装备制造业企业智能制造解决方案(47页 PPT)
- 2026-07-17 01:46:08
中国装备制造业正站在从「制造大国」迈向「制造强国」的关键节点。当数字化、网络化、智能化成为行业共识时,核心问题早已变成如何从宏观蓝图找到一条可落地、可复制的系统性路径。这需要对制造全价值链的深度重构,而非技术堆叠。
一、环境背景
装备制造业是国民经济的脊梁,也是产业链条最长、技术迭代最密集的行业之一。伴随「十五五」规划将智能制造列为重点方向,以及「双碳」目标对绿色制造提出硬性要求,行业正在经历从生产方式到商业模式的深刻变革。传统装备制造企业在工艺复杂度高、产品定制化需求强、供应链协同难度大的多重压力下,亟需一套覆盖从设计到服务的全链条数字化体系。
然而现实挑战同样清晰。大多数装备制造企业面临信息化基础薄弱、系统孤岛林立、数据标准不统一等结构性难题。车间层的设备联网率低,生产过程如同「黑箱」,质量追溯困难重重,排产长期依赖人工经验和Excel表格。这些问题不是单一系统能解决的,它需要从设备层的互联互通到企业层的经营管理的系统性打通。市场竞争也在倒逼企业提升响应速度,客户对交货周期要求越来越短,多品种小批量的订单占比持续上升,传统大批量生产方式已难以适应。
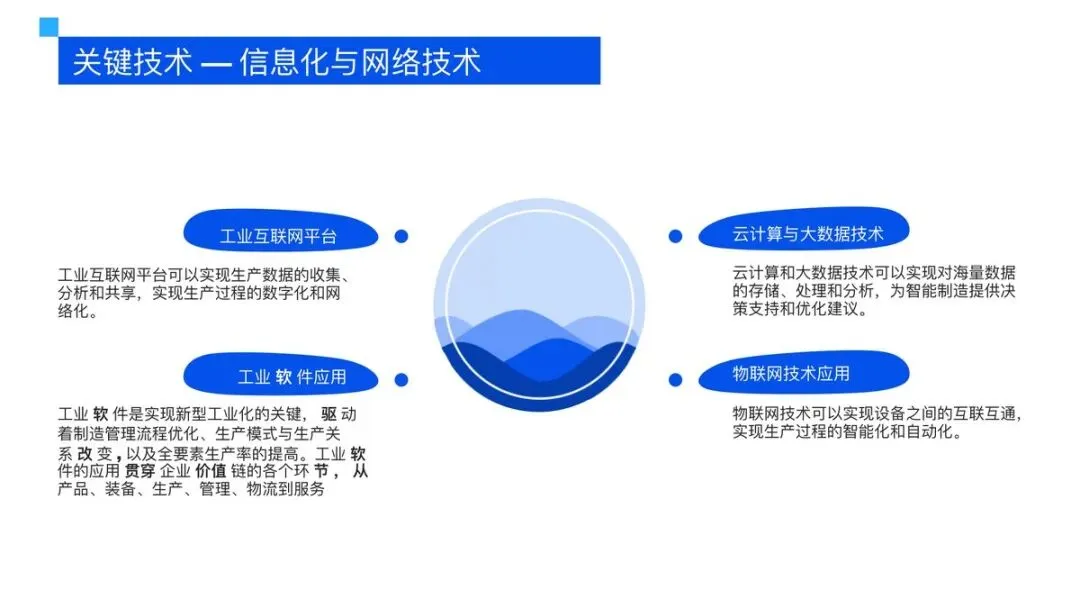
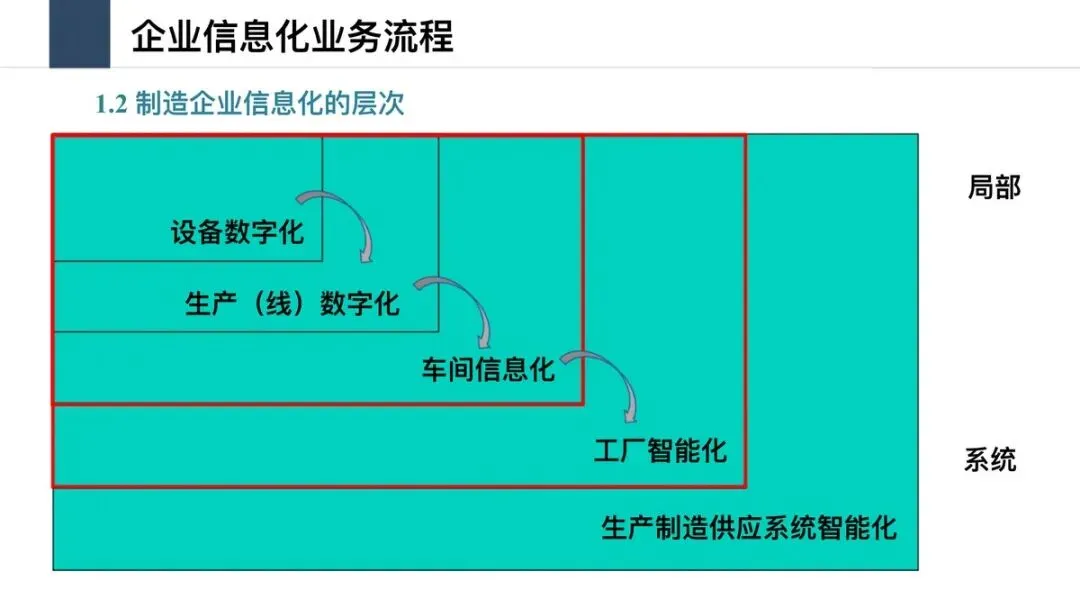
破局的关键,在于构建一个以统一数据源为底座、贯通经营层、管理层与控制层三层架构的智能制造系统。从数据采集的底层感知到ERP层面的经营决策,每层之间需要一套标准化的数据接口和业务流程衔接,才能真正打破信息孤岛,让数据在生产全链路中自由流动。
二、解决方案
(一)以MES为核心的车间层落地路径
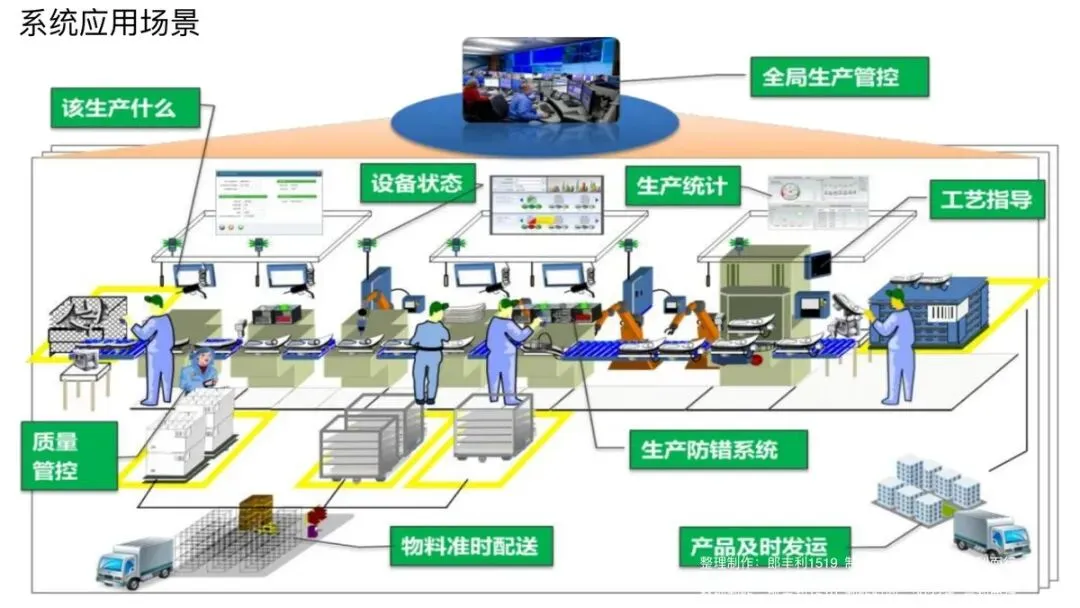
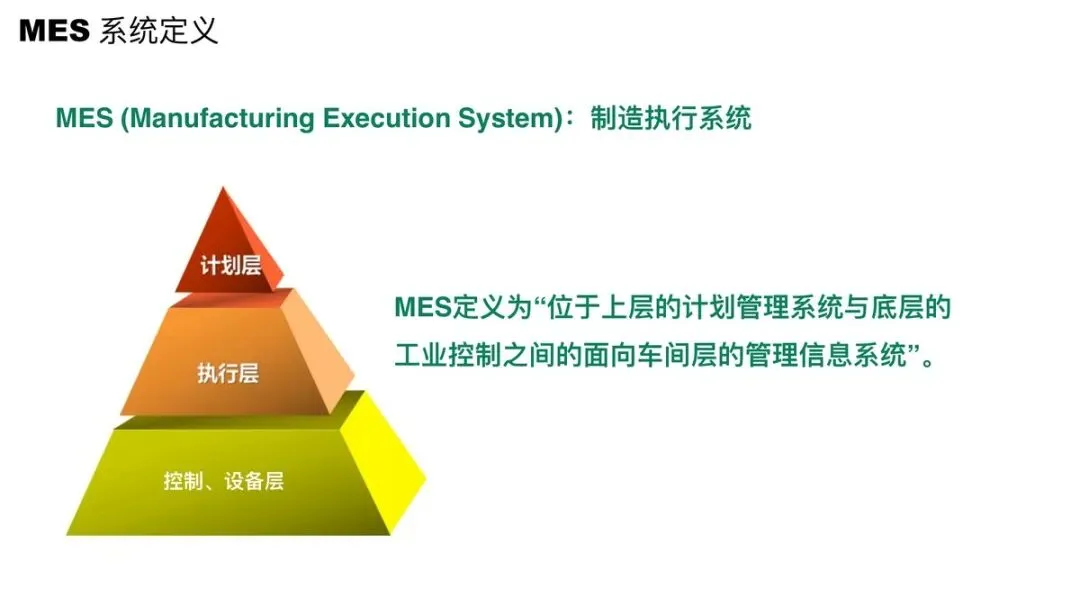
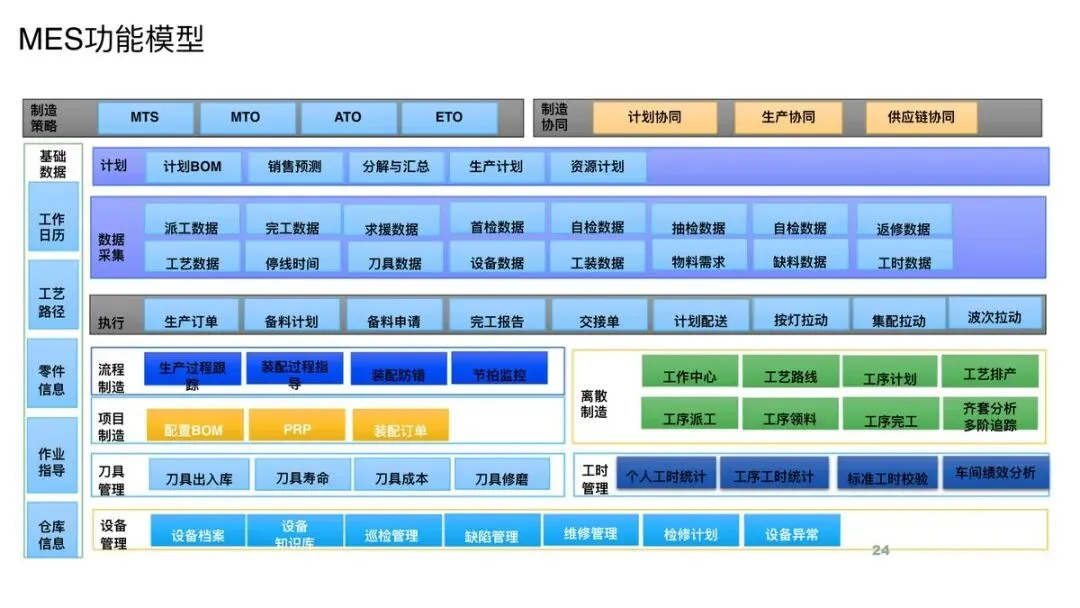
制造执行系统是智能制造落地的「最后一公里」,也是解决车间层管理盲区的核心抓手。围绕装备制造业的离散制造特征,MES需要实现从计划排产、作业执行、质量管控到设备管理的全面覆盖。
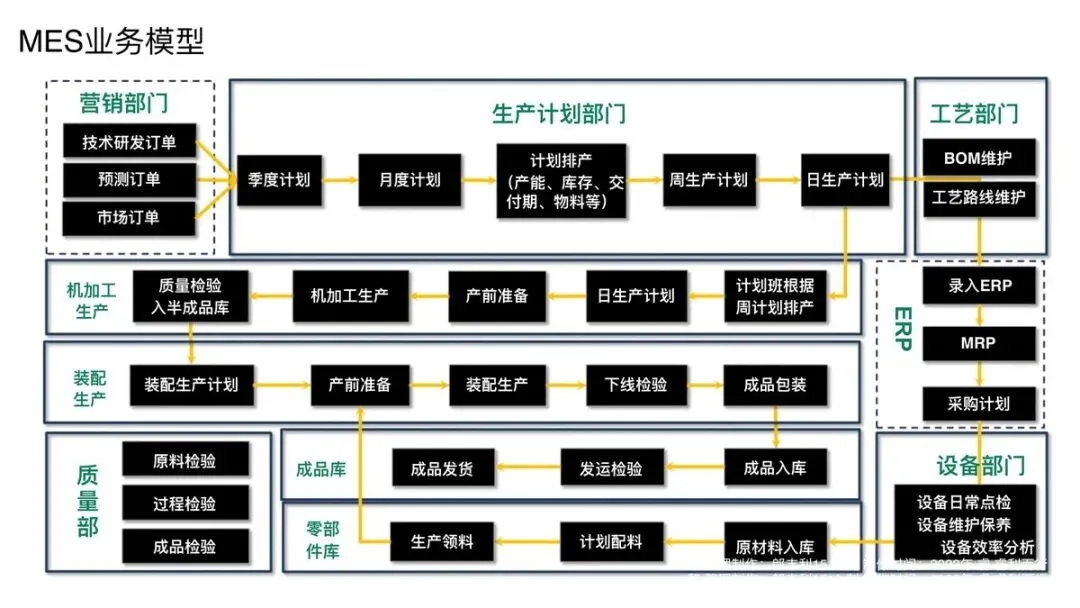
在计划层,MES与ERP对接销售订单和物料需求,通过工序级排产将周计划、日计划精准下发到每个工位。以某典型装备制造企业为例,引入MES后计划编制从半天的排产缩短到半小时以内,排产准确率提升近40%。在执行层,生产人员通过移动终端接收任务、扫码报工、记录质检数据,系统实时反馈进度并自动触发异常处理流程。在管理层,MES提供从生产进度、质量分析到设备OEE、人员绩效的全维度统计报表,让管理者对车间状态一目了然。
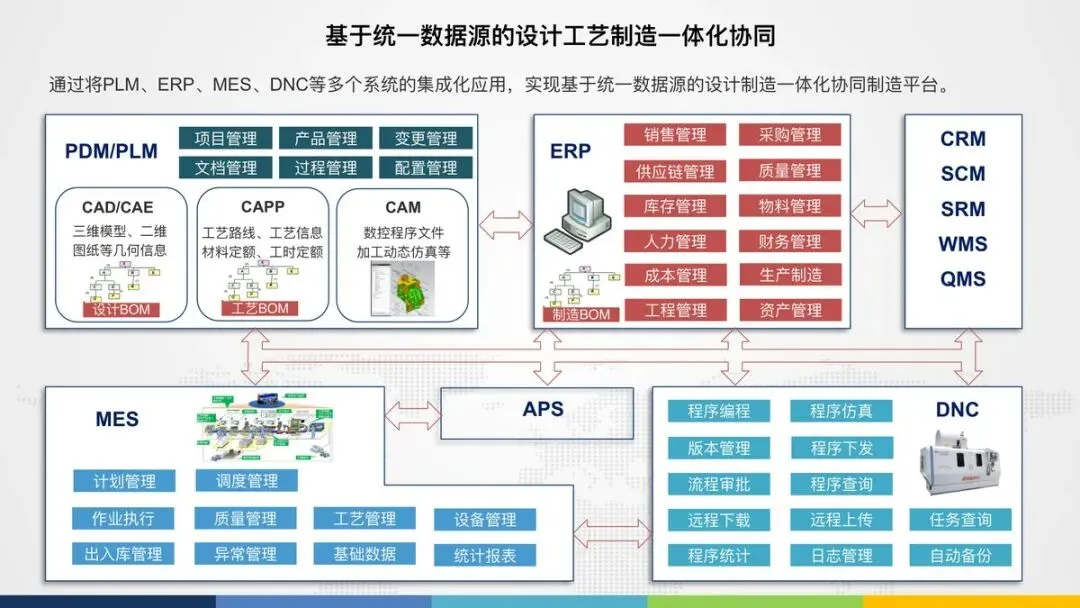
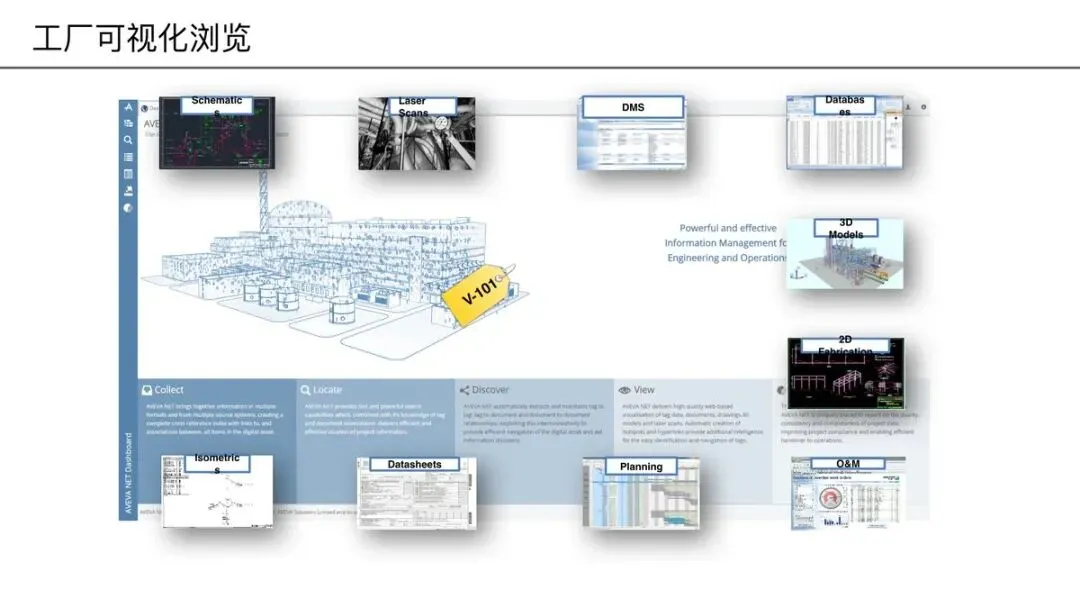
其与传统ERP向下延展的排产逻辑有本质区别。MES并非以天或周为单位的计划系统,而是以分钟级、工序级的粒度感知和响应生产现场。通过将PLM、ERP、MES、DNC、WMS等多系统集成到统一数据平台,企业能够实现「设计BOM—工艺BOM—制造BOM」的数据贯通,从三维模型、工艺路线到加工程序、质检标准全流程共享同一份数据,彻底消除系统间的手工传递和数据冗余。
(二)数据采集与设备联网
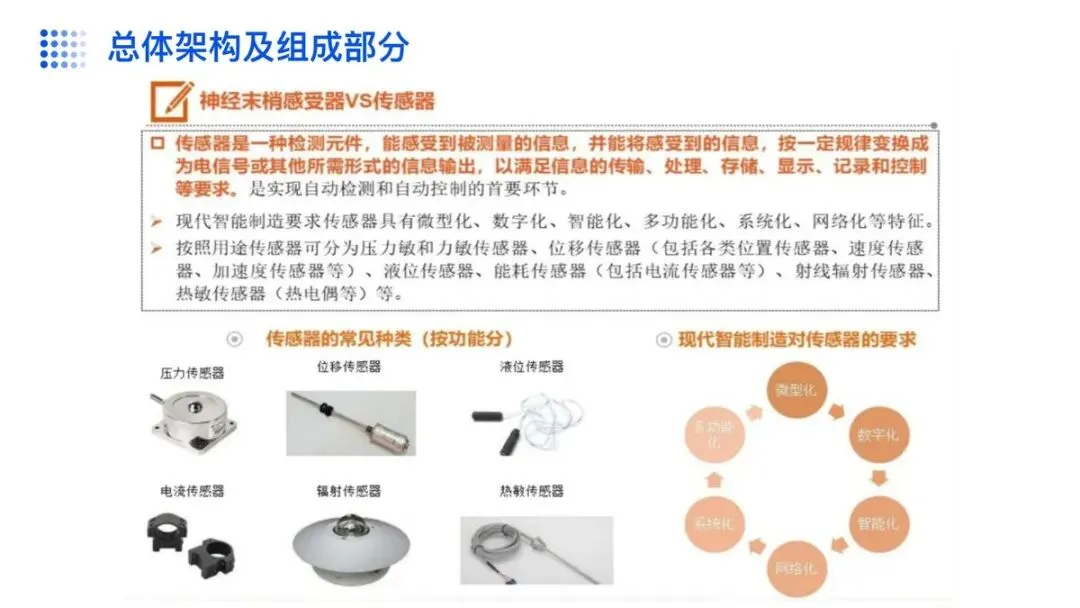
装备制造企业的车间设备类型多样,数控机床、机器人、自动化产线、检验仪器,设备联网与数据采集是实现智能化的先决条件。方案通过串口(RS232)、网口(TCP/IP)、PLC、数据库API以及I/O终端等多种集成方式,将设备层数据实时接入SCADA和MES系统。
数据采集维度覆盖了设备状态(开关机、运行参数、报警信息)、物料数据(批次数量、在制品、出入库记录)、质量数据(首件检验、工序检验、成品检验)以及人员数据(工时、产量、良率)。借助条形码、RFID、工业相机和移动终端等感知手段,实现「人、机、料、工装、表单、质量、工艺」的全要素无纸化采集。这些数据既支撑车间层实时管控(生产进度跟踪、异常预警推送),也为上层的生产分析和工艺优化提供底层数据供给,真正打通从传感器到决策层的感知神经。
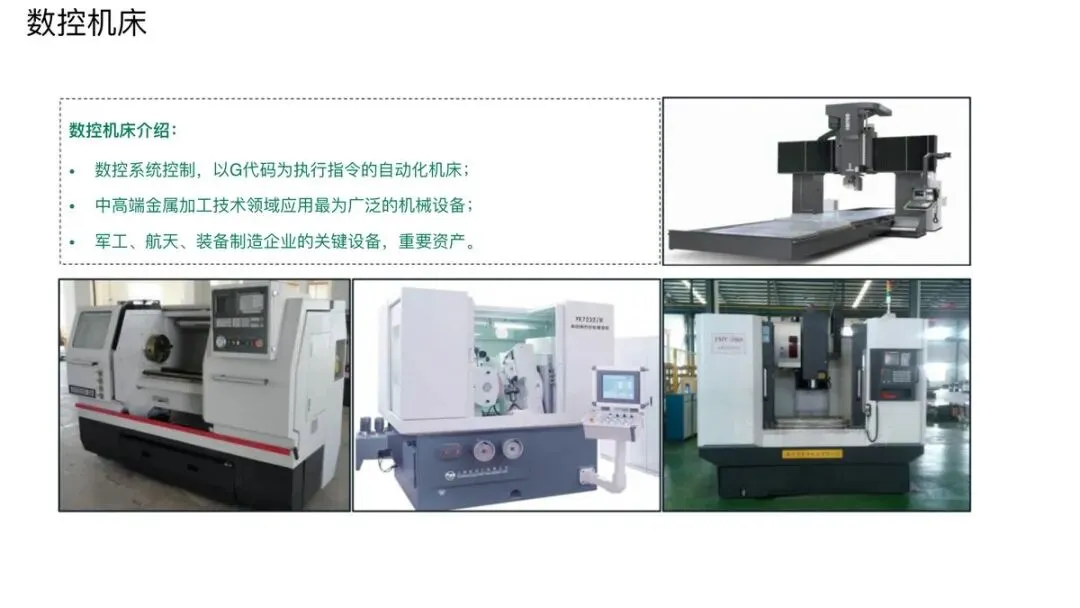
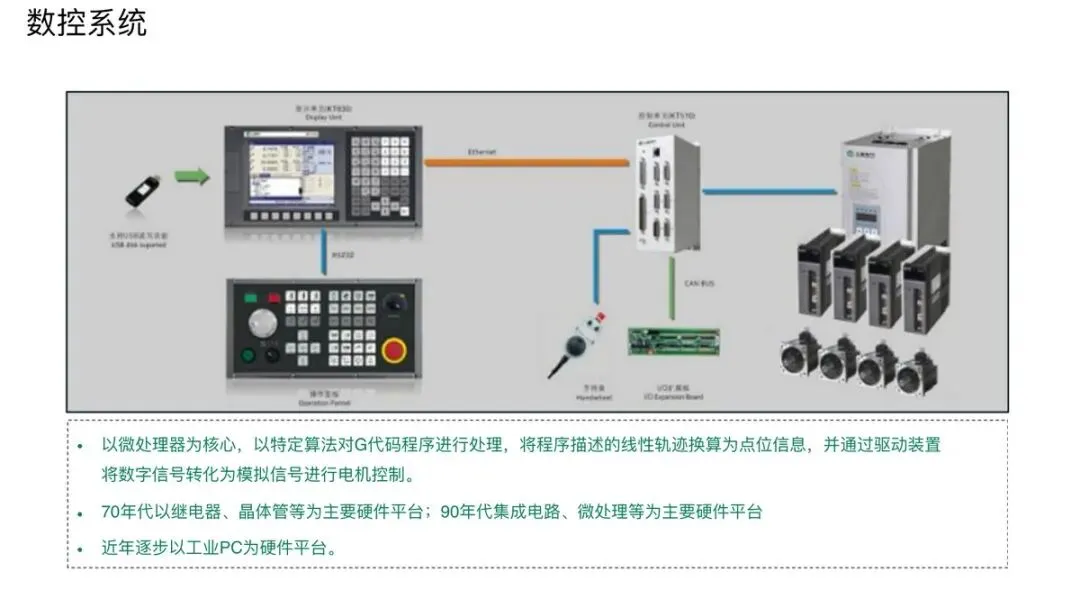
(三)数控系统的深度管控
数控机床是装备制造企业的核心资产,也是智能制造攻坚的重点。方案构建了从DNC(分布式数控)、MDC(制造数据采集)到MDM(程序管理)的完整管控链路。
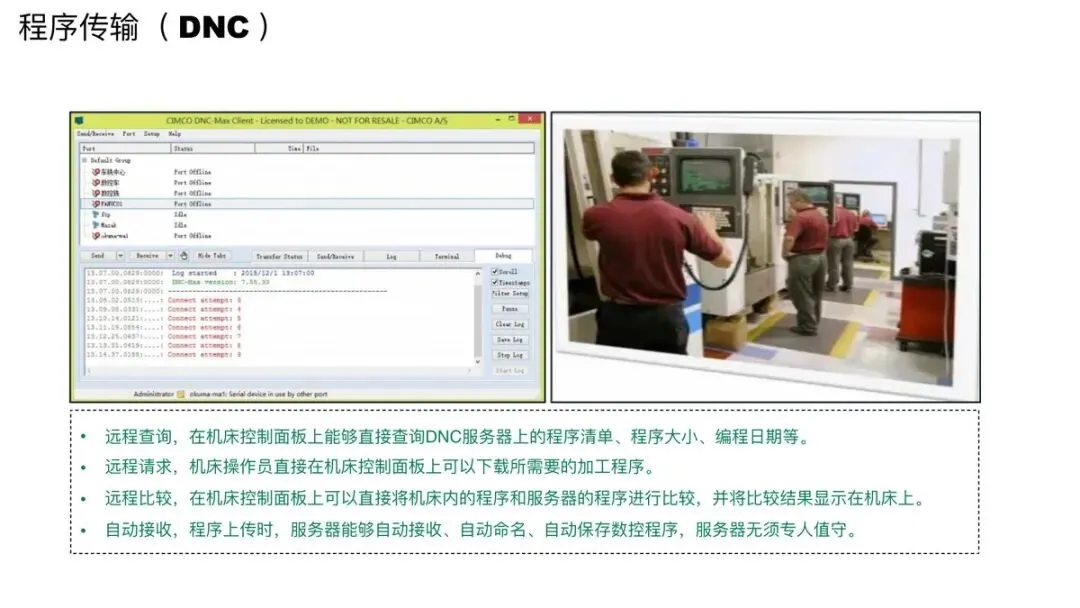
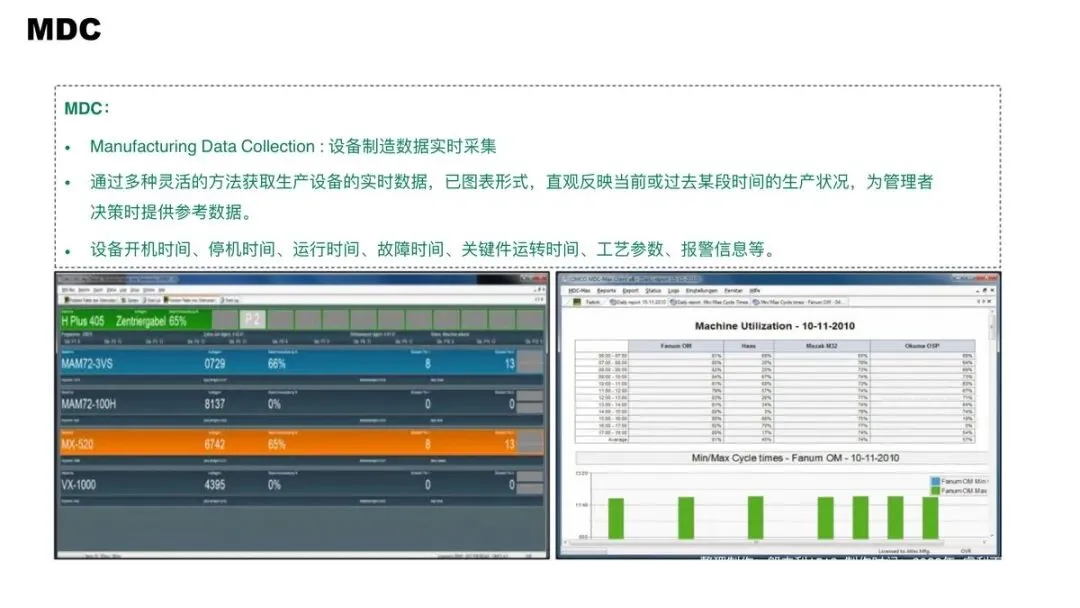
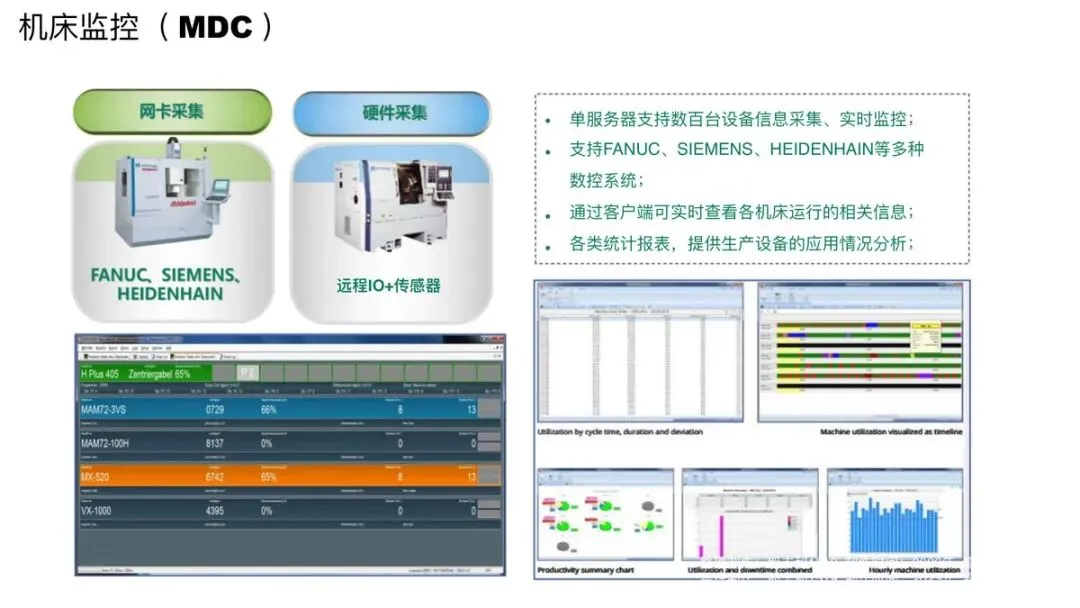
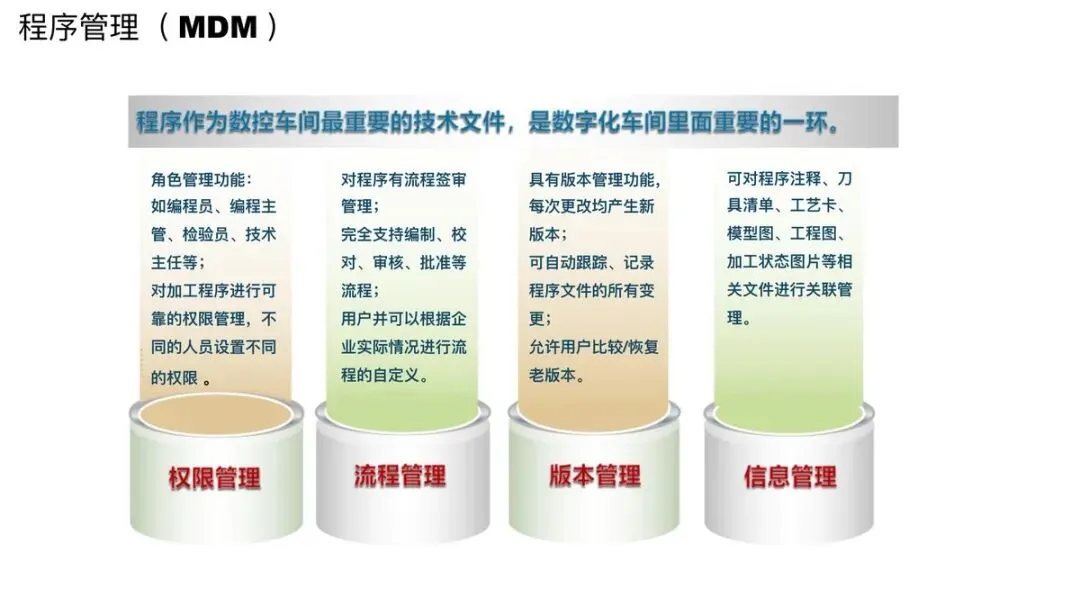
DNC实现了数控程序的网络化传输与在线加工,操作员直接在机床面板上远程查询、下载程序,服务器自动接收和归档上传的程序,无须专人值守。MDC通过远程IO和传感器,单服务器支持数百台设备的信息采集与实时监控,兼容FANUC、SIEMENS、HEIDENHAIN等主流数控系统,为管理者提供设备开机率、运行效率、故障分析等关键指标。MDM则引入了版本管理、流程签审和权限管控,确保加工程序从编制、校对到审核、批准的全流程合规与追溯。
值得留意的是,当前国际主流数控系统,西门子、发那科、海德汉三家,占据国内中高端机床市场的80%以上,国产系统如华中数控、广州数控等仍在持续追赶,性能差距主要集中在高速高精加工和高可靠性应用场景。这意味着设备联网方案必须具备对多品牌、多年代数控系统的兼容能力,也是方案中强调「多协议适配、多接口集成」的现实出发点。不少企业车间里并存着90年代的串口设备和最新的智能机床,一个能覆盖RS232、TCP/IP、PLC、数据库API等多路径的采集方案,比追求单一技术标准更具工程可行性。
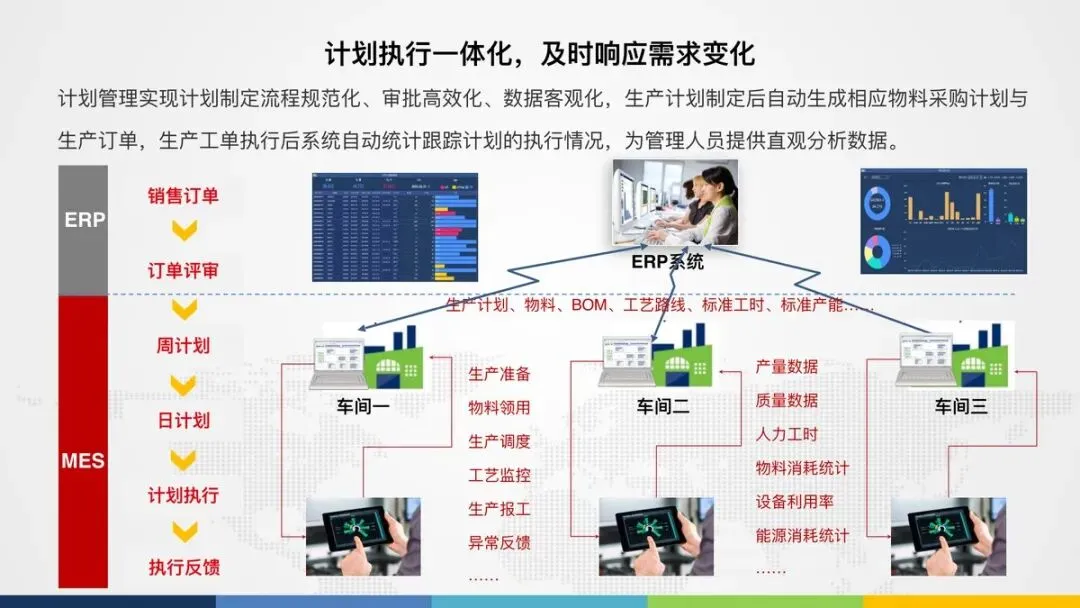
(四)计划执行一体化与物流联动
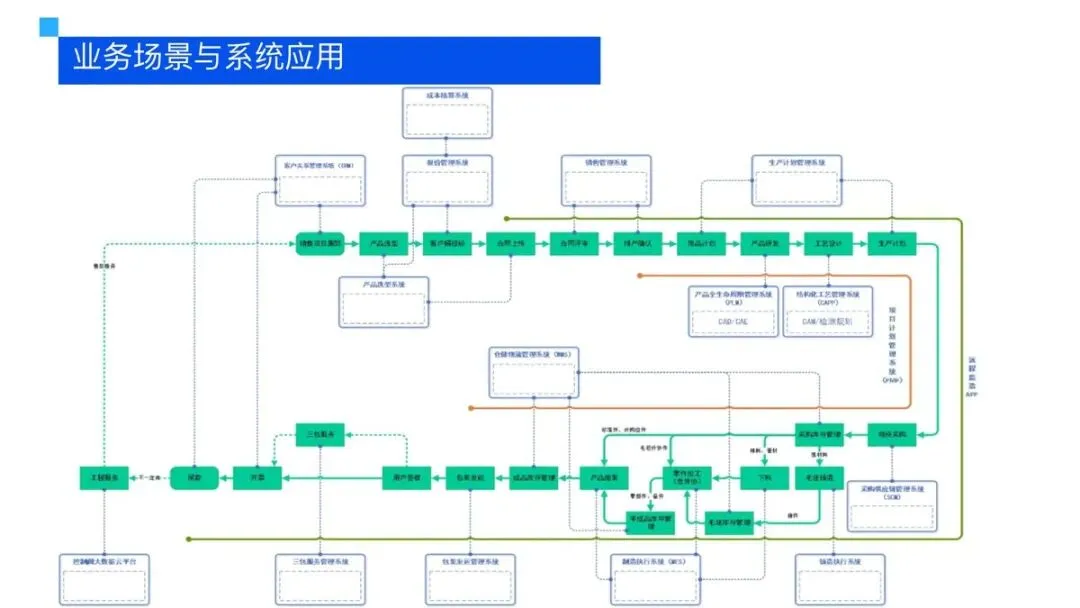
从ERP接收销售订单到车间产出成品,这之间的信息断点往往是制造企业效率损失的最大来源。方案通过计划执行一体化机制,将ERP系统中的生产计划、BOM、工艺路线和标准工时等数据自动下发至MES,MES执行后将产量、质量、工时、物料消耗、设备利用率等实时数据回传ERP。同时,WMS与AGV系统的集成实现了物料从入库、仓储到车间的自动化配送,物料齐套分析、按灯拉动、集配拉动等功能串联起从仓库到工位的完整物流链路,将生产准备时间压缩到最短。
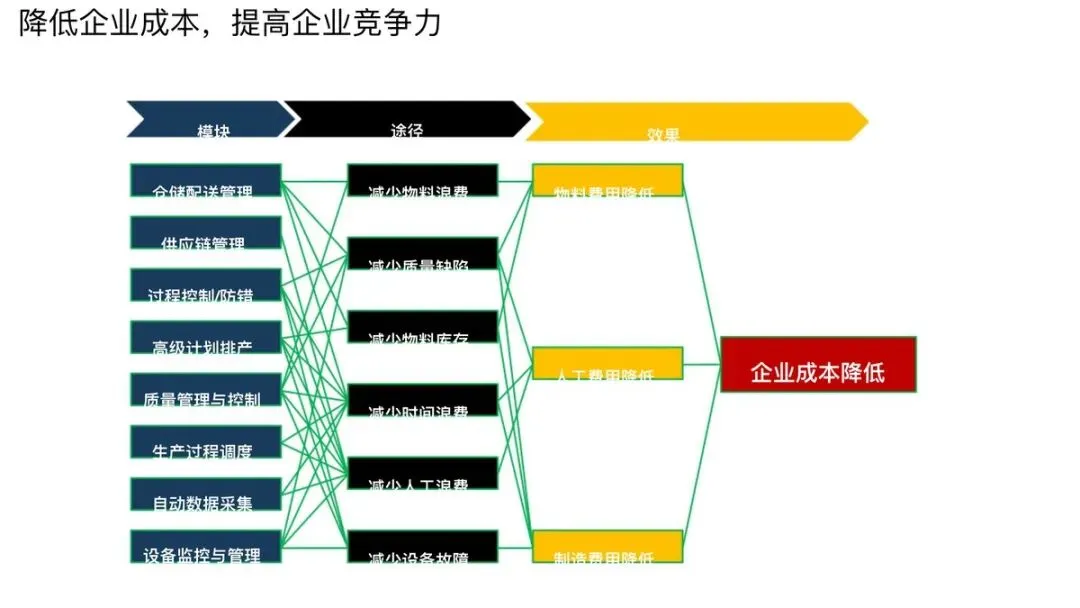
三、方案价值
这套方案的核心价值在于构建了一个「可进化的制造数字底座」,一个从设备层到企业层、从数据采集到智能决策的完整体系,而非一套固定的软件产品。通过MES、DNC、MDC、WMS等系统的深度集成与协同,企业能够在现有设备基础上提升生产效率、实现质量管控闭环并优化运营成本,真正将智能制造从概念转化为车间可见的改进成果。在制造业竞争从「规模驱动」转向「数据驱动」的当下,这套能力将成为企业参与新一轮产业竞争的核心基础。
在此环境下,分享一套解决方案:《智能制造业解决方案》值得参考借鉴~



















随机文章
-
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
- (共81页PPT)人力成本的可量化与可控化下(文末有下载方式,长期有效)
- (共84页PPT)招聘管理与面试甄选技巧(文末有下载方式,长期有效)
- (共84页PPT)药店营业员销售话术如何接待不同类型的顾客(文末有下载方式,长期有效)
- PPT | 维持性血液透析合并肾性贫血临床管理中国专家共识(2026版)
- PPT下载 | 精益思维与精益生产系统【标杆精益】
- (共81页PPT)人力资源管理教学课件第五章绩效管理(文末有下载方式,长期有效)
- 年中总结主题PPT模版41份下载
- 【琼州师魂】海南师范大学专属PPT模板!师范教育/热带教育/海洋文化系统-海南师范大学:琼岛教育的百年守望与时代新篇
- PPT05:城镇燃气重大隐患判定标准解读(111页)
- AI做PPT模板上架,月入1200+
