W302 PQR常见错误分析及规范填写PPT及文本016(P79-P084)
- 2026-06-02 16:25:57
2025年3月30日,应浦贤科技王总邀请,在其公益论坛上进行了主题为“承压设备焊接工艺评定报告(PQR)常见错误分析及规范填写”的讲座,完整的讲座视频2025年3月31日在B站上传。
2026年4月至5月,重新过了一遍PPT,修改了部分内容。修改PPT的同时,编写了讲解文本(原来未制作文本)。
本次修订仅对PPT进行修改,同时完成了配套文本,视频短期内不会再重新录制。
讲解文本总字数约3.3万字,即日起公众号每日发送。发文格式为图片(PPT转)+讲解文本,每张图配一段文字。每次讲解文本的总字数控制在1000-1500之间,预计分20余次上传。
包括《NB/T 47014—2023《承压设备焊接工艺评定》主要变化及分析(一)》|2026 年 2 月修订版、《NB/T 47014—2023《承压设备焊接工艺评定》主要变化及分析(二)》|2026 年 3 月修订版、《承压设备焊接工艺评定报告(PQR)常见错误分析及规范填写”》|2026 年5 月完稿,共3个讲座,总时长超过300分钟,配套文本总字数9.2万字的单行本已经印制完毕,淘宝店已经上架。
《NB/T 47014—2023《承压设备焊接工艺评定》主要变化及分析(一)》|2026 年 2 月修订版的完整PPT及配套文本本公众号已经上传,《主要变化及分析(二)》新修订版的PPT及配套文本等本系列上传完成后之后也会上传。
上图P79
本页显示的热处理保温温度填写为605℃-630℃,可认定为真实记录值,但能反映出热处理过程中保温温度的控制精度相对较差。
上图P80
本页显示的热处理保温温度填写为 620℃-622℃,同样为真实记录值,且能体现出该热处理炉的保温温度控制精度远优于前者。
工程实践中,焊接工艺评定试件的焊后热处理,普遍采用小型箱式电阻炉。此类加热炉专为小试件、高精度控温设计,搭载 PID 智能温控系统与高精度热电偶,控温精度可达±1℃,炉内温场均匀、温差小,能确保试件各部位热处理效果一致。此外,此类加热炉操作便捷,升温与降温速率可按需编程,热处理全程数据可自动记录,完全适配焊接工艺评定试件的热处理需求。本页 620℃-622℃的实际保温温度记录,应为采用高精度电炉热处理实现。
上图P81
“保温时间” 这栏按试件的实际保温时间填写即可,实测多久就填写多久。
这里重点提醒:确定评定试件的保温时间时,需充分考虑后续产品制造的工艺覆盖范围,可适当延长实际保温时间,预留足够余量。以评定试件厚度 40mm 为例,按 GB/T 30583-2026《承压设备焊后热处理规程》要求,保温 2 小时已满足标准规定,但无多余余量。若后续产品存在多次热处理的工况,仅 2 小时的评定保温时间将出现覆盖盲区,举例说明:厚度 50mm 的 Q345R 大型塔器,因运输限制需分 2 段出厂,厂内两段分别炉内去应力热处理,620℃保温 2 小时;现场合拢环缝采用局部电加热去应力热处理,620℃再保温 2 小时。此时与合拢环缝相邻的纵缝,因局部热处理被带入,累计承受的保温时间达4小时。
若焊接工艺评定试件的焊后热处理保温时间仅为2小时,将无法覆盖与最终合拢焊缝相邻的纵缝,合拢焊缝本身的热处理工况仍可覆盖。因此40mm厚的评定试件,实际保温时间应大于2小时,可实际保温4小时甚至更长时间。
上图P82
部分同行可能会担心热处理保温时间过长导致焊接接头的强度下降造成评定不合格,针对这一问题,我个人建议可将评定试件的尺寸适当加长,通过分段热处理、分步试验的方式规避风险。
以40mm厚的Q345R试件为例,可将试件总长度定为600mm,焊后锯分为两段,一段 450mm、另一段150mm。先对450mm段进行8小时保温时间的热处理,完成后进行全套拉伸、弯曲、冲击试验。若所有试验全部合格,该评定可覆盖的保温时间为8/0.8=10 小时;若弯曲、冲击试验合格,但拉伸试验不合格,可将剩余150mm段单独进行4小时保温时间的热处理,仅进行拉伸试验,若试验合格,两份评定结果可组合使用,最终可覆盖的热处理保温时间为4/0.8=5 小时。
当然,也可直接制备两副或多副评定试件,分别在不同保温时间下进行热处理,再各自完成理化试验。这种方式的思路,与后续我们将提到的模拟最小程度焊后热处理(Min.PWHT)、模拟最大程度焊后热处理(Max.PWHT)一致。
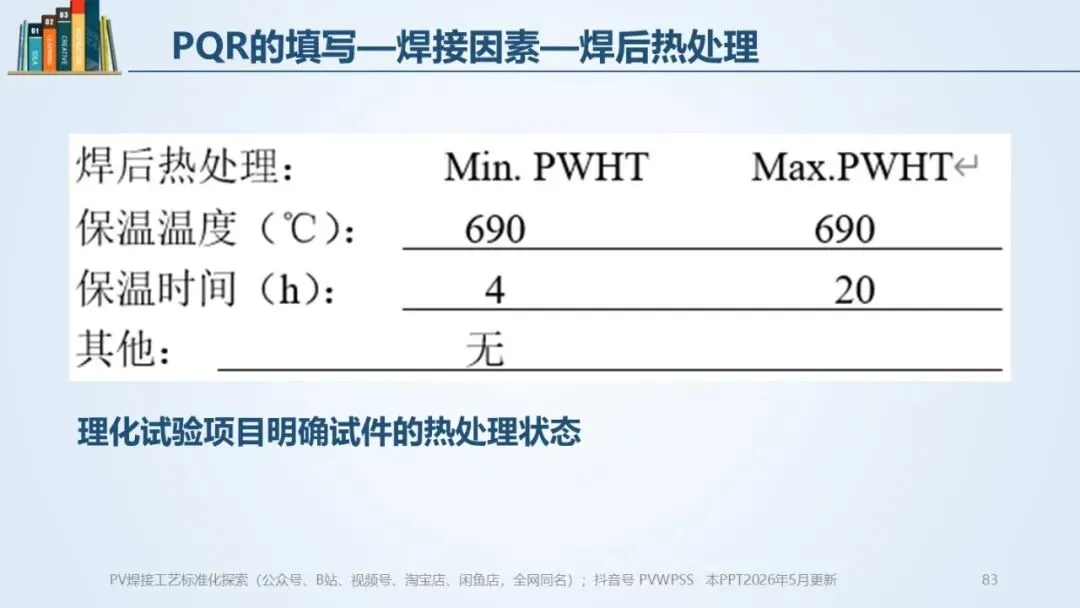
上图P83
耐热钢,如15CrMoR,有的设计文件会规定焊接工艺评定的试件应进行模拟最小程度焊后热处理(Min.PWHT)、模拟最大程度焊后热处理(Max.PWHT)。碰到这种情况时,我们应分别记录其对应的保温温度与保温时间。
同时,理化试验项目应明确试件对应的热处理状态。
上图P84
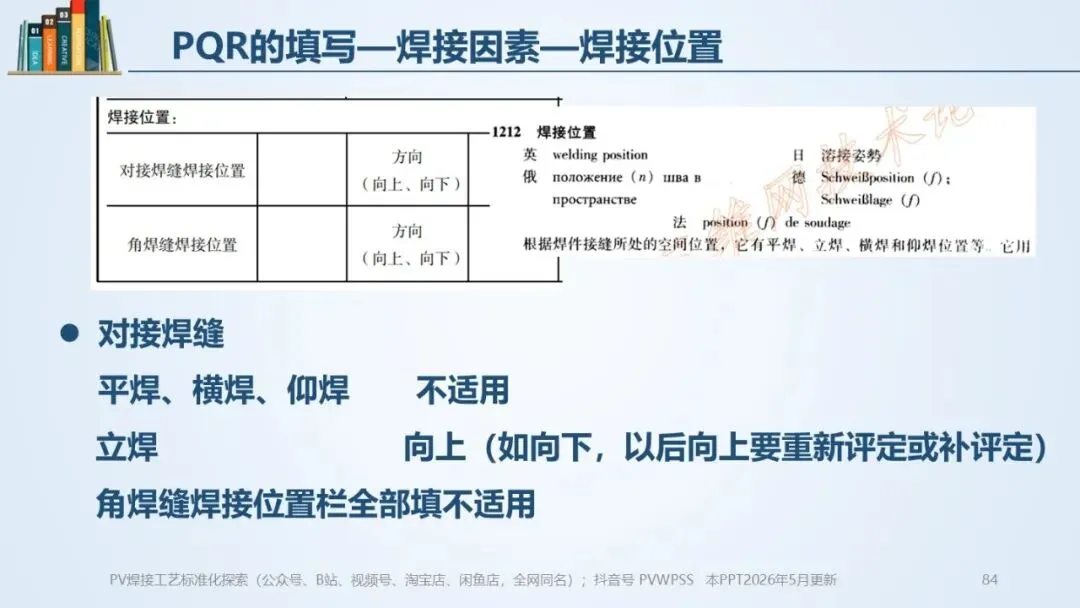
现在讨论下焊接位置如何填写。
对于对接焊缝,一共有平、横、立、仰共4个焊接位置。评定试件是什么位置焊接的,就填写什么位置。
对于有冲击要求的母材,我个人建议尽可能选用立焊位置,因为标准规定:“从评定合格的位置改为向上立焊”是补加因素。同时,立焊位置施焊的热输入相对较大。综合这二者考虑,从覆盖范围尽可能大这个角度,应选用立焊向上位置。
对于无冲击要求的母材,“从评定合格的位置改为向上立焊”无须重新评定,故可以选用平焊位置。
关于焊接方向,对于平焊、横焊、仰焊,是无所谓焊接方向的,如施焊时的焊接位置属于这3者之一,对应的“方向(向上、向下)”应填写“不适用”。立焊位置的焊接方向,绝大多数情况都是“向上”,立焊向下只在长输管线等特殊情况下使用,绝大多数制造单位不会碰不到这种应用场景。
另外,对于对接焊缝,后面与角焊缝相关的两栏均应填写“不适用”。
当焊接工艺评定试件是角焊缝时,与对接焊缝相关的两栏均应填写“不适用”。与角焊缝相关的两栏应参照前面介绍对接焊缝相应填写方法,如实填写。
未完待续。
下面是本自媒体各平台介绍
公众号、视频号,B 站、淘宝店,闲鱼店,全是这个同名 ID!不用再记一堆名字,搜一下就能找到对应内容:
B 站:聚焦行业标准、焊接标准深度讲解(长视频),公众号文章配套解读短视频(目前少量上线);已上线内容:
✅ NB/T 47014—2023 主要变化与分析(总时长 200 分钟)
✅ GB/T 150—2024《压力容器》焊接相关内容汇总(总时长 240 分钟)
✅ NB/T 47015—2023《压力容器焊接规程》(已更 250 分钟,剩余内容 3 月底更新完毕)
✅ TSG Z6002—2010《特种设备焊接操作人员考核细则》(50 分钟);2026 新版已颁布,计划上半年完成内容更新
公众号:针对行业标准、焊接标准、焊接工艺标准化的深度解析;计划每年制作文章合集纸质版,现已完成 2024 年、2025 年度文章合集纸质版的整理制作,两款合集均常年发售。
视频号:行业标准、焊接标准讲解长视频(切片);公众号所发文章的讲解短视频;
抖音:内容与视频号一致,账号为ID英文简写 “PVWPSS”,(PV 代表压力容器,压力容器离不开大量 WPS,这样记超容易~)
淘宝店:现售公众号 2024、2025 年度文章合集,《NB/T 47014—2023 承压设备焊接工艺评定》 讲解视频配套文本单行本,京东快递发货;
闲鱼店:现售公众号 2024、2025 年度文章合集,申通快递发货,售价更实惠;
QQ群:2000人大群,目前主要考虑放些公众号文章的PPT,标准讲解视频的PPT,公众号合集试读本,国家标准化平台可下载的标准等。QQ群的文件管理还是比较方便的,其他平台没有这个优势。为了筛选用户,实行收费制(最高1.68元,有效期至2028年底)。群号及入群信息请访问最后一次说明 入群流程 + 群规则,看完再申请,大家都省力

