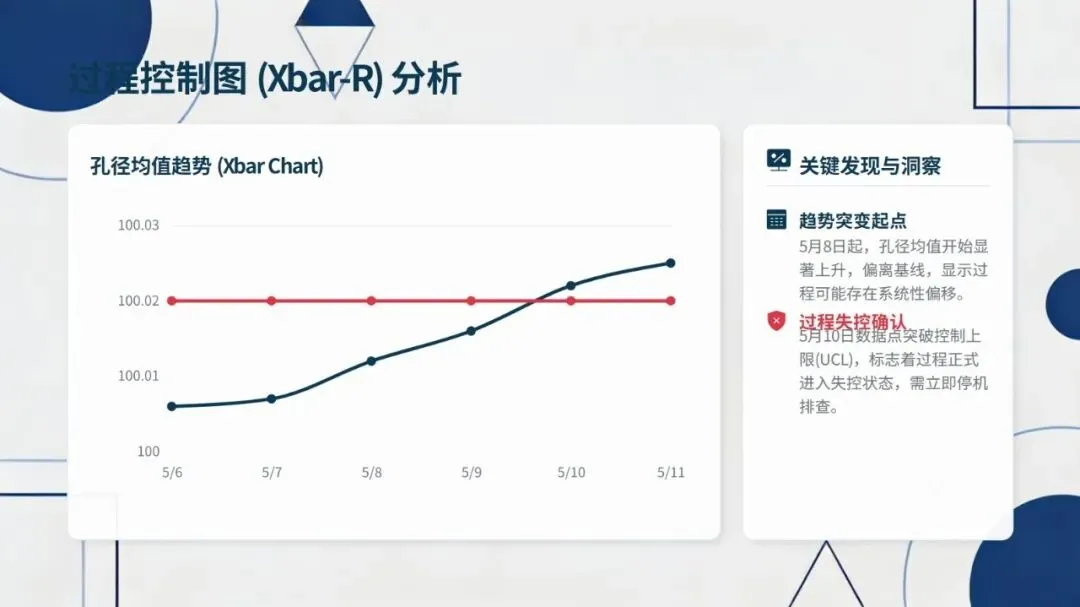
2024 年 5 月 10 日白班,该工序检出缸孔直径超差,实测值 φ100.025~φ100.032mm,超出 φ100±0.015mm 的标准范围,当班生产 200 件检出不良 5 件,同批次 1000 件存在质量风险,其中 200 件已发货。数据显示本月工序不良率达 1.2%,较近 3 个月 0.5% 的平均水平上升 140%,5 月 8 日起孔径均值开始偏移,10 日生产过程正式失控,本次质量问题暂估造成客户索赔、全检返工、缸体报废等合计损失 69250 元。

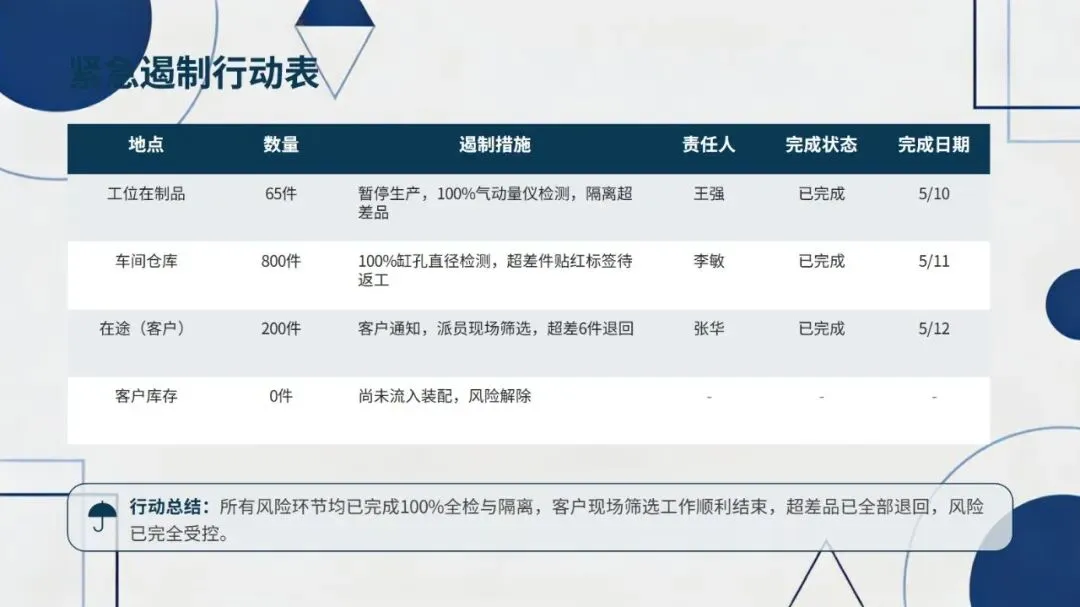
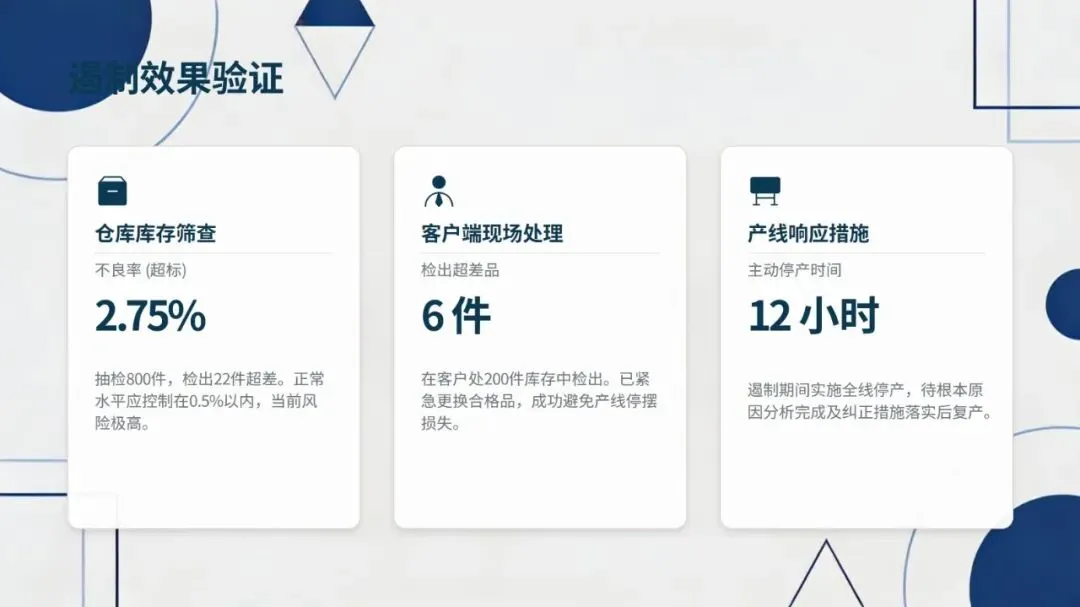
问题发生后,公司立即启动紧急遏制措施,对工位在制品、车间仓库库存、客户端产品开展 100% 全检与隔离,主动停产 12 小时,在客户 200 件产品中检出 6 件超差品并完成合格品更换,仓库 800 件库存检出 22 件超差品,实现各环节质量风险全面受控。

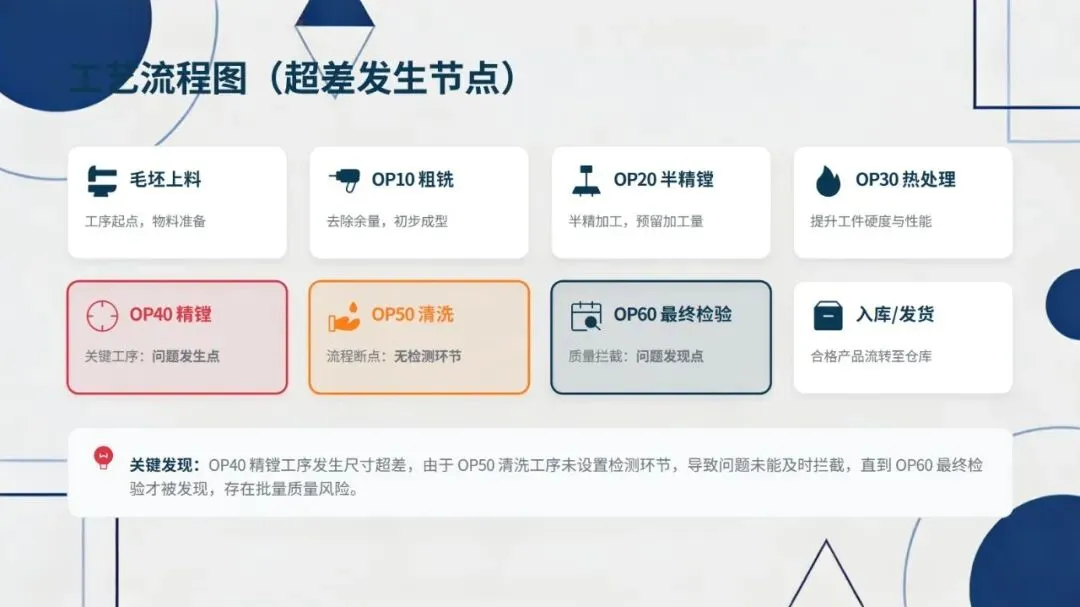
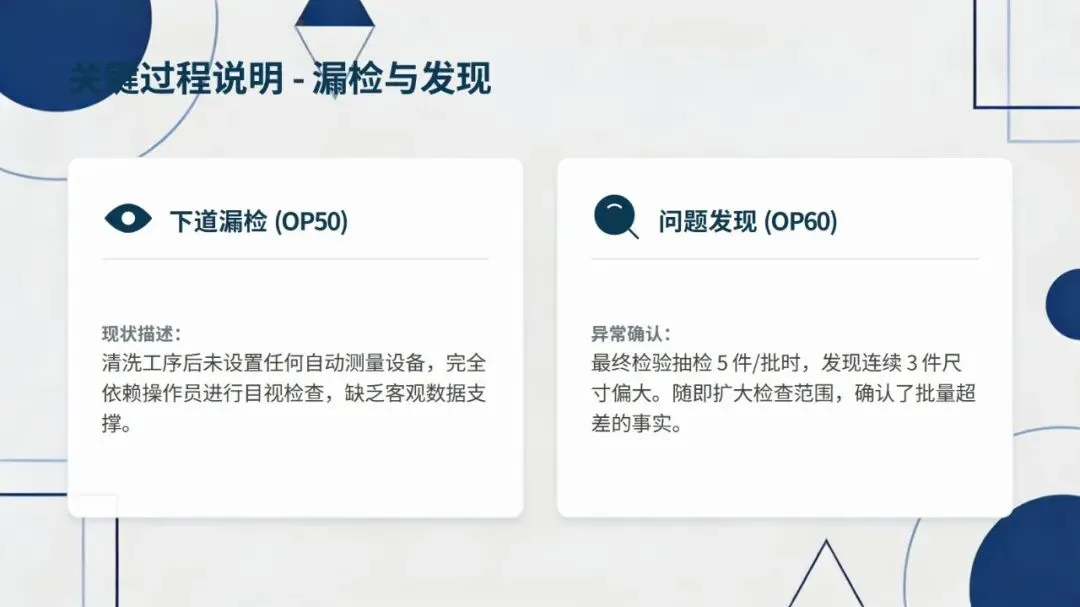
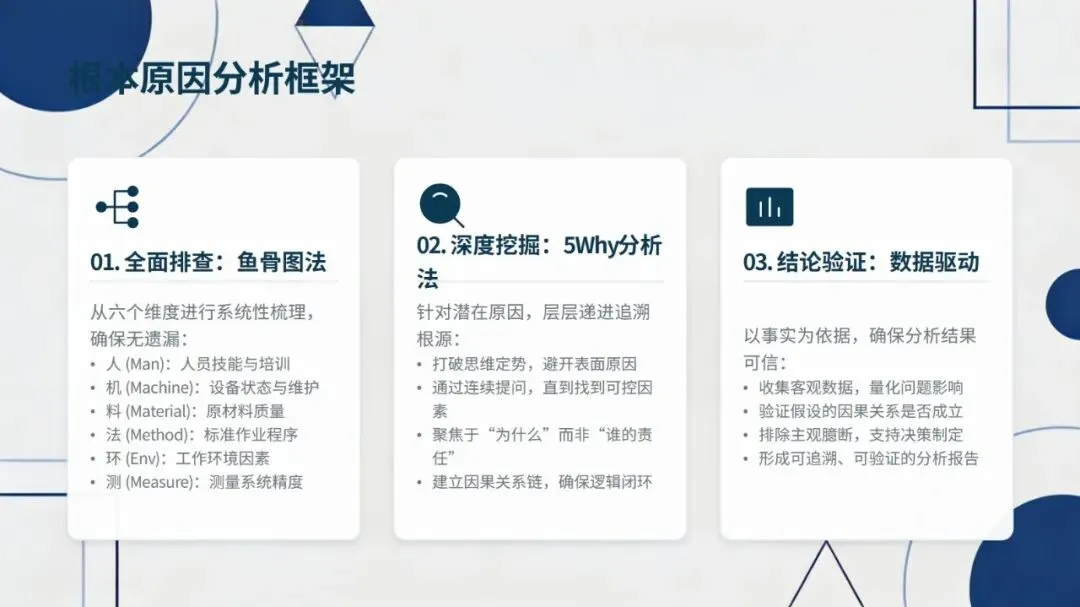
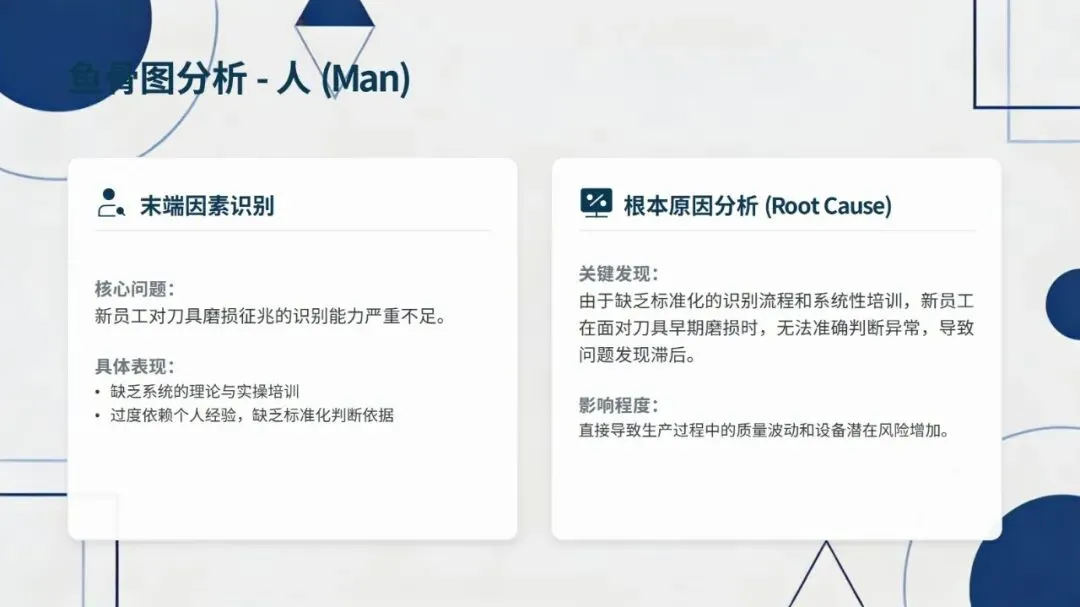
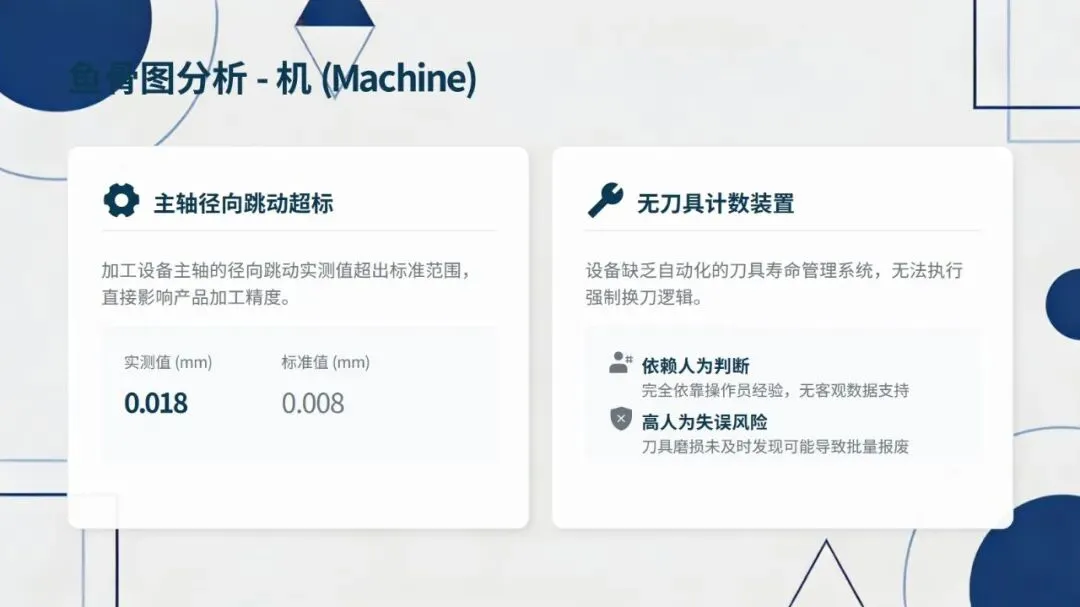
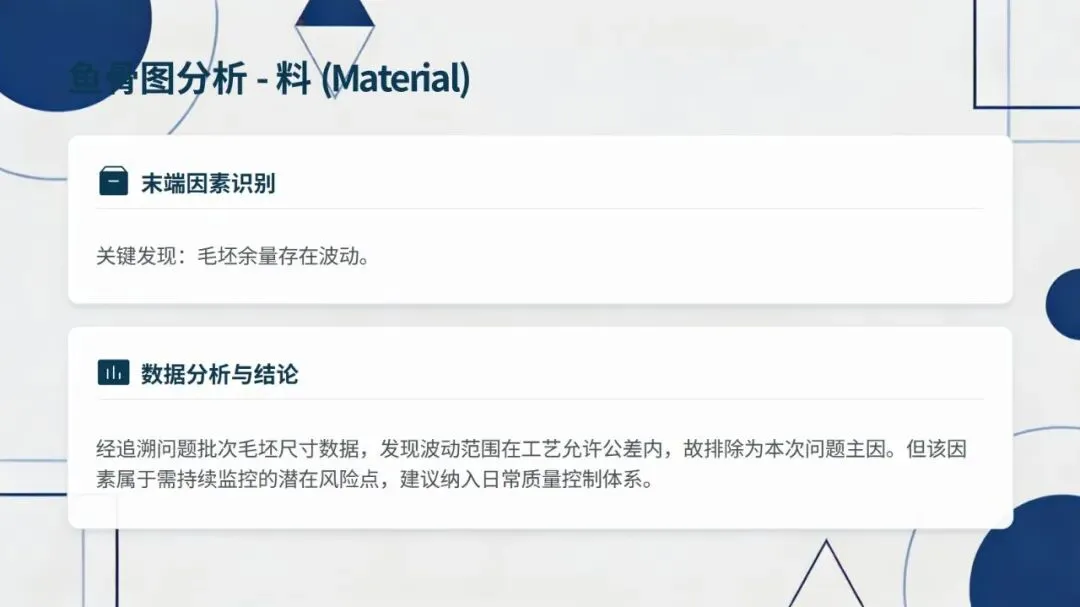
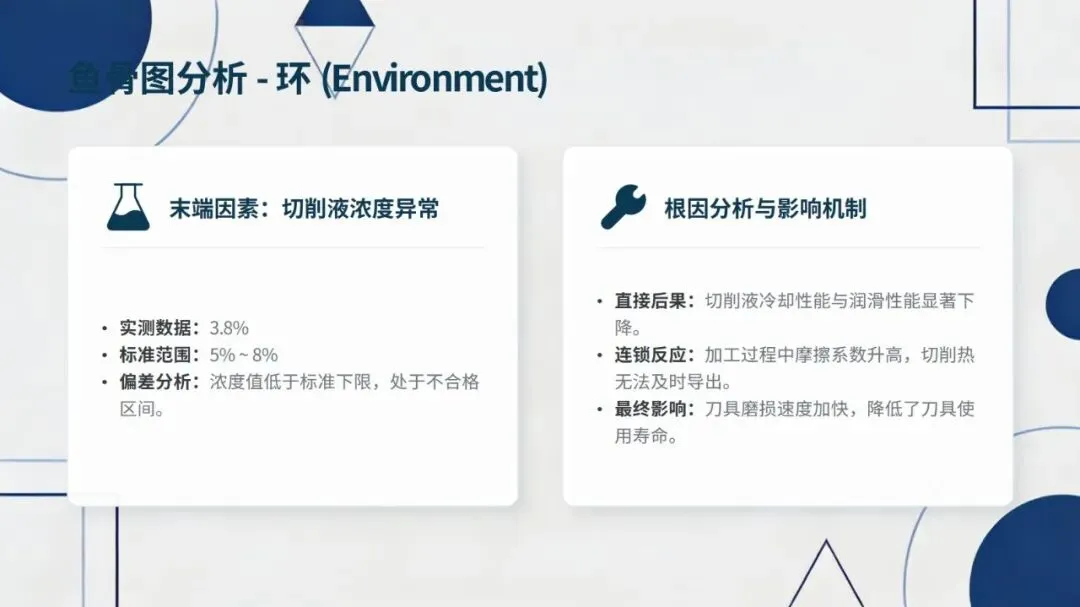
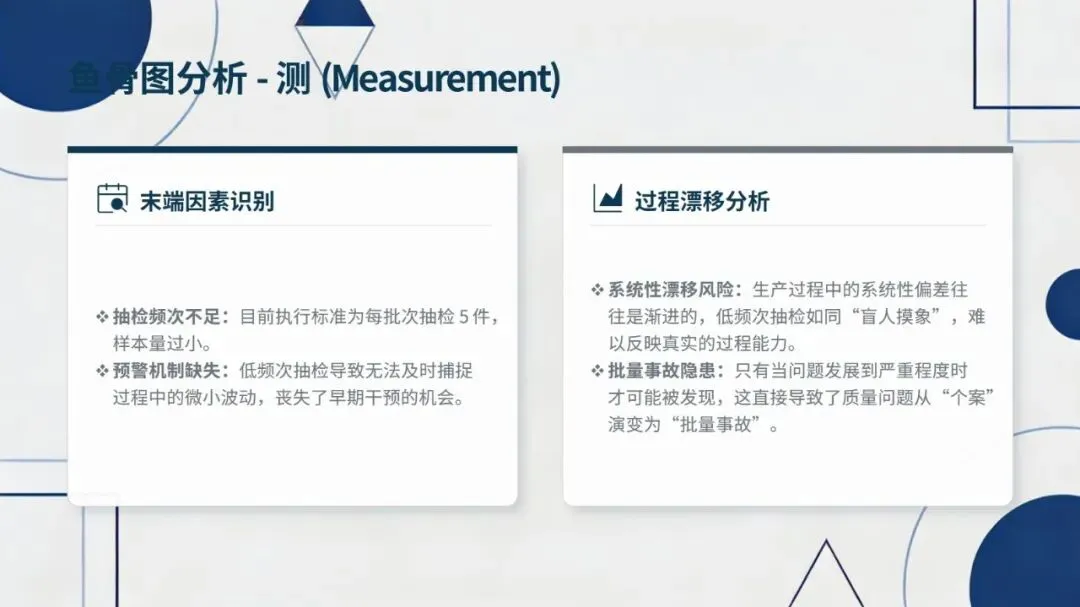
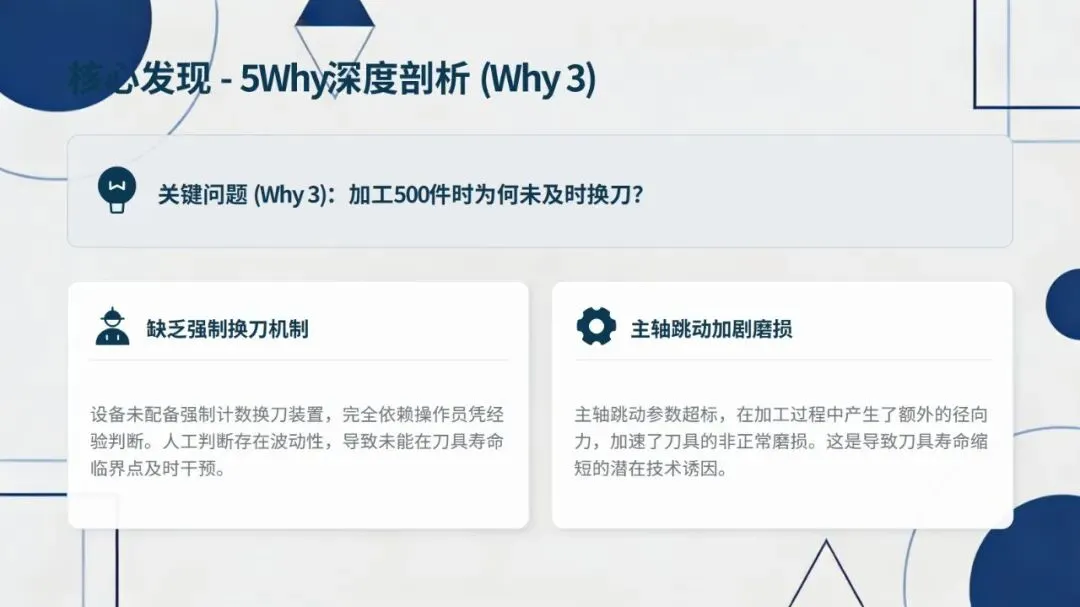
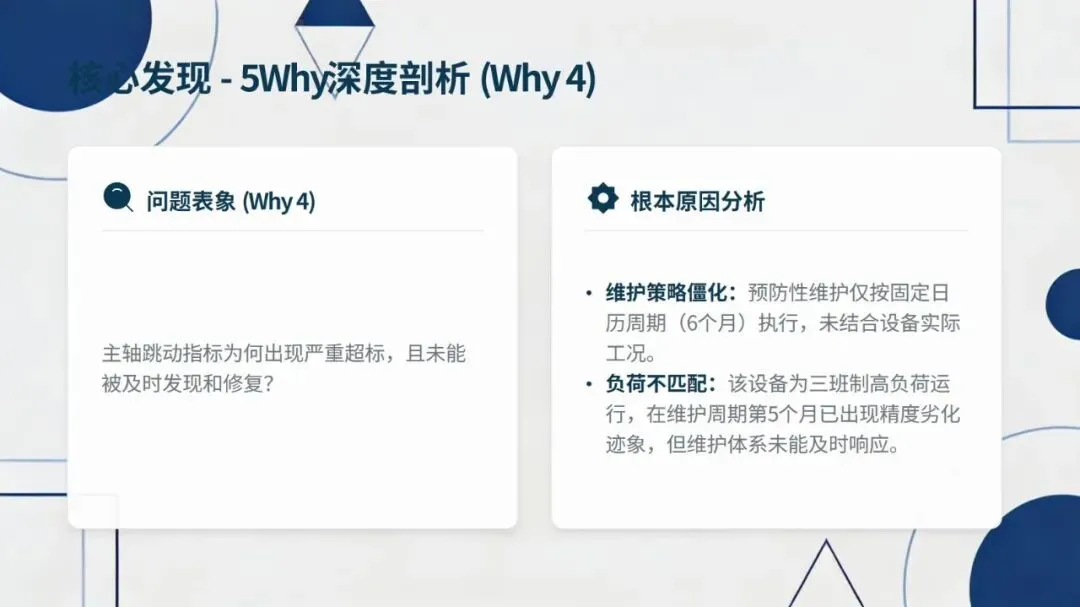
经过程梳理,确定问题发生于 OP40 精镗工序,因 OP50 清洗工序未设置检测环节,问题直至 OP60 最终检验才被发现,排除上道 OP30 热处理工序输入异常的可能性。通过鱼骨图结合 5Why 分析法深挖根因,明确本次问题源于技术缺陷与管理漏洞双重因素,包括刀具寿命设定未结合实际工况、主轴径向跳动超标、切削液浓度不足,同时存在无强制换刀机制、设备维护周期与三班制高负荷工况脱节、抽检频次不足、新员工刀具磨损识别能力不足等问题。
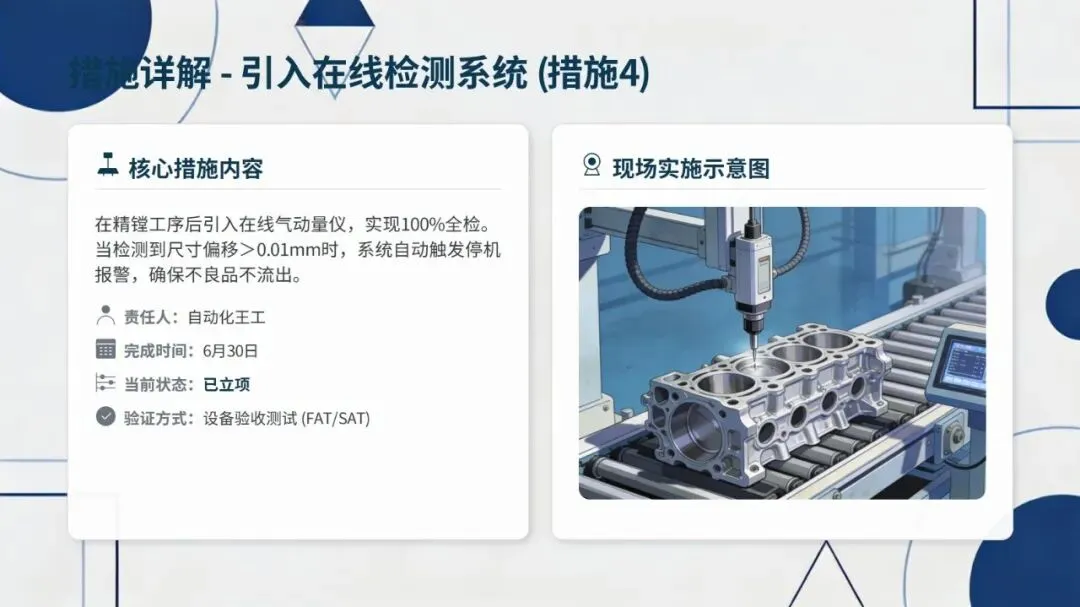
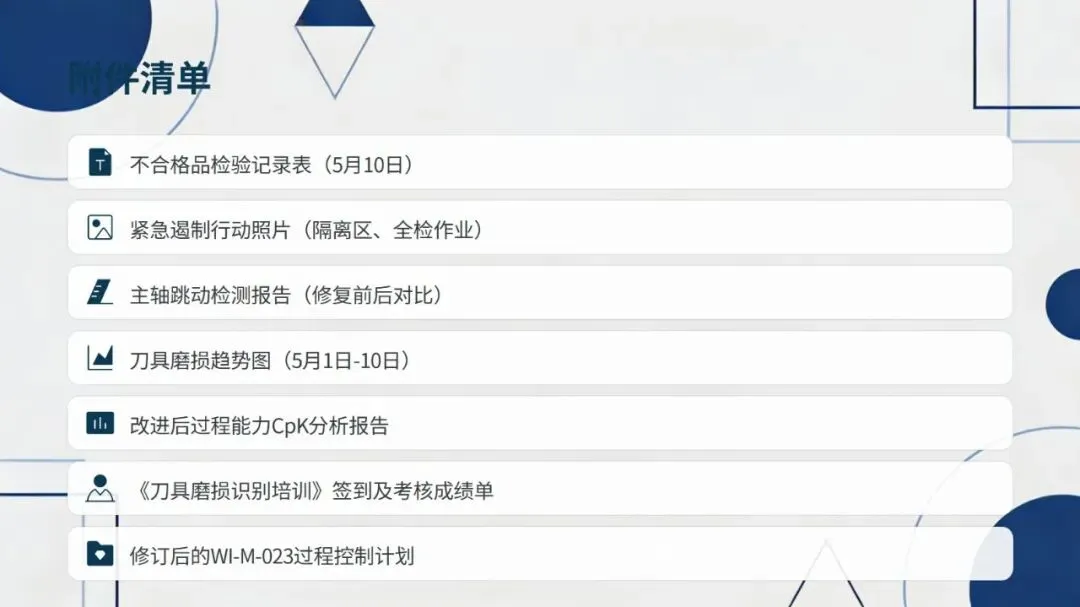
针对上述问题,制定并推进 7 项纠正预防措施,明确各措施责任人与完成节点,核心包括将刀具寿命强制设定为 300 件并加装计数器、修复主轴至标准精度、缩短主轴维护周期、规划加装在线气动量仪、优化切削液管理标准、开展全员刀具磨损识别实操培训、对缸体线 B 开展主轴精度普查。
措施落地后,过程能力 CpK 从 0.67 提升至 1.33,连续 600 件加工无尺寸漂移,刀具磨损速率降低 30%,缸孔孔径均值稳定在合格范围,改善效果显著。后续公司将把有效措施纳入标准化管理,修订《机加工过程控制计划》《预防性维护作业指导书》,同时立项推广在线检测系统、搭建刀具寿命数字化监控平台,从源头杜绝批量质量问题,实现质量管理闭环提升。