文档资源
PPT
Excel
Word
当前位置:
首页
>
PPT
>5M1E分析与改进方法培训ppt
5M1E分析与改进方法培训ppt
2026-05-31 06:28:10
5M1E分析与改进方法培训ppt
01
理解现场管理的本质
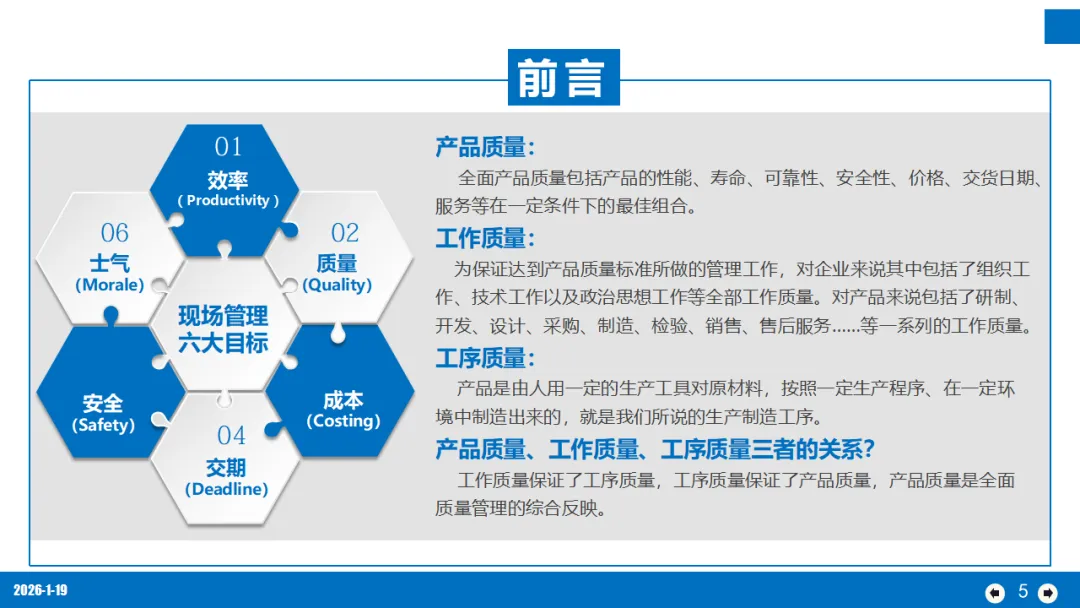
现场管理的六大核心目标
在座各位都是班组长,我们每天都在现场摸爬滚打。但请大家先思考一个问题:我们现场管理到底在管什么?终极目标是什么?如果我们用一个靶心来比喻,这个靶心应该有六个同心圆,这就是我们现场管理的
六大目标
:
第一环:效率(Productivity)
。这是最外显的指标。什么叫效率?简单说就是单位时间内的产出。但班组长要明白,效率不是让工人手脚更快、加班更多,而是让流程更顺、浪费更少。比如,一个操作工每天装配100件产品,如果通过改善布局、优化动作,他能轻松完成120件,且质量更稳定,这才是效率的真谛。效率提升的本质是资源的优化配置,而不是员工体能的过度消耗。
第二环:质量(Quality)
。这是企业的生命线。这里我要特别强调,
质量不是检验出来的,是制造出来的
。班组长一定要把质量意识从"事后把关"转向"事前预防"和"过程控制"。当你发现不良品时,损失已经造成了。我们的目标是在5M1E的每个环节上植入质量基因,让合格成为常态,让不良成为意外。
第三环:成本(Costing)
。成本意识是班组长的基本功。但降低成本绝不是偷工减料、降低标准。真正的成本改善,是减少返工、减少等待、减少搬运、减少库存、减少过度加工这七大浪费。一个焊工如果因为电流不稳定导致虚焊,返工一次的成本是正常作业的3-5倍。班组长每天在现场,要有一双发现隐性成本的火眼金睛。
第四环:交期(Deadline)
。交期就是信誉。现在都是精益生产、零库存,客户给的交期越来越短。班组长要对本工序的节拍时间了如指掌,对物料齐套性高度敏感,对异常响应速度做到分钟级。一个班组长的交期管理能力,直接决定了整个供应链的稳定性。
第五环:安全(Safety)
。安全是红线,是底线。各位,
任何产量的完成,都不足以弥补一个工伤事故的代价
。这个代价不仅是医疗费用,更是员工家庭的幸福和团队的士气。班组长要把安全观察、危险源识别变成日常习惯,把劳保用品穿戴、设备点检变成肌肉记忆。安全是"1",其他都是后面的"0"。
第六环:士气(Morale)
。这是最容易被忽视,却最具决定性的因素。班组长的领导力,最终体现在团队士气上。一个士气高昂的团队,会主动发现问题、改善问题;一个士气低落的团队,会掩盖问题、制造问题。士气从哪里来?从公平对待来,从有效沟通来,从及时激励来,从个人成长来。
这六大目标不是孤立的,而是相互影响、相互制约的。比如,过度追求效率可能牺牲安全;过度压成本可能影响质量。班组长的高级能力,就是在这六个维度中寻求动态平衡,实现整体最优。
质量的三重境界:产品、工作与工序
接下来,我们深入理解"质量"这个概念。很多企业一谈到质量,就想到产品检验。这是非常狭隘的。质量有三个层次,环环相扣,缺一不可。
第一重境界:产品质量
。这是大家最熟悉的。全面产品质量包括性能、寿命、可靠性、安全性、价格、交货日期、服务等要素的最佳组合。比如,我们生产一个汽车轴承,它的旋转精度是性能,使用公里数是寿命,在不同温度下的稳定性是可靠性,不碎裂的安全性,这些共同构成了产品质量。但班组长要明白,
当我们谈产品质量时,实际上是在谈结果
。结果已经形成了,我们能做的只能是评估和筛选。
第二重境界:工作质量
。这是质量管理的核心。工作质量是指为保证达到产品质量标准所做的管理工作。它包括组织工作、技术工作、政治思想工作等全部工作质量。对产品来说,包括了研制、开发、设计、采购、制造、检验、销售、售后服务等一系列工作质量。班组长的工作质量体现在哪里?体现在你排班的合理性、培训的有效性、异常处理的及时性、团队沟通的充分性上。
工作质量是过程,产品质量是结果
。没有过程 guarantee,就没有结果 guarantee。
第三重境界:工序质量
。这是质量的落脚点。产品是由人,用一定的生产工具对原材料,按照一定生产程序,在一定环境中制造出来的。这个制造过程,就是我们说的工序。工序质量就是每一个工步、每一个动作、每一个参数的控制水平。班组长最核心的战场就在工序质量上。
这三者是什么关系呢?我用一个
质量金字塔
来比喻:工序质量是塔基,工作质量是塔身,产品质量是塔尖。
工作质量保证了工序质量,工序质量保证了产品质量,产品质量是全面质量管理的综合反映
。作为班组长,你的视野必须从塔尖下沉到塔基,从关注几个不良品,转向关注每一个操作细节的标准化。
质量波动的必然性与管理意义
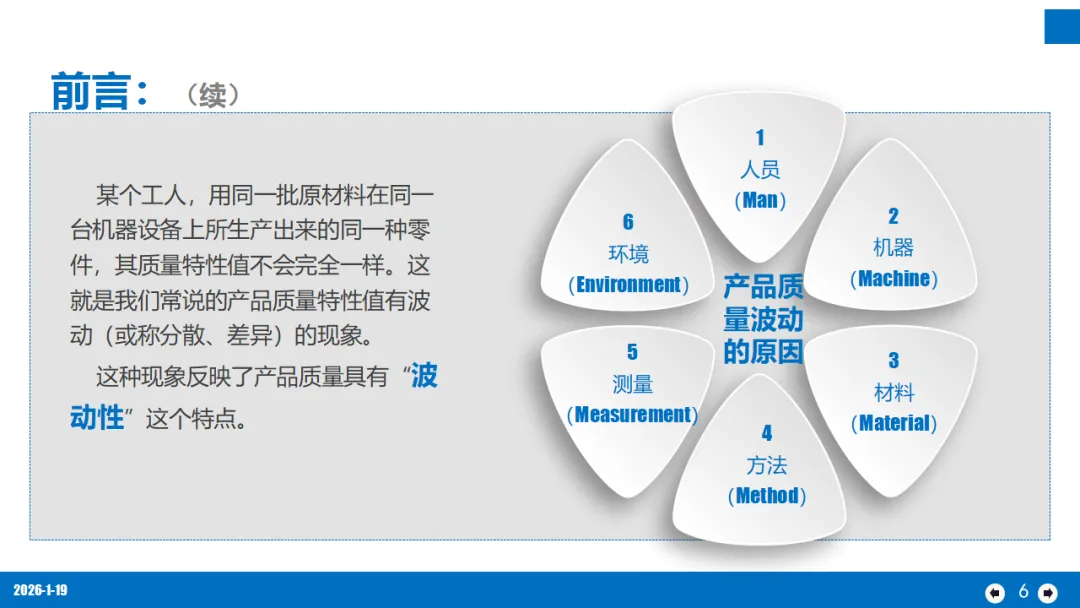
前言的最后,我们要建立一个重要认知:
质量的波动性是绝对存在的
。请大家思考,同一个工人,用同一批原材料,在同一台机器上,生产同一种零件,其质量特性值会完全一样吗?答案是不会。这种差异是固有的,是不可避免的。
为什么?因为影响质量的六大要素——5M1E,本身就处在动态变化中。人的情绪有波动,设备的参数有漂移,材料的成分有差异,环境的温湿度有变化。这些微观的变化累积起来,就表现为产品质量特性的波动。
承认波动,不是为不良品找借口,而是要我们用统计的眼光、系统的方法去管理波动
。我们要区分正常波动和异常波动。正常波动是稳定的、可预测的,我们可以通过过程能力来评估;异常波动是突发的、不可控的,必须立即查明原因并消除。5M1E分析,就是帮助我们快速定位异常波动根源的导航图。
02
现场管理的六脉神剑
5M1E,指的是人(Man)、机器(Machine)、物料(Material)、方法(Method)、测量(Measure)、环境(Environments)。简称人、机、料、法、环、测。这六大要素是现场管理的根本,也是全面质量管理理论(TQM/TQC)中影响产品质量的主要因素。
如果说现场管理是一盘棋,5M1E就是六个棋子。班组长必须像顶尖棋手一样,对每个棋子的特性、走法、组合策略了然于胸。
一、人(Man)——现场管理的灵魂与核心
人,是5M1E的中心,是六大要素中最活跃、最复杂、最根本的因素。
我给大家做一个形象的比喻:
如果把5M1E比作一辆行驶的汽车,汽车的四只轮子是"机"、"料"、"法"、"环",汽车的仪表是"测",那么驾驶员这个"人"的要素才是主要的。没有了驾驶员,这辆车只能原地不动,成为废物
。
这个比喻想说明什么?说明所有的资源、条件、制度,最终都要通过人来激活、来执行、来优化。班组长的首要任务,就是激发人的潜能,管控人的变异。
人的因素导致的典型缺陷
在工序中,如果人起主导作用,可能产生哪些缺陷呢?我列举几个可控的主要原因:
第一,质量意识差
。这是最致命的。员工可能技术很好,但如果他认为"差不多就行"、"反正后面还有检验",那质量就无法保证。意识差的表现包括:对标准不理解、对不良不敏感、对改善不积极。比如,一个装配工发现螺钉孔有毛刺,但觉得"能拧进去就行",不反馈、不处理,最后导致客户处螺纹滑牙。这就是意识问题。
第二,操作时粗心大意
。这是人为失误的典型。比如,漏装一个垫片、装反一个零件、按错一个按钮。这类问题看似偶然,实则必然。班组长要明白,
重复性的工作会让人产生生理和心理疲劳,导致注意力下降
。这不是员工态度问题,是人的自然规律。我们的对策不是批评指责,而是通过防呆、自检互检等机制来减少粗心大意的概率。
第三,不遵守操作规程
。这是最让班组长头疼的。SOP写得清清楚楚,但员工就是"凭经验"、"图省事"不按标准做。为什么?可能是标准本身不合理,可能是员工培训不到位,可能是监督考核缺失。班组长要深入分析"不遵守"背后的原因,而不是简单处罚。有一次我在一家企业看到,操作规程要求员工每半小时记录一次数据,但实际上设备显示的数据需要走到另一个房间才看得到。员工嫌麻烦就"估"一个数。这是标准设计的问题,不是人的问题。
第四,操作技能低、技术不熟练
。新员工、转岗员工、多能工培养初期都容易出现。表现为动作慢、易出错、异常处理能力差。班组长要建立技能分级标准,实施差异化培训和授权。
第五,由于工作简单重复而产生厌烦情绪
。这是人的心理极限问题。一个工位如果三个月不变,员工就会进入"自动化"状态,大脑不再思考,质量风险急剧上升。班组长要通过轮岗、质量改善活动、技能竞赛等方式,持续给员工注入新鲜感和挑战感。
人的因素的管控措施
针对人的问题,班组长不能靠"人盯人"战术,必须建立系统化、人性化的管理机制。具体措施包括:
第一条,加强质量意识教育
。这不是挂横幅、喊口号,而是持续、深入、走心的教育。怎么做?首先,
要让员工看到质量
。定期展示不良品实物、客户投诉案例、质量损失数据。其次,
要让员工感受到质量
。组织质量复盘会,让员工自己分析"我这道工序如果做不好,会给下道工序带来什么麻烦"。最后,
要让员工受益于质量
。建立质量绩效奖励,让质量好的员工收入更高、荣誉更多。质量意识教育的核心是"质量第一、用户第一、下道工序是用户"的理念内化。
第二条,编写明确详细的操作流程,加强专业培训,颁发上岗证
。SOP要图文并茂,参数量化,异常有预案。培训要分三级:公司级、车间级、班组级。班组级培训最重要,必须采用"师傅带徒弟+实操考核"模式。上岗证不是一张纸,而是对员工能力和责任的法定确认。没有上岗证独立操作,就是管理失职。
第三条,加强检验工作,适当增加检验频次
。这不是信任危机,而是风险预警。特别是对于新员工、新设备、新工艺、新材料这四个"新",要增加巡检频次。班组长要善于利用首检、自检、互检、巡检"四检联动",把问题发现在本工序,消灭在班组内。
第四条,通过工种间的人员调整、工作经验丰富化等方法,消除操作人员的厌烦情绪
。轮岗制是个好办法,但要有序。建议每半年对核心岗位人员进行一次横向轮岗。同时,
大力培养多能工
,让员工掌握3-4个工位的操作。这不仅能消除厌烦,还能提升生产柔性和员工个人价值。经验丰富化的另一个方法是让员工参与改善提案,把他们的智慧变成看得见的变化。
第五条,广泛开展TQM活动,促进自我提高和自我改进能力
。TQM不是质量部门的事,是班组的事。每个班组都要成立QC小组,每月至少解决一个实际问题。班组长要从"发号施令者"转变为"教练+服务员",为QC小组提供资源、协调问题、庆祝成果。当员工从"被动执行者"变成"主动改善者",质量水平会实现质的飞跃。
二、机(Machine)——现场管理的硬实力
机,指设备、工具、工装、模具等生产手段。一个企业在发展,除了人的素质在提高,企业外部形象在提升,公司内部的设备也在更新。为什么?
因为好的设备是提高生产效率、保证产品质量的物质基础
。
设备是否正常运作,工具的好坏,都是影响生产进度、产品质量的又一关键要素。班组长必须从"会用设备"上升到"懂设备、管设备、改善设备"的层次。
设备因素导致的典型缺陷
当设备起主导作用时,常见的缺陷原因有:
第一,未定期及时点检、保养和维护造成的设备故障引发缺陷
。这是最可惜的。很多设备故障都有先兆,比如异响、发热、振动异常。但因为没有日常点检,小问题拖成大故障,最终导致批量不良。班组长要树立"设备是养出来的,不是修出来的"理念。
第二,缺乏首件检查,造成批量缺陷
。设备经过一夜停机,早上开机时参数可能漂移。如果没有首件检查,直接大批量生产,可能到中午才发现问题,整批产品都面临返工或报废。首件检查是预防批量事故的防火墙。
第三,工人工作的疏忽造成的缺陷
。比如,工装夹具没有装夹到位、刀具磨损没有及时更换、治具清洁不到位导致产品划伤。这类问题表面是人的疏忽,本质是设备管理标准的缺失。
设备因素的管控措施
第一条,加强设备维护和保养,定期检测机器设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制
。具体怎么做?首先,
编制设备点检表
,把需要员工日常点检的项目、频次、标准、方法可视化。比如,注塑机的射出压力、合模力;冲压机的冲程精度;CNC机床的主轴跳动。这些关键参数必须每天开班前点检并记录。其次,
实施三级保养
:日常保养(操作工负责)、一级保养(维修工指导,操作工执行)、二级保养(专业维修工执行)。班组长要监督保养计划的执行,不能让保养变成纸面作业。
第二条,采用首件检验,核实定位或定量装置的调整量
。首件检验不是简单的"做一个看看",而是有严格流程:① 设备预热和参数稳定;② 使用标准样件或上批次合格末件进行调试;③ 首件生产;④ 全尺寸、全功能检测;⑤ 记录数据并签字确认;⑥ 只有首件合格才能批量生产。对于关键工序,首件数量要增加到3-5件,确认过程能力稳定。
第三条,尽可能培植定位数据的自动显示和自动记录装置,以减少对工人调整工作可靠性的依赖
。这是智能制造的方向。比如,在压装工序安装压力位移曲线自动监控系统,不合格自动报警;在拧紧工序使用智能电批,扭矩数据自动上传。班组长要主动向车间、设备部门提出自动化改善需求,逐步减少对人感知的依赖。
三、料(Material)——现场管理的粮草先行
料,指物料、半成品、配件、原料等一切用料。现在的工业产品生产,分工极度细化,一个产品一般有几种到几十种配件或部件是多个部门同时运作。当某一部件未完成时,整个产品都不能组装,造成装配工序停工待料。
物料是流动的,任何一个环节的工作结果都会影响到其他部门的生产运作
。班组长必须从"等料上线"转变为"主动管料、提前备料、持续改善物料质量"。
物料因素导致的典型问题
第一,原材料来料不良
。这是源头问题。比如,钣金件来料尺寸超差、塑料件来料色差、电子元器件性能参数不符。来料不良会导致本工序无法加工或加工后不合格。班组长要有"火眼金睛",在领料、上料环节就识别出问题。
第二,供应商质量不稳定
。同一供应商不同批次质量差异大,或者不同供应商之间的质量差异大。这会导致生产过程波动大,参数频繁调整,质量一致性差。
第三,原材料进场前缺乏必要的检验和判定
。特别是对于一些外观、尺寸、性能需要专业设备检测的物料,如果缺乏检验就直接上线,风险极大。班组长要对本工序所用物料的关键特性了如指掌,知道什么料必须检验、用什么方法检验。
物料因素的管控措施
第一条,在原材料采购合同中明确规定质量要求
。这不是采购部门的事,班组长要参与。为什么?因为你最懂现场需求。你要把本工序对材料硬度、韧性、尺寸公差、表面粗糙度等要求,转化为可测量的技术指标,反馈给采购,并写入技术协议。同时,明确不合格品的处理流程和供应商质量责任追溯条款。
第二条,加强原材料的进厂检验和厂内自制零部件的工序和成品检验
。班组长要推动建立"物料质量档案",对每批物料的检验数据、使用过程中的表现、最终产品合格率进行关联分析。对于关键物料,建议实施100%检验或抽样方案加严。对于自制半成品,本班组的成品检验就是下道工序的来料检验,要有"下道工序是客户"的意识。
第三条,合理选择供应商(包括"外协厂")
。班组长要参与供应商现场审核,重点看对方的5M1E管理水平。一个好的供应商不是价格最低的,而是质量最稳的。建议每个关键物料选择2-3家合格供应商,分散风险。同时,建立供应商绩效评估机制,季度评分,末位淘汰。
第四条,搞好协作厂间的协作关系,督促、帮助供应商做好质量控制和质量保证工作
。这是对上班组长的更高要求。
要把供应商当成自己的外延班组
,定期走访、交流质量数据、分享改善经验。比如,我们的冲压件供应商模具磨损快,我们可以派技术人员去指导他们优化模具间隙、改善润滑。供应商质量提升了,我们的质量风险就降低了。这是一个双赢的思维。
四、法(Method)——现场管理的轨道与导航
法,指方法、技术,是生产过程中所需遵循的规章制度。它包括:工艺指导书、标准工序指引、生产图纸、生产计划表、产品作业标准、检验标准、各种操作规程等。
这些文件的作用是能及时准确地反映产品的生产和质量要求。严格按照规程作业,是保证产品质量和生产进度的一个条件
。班组长必须从"经验管理"转向"标准管理",让一切有章可循、有标准可依。
方法因素的深层次影响
方法包括
工艺流程的安排、工艺之间的衔接、工序加工手段的选择(加工环境条件、工艺装备配置/参数)和工序加工的指导文件(如操作规程、作业指导书、工序质量分析表等)
。方法的影响有两个层面:
第一层面:加工方法、工艺参数和工艺装备等正确性和合理性
。这是技术问题。比如,焊接工序的电流电压参数设置是否合理?热处理工序的升温速率、保温时间、冷却方式是否最优?不合理的工艺参数,即使设备再好、员工再认真,也做不出稳定的好产品。班组长要组织员工对工艺参数进行试验验证,找到最佳参数窗口,并固化下来。
第二层面:贯彻、执行的严肃性
。这是管理问题。工艺文件写得很完美,但员工不执行,等于零。为什么不执行?可能是标准太复杂看不懂,可能是标准过时了没人更新,可能是执行了反而效率低。班组长要定期评审作业指导书的有效性,让员工参与到标准制定中来,提高标准的可执行性。
方法因素的管控要点
建立标准作业组合票
:将作业步骤、作业时间、关键质量控制点、安全注意事项、异常处理方法全部整合在一张A4纸上,塑封后挂在工位。员工一目了然,管理者检查有据。
工艺纪律检查
:班组长每天随机抽查3-5个工位,检查员工操作是否与标准一致。这不是找茬,而是发现标准问题。如果发现多数员工都不按某条标准执行,就要反思:是标准错了,还是培训不到位?
变更管理
:任何工艺参数、作业方法的变更,必须经过试验、评审、批准、培训、验证五个步骤。班组长要严控变更,防止随意变更导致质量波动。
五、测(Measure)——现场管理的眼睛与尺子
测,指计量器具和检测方法、技术。是指过程质量控制中为监控和保证产品质量而采用的计量器具、检测方法和技术。
如果把质量管理比作导航,测量就是GPS;如果把质量缺陷比作疾病,测量就是体检
。没有准确的测量,我们就无法判断过程是否稳定,产品是否合格。
测量因素的关键风险点
第一,计量器具的选择不当,包括量程、精度不匹配
。比如,要测量0.01mm的间隙,用0.02mm精度的卡尺就不行;要测量1000°C的温度,用500°C量程的热电偶就会烧毁。班组长要懂基本的测量知识,知道本工序需要什么精度的量具。
第二,计量器具未定期校准和调整,导致测量数据失真
。这是最危险的。失准的量具会给出错误信号,把合格品判为不良品,造成浪费;把不良品判为合格品,导致流出。班组长要建立量具台账,对到期未校准的量具坚决停用。
第三,计量器具缺乏统一的校准规程和管理
。谁负责校准?用什么标准器?在什么环境下?校准周期多长?这些问题如果没有统一规定,就会出现各班组标准不一、数据不可比的情况。
测量因素的管控措施
第一条,确定测量任务及所要求的准确度,选择合适准确度和精密度能力的测试设备
。班组长要组织员工进行"测量系统分析(MSA)",评估量具的重复性和再现性。具体操作:选3-5个员工,每人对同一个标准样件测量10次,计算测量数据的离散程度。如果离散过大,说明测量系统本身不稳定,数据不可信。
第二条,定期对计量器具进行确认、校准和调整
。建立可视化的校准看板,将每台量具的编号、校准日期、下次校准日期、责任人清晰展示。校准标签要贴在量具显眼位置,过期一眼就能发现。
第三条,规定必要的校准规程,包括设备类型、编号、地点、校验周期、校验方法、验收方法、验收标准及问题应急措施
。这个规程要具体到操作层面。比如,游标卡尺的校验,要规定使用什么标准量块、在20±5°C环境下进行、校验几个点、误差允许多少、超差了怎么办。班组长要确保员工能看懂、会执行。
第四条,保存校准记录
。所有校准数据必须建档保存,至少3年。这些记录不仅是体系要求,更是质量追溯的依据。当客户投诉时,校准记录是证明我们测量有效性的证据。
第五条,发现测量和试验设备未处于校准状态时,立即评定以前的测量和试验结果的有效性,并记入有关文件
。这是一条非常严肃的规定。一旦发现量具超差,要立即停止生产,追溯到上次校准合格后的所有产品,进行复检。班组长要有这个魄力,哪怕意味着大面积返工。这是防止不良流出的最后一道防线。
六、环(Environments)——现场管理的土壤与气候
环境,一般指生产现场的温度、湿度、噪音干扰、振动、照明、室内净化和现场污染程度等。
如果说5M1E是一棵树,环境就是土壤和气候。土壤贫瘠、气候恶劣,树怎么长得好?
环境管理不仅是满足特殊产品要求,更是做好5S、实现文明生产的基础。
环境因素对质量的隐性影响
温度
:电子焊接,温度高,焊锡氧化快,虚焊增多;温度低,焊锡流动性差,拉尖严重。精密加工,温度变化1°C,金属尺寸可能变化几个微米。
湿度
:湿度高,金属件易锈蚀,电子元器件绝缘性能下降;湿度过低,产生静电,击穿芯片。制药、食品行业,湿度直接影响微生物繁殖。
照明
:照明不足,员工看不清定位孔、标识,装配错误率上升。精密检验岗位,照度必须达到1000lux以上。
清洁度
:粉尘颗粒会划伤光学镜片、堵塞喷油嘴、造成电路短路。医疗、航空产品,清洁度不达标就是致命缺陷。
振动
:附近有冲压机、锻压机,振动传递到精密测量室,会导致测量数据不准。CNC机床基础不牢,会影响加工精度。
环境因素的管控要点
首先,识别特殊要求
。对本班组生产的产品,要明确环境要求标准。比如,精密加工车间温度要求22±2°C,湿度要求45%-65%,照度要求750lux以上。这些要求要量化、可测量、有记录。
其次,实施5S管理
。5S是环境管理的基础。整理,把不要的东西清走,减少污染源;整顿,把要的物品定置定位,提高效率;清扫,每天清理设备、地面、天花板,保持洁净;清洁,维持前三S成果;素养,让员工养成习惯。班组长要把5S从"大扫除"提升到"微型质量管理"的高度。
再次,实施污染源控制
。对于粉尘、油烟、噪音,要源头治理。比如,在焊接工位安装局部抽风系统,在冲压设备下安装减震垫,在检验工位安装防尘罩。环境治理要"先防后治",不能等问题严重了再处理。
03
从理论到实践的转化
掌握了5M1E的六个要素,只是第一步。更重要的是如何应用。5M1E是分析问题的六把钥匙,但开哪扇门、怎么开,需要方法。
应用一:工序标准化——让稳定成为常态
工序标准化是工序质量的关键,在质量改进中具有突出地位
。工序标准化的本质,就是寻求5M1E的标准化。如何让5M1E标准化呢?
人的标准化
:建立岗位技能矩阵,明确每个岗位需要掌握的知识、技能、经验。新员工上岗前,必须经过理论考试、实操考核、绩效验证三个阶段。关键岗位要建立"师徒制",师傅对徒弟的质量负责3个月。班组长每月更新技能矩阵,红色表示未达标,黄色表示基本达标,绿色表示完全胜任。目标是把红色变成黄色,黄色变成绿色。
机的标准化
:设备的标准化不仅仅是参数设定,更是"三定"管理——定人操作、定期保养、定点存放。每台设备要有"设备履历书",记录从采购、安装、调试、使用、维修到报废的全过程。特别是关键参数,要标准化并上锁管理,防止误调。比如,注塑机的注射压力、保压时间,调整必须由工艺员和班组长共同签字。
料的标准化
:物料标准化包括"三统一"——统一编码、统一规格、统一供应商。同一物料,原则上只保留2-3家合格供应商,减少切换风险。来料要实施批次管理,先进先出,确保追溯性。班组长要组织员工识别物料的关键特性,比如颜色、硬度、尺寸,制定快速检验方法。
法的标准化
:作业指导书要"三化"——图形化、数据化、防呆化。图形化,用图片、视频替代文字描述;数据化,所有参数必须量化,不能有"适当"、"适量"等模糊词汇;防呆化,对关键步骤设计防错装置,比如定位销、传感器、影像识别,让员工想错也错不了。
测的标准化
:测量标准化要解决"五统一"——统一量具、统一方法、统一人员、统一环境、统一标准。同一特性,全厂用同一种量具、同一种手法测量。比如,测量轴径,统一用数显卡尺,在20°C环境下,由经过MSA培训的员工,按照SOP规定的3个点测量取平均值。
环的标准化
:环境标准化要具体到数值和责任人。温度、湿度、照度、清洁度要有日常点检表,每班次记录。班组长要关注环境数据的趋势,比如湿度持续下降,就要检查加湿器是否故障。环境异常要按异常处理流程立即响应,不能等设备报警了才处理。
应用二:质量改进——顺藤摸瓜的藤
5M1E是分析质量问题产生原因的主要方向
。当质量异常发生时,班组长要像一个侦探,沿着5M1E这根"藤"去摸"瓜"。
改进步骤
:
第一步,现场现物
。带上5M1E检查表,到问题发生的第一现场,看实物、问当事人、查记录。不要坐在办公室猜测。比如,发现冲压件毛刺大,你要到现场看模具刃口(机)、看材料硬度(料)、看作业手法(法)、看车间照明(环),而不是只听汇报。
第二步,数据说话
。对5M1E各要素进行量化评估。人的技能等级、设备的过程能力指数(Cpk)、物料的合格率、方法的执行率、测量的系统误差、环境的波动范围。数据会告诉你哪个要素是短板。比如,Cpk<1.0,说明设备能力不足;合格率<95%,说明物料问题突出。
第三步,锁定主因
。用"五问法"追溯。为什么毛刺大?因为模具崩刃。为什么崩刃?因为材料硬度突然变高。为什么变高?因为供应商换了热处理工艺。为什么换工艺?因为成本压力。为什么没通知我们?因为变更管理流程缺失。问到第五个为什么,环和法的问题就暴露了。
第四步,制定对策
。对策要针对5M1E的主因,具体、可操作。比如,针对供应商变更问题,对策是:① 建立供应商工艺变更申报制度;② 关键物料加严抽样检验;③ 对供应商进行5M1E审核。
第五步,效果验证
。对策实施后,跟踪至少20批产品,用数据证明问题是否彻底解决。如果毛刺不良率从5%降到0.5%以下,且稳定一个月,才能关闭问题。否则要重新分析。
应用三:管理改进——提升班组整体水平
5M1E是现场管理的根本,是提升管理水平的主要方向
。班组管理水平怎么提升?就是持续改善5M1E。
人的管理改进
:从"管手脚"到"管头脑"。班组长要定期和员工一对一沟通,了解他们的职业发展需求,制定个人成长计划。对于表现优秀的员工,要给他们挑战性的任务,比如改善项目、新员工培训、多能工培养。从"要我做"到"我要做",这是人的管理的最高境界。
机的管理改进
:从"事后维修"到"预防维护"再到"预测维护"。利用IoT技术,在设备关键部位加装传感器,实时监测温度、振动、电流等参数,建立设备健康模型,提前预警故障。班组长要会看设备运行数据曲线,识别异常趋势。
料的管理改进
:从"被动接收"到"主动介入"。班组长要定期走访关键供应商,了解他们的5M1E状况,帮助他们改善。对于频繁出现问题的物料,推动实施免检供应商或免检批次认定,把检验资源集中在风险高的物料上。
法的管理改进
:从"文件束之高阁"到"标准动态优化"。每季度组织一次标准评审会,邀请操作工、检验员、工艺员共同评审作业指导书。对于不合理、难操作、无效的标准,当场修订。让员工参与标准制定,他们会更愿意执行。
测的管理改进
:从"检验数据"到"大数据应用"。将测量数据实时上传到MES系统,进行SPC分析。班组长要学会看控制图,识别异常模式。比如,连续7个点上升,说明过程在逐渐恶化,要预警。测量数据不仅是判断合格与否,更是过程改善的宝藏。
环的管理改进
:从"事后改善"到"绿色设计"。在新生产线规划时,就把环境要求考虑进去。比如,精密装配线要远离震动源;涂装线要独立封闭,防止污染;检验区要在恒温恒湿环境中。环境管理前置,成本最低,效果最好。
应用四:设计方案验证——预防问题的源头
在设计阶段充分进行5M1E分析和验证,可以使设计方案更符合工作作业要求
。这就是质量管理的"预防为主"思想。
人的可制造性评估
:设计评审时,要评估新产品的装配难度、操作复杂度。对于需要特殊技能的操作,要提前规划培训周期;对于容易产生误操作的工序,要设计防呆结构。班组长要参与设计评审,从现场角度提出可制造性建议。
机的可达性评估
:设计时要考虑设备能否实现工艺要求。比如,产品内部有一个深孔需要加工,要评估现有刀具是否够长、刚性是否足够。如果设备达不到,要么改设计,要么提前规划设备改造。
料的替代性评估
:设计选用新材料时,要评估供应商能否稳定供应、质量是否可控。不能只看性能指标,还要看5M1E的成熟度。班组长可以协助采购部门进行供应商现场评估。
法的可靠性评估
:新工艺的可靠性要经过小批量试产验证。建议用5M1E检查表对试产过程进行全方位评估,人的技能是否达标、设备能力是否足够、物料质量是否稳定、方法是否明确、测量系统是否可靠、环境是否满足。只有5M1E全部达标,才能转入量产。
测的完整性评估
:设计阶段就要定义好产品特性的测量方法和判定标准。如果某个特性无法测量,或测量成本太高,这个设计就有问题。班组长可以提供现场测量经验,帮助设计人员选择合适的测量方案。
环的适应性评估
:产品对环境有特殊要求吗?比如,锂电池生产需要低湿度,精密光学需要洁净度万级。这些要求要在设计阶段明确,作为工厂规划和新线建设的输入。
04
班组管理的自检清单
5M1E十问法是班组长日常管理的"体检表"。每个要素十个问题,每周自问一次,能发现很多管理盲区。
人员管理十问
01、属于什么性格?
不是八卦,而是知人善任。性格急躁的员工适合节奏快、反馈快的工序;性格沉稳的员工适合精密、需要耐心的工序。班组长要用好性格测试工具,合理安排岗位。
02、工作热情如何?
热情高涨时,要主动压担子,让他承担改善项目;热情低落时,要谈心、要激励、要调整工作。热情是质量的隐形保证。
03、有没有解决问题的意识?
遇到问题,员工是"等靠要"还是"主动想办法"?班组长要通过案例分享、改善提案制度,培养员工的问题意识。
04、工作责任心如何?
责任心的试金石是"是否主动报告异常"。班组长要营造"报告异常不受罚,隐瞒问题要重罚"的文化。
05、操作经验是否足够?
经验不足的员工,要安排"导师",增加巡检频次,设置质量报警线,防止批量错误。
06、是否还要培训?
培训不是一次性的。新产品、新工艺、新设备、新标准,都是培训的时机。班组长要制定年度培训计划,覆盖全员。
07、是否适合该岗位工作?
不合适要及时调整,不能将就。勉强留用,既影响质量,也打击员工自信。
08、有没有更合适的工作?
要给员工职业发展通道。优秀的操作工可以培养成为多能工、班组长、技术员。
09、人际关系如何?
人际冲突会导致情绪问题,影响质量。班组长要当"润滑剂",及时发现并化解矛盾。
10、身体是否健康?
疲劳、生病、生理期都会影响操作稳定性。班组长要关心员工健康,合理安排强度。
设备管理十问
01、设备是否定人定机?
专人专机,责任清晰,人员对设备性能最熟悉,故障能早期发现。
02、性能是否满足工艺要求?
定期评估设备能力指数Cpk,如果Cpk持续下降,说明设备性能在衰退,要提前大修。
03、能自动停止吗?
自动化设备最好有异常自停功能,防止批量不良。班组长要推动设备改造,增加传感器、限位开关。
04、润滑是否正确?
润滑五定:定点、定质、定量、定期、定人。错误的润滑油会导致设备故障。
05、是否经常出故障?
频繁故障的设备,要分析故障模式,是设计问题、维护问题还是操作问题,针对性解决。
06、安全装置齐全吗?
光栅、急停、防护罩必须完好有效,每班检查。
07、是否都有了点检制度?
点检表不能千篇一律,要根据设备老化程度、关键程度差异化设计。
08、每天坚持清洁清扫吗?
清洁是点检的一部分,清扫过程能发现漏油、裂纹、松动等问题。
09、是否实现了故障预警?
通过监测电流、振动、温度趋势,建立预警模型,变事后维修为事前维护。
10、有没有必要调整布局?
设备布局影响物流效率、操作便利性。每年评估一次布局合理性,小步快跑持续优化。
材料管理十问
01、有无材料检测报告?
关键物料必须有第三方检测报告,不能仅凭供应商自检报告。
02、是否在质保期内?
特别是化学品、电子元器件,有保质期,要先进先出,临近保质期要预警。
03、标识是否清楚?
物料卡必须包含名称、规格、批次、数量、状态(合格/待检/不合格)、生产日期。标识不清会导致混料、误用。
04、有无物料编码(批号)?
批号管理是追溯的前提。发现不良,能精确追溯到哪一批、哪一天、哪个供应商。
05、有无锈蚀变质?
特别是冲压件、压铸件,库存时间长了会锈蚀。班组长要定期检查在库物料,先进先出。
06、型号规格是否齐全?
缺一个料,整单停线。班组长要提前一天核对物料齐套性,有问题立即报警。
07、加工过程有否不良?
上道工序的不良,就是本道工序的来料不良。要建立工序间质量反馈机制,不把不良流到下一站。
08、有无更合适的材料?
材料变更需要评估、验证,不能随意更换。但如果有性能更好、成本更低的材料,要积极参与评估。
09、有无错用错放现象?
相似物料要物理隔离、标识区分。班组长要每周做一次物料稽核,看账卡物是否一致。
10、存放搬运方式是否妥当?
搬运过程会磕碰、划伤。要设计专用料架、料盒,野蛮搬运要重罚。
方法管理十问
01、管理看板是否设置?
班组看板要包含生产计划、质量目标、实际达成、异常问题、改善进展。数据每天更新,员工一眼能看到自己的绩效。
02、作业指导书是否明确?
作业指导书要明确到"傻瓜"都能看懂,图文并茂,参数量化,异常有处理步骤。
03、有无自检互检记录?
记录不是负担,是数据积累。通过记录可以发现不良发生的规律,是时段性、人员性还是设备性。
04、有无首检巡检记录?
首检记录要包含产品编号、检验数据、判定结果、检验员、班组长签字,存档备查。
05、作业方法可以更改吗?
任何更改必须经过评审、批准、验证、培训四个步骤,不能口头更改。
06、有没有设立质量控制点?
对关键特性、关键工序要设立质控点,加严控制,数据实时SPC监控。
07、返工返修及时吗?
返工返修要在24小时内完成,防止积压、混料。返工要有专门的流程和记录,不能口头说说就返。
08、有无QC小组活动记录?
QC小组每月至少活动一次,有课题、有计划、有实施、有检查、有成果。班组长要辅导、支持。
09、员工有合理化建议吗?
建议箱不能是摆设,每月要统计建议数量、采纳数量、奖励金额,让员工看到建议的价值。
10、有无实施纠正和预防措施?
发生问题,纠正措施针对本次,预防措施针对未来。纠正措施要短期见效,预防措施要系统完善。
测量管理十问
01、有无计量规范、规程?
规程要细化到每种量具的操作步骤、校准方法、保养要求,不能只有原则。
02、计量器具选择是否恰当?
量程要覆盖被测范围的1.5-2倍,精度要小于公差带的1/10。
03、计量器具有无定期检测?
检测周期根据使用频次、重要度分级,关键量具要缩短周期,一般量具可延长。
04、有无专职部门人员负责?
计量管理要有专人,不能兼职过多。计量员要经过培训持证上岗。
05、计量器具检测结果台帐?
台账要电子化,方便查询、统计、趋势分析。校准不合格的量具,要分析原因,是老化还是使用不当。
06、各检测岗位是否配置?
量具配置要满足"在最需要的地方、最顺手的地方",不能员工共用一把卡尺,效率低且易损坏。
07、计量器具使用有无培训?
新员工必须培训考核合格才能使用量具,防止因使用不当损坏量具或测错数据。
08、检测人员是否正确使用?
班组长要现场观察测量手法,比如用卡尺是否用力过大、是否垂直测量、是否归零检查。
09、计量器具有无定期保养?
量具要定期清洁、上油、防锈,存放在专用盒内,不能随意丢在工作台上。
10、有无定期现场检查跟进?
计量部门要每月到班组现场检查量具使用情况,发现问题及时纠正。
环境管理十问
01、物品摆放是否定置?
每样物品都有固定位置,标识清楚,用后归位。30秒内能拿到所需物品,是定置管理的目标。
02、能满足人的生理需要吗?
工位高度是否适合,座椅是否舒适,是否方便取物,这些细节影响员工疲劳度和质量。
03、温度和湿度适宜吗?
普通车间冬夏温差不宜过大,精密车间要恒温恒湿。班组长每班记录温湿度,发现异常要改善。
04、光照和通风良好吗?
一般作业区照度300-500lux,精密作业区750-1000lux。通风要形成负压,防止外部污染。
05、通道是否划定?
人行通道、物流通道要漆成不同颜色,宽度符合标准,不能堵塞。通道就是生命线,堵塞影响安全和效率。
06、有噪音和粉尘隔离措施吗?
噪音超过85分贝要佩戴耳塞,超过90分贝要采取工程降噪。粉尘岗位要有除尘设备。
07、堆放高度有限制吗?
物料堆放不能超过1.8米,防止倒塌伤人。重物放下层,轻物放上层。
08、有无野蛮运输现象?
搬运要轻拿轻放,重的要用推车、吊车。野蛮运输要拍视频回放,让员工看到破坏力。
09、有安全防护措施吗?
传动部位防护罩、配电柜绝缘垫、化学品MSDS都要齐全有效。
10、有降温防寒设施吗?
夏季高温岗位要有冷风机、冰块,冬季要有取暖器,防止员工中暑或冻伤,影响操作稳定性。
05
5M1E与问题解决工具的结合
5M1E是分析问题的方向,但要解决问题,还要和其他工具结合。下面介绍几种常见的组合:
5M1E + 鱼骨图
鱼骨图是分析原因的工具,主骨就是5M1E。比如,分析"产品外观划伤"的原因,从人、机、料、法、环、测六个方面发散:
人:手套有毛刺、操作粗暴
机:工装定位面粗糙、传送带速度过快
料:来料本身有划伤、周转箱内有异物
法:作业指导书未规定轻拿轻放、未规定清洁频次
环:现场灰尘大、照明不足看不清
测:检验标准不明确、检验员未发现有划伤
这样的鱼骨图,结构清晰,不容易遗漏原因。
5M1E + 5Why分析
5Why的每一层,都可以对应5M1E。比如:
问题:产品尺寸超差。
Why1:为什么超差?(测量发现)定位销磨损。
Why2:为什么磨损?(设备)润滑不良。
Why3:为什么润滑不良?(方法)润滑规程未规定加油频次。
Why4:为什么规程未规定?(人)工艺员经验不足,没识别风险。
Why5:为什么没识别?(管理)设计评审时未进行5M1E全面分析。
这样追到根上,发现是管理流程的缺陷。
5M1E + FMEA(潜在失效模式分析)
在FMEA中,失效原因的分析框架就是5M1E。对每个工序,从六个方面识别可能的失效原因,评估发生度、严重度、探测度,计算RPN风险系数,提前采取预防措施。比如,焊接工序,从"人"识别"焊工技能不足",从"机"识别"电流不稳定",从"料"识别"焊丝受潮",从"法"识别"参数范围过宽",从"环"识别"风速过大",从"测"识别"无损检测漏检"。针对每个原因制定预防措施,风险就大大降低了。
5M1E + 8D报告
8D的D4(确定并验证根本原因)阶段,必须用5M1E展开。D5/D6(选择和验证纠正/预防措施)阶段,也要针对5M1E制定措施。比如,D4分析出根本原因是"机"的方面定位夹具磨损,D5的纠正措施就是更换夹具,D6的预防措施就是建立夹具寿命管理机制,纳入"法"的管理。
本文来自网友投稿或网络内容,如有侵犯您的权益请联系我们删除,联系邮箱:wyl860211@qq.com 。
PPT:2026年6月全国安全生产月安全生产知识教育培训课件
PPT | 蒋方明:超长重力热管地热开发技术及应用
最新文章
PPT:2026年6月全国安全生产月安全生产知识教育培训课件
名企《机电管线支架体系变革分析交流》(PPT、PDF)
廉政党课PPT:以优良家风涵养时代新风
幼儿园夏天的秘密ppt+教案+逐字稿
【指南】失眠症诊断治疗指南解读PPT2025版
【护理ppt分享】脑梗死的护理
六一儿童节游戏PPT
健康教育主题班会PPT课件
【时事评论】PPT杀手1.0:比亚迪智能化战略发布会
课件ppt《六一儿童节》
热门文章
Claude Code就是AI时代的PPT
精品下载||2026高考化学考前指导ppt下载
【PPT】儿科常见急症处理ppt
防住家庭的火—— 消防安全教育主题PPT || 安全资源免费分享
【通用】校园安全教育主题班会 PPT 课件《拒绝语言欺凌,共建文明校园》
【PPT】2026年安全生产月总经理讲安全公开课
【ppt+word】《子路、曾皙、冉有、公西华侍坐》课下注释选择题专项训练
PPT | 016 2026年安全生产月专题培训
压疮的预防与分期护理新指南解读PPT
销售能力提升培训PPT
随机文章
10个月宝宝每天需要喝多少奶粉?
试试 Excel 迷你趋势图,小巧不占地
62%工时能自动化,Excel打工人真要慌了
2026零碳园区综合解决方案(51页 PPT)
团队建设与情绪管理培训PPT课件
中考英语PPT,任务型阅读满分技巧!
消防火灾动力学培训PPT
【手术室护理】手术室规范用语培训PPT:术前访视话术+术中心理护理+术后随访沟通,手术室护士必备
六一儿童节文艺汇演课件ppt(配音乐)
2026最火PPT合同范本,免费领取!免费领取!免费领取!重要的事情说三遍.
哺乳期患者麻醉与镇静指南(PPT课件)+
基本
文件
流程
错误
SQL
调试
请求信息 : 2026-06-01 14:06:36 HTTP/2.0 GET : https://h.sjds.net/a/524305.html
运行时间 : 0.212714s [ 吞吐率:4.70req/s ] 内存消耗:4,497.89kb 文件加载:140
缓存信息 : 0 reads,0 writes
会话信息 : SESSION_ID=d69f52453003e2bb522d23b0434703f7
/yingpanguazai/ssd/ssd1/www/h.sjds.net/public/index.php ( 0.79 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/autoload.php ( 0.17 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/composer/autoload_real.php ( 2.49 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/composer/platform_check.php ( 0.90 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/composer/ClassLoader.php ( 14.03 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/composer/autoload_static.php ( 4.90 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-helper/src/helper.php ( 8.34 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-validate/src/helper.php ( 2.19 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/helper.php ( 1.47 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/stubs/load_stubs.php ( 0.16 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Exception.php ( 1.69 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-container/src/Facade.php ( 2.71 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/symfony/deprecation-contracts/function.php ( 0.99 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/symfony/polyfill-mbstring/bootstrap.php ( 8.26 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/symfony/polyfill-mbstring/bootstrap80.php ( 9.78 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/symfony/var-dumper/Resources/functions/dump.php ( 1.49 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-dumper/src/helper.php ( 0.18 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/symfony/var-dumper/VarDumper.php ( 4.30 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/App.php ( 15.30 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-container/src/Container.php ( 15.76 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/psr/container/src/ContainerInterface.php ( 1.02 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/app/provider.php ( 0.19 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Http.php ( 6.04 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-helper/src/helper/Str.php ( 7.29 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Env.php ( 4.68 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/app/common.php ( 0.03 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/helper.php ( 18.78 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Config.php ( 5.54 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/config/app.php ( 0.95 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/config/cache.php ( 0.78 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/config/console.php ( 0.23 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/config/cookie.php ( 0.56 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/config/database.php ( 2.48 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/facade/Env.php ( 1.67 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/config/filesystem.php ( 0.61 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/config/lang.php ( 0.91 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/config/log.php ( 1.35 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/config/middleware.php ( 0.19 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/config/route.php ( 1.89 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/config/session.php ( 0.57 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/config/trace.php ( 0.34 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/config/view.php ( 0.82 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/app/event.php ( 0.25 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Event.php ( 7.67 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/app/service.php ( 0.13 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/app/AppService.php ( 0.26 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Service.php ( 1.64 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Lang.php ( 7.35 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/lang/zh-cn.php ( 13.70 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/initializer/Error.php ( 3.31 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/initializer/RegisterService.php ( 1.33 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/services.php ( 0.14 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/service/PaginatorService.php ( 1.52 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/service/ValidateService.php ( 0.99 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/service/ModelService.php ( 2.04 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-trace/src/Service.php ( 0.77 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Middleware.php ( 6.72 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/initializer/BootService.php ( 0.77 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/Paginator.php ( 11.86 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-validate/src/Validate.php ( 63.20 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/Model.php ( 23.55 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/model/concern/Attribute.php ( 21.05 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/model/concern/AutoWriteData.php ( 4.21 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/model/concern/Conversion.php ( 6.44 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/model/concern/DbConnect.php ( 5.16 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/model/concern/ModelEvent.php ( 2.33 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/model/concern/RelationShip.php ( 28.29 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-helper/src/contract/Arrayable.php ( 0.09 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-helper/src/contract/Jsonable.php ( 0.13 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/model/contract/Modelable.php ( 0.09 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Db.php ( 2.88 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/DbManager.php ( 8.52 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Log.php ( 6.28 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Manager.php ( 3.92 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/psr/log/src/LoggerTrait.php ( 2.69 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/psr/log/src/LoggerInterface.php ( 2.71 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Cache.php ( 4.92 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/psr/simple-cache/src/CacheInterface.php ( 4.71 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-helper/src/helper/Arr.php ( 16.63 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/cache/driver/File.php ( 7.84 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/cache/Driver.php ( 9.03 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/contract/CacheHandlerInterface.php ( 1.99 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/app/Request.php ( 0.09 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Request.php ( 55.78 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/app/middleware.php ( 0.25 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Pipeline.php ( 2.61 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-trace/src/TraceDebug.php ( 3.40 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/middleware/SessionInit.php ( 1.94 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Session.php ( 1.80 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/session/driver/File.php ( 6.27 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/contract/SessionHandlerInterface.php ( 0.87 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/session/Store.php ( 7.12 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Route.php ( 23.73 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/route/RuleName.php ( 5.75 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/route/Domain.php ( 2.53 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/route/RuleGroup.php ( 22.43 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/route/Rule.php ( 26.95 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/route/RuleItem.php ( 9.78 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/route/app.php ( 1.72 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/facade/Route.php ( 4.70 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/route/dispatch/Controller.php ( 4.74 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/route/Dispatch.php ( 10.44 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/app/controller/Index.php ( 4.81 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/app/BaseController.php ( 2.05 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/facade/Db.php ( 0.93 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/connector/Mysql.php ( 5.44 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/PDOConnection.php ( 52.47 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/Connection.php ( 8.39 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/ConnectionInterface.php ( 4.57 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/builder/Mysql.php ( 16.58 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/Builder.php ( 24.06 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/BaseBuilder.php ( 27.50 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/Query.php ( 15.71 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/BaseQuery.php ( 45.13 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/concern/TimeFieldQuery.php ( 7.43 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/concern/AggregateQuery.php ( 3.26 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/concern/ModelRelationQuery.php ( 20.07 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/concern/ParamsBind.php ( 3.66 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/concern/ResultOperation.php ( 7.01 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/concern/WhereQuery.php ( 19.37 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/concern/JoinAndViewQuery.php ( 7.11 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/concern/TableFieldInfo.php ( 2.63 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-orm/src/db/concern/Transaction.php ( 2.77 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/log/driver/File.php ( 5.96 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/contract/LogHandlerInterface.php ( 0.86 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/log/Channel.php ( 3.89 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/event/LogRecord.php ( 1.02 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-helper/src/Collection.php ( 16.47 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/facade/View.php ( 1.70 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/View.php ( 4.39 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Response.php ( 8.81 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/response/View.php ( 3.29 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/Cookie.php ( 6.06 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-view/src/Think.php ( 8.38 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/framework/src/think/contract/TemplateHandlerInterface.php ( 1.60 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-template/src/Template.php ( 46.61 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-template/src/template/driver/File.php ( 2.41 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-template/src/template/contract/DriverInterface.php ( 0.86 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/runtime/temp/ad153693ed39fba6d1bda2fe72512cde.php ( 12.06 KB )
/yingpanguazai/ssd/ssd1/www/h.sjds.net/vendor/topthink/think-trace/src/Html.php ( 4.42 KB )
CONNECT:[ UseTime:0.001171s ] mysql:host=127.0.0.1;port=3306;dbname=h_sjds;charset=utf8mb4
SHOW FULL COLUMNS FROM `fenlei` [ RunTime:0.001653s ]
SELECT * FROM `fenlei` WHERE `fid` = 0 [ RunTime:0.000810s ]
SELECT * FROM `fenlei` WHERE `fid` = 63 [ RunTime:0.002166s ]
SHOW FULL COLUMNS FROM `set` [ RunTime:0.001452s ]
SELECT * FROM `set` [ RunTime:0.000678s ]
SHOW FULL COLUMNS FROM `article` [ RunTime:0.001501s ]
SELECT * FROM `article` WHERE `id` = 524305 LIMIT 1 [ RunTime:0.001324s ]
UPDATE `article` SET `lasttime` = 1780293996 WHERE `id` = 524305 [ RunTime:0.009036s ]
SELECT * FROM `fenlei` WHERE `id` = 64 LIMIT 1 [ RunTime:0.000732s ]
SELECT * FROM `article` WHERE `id` < 524305 ORDER BY `id` DESC LIMIT 1 [ RunTime:0.001172s ]
SELECT * FROM `article` WHERE `id` > 524305 ORDER BY `id` ASC LIMIT 1 [ RunTime:0.001099s ]
SELECT * FROM `article` WHERE `id` < 524305 ORDER BY `id` DESC LIMIT 10 [ RunTime:0.001768s ]
SELECT * FROM `article` WHERE `id` < 524305 ORDER BY `id` DESC LIMIT 10,10 [ RunTime:0.013807s ]
SELECT * FROM `article` WHERE `id` < 524305 ORDER BY `id` DESC LIMIT 20,10 [ RunTime:0.005989s ]
0.216640s