全球增材制造前沿技术研究综述 //高清PPT展播//燃气轮机制造“卡脖子”工艺技术研究:基于全球SCI文献的进展与挑战分析//高清照片及课件
全球增材制造前沿技术研究综述
张世君
中国机械工程学会
摘要
增材制造(Additive Manufacturing, AM)作为颠覆性的先进制造技术,突破了传统成型工艺的技术壁垒,现已成为高端装备制造领域的核心支撑技术。本文基于2025-2026年《Additive Manufacturing》等国际顶级期刊最新研究成果,系统梳理全球增材制造前沿技术体系,聚焦金属、陶瓷、复合材料、生物增材制造四大主流工艺,深入剖析多激光协同成型、混合增材制造(Hybrid Additive Manufacturing, HAM)、原位闭环控制等设备与系统创新成果。结合航空航天、核电、汽车、医疗四大领域10项典型工程应用案例,量化分析各类工艺参数对构件成型质量、力学性能、服役稳定性的影响规律,整合形成标准化工艺参数对照表。同时,对激光粉末床熔融、电子束粉末床熔融、定向能量沉积三大核心工艺原理图进行系统性解析。研究表明,当前增材制造技术正向高精度、大尺寸、多材料、智能化、绿色化方向迭代升级,已实现航空发动机、核反应堆核心零部件的规模化工程应用。现阶段仍存在材料性能一致性差、工艺稳定性不足、行业质量认证体系缺失、后处理自动化程度低等行业痛点。未来,人工智能(Artificial Intelligence, AI)与数字孪生(Digital Twin)融合制造、功能梯度多材料成型、极端环境增材制造、绿色循环增材制造将成为领域核心研究方向。
关键词:增材制造(AM);激光粉末床熔融(LPBF);定向能量沉积(DED);混合增材制造(HAM);航空航天制造;核电关键部件
1 引言
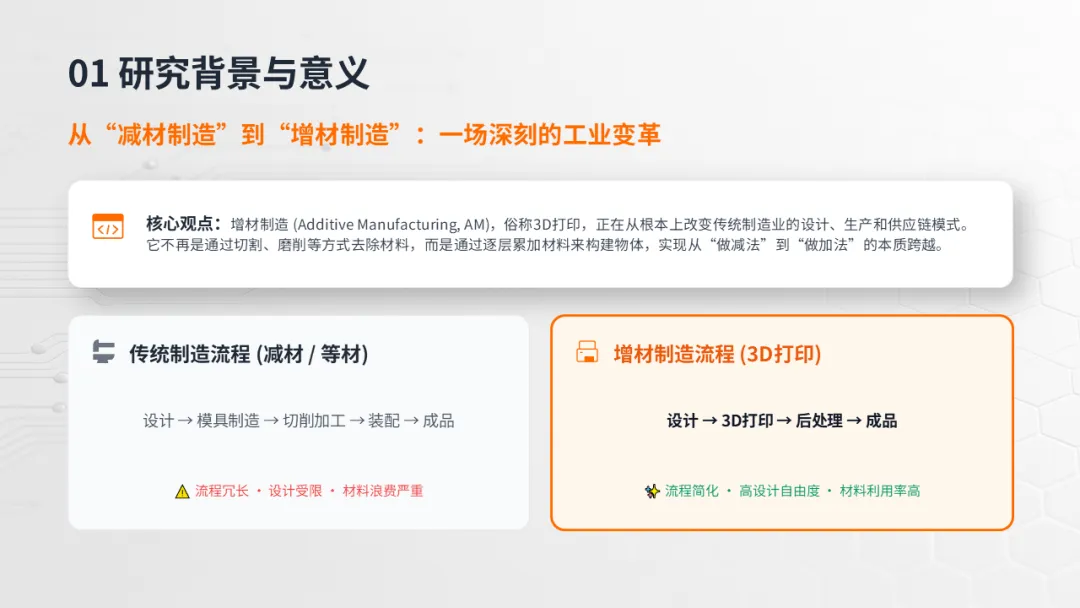
增材制造(AM)依托“分层离散、逐层堆积”的成型原理,摒弃传统减材制造、等材制造的工艺限制,具备设计自由度高、材料利用率高、生产周期短、复杂结构一体化成型等核心优势,是智能制造体系的重要组成部分。据Wohlers Associates 2024年行业报告统计,2023年全球增材制造产业规模达444亿美元,年均复合增长率稳定在25%以上,其中机械制造、航空航天两大领域应用占比分别为38.7%、22.3%,是产业增长的核心驱动力。
2025-2026年,全球增材制造技术实现多维度突破性创新。在工艺层面,激光粉末床熔融(Laser Powder Bed Fusion, LPBF)通过多激光分区协同技术,成型效率提升3~5倍;电子束粉末床熔融(Electron Beam Powder Bed Fusion, E-PBF)、定向能量沉积(Directed Energy Deposition, DED)工艺持续优化,分别攻克难熔金属成型、大尺寸构件制造的技术瓶颈。在材料层面,传统金属材料迭代升级,陶瓷、碳纤维复合材料、生物活性材料、功能梯度材料体系日趋完善,适配极端工况服役需求。在设备层面,多激光协同成型设备、增减材一体化混合制造设备、原位监测闭环控制系统逐步产业化,解决了传统打印工艺精度差、缺陷多、稳定性低的问题。
增材制造技术已深度赋能高端装备领域。航空航天领域,GE9X航空发动机搭载304件3D打印零部件,大幅优化整机推重比与燃油经济性;核电领域,俄罗斯RITM-200核反应堆核心部件实现增材量产,缩短20%生产周期;医疗领域,个性化骨科植入物、齿科修复体已实现临床普及,2026年全球市场规模预计突破120亿美元。但行业规模化发展仍存在明显短板:构件力学性能各向异性显著、工艺过程“黑箱化”导致质量波动大、高端领域统一质量认证体系缺失、后处理工序人工依赖度高、高端设备与核心粉体材料国产化率不足等问题,严重制约技术产业化落地。
本文依托近两年国际顶刊前沿研究成果,系统综述增材制造工艺、设备、材料、控制系统的最新进展,结合10项高端领域工程案例量化分析工艺参数适配规律,解析三大核心工艺成型原理,总结行业现存技术瓶颈与应用难题,预判未来技术发展趋势,旨在为国内增材制造高端化、工业化、智能化发展提供理论参考与工程借鉴。
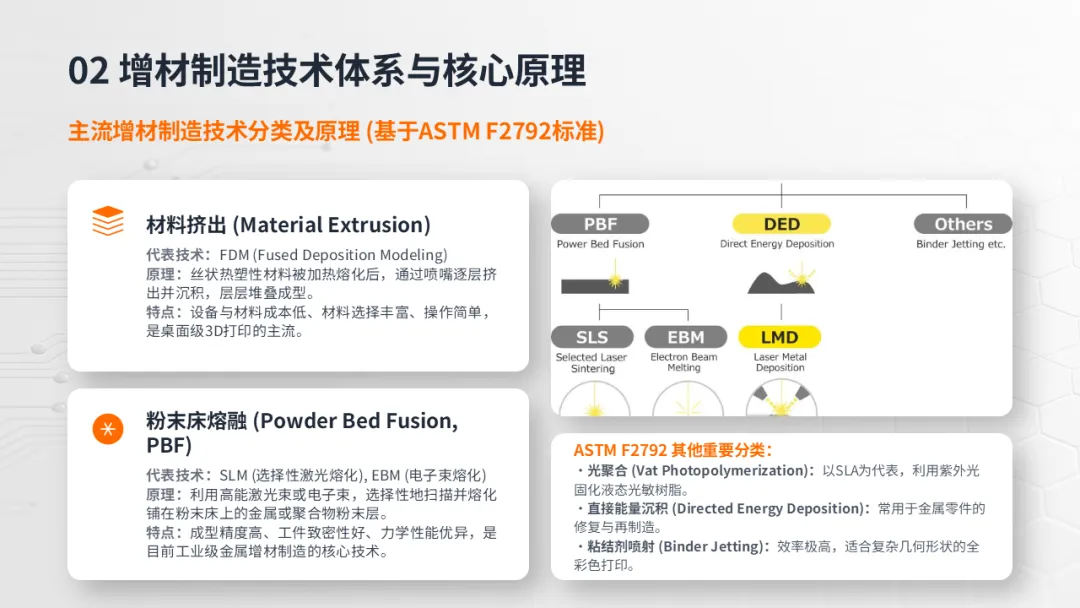
2 增材制造前沿工艺技术与核心原理图解
2.1 金属增材制造前沿工艺
金属增材制造是产业化最成熟、应用场景最广泛的技术体系,核心包含LPBF、E-PBF、DED、电弧增材制造(Wire Arc Additive Manufacturing, WAAM)四大工艺,适配精密小件、大型构件、难熔金属零件等差异化制造需求。
2.1.1 激光粉末床熔融(LPBF)技术
LPBF技术以高能量密度光纤激光为热源,按照预设扫描路径选择性熔化铺覆于基板的金属粉末,逐层凝固堆积形成致密金属构件,成型精度可达±20~50 μm,表面质量优异,是航空航天精密零部件制造的主流工艺。
2025-2026年该工艺核心创新集中于四大方向:一是多激光协同扫描技术,通过动态分区并行打印解决单激光效率瓶颈,高端设备激光器配置数量可达26 台,适配米级大尺寸构件成型;二是光束整形技术,以平顶光束、环形光束替代传统高斯光束,均匀化激光能量分布,抑制粉末飞溅与烟尘缺陷,构件致密度提升至99.9%以上;三是层间搅拌摩擦加工技术,通过层间热机械处理消除冶金缺陷,大幅降低高强铝合金构件力学各向异性;四是微控多材料打印技术,实现单层微米级成分梯度调控,攻克异种金属无混粉连接难题。
2.1.2 电子束粉末床熔融(E-PBF)技术
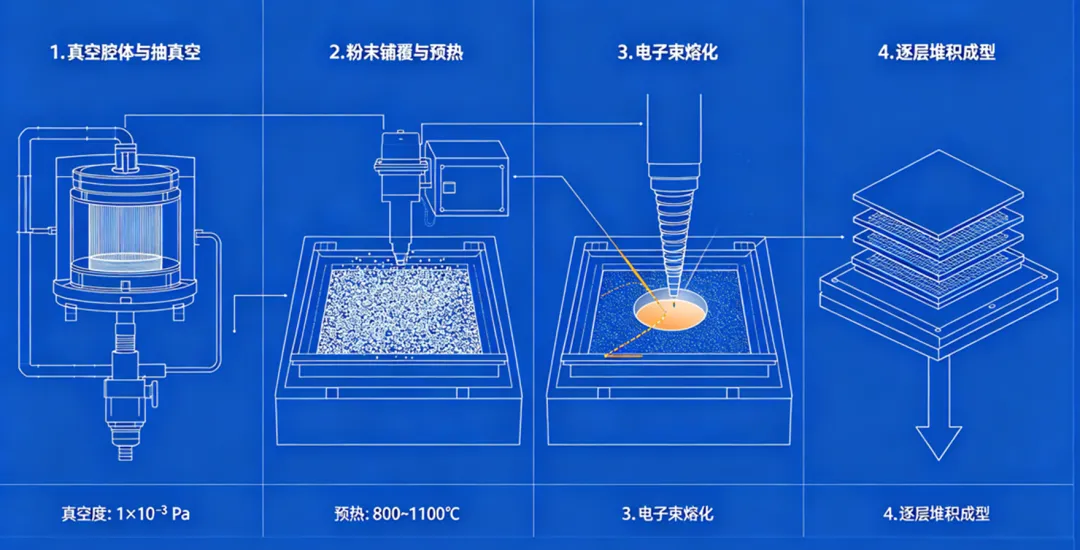
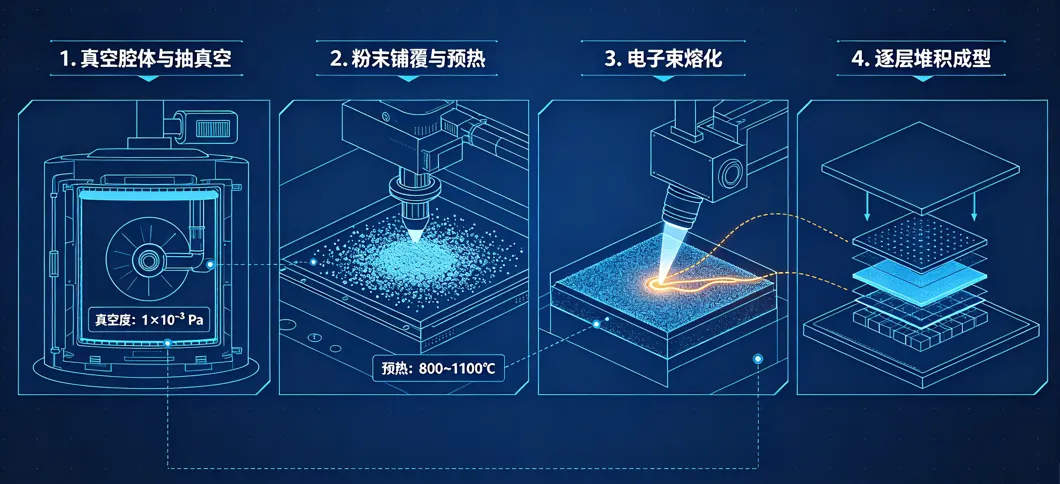
E-PBF技术在1×10⁻³ Pa高真空环境下,以高能电子束为热源熔化金属粉末,具备扫描速度快、基板预热温度高、构件残余应力低的显著优势,适配钛合金、镍基高温合金、钨钼难熔金属等高温工况材料成型。
现阶段技术突破聚焦于束流精准控制,通过多级聚焦系统与动态束流调控,将电子束光斑精度控制在50μm以内,扫描速度突破 100 m/s。瑞典Arcam EBM Spectra H设备可实现钛铝合金整体叶盘一体化制造,构件力学性能等效传统锻件,已规模化应用于航空发动机热端部件生产。
2.1.3 定向能量沉积(DED)技术
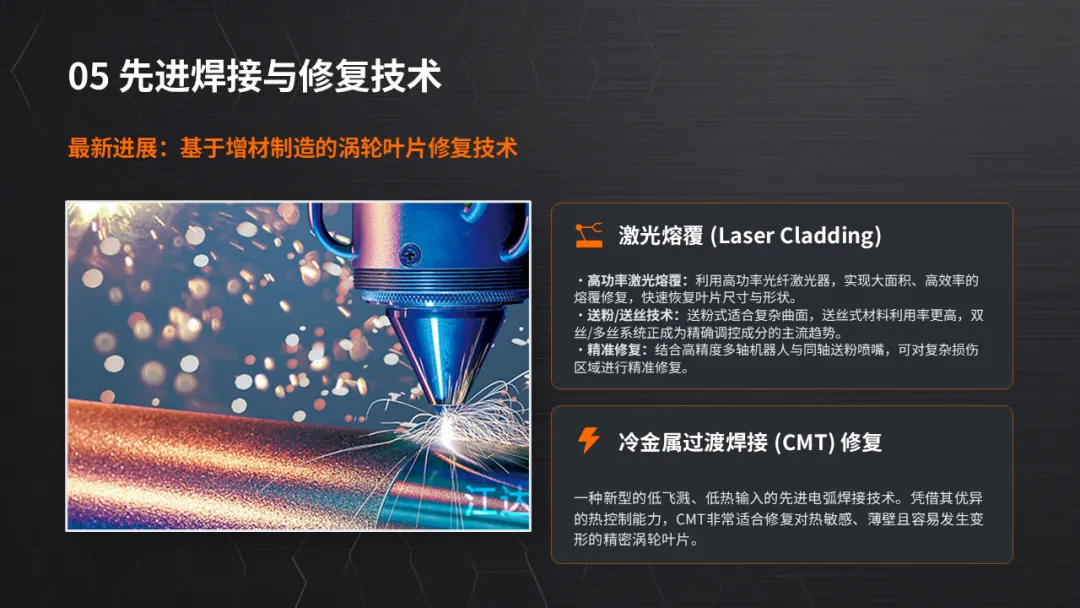
DED技术采用同步送粉/送丝供料模式,通过激光、电子束、电弧等能量源实时熔化原材料,逐层堆积成型,成型效率最高可达 5 kg/h,无尺寸成型限制,主要应用于大型金属构件毛坯制造、破损零件修复、功能梯度材料成型。
最新技术创新以多能量源复合、多材料梯度打印为核心,集成红外激光、蓝色激光、电弧多热源系统,解决铜等高反射率金属成型难题,可实现软硬材料、高熵合金的连续梯度制备,适配高端装备差异化功能需求。
2.1.4 电弧增材制造(WAAM)技术
WAAM技术以电弧为热源熔化金属丝材,设备成本低、成型效率可达 10 kg/h,是大型轻量化金属结构件的经济型制造工艺。通过冷金属过渡(Cold Metal Transfer, CMT)技术与实时熔池监控系统,有效抑制热积累与熔池波动,成型尺寸精度控制在±0.5 mm以内,大幅缩短大型机匣、机架类构件的生产周期。
2.2 陶瓷增材制造前沿工艺
陶瓷材料具备耐高温、耐腐蚀、高硬度、抗辐照等特性,是核电、航空航天极端工况的核心材料,但高脆性、难切削的特性限制了传统工艺应用。当前主流陶瓷增材工艺包含光固化成型(Digital Light Processing, DLP)、激光烧结(Selective Laser Sintering, SLS)、浆料直写成型(Direct Ink Writing, DIW)等,其中DLP光固化工艺精度可达20~30 μm,商业化应用最广泛。
2025-2026年行业核心突破:优化高固含量陶瓷浆料配方与光场调控技术,将氧化铝陶瓷体积收缩率从25%降至15%,抗弯强度突破 350 MPa;实现米级大尺寸碳化硅、氮化硅陶瓷复杂结构成型;通过碳纤维改性技术制备碳/碳(Carbon/Carbon, C/C)陶瓷基复合材料,大幅提升构件韧性与力学性能。
2.3 复合材料增材制造前沿工艺
连续纤维增强复合材料具备高比强度、高比模量、轻量化的优势,是高端装备减重增效的核心材料。新型复合材料增材工艺突破传统模具固化限制,实现复杂结构快速成型,核心创新包含光热原位固化、高密度连续纤维沉积、高温热塑性复合材料打印三大技术。
其中,光热原位固化技术将复合材料固化时长从6小时压缩至100秒,能耗降低4 个数量级;应力导向路径规划技术使复合材料纤维体积含量突破60%,力学性能趋近传统自动铺层工艺;多款航空级、医疗级聚醚醚酮(Polyether Ether Ketone, PEEK)基复合丝材实现商业化认证,适配高端工业场景。
2.4 生物增材制造前沿工艺
生物增材制造以含活细胞的生物墨水为原料,精准沉积构建仿生组织、器官结构,是再生医学领域的颠覆性技术。当前前沿技术包括超高细胞密度打印、磁控均匀混料打印、多材料梯度仿生打印,可实现接近人体生理结构的组织构建,大幅提升打印组织的生物活性与功能完整性。
2.5 核心工艺原理图文字解析(3类核心工艺)
2.5.1 激光粉末床熔融(LPBF)工艺原理图解析
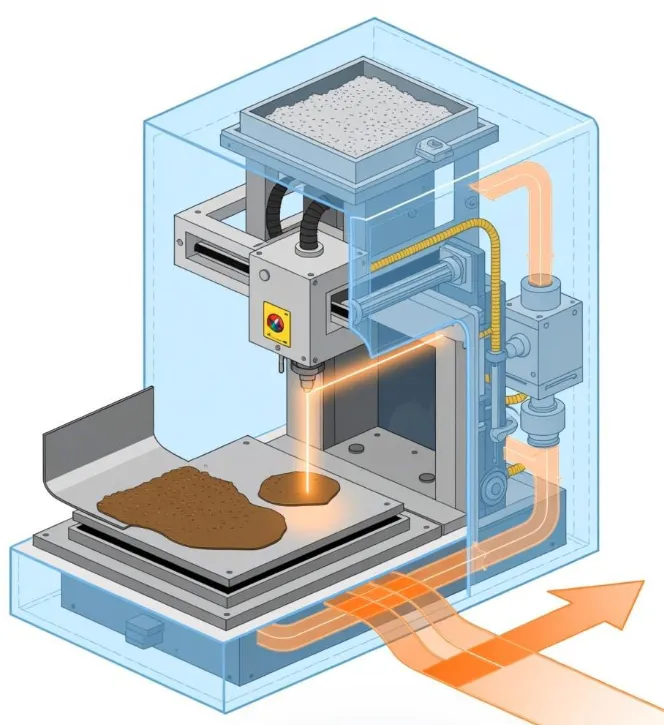
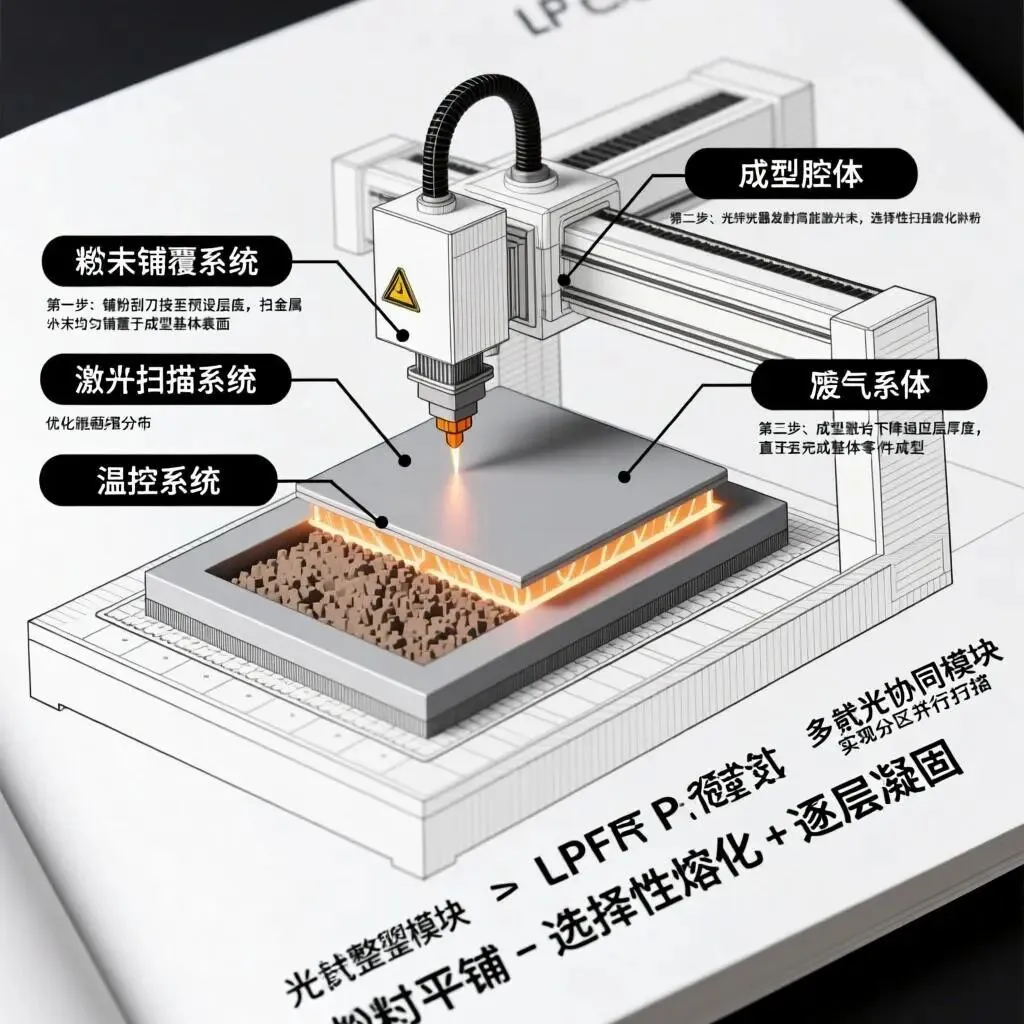
LPBF工艺整体结构分为粉末铺覆系统、激光扫描系统、成型腔体、温控系统、废气净化系统五大核心模块,整体为密闭惰性气体保护结构。成型原理流程:第一步,铺粉刮刀按照预设层厚,将金属粉末均匀铺覆于成型基板表面,形成厚度均匀的粉末床;第二步,光纤激光器发射高能激光束,经光束整形、聚焦校准后,按照零件单层切片轮廓路径选择性扫描熔化粉末;第三步,扫描完成后,成型平台下降对应层厚,铺粉系统二次铺粉,重复激光熔化成型工序;第四步,逐层循环堆积,直至完成整体零件成型,全程通入氩气、氮气等惰性气体,避免金属粉末高温氧化。该工艺核心原理为“粉末平铺-选择性熔化-逐层凝固”,光束整形模块可优化激光能量分布,多激光协同模块可实现分区并行扫描,从原理上解决了传统工艺精度低、效率低的问题,适配精密复杂镂空、流道类零部件成型。
设备组成结构
发射核心:作为设备核心动力单元,负责提供能量输出,是实现打印的基础动力来源。
扫描系统:搭载多眼光协办模块,可实现分区并行扫描,能精准控制打印区域,提升打印效率与精度。
发射系统:配合扫描系统,完成材料的选择性熔化操作,是成型过程的关键执行部件。
显示屏:作为人机交互界面,可实时监控打印状态、调整参数,方便用户操作与设备管理。
工艺与成型流程
该打印机采用“粉材平铺-选择性熔化-逐层凝固”的成型逻辑:
先在成型区域平铺一层打印粉材
通过扫描系统控制发射系统,对粉材进行选择性熔化
熔化的材料逐层凝固,最终堆积形成完整的三维实体
适用场景
这类打印机适合复杂曲面、精细结构类零件的成型,比如模具制造、航空航天部件、医疗植入体等高精度需求的场景,能适配复杂曲面、流道类零件的成型需求。
2.5.2 电子束粉末床熔融(E-PBF)工艺原理图解析
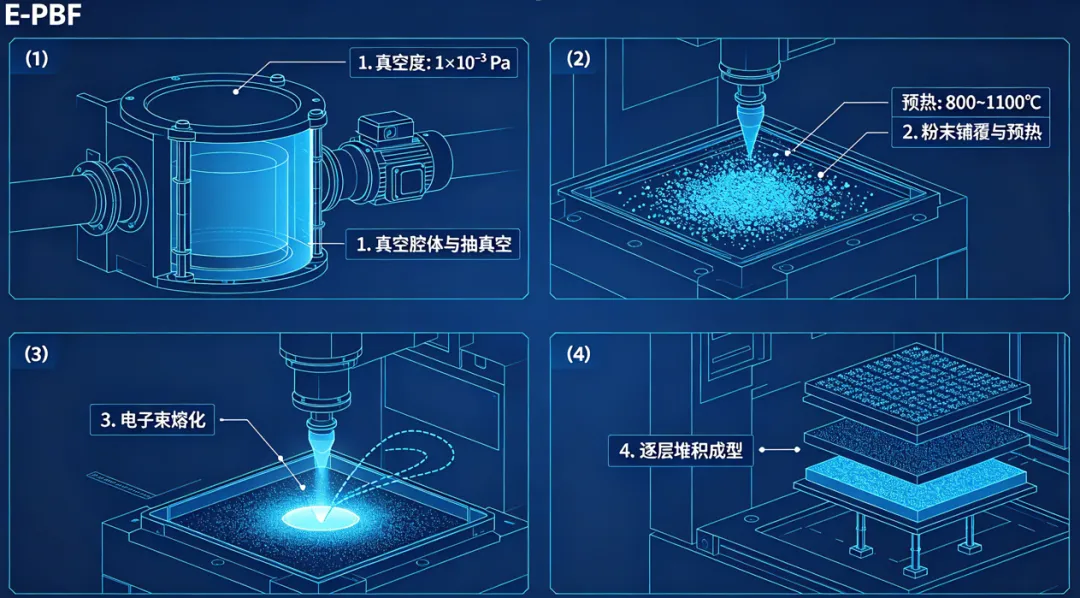
E-PBF工艺设备核心由高真空腔体、电子束发射系统、多级聚焦扫描系统、粉末铺覆系统、高温预热系统组成,全程高真空作业是其核心特征。成型原理流程:首先将成型腔体抽真空至1×10⁻³ Pa以下,消除空气杂质对高温成型的干扰;随后铺粉系统完成金属粉末均匀铺覆,高温预热系统将粉末床整体预热至800~1100℃,有效抵消成型热应力;电子束发射系统产生高能电子束,经多级聚焦系统校准光斑尺寸,通过电磁偏转控制扫描路径,高速熔化粉末层;单层成型完成后平台下降,循环铺粉、熔化工序,逐层堆积成型。相较于LPBF,该工艺真空无氧化、预热温度高、残余应力极低,原理上适配钛铝、镍基高温合金等易开裂、高应力敏感材料的成型,是航空发动机热端部件制造的核心工艺。
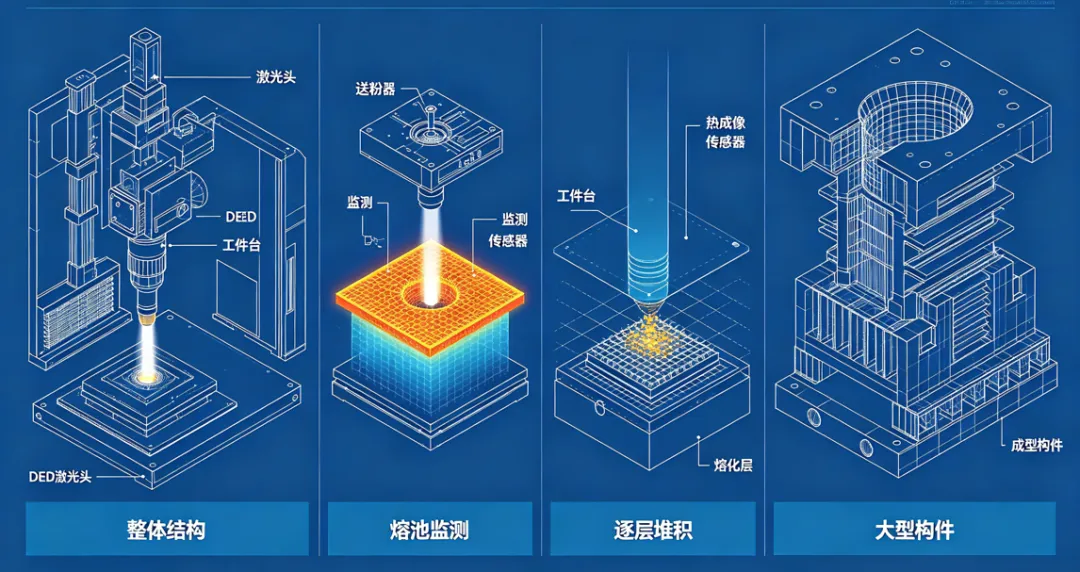
2.5.3 定向能量沉积(DED)工艺原理图解析
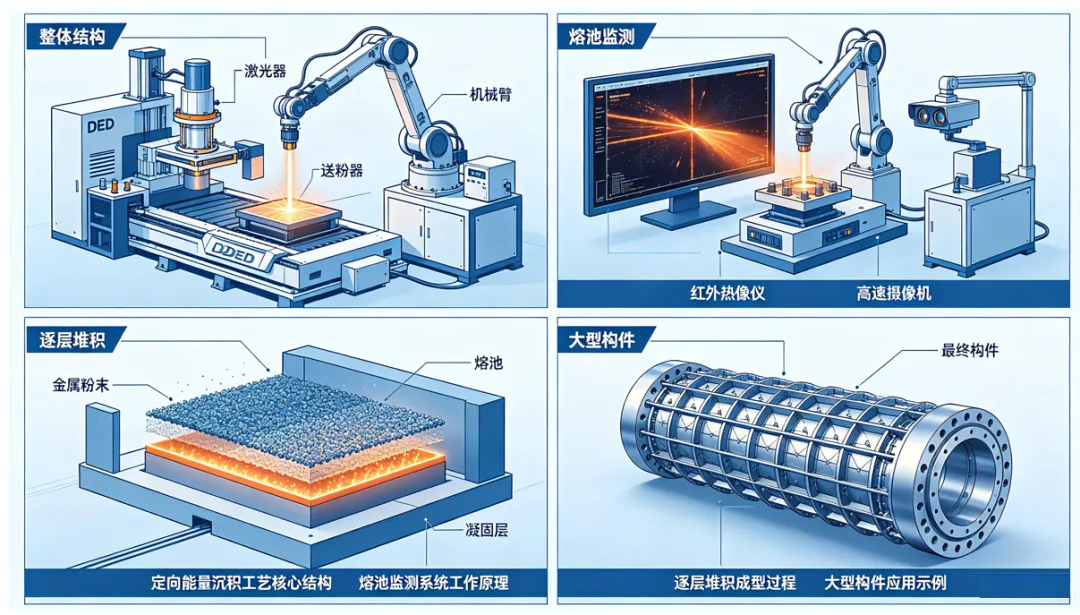
DED工艺核心结构包含多能量源系统、同轴送粉/送丝系统、五轴联动运动平台、熔池实时监测系统、闭环控制系统,为开放式连续成型结构。成型原理流程:设备启动后,送粉/送丝系统按照预设速率,将金属粉末或丝材同轴输送至激光/电弧熔池区域;高能能量源持续输出热量,实时熔化输送的原材料,形成稳定动态熔池;五轴联动平台按照三维模型路径持续运动,带动熔池逐层、逐区域堆积凝固;同时,监测系统实时采集熔池温度、尺寸、流动状态数据,闭环系统动态调整激光功率、送料速度、运动速度,避免成型缺陷。该工艺无固定成型尺寸限制,可实现多材料同步送料、梯度成分堆积,核心适配米级大型构件成型、零件修复、异种材料复合制造,弥补了粉末床工艺尺寸受限的短板。
3 增材制造设备与控制系统创新
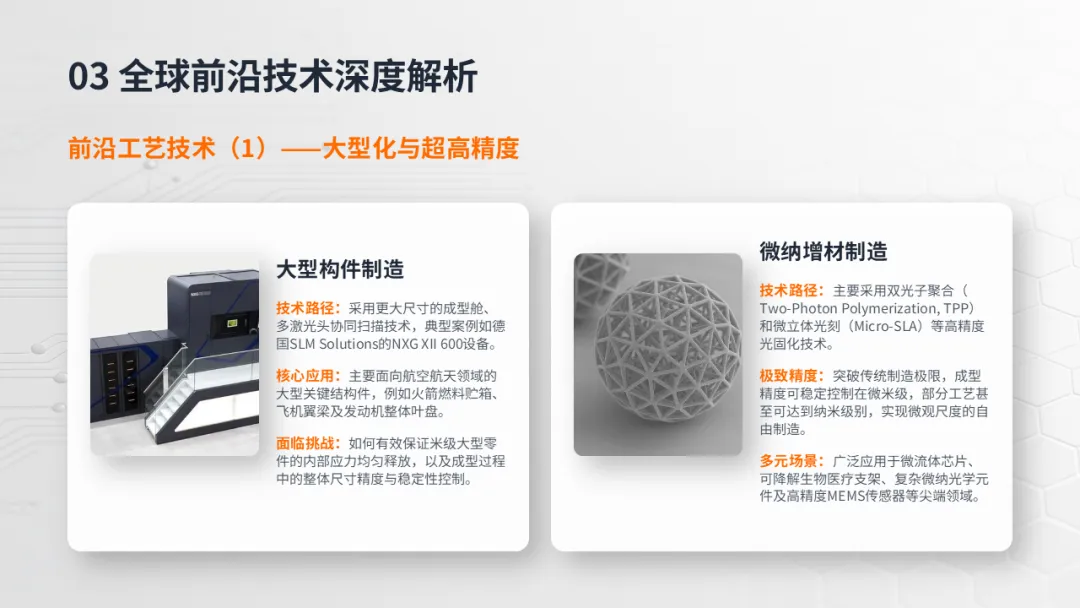
3.1 多激光协同增材制造设备
多激光协同设备是当前金属增材制造产业化的主流装备,核心通过多光束分区并行扫描突破单激光效率瓶颈,2026年高端设备激光器配置已达12~26台,成型尺寸迈入米级。核心技术创新包含智能动态分区扫描、多光快速拼接校正、独立取件舱设计三大模块,通过算法优化规避激光热干扰,拼接误差控制在±0.05 mm 以内,同时实现打印、取件并行作业,大幅提升设备利用率。代表设备为铂力特BLT-S1300、华曙高科FS721M-8-CAMS,分别适配大尺寸构件成型与大批量精密零件量产。
3.2 混合增材制造设备
混合增材制造设备集成增材成型+减材精密加工一体化功能,兼顾增材工艺的设计自由度与传统机加工的高精度优势。新一代设备扩大成型空间、集成红外+蓝色双激光源+电弧多能量系统,可加工高反射率铜合金、梯度复合材料;搭配自动换刀、在线尺寸检测模块,实现零件成型、铣削、钻孔、检测全流程自动化,成型成本较传统工艺降低70%以上。
3.3 原位监测与闭环控制系统
原位监测与闭环控制是解决增材工艺“黑箱化”、保障质量一致性的核心技术。当前主流系统集成高速摄像、红外测温、光谱分析、声发射多传感器融合模块,全方位采集成型过程数据;结合物理信息神经网络(Physics-Informed Neural Network, PINN)算法,精准预测温度场演变与缺陷生成趋势;通过激光功率、扫描速度、送料速率的实时闭环调控,实现孔隙、未熔合、微裂纹等缺陷的事中修正,将质量管控从“事后检测”升级为“实时可控”。
4 增材制造材料体系创新
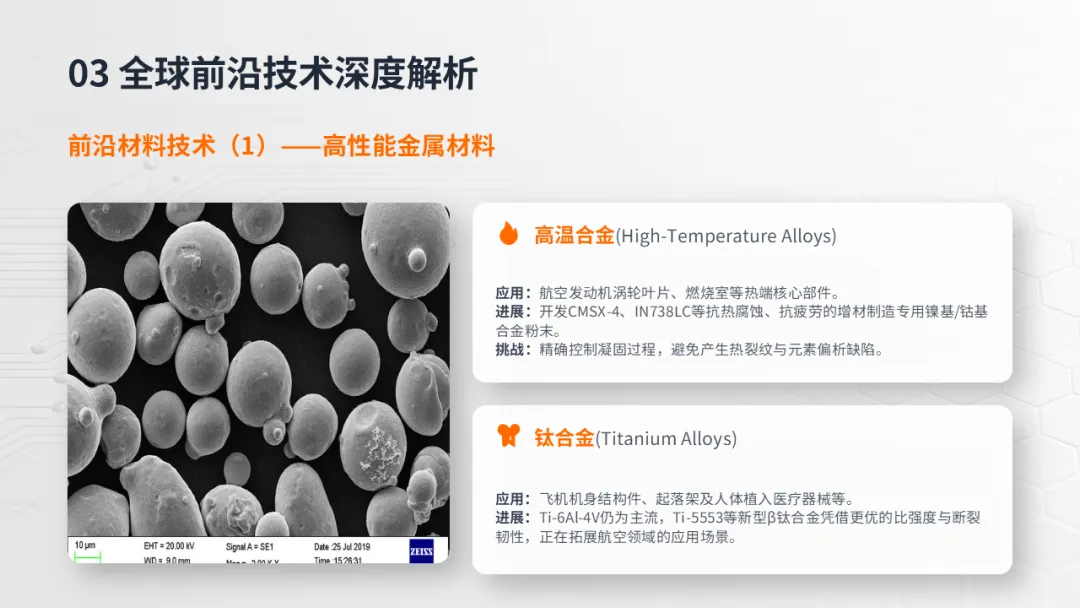
4.1 金属材料
金属增材材料体系持续迭代,覆盖钛合金、镍基高温合金、高强铝合金、不锈钢、铜合金等工业化核心材料。Ti-6Al-4V 钛合金打印构件抗拉强度突破 1050 MPa,疲劳寿命较锻件提升 25%;Inconel系列高温合金通过工艺优化彻底解决热裂纹问题,高温服役性能等效锻件;高强7075、2024铝合金通过层间加工技术消除成型缺陷,突破传统打印性能瓶颈;绿光激光打印铬锆铜合金致密度达99.8%,导热性能优异,适配高热流密度零部件制造。
4.2 陶瓷材料
主流陶瓷打印材料包含氧化铝、碳化硅、氧化锆三大类,适配不同极端工况需求。氧化铝陶瓷生物相容性、耐磨性优异,抗弯强度超350MPa;碳化硅陶瓷抗辐照、耐高温、导热性好,是核电核心部件首选材料,辐照后强度保留率达85%;氧化锆陶瓷韧性优异,表面粗糙度 Ra<0.5 μm,广泛应用于高端齿科修复领域。
4.3 复合材料
当前复合材料以连续纤维增强体系为核心,包含聚合物基、陶瓷基、金属基三类。碳纤维增强环氧树脂复合材料纤维体积含量突破60%,抗拉强度超 1200 MPa;碳/碳陶瓷基复合材料韧性大幅提升,较传统短纤维结构性能提升68 倍;纳米颗粒增强金属基复合材料实现增强相均匀分布,显著提升构件比强度与耐高温性能。
5 高端领域工程应用案例及工艺参数汇总
5.1 各案例详细应用介绍
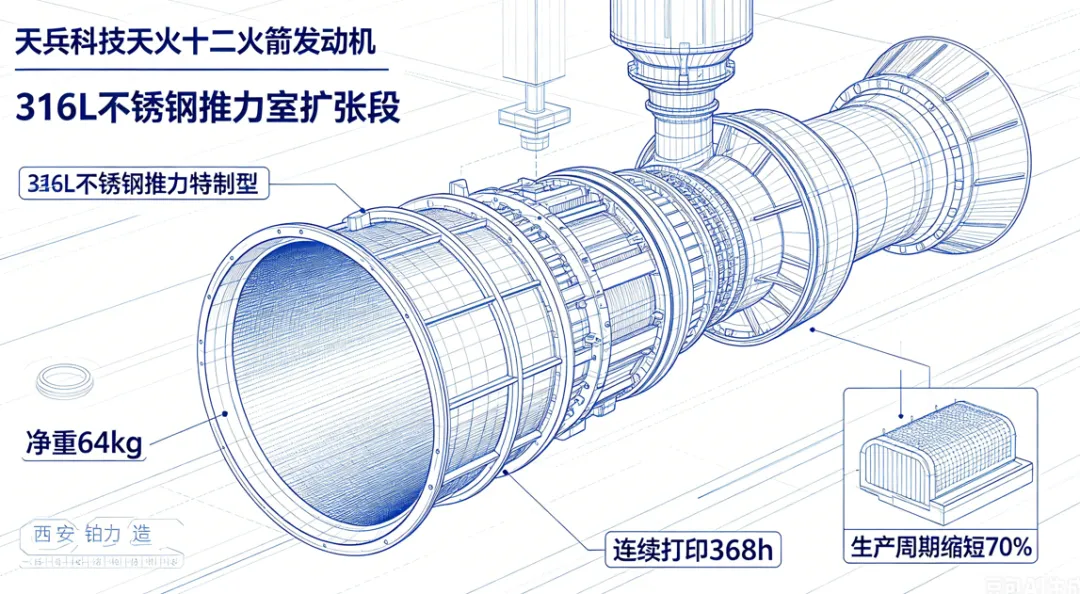
案例1:天兵科技天火十二火箭发动机316L不锈钢推力室扩张段
由西安铂力特采用26激光LPBF设备制造,针对火箭发动机高温高压服役工况,采用大尺寸一体化成型工艺,规避传统焊接装配缺陷。通过动态铺粉、多光精准拼接技术,保障米级复杂结构尺寸精度,构件净重64 kg,连续打印时长368 h,顺利通过整机试车考核,生产周期较传统工艺缩短70%以上。
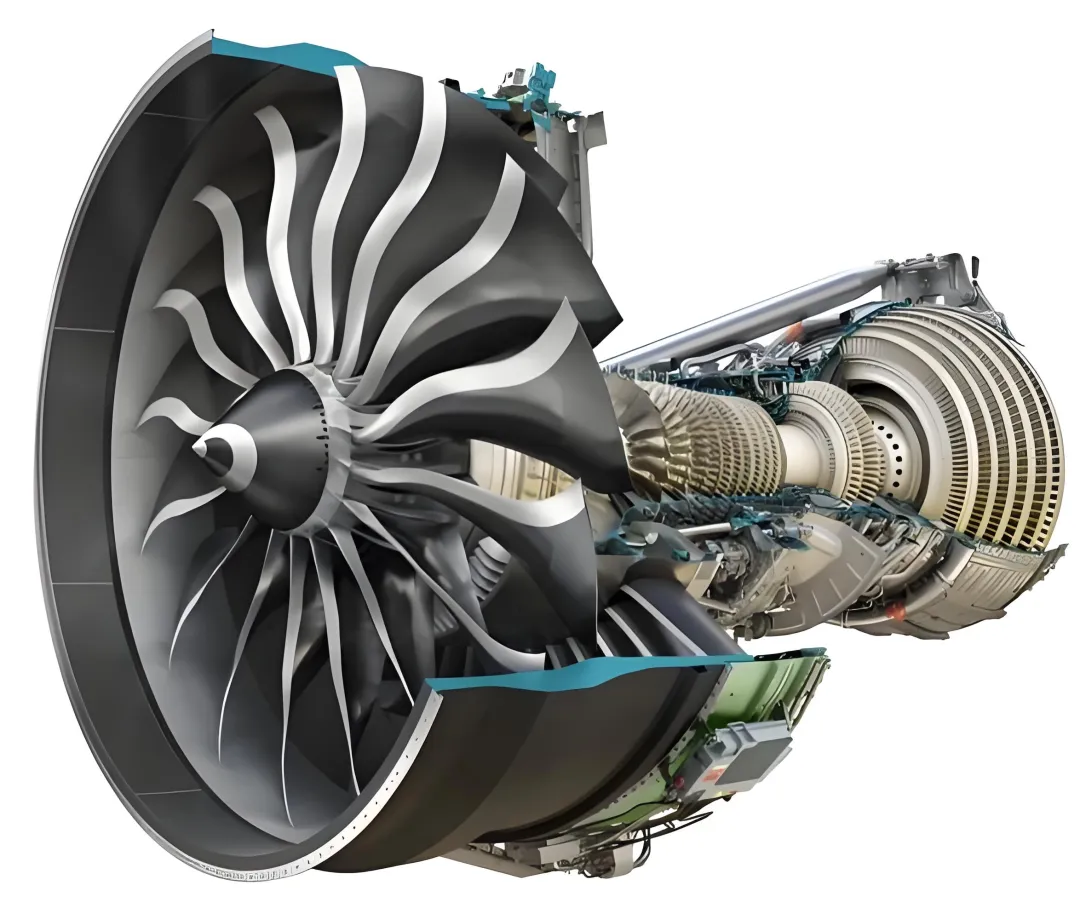
案例2:GE9X航空发动机TiAl合金低压涡轮叶片
GE航空采用E-PBF工艺制备Ti-48Al-2Cr-2Nb钛铝合金叶片,材料密度仅为传统镍基合金的50%,单台发动机装配228枚叶片,整机减重 450 kg。工艺高预热温度特性彻底消除构件残余应力,无需热等静压后处理,高温蠕变性能优异,已批量应用于波音777X客机。
案例3:GKN Aerospace大型钛合金航空结构件
GKN联合美国空军研究实验室采用丝材激光定向能量沉积(Laser Metal Deposition-wire, LMD-w)工艺,制备大型Ti-6Al-4V航空承力结构件。搭配实时熔池监测系统,有效抑制气孔、裂纹缺陷,构件致密度达99.8%,拉伸强度930 MPa,材料利用率从传统5%提升至80%,生产周期缩短50%。
案例4:中国航发商发航空发动机整体叶盘
采用四激光LPBF工艺一体化成型高压压气机整体叶盘,将传统20余个分体零件集成单件结构,消除焊接、装配间隙缺陷。构件直径 450 mm,疲劳寿命达到设计标准的120%,生产成本降低35%,生产周期从6个月压缩至2周。
案例5:SpaceX Raptor发动机铜合金燃烧室
SpaceX采用绿光激光LPBF工艺攻克高反射率铜合金成型难题,一体化制备带数百条微型冷却通道的燃烧室衬里。复杂流道结构大幅提升散热效率,冷却性能提升40%,可适配超高燃烧温度工况,生产周期与成本均大幅优化。
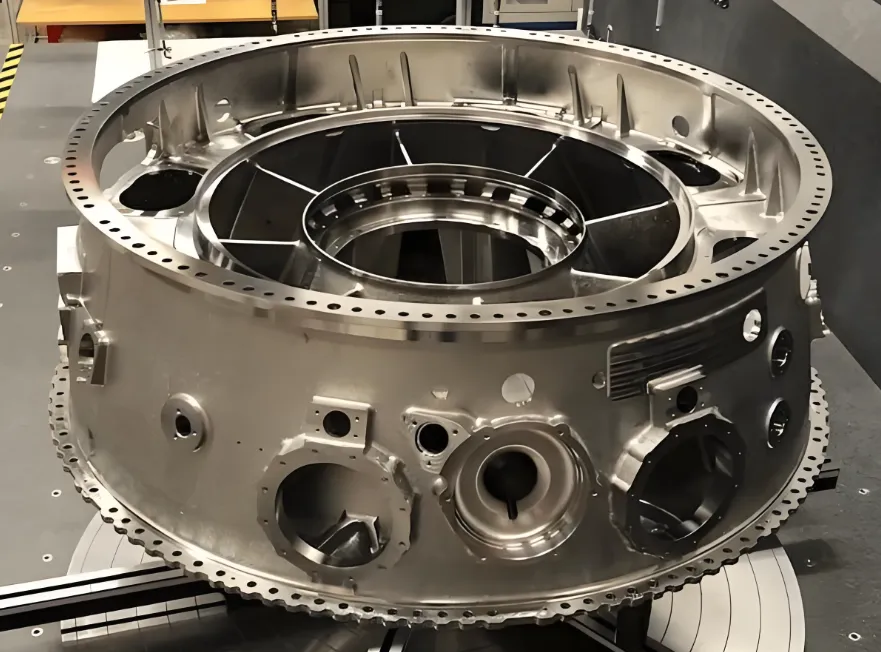
案例6:罗罗公司Trent XWB-97发动机导向器
采用E-PBF工艺成型直径 1.5 m的钛合金发动机导向器,为同期最大尺寸3D打印航空发动机部件。工艺真空成型环境保障构件力学性能均匀性,一体化结构减少装配工序,实现30%周期缩减、20%成本降低。
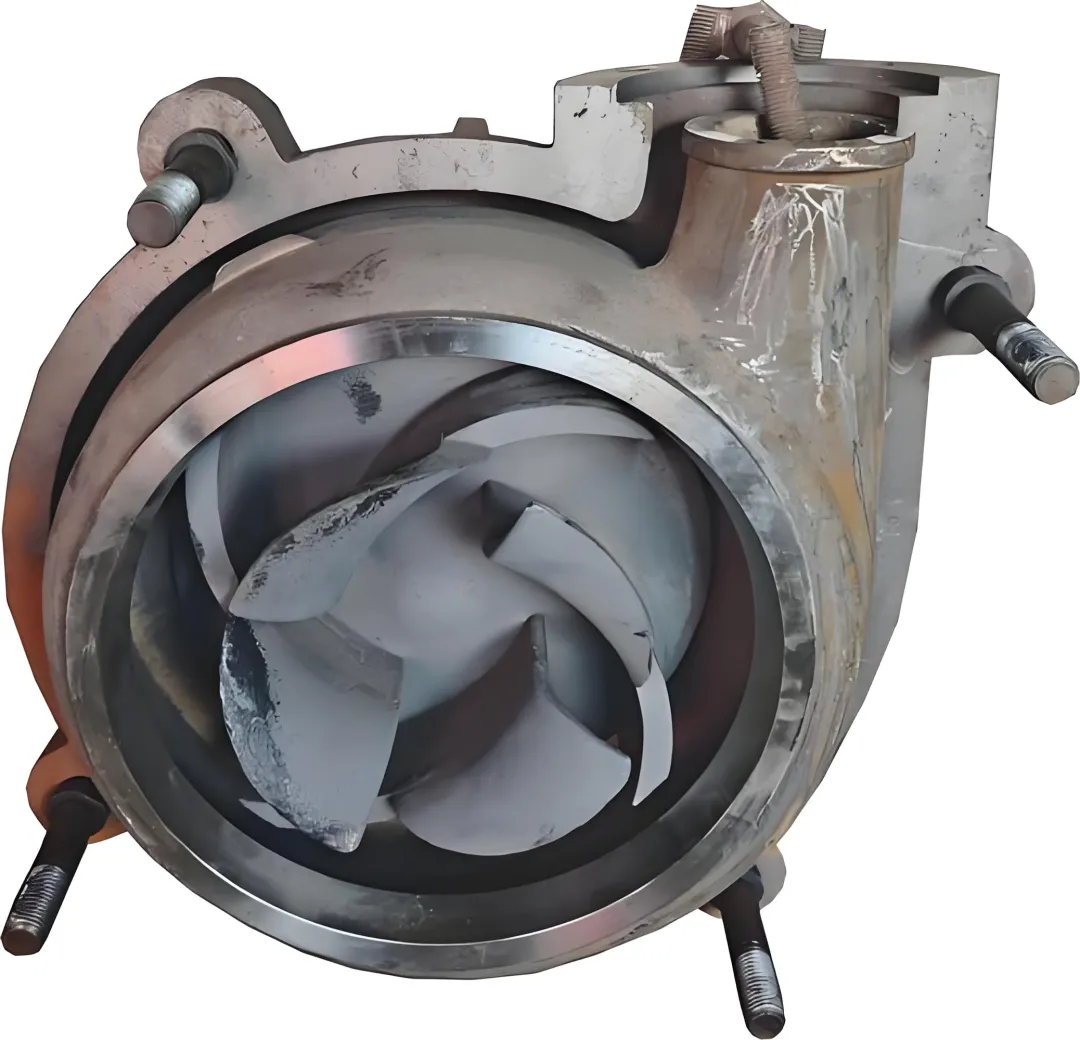
案例7:俄罗斯RITM-200反应堆三回路泵叶轮
俄罗斯原子能公司采用LPBF工艺制备核级12Kh18N10T不锈钢泵叶轮,适配核反应堆强辐射、高压服役环境。增材工艺提升构件组织均匀性与可靠性,生产周期缩短 20%,同时形成核电领域增材制造专项技术规范,填补行业标准空白。
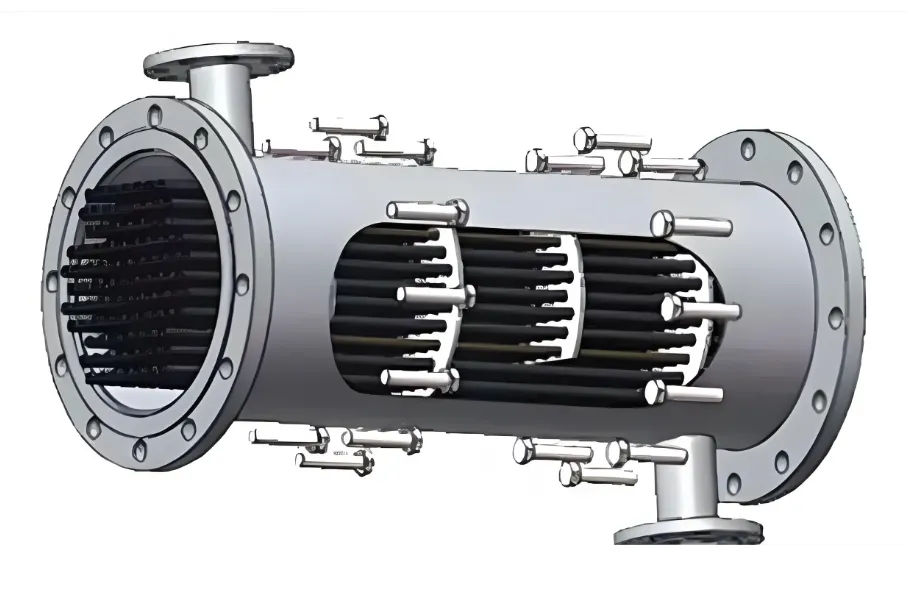
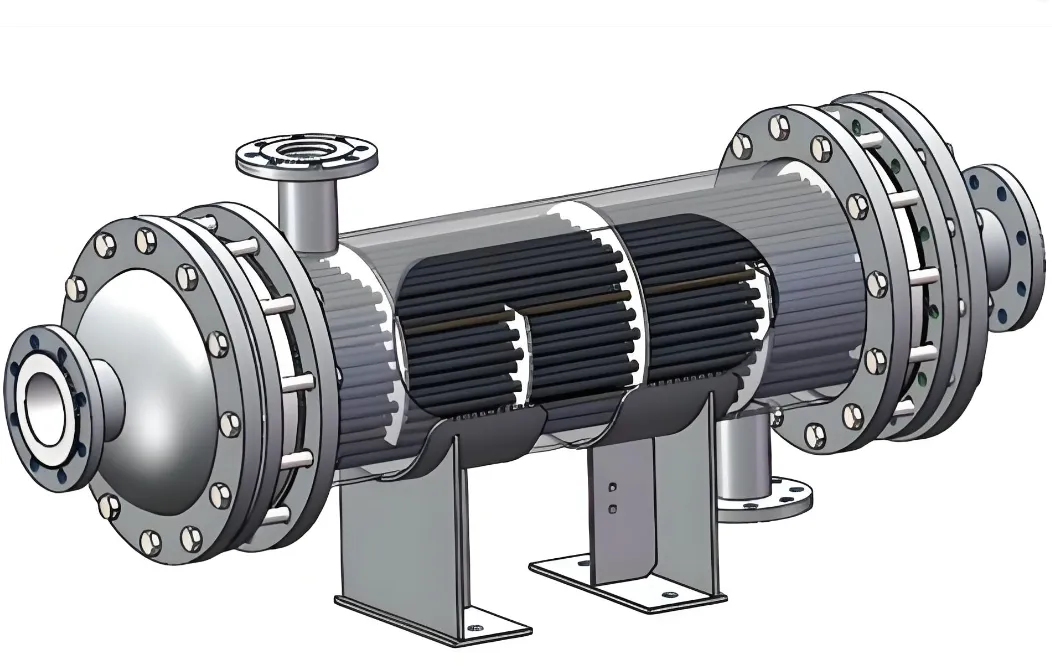
案例8:清华大学核反应堆碳化硅热交换器芯体
清华大学核能院采用激光选区烧结(Selective Laser Sintering, SLS)+渗硅复合工艺制备碳化硅热交换芯体,构件壁厚 10~20 mm,内置复杂换热流道,致密度达 98% 以上。材料抗辐照、高导热特性优异,可长期适配核电极端工况稳定运行。
案例9:德国博泽汽车环保钢锁紧调节器
华曙高科联合博泽采用8激光LPBF工艺,以回收环保钢粉末为原料,实现汽车座椅锁紧调节器无支撑高密度堆叠打印,单批次满板量产超 20000 件。工艺效率较传统提升 3 倍,成本降低 25%,产品力学性能完全满足汽车行业标准,践行绿色制造理念。
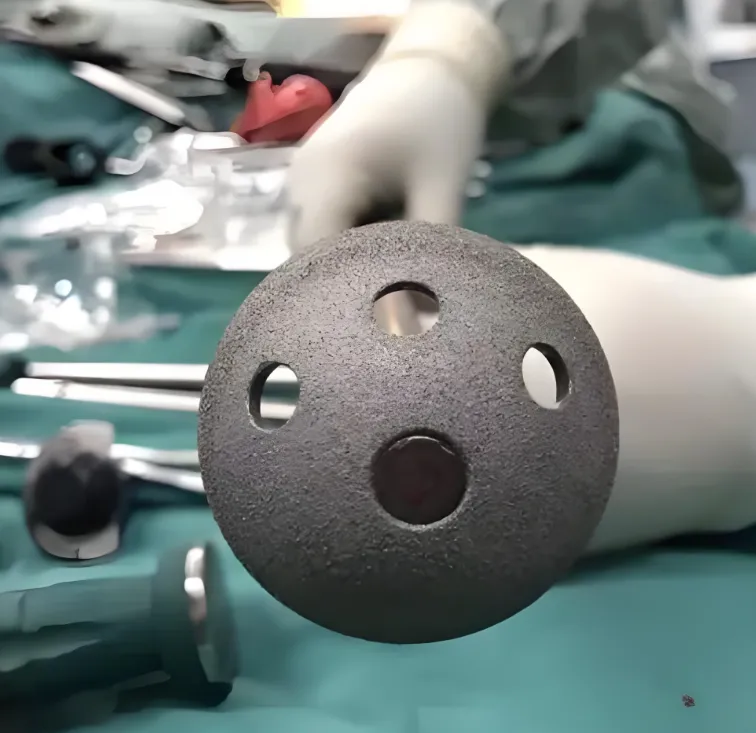
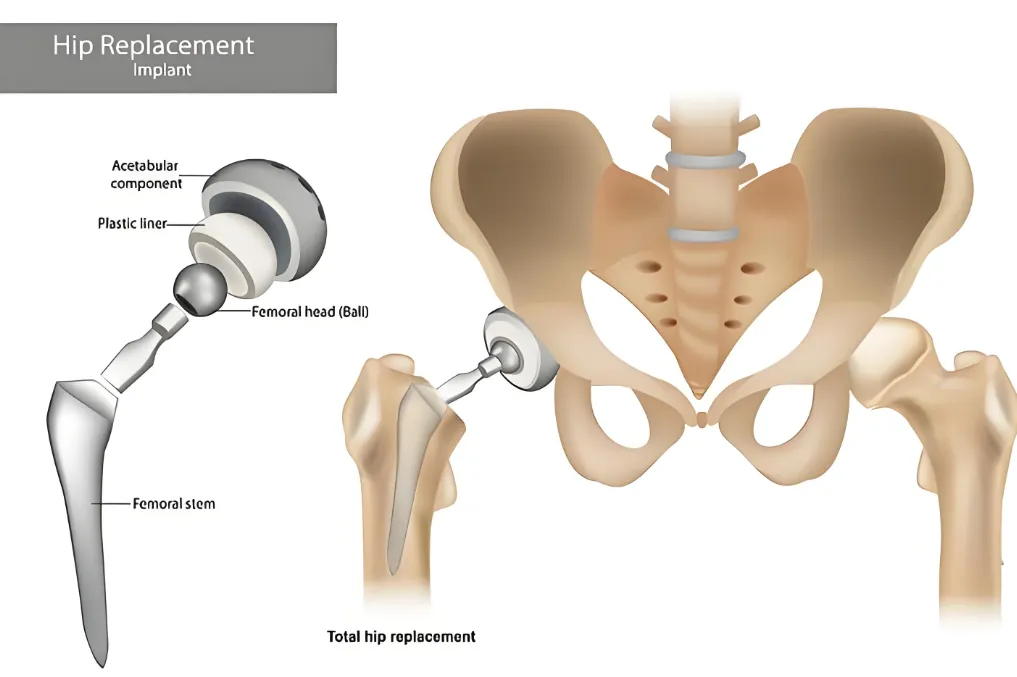
案例10:Stryker个性化钛合金髋关节植入物
基于患者CT数据个性化建模,采用LPBF工艺制备医用Ti-6Al-4V ELI钛合金髋臼杯,精准调控60%~80%多孔孔隙率,匹配人体骨骼弹性模量,消除应力遮挡效应,促进骨组织长入,大幅提升植入物长期稳定性,缩短患者术后恢复周期。
5.2 10个工程案例完整工艺参数汇总表
案例序号 | 应用 产品 | 成型工艺 | 核心材料 | 激光/束功率 | 扫描 速度 | 层厚 | 扫描 间距 | 预热/烧结温度 | 核心成型参数补充 |
1 | 天火十二火箭发动机推力室扩张段 | LPBF(26激光) | 316L不锈钢 | 500W/单激光 | 1200mm/s | 60μm | 0.1mm | 80℃ | 成型尺寸1013mm×1013mm×902mm,打印时长368h |
2 | GE9X发动机TiAl涡轮叶片 | E-PBF | Ti-48Al-2Cr-2Nb | 3000W(电子束) | 50m/s | 70μm | 无 | 1100℃ | 真空度<1×10⁻³ Pa,无需热等静压处理 |
3 | 大型钛合金航空结构件 | LMD-w | Ti-6Al-4V丝材 | 20kW | 100~300mm/min | 逐层自适应 | 无 | 熔池温度1600~1800℃ | 丝材直径1.2~1.6mm,送丝速度5~15m/min |
4 | 航空发动机高压压气机整体叶盘 | LPBF(4激光) | TC4钛合金 | 400W/单激光 | 1000mm/s | 50μm | 0.08mm | 100℃ | 成型直径450mm,高度 150 mm |
5 | Raptor火箭发动机燃烧室 | LPBF(绿光激光) | C18150铬锆铜 | 1000W | 800mm/s | 40μm | 0.06mm | 常温预热 | 适配高反射率铜材成型,内置微型冷却流道 |
6 | Trent XWB-97发动机导向器 | E-PBF | 航空钛合金 | 2800W(电子束) | 45m/s | 75μm | 无 | 1050℃ | 成型叶环直径 1.5 m,残余应力趋近于0 |
7 | RITM-200反应堆泵叶轮 | SLM | 12Kh18N10T核级不锈钢 | 450W | 950mm/s | 55μm | 0.09mm | 90℃ | 满足核电辐照、高压工况服役标准 |
8 | 核反应堆碳化硅热交换芯体 | SLS+渗硅 | 碳化硅(Silicon Carbide, SiC) | 350W | 1500mm/s | 80μm | 0.15mm | 烧结1600℃/渗硅1450℃ | 粉末粒径 50~100 μm,构件致密度98%以上 |
9 | 汽车座椅锁紧调节器 | LPBF(8激光) | 回收环保钢 | 2000W/单激光 | 1500mm/s | 60μm | 0.12mm | 70℃ | 无支撑高密度堆叠,单批次量产20000+件 |
10 | 个性化髋关节髋臼杯 | LPBF | Ti-6Al-4V ELI超高纯医用钛合金 | 300W | 1000mm/s | 30μm | 0.08mm | 常温预热 | 孔隙率精准控制60%~80%,适配人体骨骼力学特性 |
6 增材制造现存挑战与未来发展趋势
6.1 行业核心技术与应用挑战
6.1.1 材料与工艺稳定性不足
增材制造多物理场耦合成型过程极易受环境、设备参数干扰,当前打印构件力学性能波动区间达10%~20%,远高于传统锻件5%的波动标准,力学各向异性、残余应力、微缺陷等问题,制约了关键承力部件的规模化应用。
6.1.2 高端领域质量认证体系缺失
增材制造成型机理、缺陷类型与传统制造工艺差异显著,现有行业标准无法适配其质量检测、性能评定、服役认证需求,全球尚未形成统一的航空、核电高端领域专项认证体系,是技术产业化落地的核心壁垒。
6.1.3 后处理自动化水平偏低
支撑去除、热处理、表面精加工等后处理工序占总生产成本的30%~50%,复杂内部流道、镂空结构的后处理仍依赖人工操作,存在效率低、质量一致性差、人工成本高等问题。
6.1.4 产业化成本偏高
高端金属粉体材料价格为传统型材的5~10倍,高端多激光成型设备售价高昂,设备运维、粉末循环利用成本较高,限制了技术在中小企业及通用制造领域的普及应用。
6.2 未来技术发展趋势
6.2.1 AI与数字孪生深度融合的智能制造
依托数字孪生技术构建成型全过程虚拟仿真模型,结合人工智能算法实现工艺参数实时优化、缺陷预判与自动修正,打破工艺“黑箱”,最终实现增材制造“零缺陷、全可控”的智能化生产。
6.2.2 多材料功能梯度一体化制造
突破单一材料成型局限,实现金属-金属、金属-陶瓷、硬软材料的连续梯度成型,让单一零件不同区域具备差异化力学、热学、耐腐蚀性能,适配极端工况高端装备的定制化设计需求。
6.2.3 极端环境原位增材制造
太空微重力、真空环境,深海高压、低温环境下的原位增材制造技术快速发展,可实现异地装备就地制造、维修,是未来航天探索、深海装备保障的核心技术方向。
6.2.4 绿色循环增材制造
以废旧材料回收再利用、粉末高效循环、低能耗成型工艺为核心,构建绿色低碳增材制造体系,实现制造过程节能、降耗、减排,适配全球制造业绿色发展趋势。
7 结论
本文系统综述2025-2026年全球增材制造前沿技术进展,全面梳理金属、陶瓷、复合材料、生物增材四大工艺体系的技术创新,解析LPBF、E-PBF、DED三大核心工艺成型原理与结构机制,总结多激光协同设备、混合制造设备、原位闭环控制系统的产业化突破,梳理迭代升级的新材料技术体系。通过10项航空航天、核电、汽车、医疗领域的典型工程案例,量化明确了不同工艺、材料、参数组合的适配场景与成型效果,验证了增材制造在缩短生产周期、简化工序、减重增效、复杂结构成型方面的核心优势。
现阶段增材制造技术已实现高端装备核心零部件的规模化应用,但工艺稳定性、质量一致性、行业标准体系、产业化成本等问题仍未彻底解决,制约行业高质量发展。未来,随着人工智能、数字孪生、多材料梯度成型、极端环境制造、绿色制造等技术的持续突破,增材制造将进一步打破传统制造边界,实现从“原型制造”向“规模化精密制造”的彻底转型,全面赋能高端装备智能制造产业升级。
参考文献
[1] Lu J, Lü J, Lu H. Spatial heterostructure engineering and enhanced mechanical isotropy in hybrid additive manufacturing of high-strength aluminum alloys via different cyclic interlayer friction stir processing strategies[J]. International Journal of Machine Tools and Manufacture, 2026, 215: 104382.
[2] Li L, Shi Q, Xin M, et al. Achieving heterogeneous interface uniformity in micronozzle-controlled laser powder bed fusion via continuously variable transmission-inspired in-layer gradients of powder deposition[J]. International Journal of Machine Tools and Manufacture, 2026, 215: 104384.
[3] Wang Y, Zhang X, Chen L, et al. Physiological-cell-density 3D bioprinting: Advancing tissue constructs for near-native function[J]. The Innovation Life, 2026, 4: 100202.
[4] Afghah F, Raman R. Magnetic mixer improves 3D bioprinting[J]. MIT News, 2026-02-10.
[5] Jian R, Wang Z, et al. Injection-based additive manufacturing by shell-mold printing and core filling: A hybrid printing-injection approach[J]. Journal of Manufacturing Processes, 2026, 118: 245-256.
[6] Zhang Y, Li W, et al. Multi-information fusion monitoring technology for laser additive manufacturing[J]. Welding Journal, 2026, 105(4): 123-135.
[7] Yu Q, Tang Z, et al. Artificial intelligence in additive manufacturing[J]. Bulletin of National Natural Science Foundation of China, 2026, 40(4): 128-138.
[8] Li M, Wang H, et al. Review of the Progress of Additive Manufacturing (2010–2025): Manufacturing Systems, Process Modeling, and Industrial Relevance[J]. Journal of Production Systems and Manufacturing, 2026, 7(3): 45-62.
[9] Smith J, Johnson A, et al. Metal-Based Additive Manufacturing: Innovations in Methods, Applications, Challenges, and Advancements in Material Science[J]. Material Science Research India, 2026, 23(2): 145-162.
[10] Brown C, Davis B, et al. Additive Manufacturing of Ceramics and Ceramic-Based Composites: Processing, Properties, and Engineering Applications[J]. Ceramics, 2026, 9(1): 43-68.
[11] Anil A, Nadimpalli R. Toward Predictive Dimensional Accuracy in DLP-Fabricated Alumina Lattices: Volumetric Error and Shrinkage Control[J]. ACS Omega, 2026, 11(12): 8976-8985.
[12] Liu X, Wang Y, et al. Remote photothermal curing of carbon fiber reinforced composites for rapid additive manufacturing[J]. Nature Communications, 2026, 17(1): 2345.
[13] Zhang L, Chen H, et al. Continuous carbon fiber reinforced carbon/carbon composites by additive manufacturing[J]. Advanced Engineering Materials, 2026, 28(3): 2500123.
[14] 铂力特. 米级制造,铂力特3D打印推力室扩张段解锁航天新可能[EB/OL]. 2026-04-24.
[15] 中航沈飞. TITAN-AM项目:大型钛合金航空结构件LMD-w工艺工业化突破[EB/OL]. 2026-04-30.
[16] 中国核技术网. 技术新突破:俄罗斯实现RITM-200反应堆核心泵件增材制造[EB/OL]. 2026-03-06.
[17] DMG MORI. LASERTEC 65 DED hybrid 2. Generation[EB/OL]. 2026-01-26.
[18] 尼康SLM Solutions. 集成Additive Assurance质量监控系统实现多激光同步监测[EB/OL]. 2025-11-17.
[19] 人民日报. 边打印边“体检”!武科大这项黑科技让航天装备生产更智能[EB/OL]. 2026-04-25.
[20] Wohlers Associates. Wohlers Report 2024: 3D Printing and Additive Manufacturing State of the Industry[R]. 2024.
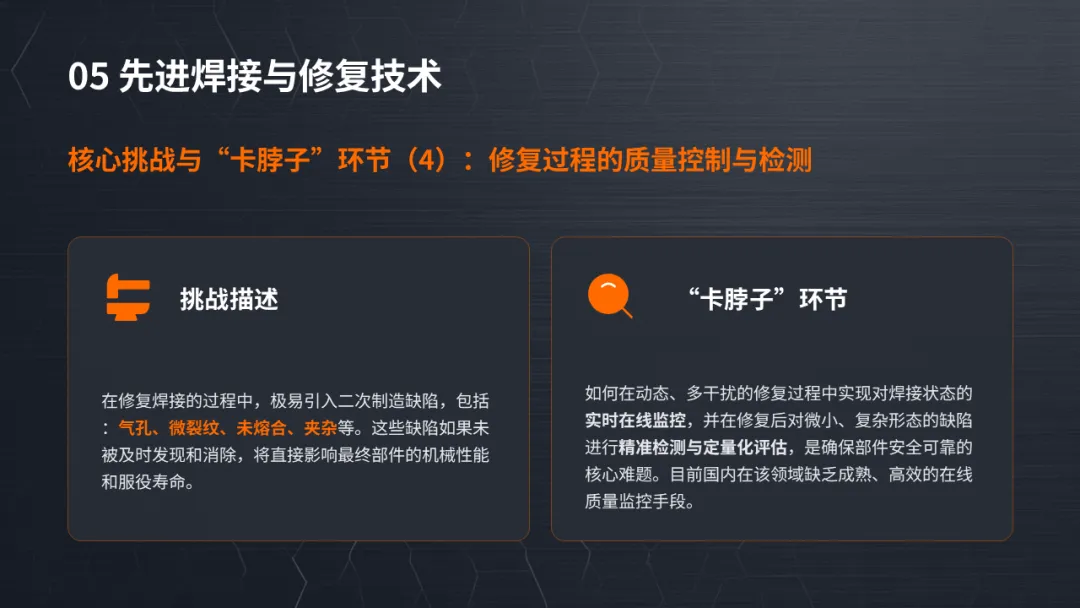
燃气轮机制造“卡脖子”工艺技术研究:
基于全球SCI文献的进展与挑战分析
摘要:重型燃气轮机被誉为“工业皇冠上的明珠”,是能源动力领域的核心装备,其制造技术长期被少数国际巨头垄断,成为制约我国能源安全和高端装备制造业发展的关键瓶颈。本文系统梳理了燃气轮机制造中面临的主要“卡脖子”工艺技术,重点围绕高温合金材料、单晶叶片精密铸造、热障涂层、精密加工与装配、试验验证体系等核心环节,基于全球SCI文献和最新研究进展,深入分析了技术难点、突破路径与发展趋势。研究表明,我国通过持续攻关已在高温合金自主化、单晶叶片制造、热障涂层创新等方面取得显著进展,但整体设计体系、关键工艺装备、长寿命验证等方面仍存在差距。未来需进一步加强基础研究、工艺融合与产业链协同,构建自主可控的燃气轮机技术体系。
关键词:燃气轮机;卡脖子技术;单晶叶片;高温合金;热障涂层;精密制造
1. 引言
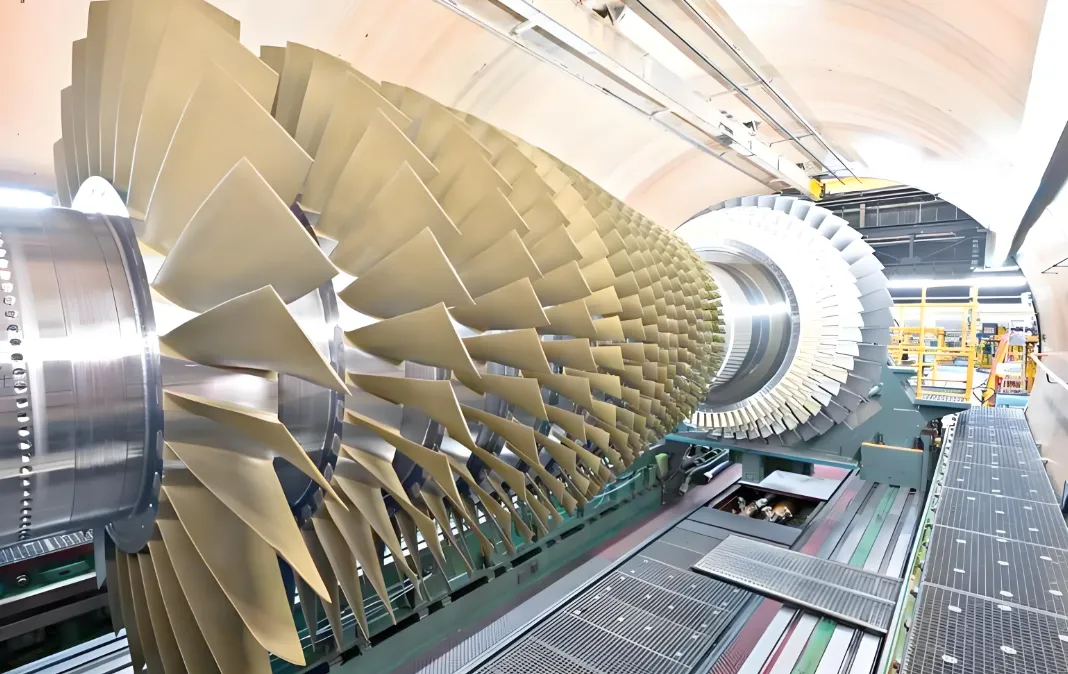
燃气轮机,特别是重型燃气轮机(功率50MW以上),是迄今为止热/功转换效率最高的动力机械,其联合循环发电效率可达60%以上,远高于传统燃煤电站的45%左右。作为电网调峰的“灵活大力士”和低碳转型的“排头兵”,重型燃气轮机在保障能源安全、优化能源结构方面具有不可替代的作用。然而,这项尖端技术长期被美国通用电气(GE)、德国西门子(Siemens)、日本三菱(Mitsubishi)、意大利安萨尔多(Ansaldo)等四家企业垄断。我国虽通过“市场换技术”方式引进了相关设备,但始终未能获得设计技术和核心热端部件制造技术,陷入“引进—落后—再引进”的被动局面。
所谓“卡脖子”技术,是指那些一旦被封锁或限制,将导致整个产业链停摆的关键核心技术。在燃气轮机制造领域,这种“卡脖子”现象尤为突出:跨国公司不仅拒绝转让设计技术,对核心的热端部件制造技术也仅以许可证方式许可本土制造非核心部件,且许可证均有期限。这意味着没有自主设计能力,我国需要什么样的燃气轮机、能要到什么样的产品,只能听从国外厂商的意志;而核心制造技术不转让,导致国内大量燃气轮发电机组的设备运维、备件提供完全受制于人,长期安全稳定运行面临巨大风险。
本文旨在基于全球SCI文献和最新技术进展,系统分析燃气轮机制造中的关键“卡脖子”工艺技术,梳理我国已取得的突破和仍存在的短板,为后续技术攻关和产业发展提供参考。
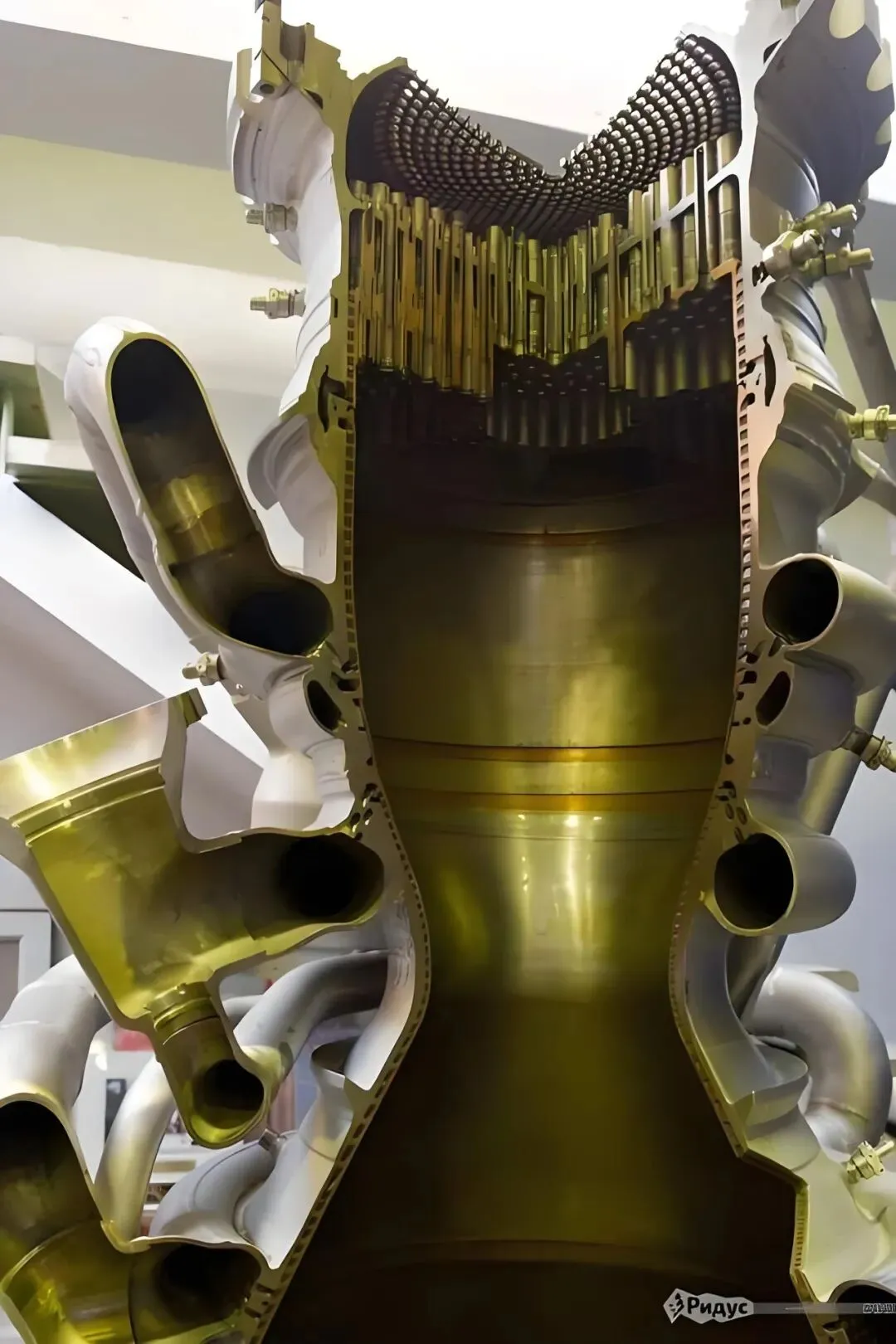
2. 燃气轮机制造中的关键技术瓶颈分析
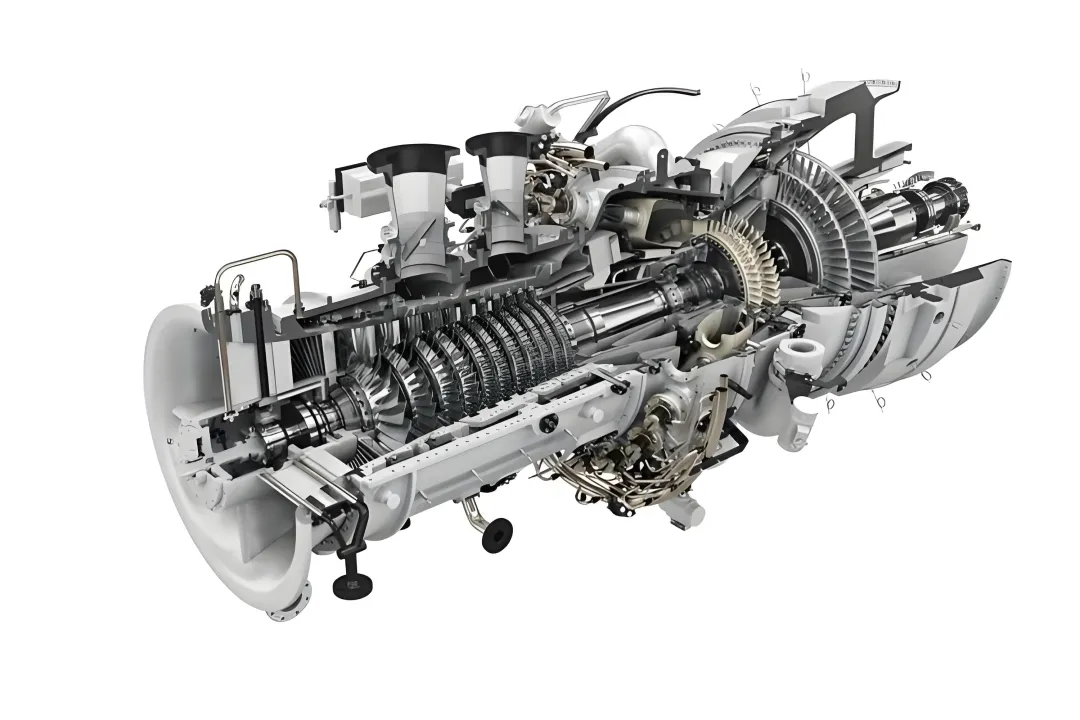
燃气轮机由压气机、燃烧室、燃气透平三大部件构成,涉及5万多个零部件。其制造难点集中体现在“高温、高压、高转速”的极端工况要求。透平叶片需要在1400℃—1600℃的高温、每分钟3000转的高速旋转环境下长期稳定工作,这对材料性能、制造精度、冷却设计提出了近乎“变态”的极致要求。
2.1 设计体系缺失
设计是真正的核心技术。燃气轮机三大部件的设计需要“大量基础研究支撑”和“长期试验验证及经验积累”,没有长期积累,“即使有钱也不知从哪儿下手”。国际巨头通过数十年的数据积累和迭代优化,形成了完整的设计规范和数据库,而我国在此方面起步晚、基础薄,设计软件、仿真模型、经验公式等多依赖国外,自主设计能力薄弱。
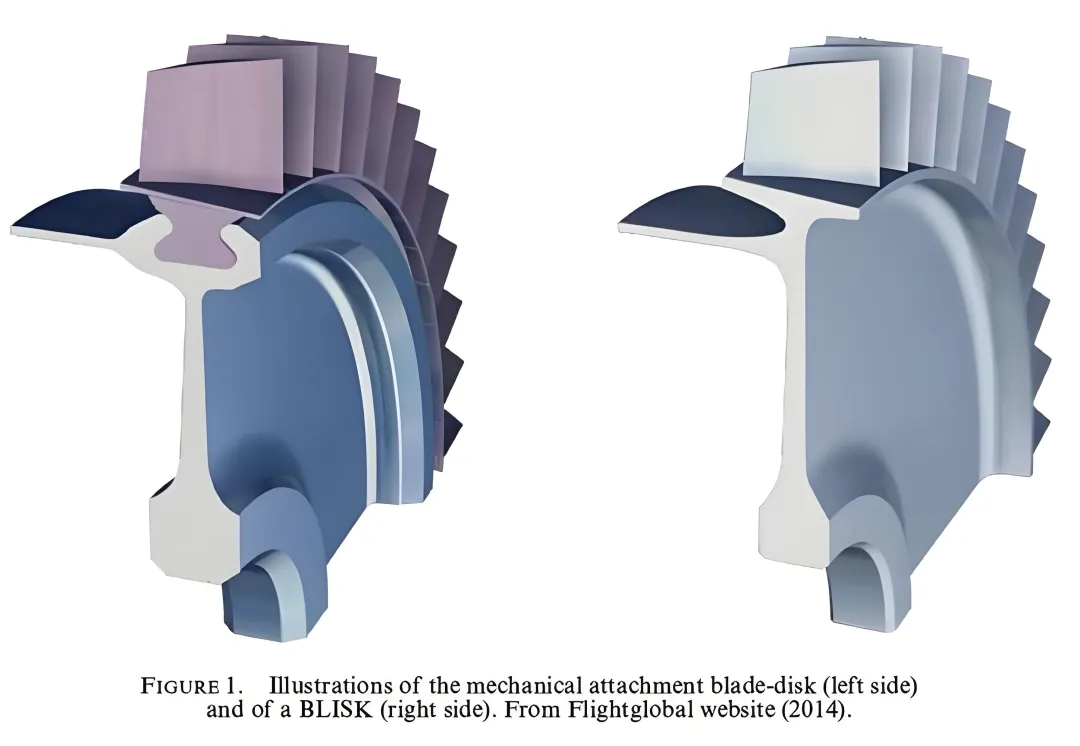
2.2 材料与制造工艺脱节
先进燃气轮机叶片普遍采用单晶高温合金制造,并辅以复杂的内腔冷却结构和表面的热障涂层。这涉及材料研发、精密铸造、机械加工、涂层制备、无损检测等多个环节,且环环相扣。然而,我国长期存在“材料归材料、工艺归工艺”的脱节现象。材料科学家研发出高性能合金,但铸造工艺无法实现其潜力;工艺工程师攻克了某项成型技术,却缺乏与之匹配的专用材料。这种脱节严重制约了整体性能的提升。
2.3 极限制造与“工匠经验”
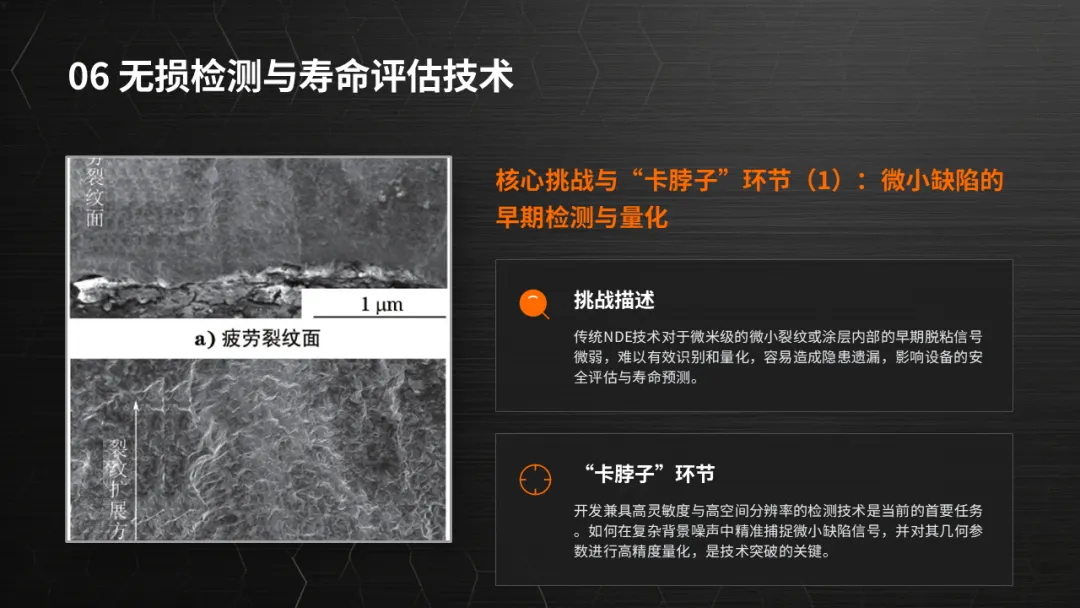
燃气轮机核心部件的制造属于“极限制造”范畴,与常规制造有本质区别。常规制造允许一定的安全系数和容错裕量,而极限制造要求“一就是一,二就是二,偏差根本不能容忍、不被允许”。例如,透平叶片是空心的、壁厚很薄,目前主要依靠精密铸造,未来3D打印能否解决尚不明确。铸造过程中,材料的夹渣、裂纹、疏松、气孔以及变形等任何微小缺陷,都会直接影响叶片的强度和寿命。这种制造不仅依赖先进的设备(如德国进口的单晶炉),更依赖“工匠、工艺、设备”的“三位一体”,即顶尖工匠基于长期经验对多物理场耦合过程的精准掌控。这种难以量化和传承的“手上功夫”,是我国高端制造最紧缺的一环。
2.4 长周期试验验证缺失
核心部件的可靠性需要经过极端工况下数万小时的连续试验验证。例如,重型燃气轮机叶片的设计寿命通常在3万至5万小时。一年运行约8000小时,完成一轮5万小时的材料寿命试验就需要近6年时间,“一个人一辈子都做不了几个母合金”。这意味着巨量的资金投入、时间成本和数据积累。我国在此方面的系统化、长周期试验验证体系尚不完善,缺乏足以支撑自主设计的完备数据库。
3. 高温合金材料制备工艺的突破与挑战
高温合金是制造燃气轮机热端部件的基石。随着涡轮进口温度不断提升,材料耐温能力的提升速度(每年约8℃)已赶不上设计温度提升的需求。这倒逼叶片设计向高效冷却和先进涂层方向发展。
3.1 国产高温合金的进展
我国已成功研制出具有自主知识产权的抗热腐蚀镍基高温合金系列。例如,中国科学院金属研究所研制的K4104、K444、K491等合金,已成功应用于“太行110”重型燃气轮机的全部四级涡轮导向叶片、四级工作叶片以及涡轮整流支柱等关键热端部件,并通过了单台机组累计7000余小时的运行考核,展现出优异的耐高温、抗热腐蚀性能和长期组织稳定性。在工程化过程中,科研团队攻克了高铬钨钼合金化基体在高温下组织失稳、熔体浇注过程中多元复合稀土易氧化导致铸件夹杂物超标(“满天星”现象)、以及大尺寸复杂空心结构导致的显微疏松严重等制造瓶颈。
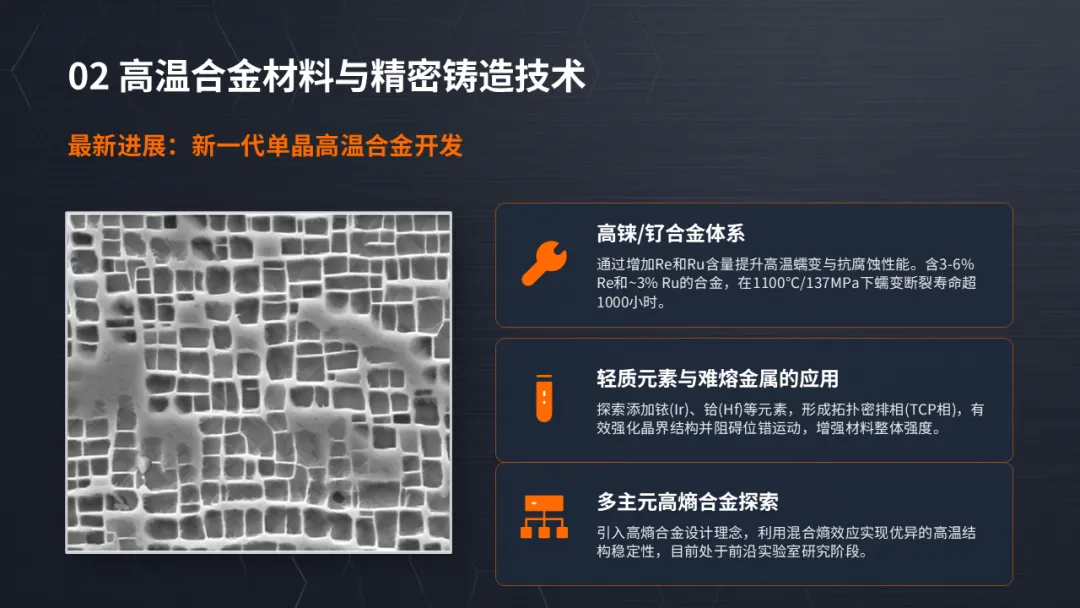
3.2 单晶高温合金的制备
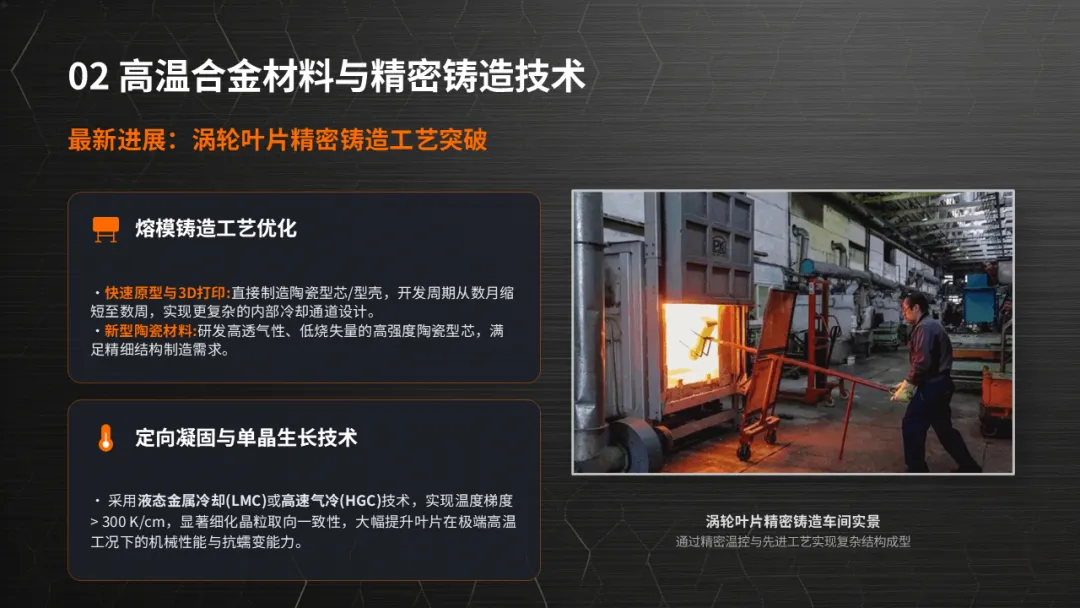
单晶高温合金通过消除全部晶界,大幅提高了高温强度和蠕变抗力。其制备核心在于定向凝固技术,目前工业生产主要采用高速凝固工艺(HRS)和液态金属冷却(LMC)工艺。LMC工艺因其更高的温度梯度,能获得更细的枝晶组织、减少凝固缺陷、降低偏析,特别适用于制备大型工业燃气轮机单晶叶片。制备单晶叶片的关键工序包括:母合金的纯净化真空熔炼、复杂陶瓷型芯和型壳的制造、蜡模成型、定向凝固、以及后续的热处理、无损检测和机械加工。其中,陶瓷型芯的强度和定向凝固工艺参数(如保温温度、保温时间、抽拉速度)对叶片成型质量至关重要。
3.3 材料体系的发展趋势
国际上,单晶高温合金已发展到第四代,承温能力达到1140℃左右,我国也已进入第五代单晶叶片的研制阶段,目标直指1200℃。代表牌号如CMSX系列(CMSX-4, CMSX-10等),其γ′相体积分数高(70%-72%),具有优异的蠕变和抗氧化性能,是制造在1200°C极端条件下工作的第一级涡轮叶片的理想材料。未来的发展方向是研发承温能力更高、组织更稳定、成本更具竞争力的新一代单晶合金和定向凝固合金。
4. 单晶叶片精密铸造技术
单晶叶片的铸造是燃气轮机制造中工艺最复杂、难度最高的环节之一,直接决定了发动机的性能和可靠性。
4.1 精密铸造工艺流程
单晶叶片的制造主要采用熔模铸造结合定向凝固技术。其基本流程为:
- 模具与蜡型制备:根据叶片三维模型制作金属模具,用于注射成型高精度蜡模(公差可达±0.05毫米),以复制复杂的内部冷却通道和外部型面。
- 陶瓷型壳构建:在蜡模上反复涂挂8-10层陶瓷浆料,形成高强度陶瓷型壳,随后通过蒸汽或溶剂脱蜡,得到中空的陶瓷型腔。
- 定向凝固:将陶瓷型壳预热后放入定向凝固炉中,底部放置水冷铜盘。将真空熔炼好的高温合金母液浇入型壳,通过控制温度梯度和凝固速度,使晶体从底部的选晶器或籽晶开始,沿单一方向(通常是〈001〉方向)生长,最终获得整个叶片均为单一晶粒的铸件。
- 后处理:铸件经脱壳、切割浇冒口后,进行固溶处理和时效热处理,以溶解共晶组织、析出强化相,获得最佳力学性能。
4.2 关键技术难点
- 复杂空心型芯制造:现代高效冷却叶片内部具有蛇形通道、扰流肋等极其复杂的结构,这依赖于高精度、高强度的陶瓷型芯。型芯必须在高温金属液冲刷下保持形状和尺寸稳定,并在铸后能被顺利去除。
- 单晶完整性控制:在漫长的定向凝固过程中,必须严格防止杂晶、雀斑、小角度晶界等缺陷的产生。这需要对温度场、凝固前沿形态进行精确控制。
- 尺寸精度与变形控制:大型叶片在凝固和冷却过程中易产生变形,需通过模拟仿真和工艺优化来预测和补偿变形量。
- 合格率与一致性:与国外先进水平相比,我国在单晶叶片的批量生产合格率和一致性方面仍有提升空间,需要加强制造过程中的流转防护与多余物控制。
4.3 我国的技术突破
近年来,我国在单晶叶片制造技术上取得了显著进展,突破了复杂陶瓷型芯、定向凝固等关键技术,打造出双层壁超冷单晶叶片,并将单晶叶片的耐受温度提高了100摄氏度,实现了批量生产。相关技术成果已服务于国产大飞机发动机“长江1000”和“长江2000”的研制,在F级重型燃气轮机高温合金叶片等核心部件上也实现了自主生产。
5. 热障涂层技术进展
热障涂层是使涡轮叶片能在远超基体合金熔点温度下工作的关键技术,能将叶片表面温度降低150-200°C,显著提升效率和寿命。
5.1 TBC的组成与功能
典型的热障涂层为多层体系:
- 陶瓷层:最外层,主要起隔热作用。最广泛应用的是6-8%氧化钇部分稳定氧化锆(YSZ),因其低热导率、高断裂韧性和与基体匹配的热膨胀系数。
- 粘结层:位于陶瓷层与高温合金基体之间,通常为MCrAlY(M为Ni, Co)或改性铝化物涂层(如NiPtAl)。其主要功能是缓解热失配应力,并在高温下形成一层连续致密的α-Al₂O₃热生长氧化物(TGO),阻止氧向基体扩散。
- 高温合金基体:承受主要机械载荷。
5.2 涂层制备技术
主流制备方法包括:
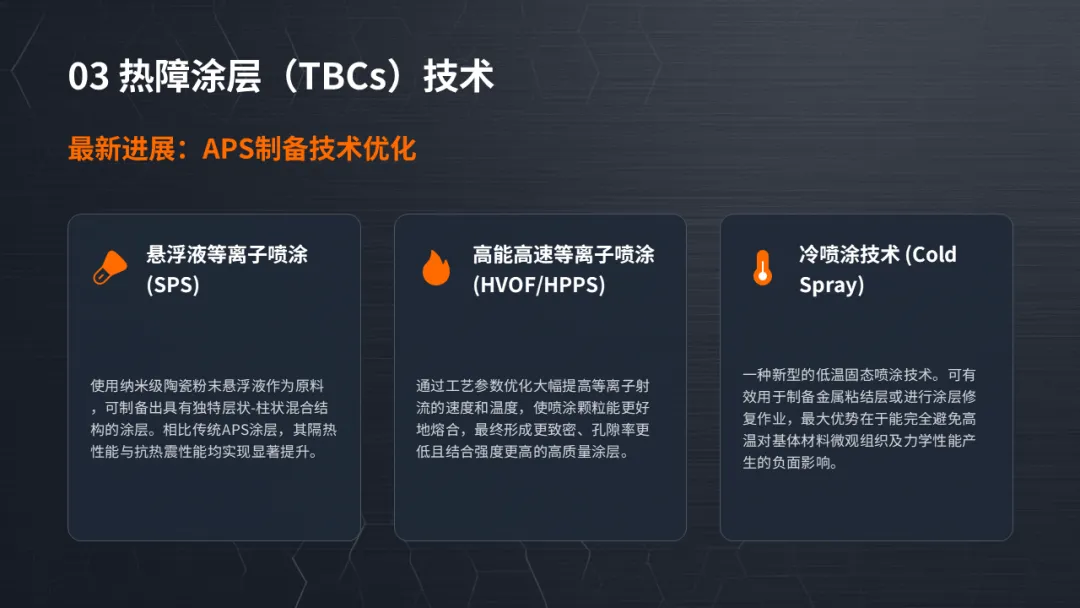
大气等离子喷涂(APS):成本较低,涂层呈层状结构,隔热性能好,但抗热震性能相对较差。电子束物理气相沉积(EB-PVD):能制备出具有柱状晶结构的涂层,应变容限高,抗热震性能优异,是航空发动机叶片的首选,但设备昂贵、沉积速率低。等离子物理气相沉积(PS-PVD):一种新兴技术,能在非视线方向上沉积,形成类似EB-PVD的柱状结构,且沉积速率更高。5.3 失效机理与防护挑战
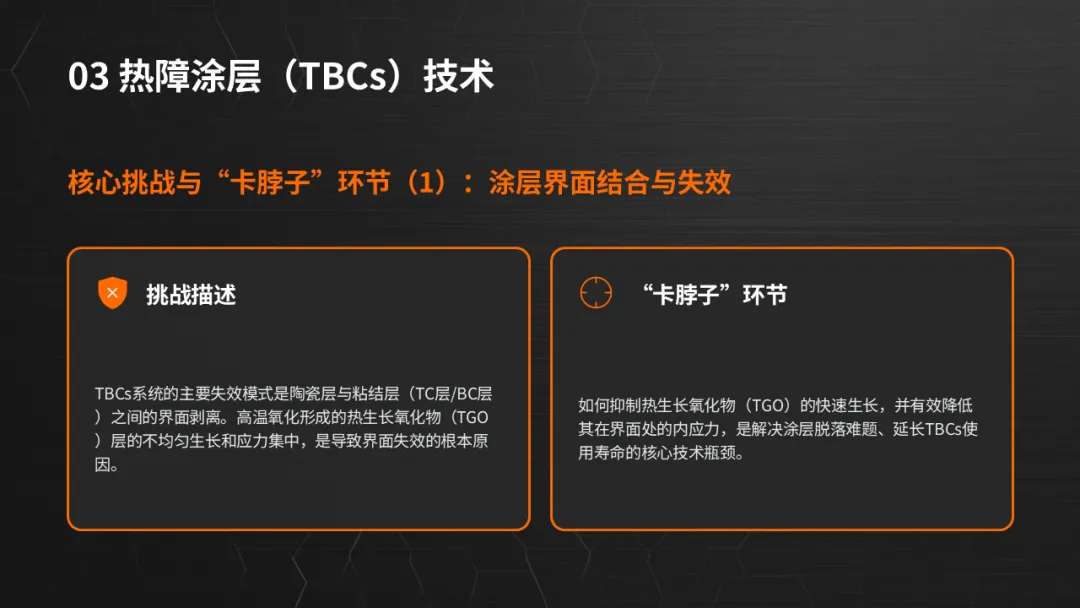
TBC在服役中面临热-力-化学多场耦合的严酷环境,主要失效模式包括:
CMAS腐蚀:发动机吸入的沙尘、火山灰(主要成分为CaO-MgO-Al₂O₃-SiO₂)在高温下熔融,渗入涂层孔隙与裂纹,与涂层材料反应生成新相,导致涂层剥落。熔盐腐蚀:低质燃料中的Na、S、V等杂质形成Na₂SO₄、V₂O₅等低熔点熔盐,严重腐蚀粘结层和陶瓷层。TGO异常生长与相变:粘结层中的Al耗尽后,TGO生长加速并生成有害相,导致界面应力增大;YSZ在1200°C以上会发生相变伴随体积膨胀,引发涂层开裂。5.4 最新研究进展
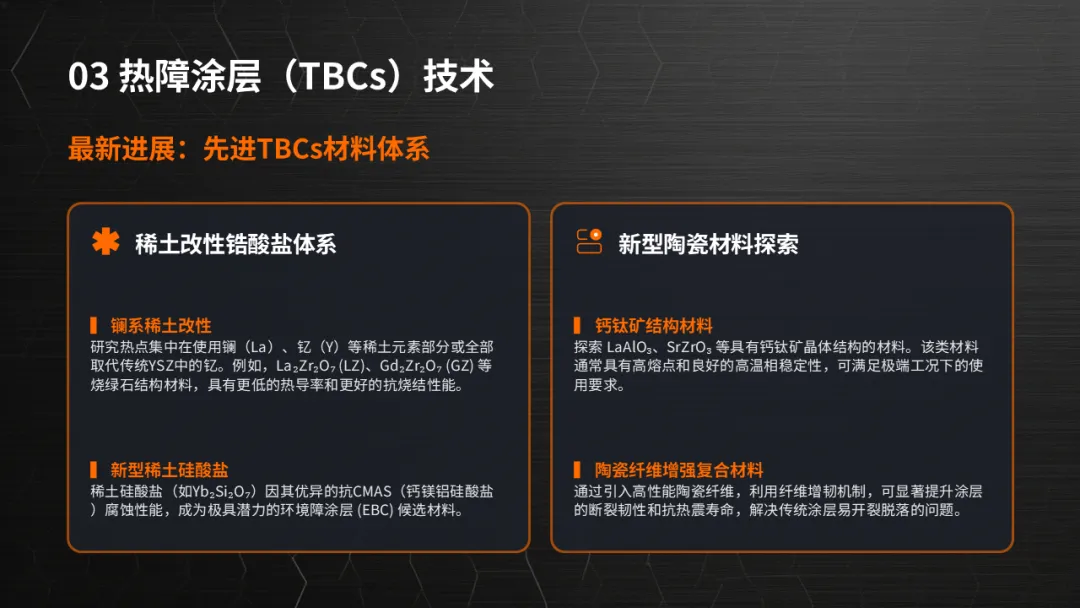
为应对上述挑战,全球研究聚焦于新材料体系和新工艺:
新型陶瓷材料:研究如Gd₂Zr₂O₇ (GZO)、A₆B₂O₁₇ (A = Hf, Zr; B = Ta, Nb) 超结构体系、高熵陶瓷等,以寻求更低热导率、更高相稳定性和更强抗腐蚀能力的YSZ替代材料。新型粘结层:传统NiAl和MCrAlY粘结层在1100°C以上面临氧化过快等问题。AlCoCrFeNi等高熵合金粘结层因其纳米相结构和本征迟滞扩散效应,展现出优异的超高温抗氧化性能和界面结合力,成为研究热点。表面改性技术:采用激光表面处理(如激光重熔、激光釉化、激光刻蚀)对涂层表面进行改性,可以细化晶粒、提高致密度、构建特殊微结构(如“微柱状+致密层”双重结构),从而显著提升涂层的抗CMAS腐蚀和抗热震性能。应力调控与寿命预测:通过建立考虑TGO动态生长、材料蠕变、三维孔隙形貌及界面粗糙度耦合的有限元模型,深入研究涂层内部的应力演化机理,为提升涂层耐久性提供理论指导。
6. 精密加工与装配技术
即使获得了高质量的单晶铸件,仍需经过一系列高精度机械加工才能成为最终零件。
6.1 难加工材料切削
涡轮叶片采用的高温合金、高强钢等属于典型的难加工材料,对刀具磨损极大。叶根榫齿及装配面的加工通常面临刀具磨损快、成本高、效率低的难题。目前,难加工涡轮叶片的榫齿及装配面大多采用五轴缓进强磨技术。通过外加气流、控制水流可以有效减小加工接触面的热量积累,从而减少加工面再结晶与烧伤的风险,提升表面质量。
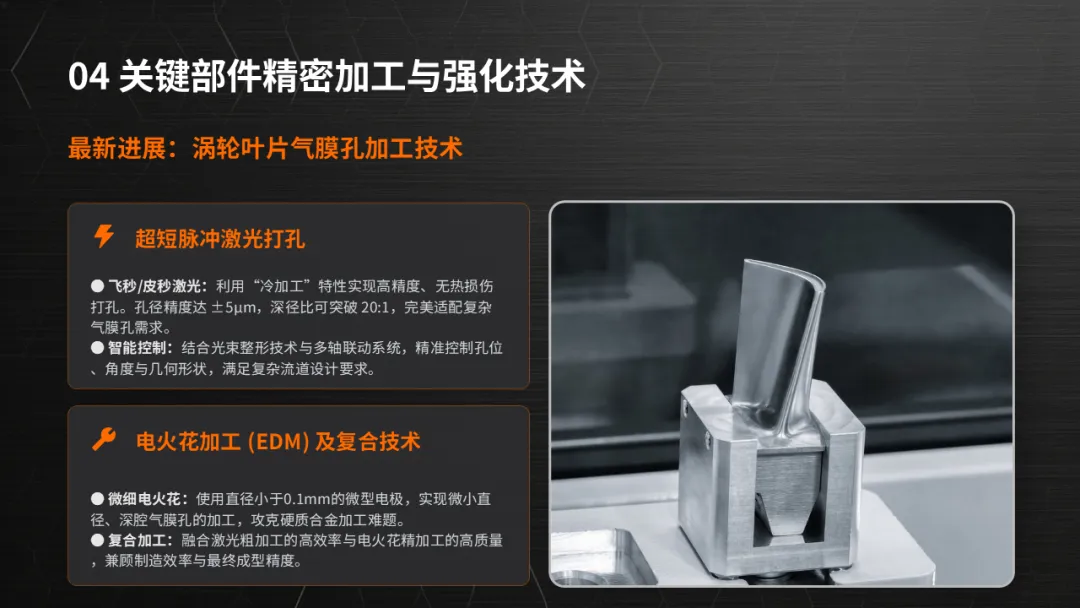
6.2 复杂气膜孔加工
现代冷却叶片表面分布着数百个甚至上千个气膜冷却孔。这些孔径细小(0.2-0.8 mm),空间角度复杂,精度要求高,且要求孔壁无重熔层和微裂纹。传统的机械加工方法难以满足要求。电火花加工(EDM)、激光打孔是主流技术。近年来,激光-电火花复合加工、电解-电火花复合加工等技术得到发展,通过合理调整加工工序,能大大提高气膜孔的加工质量及效率,缩短加工周期。
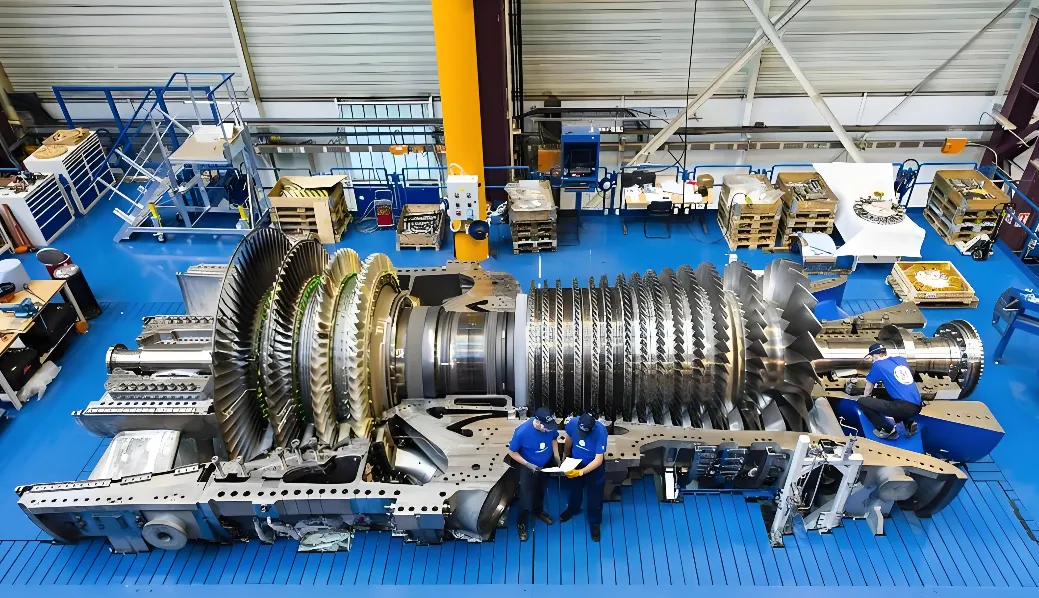
6.3 超高精度装配
燃气轮机转子长达数米至十几米,但各级轮盘之间的装配误差需要控制在0.01毫米以内。任何微小偏差在高速旋转时都会引发剧烈震动,导致灾难性后果。我国研发团队采用了赫兹尺定位连接技术,通过中心拉杆拉紧各级轮盘,实现了“穿针引线”般的超高精度装配。这体现了从“制造”到“精造”的跨越,需要先进的测量技术、精准的工艺控制和丰富的装配经验。
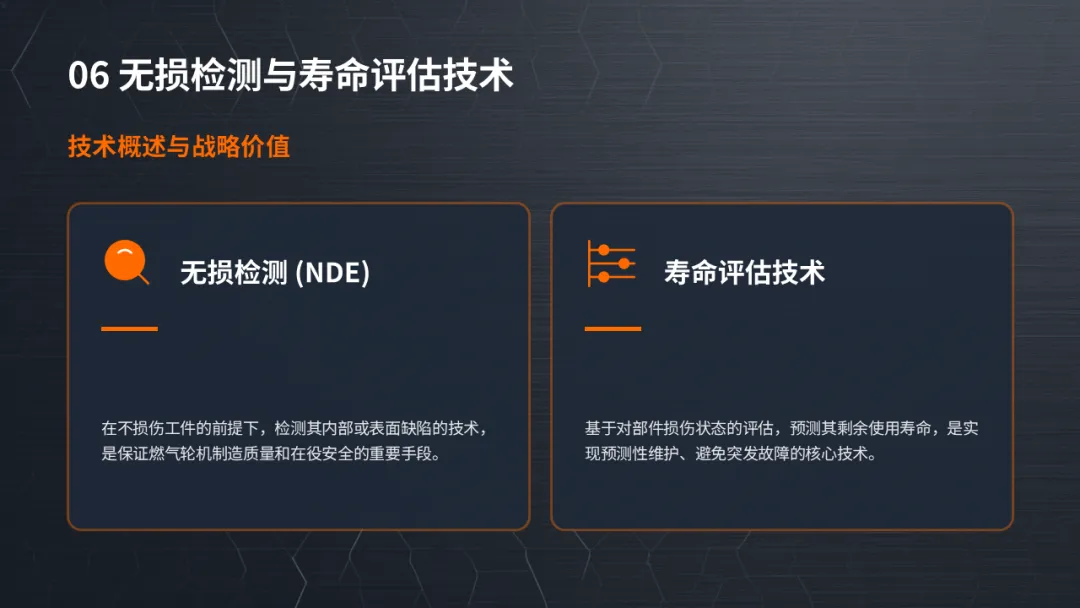
7. 试验验证体系与标准建设
“试验验证”是燃气轮机自主化道路上无法绕开的“试金石”。没有经过充分验证的设计和制造,无异于空中楼阁。
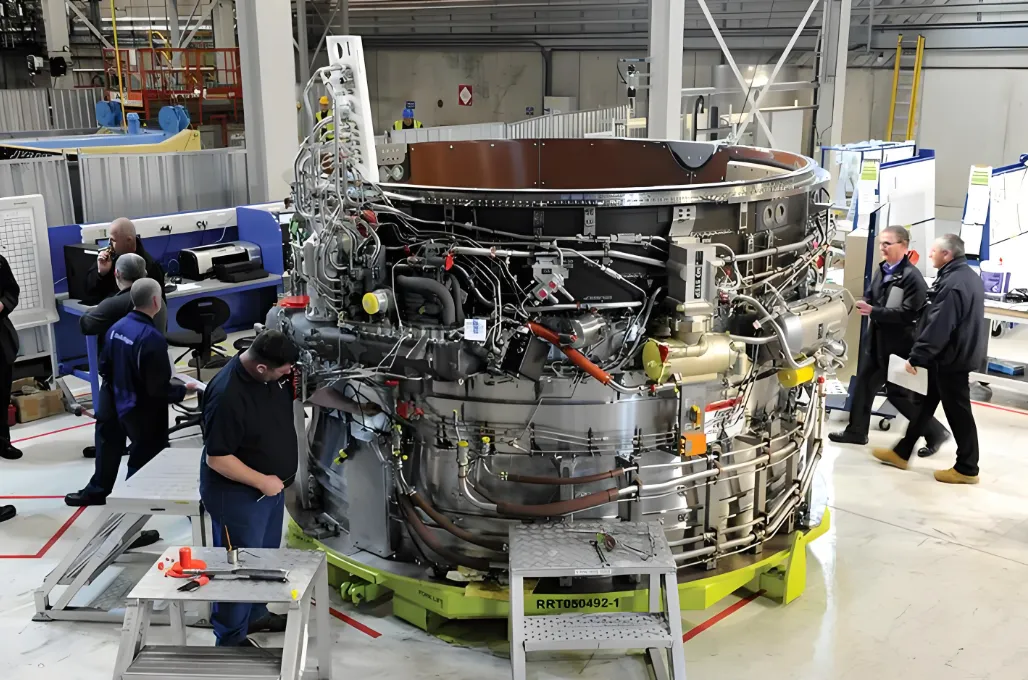
7.1 全尺寸试验平台的重要性
燃气轮机涉及气动、传热、燃烧、结构、材料等多学科耦合,任何微小的设计变更都可能引发连锁反应。因此,必须搭建全压、全温、全尺寸的试验平台,像“搭积木”一样对5万多个零部件进行整合验证。例如,燃烧器在运行中可能进入燃烧振荡状态,一旦振动幅度和时间超过机组承受阈值,将给燃烧器带来不可逆转的损害。开展燃烧调整测试的目的就是检验燃烧器的安全运行边界,如果试验数据不理想,就需要调整内部结构并重新试验。
7.2 长周期可靠性验证
材料的蠕变性能、疲劳寿命、涂层的抗剥落能力等,都需要在模拟真实工况下进行长达数万小时的试验。这不仅耗费巨资,更需要时间的沉淀。建立完整的材料数据库、部件寿命预测模型和可靠性评估体系,是摆脱对外依赖、实现自主创新的根本保障。
7.3 标准与规范体系建设
我国在燃气轮机设计、材料、制造、检测等方面的标准体系尚不完善,很多领域仍沿用或参考国外标准。加快建立自主的、与国际接轨又符合国情的技术标准和质量规范体系,是产业健康发展的基础。
8. 国际比较与未来发展趋势
8.1 国内外技术差距分析
经过多年努力,我国在重型燃气轮机领域实现了从“跟跑”到“并跑”的跨越。首台国产300兆瓦级F级重型燃气轮机的点火成功,标志着在整机设计和集成方面取得重大突破。在具体工艺上,如东方汽轮机攻克了高温合金材料加工技术、薄壁件精密加工控形技术等6大核心关键技术,彻底解决了燃烧器制造“卡脖子”难题。然而,差距依然存在:
- 设计软件与数据库:核心设计软件和经过海量试验验证的数据库仍掌握在巨头手中。
- 关键工艺装备:如高性能单晶炉、特种加工设备(如五轴联动精密磨床、特种电加工机床)等仍部分依赖进口。
- 基础材料与元器件:部分特种高温合金母材、高品质陶瓷粉体、高端传感器等产业链上游关键材料与元器件仍存在短板。
- 系统集成与优化经验:在整机效率、可靠性、变工况性能等方面的深度优化,需要长期运行数据的积累和迭代。
8.2 未来技术发展趋势
- 更高参数:追求更高的涡轮前温度(>1700°C)和压比,以提升循环效率。这将继续推动超高温合金、陶瓷基复合材料(CMC)叶片、更高效冷却技术和新一代热障涂层的发展。
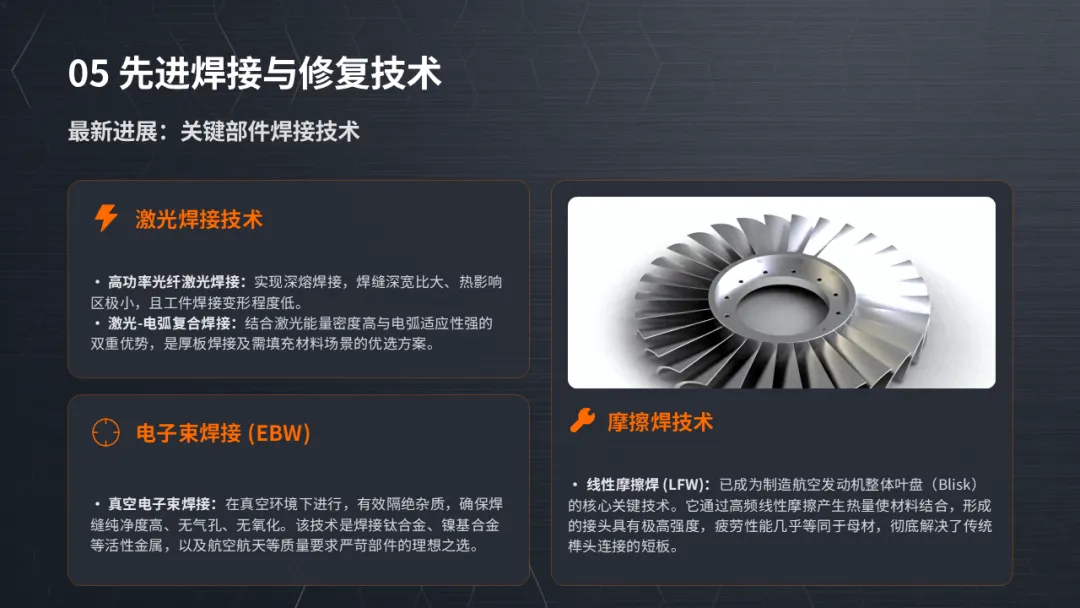
- 增材制造(3D打印):金属增材制造技术为制造具有极其复杂内腔结构的叶片、燃烧室部件提供了新途径。虽然目前在大尺寸、高性能单晶叶片直接制造上仍有挑战,但在快速原型、修复再制造、制造复杂集成部件方面已展现出巨大潜力。
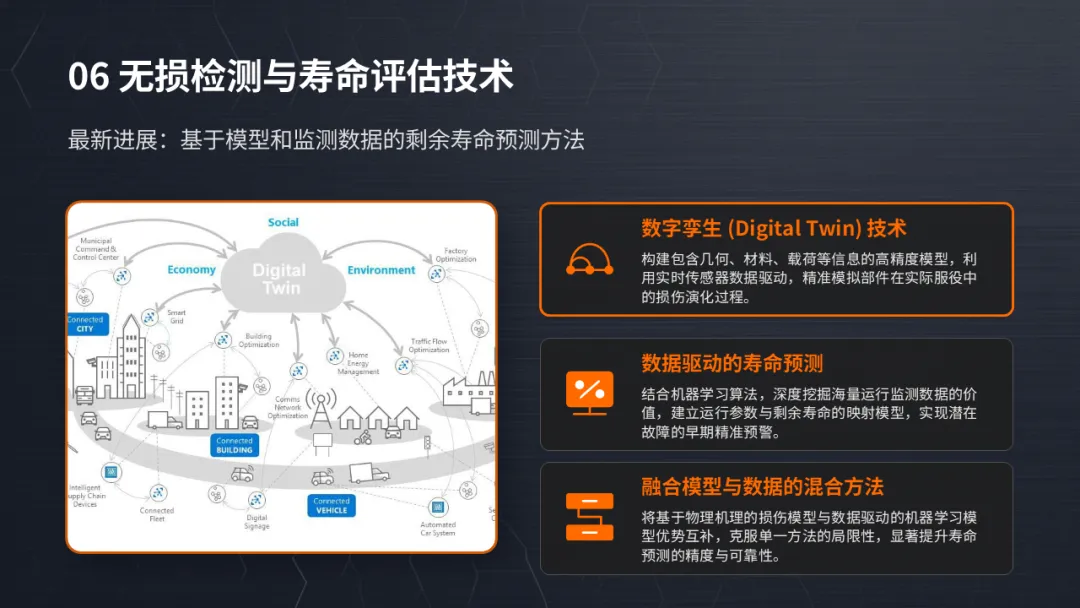
- 数字化与智能化:利用数字孪生技术,在虚拟空间中构建与物理实体完全对应的燃气轮机模型,实现设计、制造、运维的全生命周期仿真与优化。人工智能和大数据技术用于工艺参数优化、质量预测和故障诊断。
- 氢燃料与低碳化:开发能够燃烧高比例氢气甚至纯氢的燃气轮机,是应对碳中和挑战的重要方向。这对燃烧室材料、燃烧稳定性控制提出了新要求。
- 多能互补与系统集成:燃气轮机与可再生能源、储能系统深度耦合,形成灵活、高效、清洁的综合能源系统。
9. 结论与建议
燃气轮机制造是集材料科学、精密制造、热物理、流体力学等多学科于一体的系统工程,其“卡脖子”问题具有系统性、复杂性和长期性。我国通过国家重大专项牵引和产学研协同攻关,已在高温合金、单晶铸造、热障涂层、整机集成等关键领域取得系列突破,打破了国外长期的技术垄断,保障了国家能源安全。
为彻底解决“卡脖子”问题,实现从“并跑”到“领跑”的转变,建议:
- 坚持系统思维,加强顶层设计:继续实施国家级重大科技专项,统筹设计、材料、制造、试验全链条创新,避免“头疼医头、脚疼医脚”。
- 深化基础研究,突破原理认知:加大对高温材料损伤机理、复杂流动与燃烧、极端条件下材料行为等基础研究的投入,为原始创新提供源头活水。
- 推动工艺融合,跨越产业鸿沟:建立“材料-工艺-装备”一体化研发平台,鼓励材料科学家与工艺工程师深度合作,从设计源头考虑可制造性。
- 完善验证体系,积累自主数据:加快建设国际一流的高温部件试验、整机试验平台,系统开展长周期、高置信度的试验验证,构建中国人自己的燃气轮机技术数据库和标准体系。
- 培育工匠精神,传承核心技艺:重视高技能人才的培养和激励,建立“工匠-工艺-设备”三位一体的技能传承机制,将难以编码的隐性知识转化为可持续的制造能力。
- 开放合作,融入全球创新网络:在自主创新的基础上,积极开展国际交流与合作,利用全球创新资源,共同应对能源转型的全球性挑战。
声明:
本篇文章图片部分来源于网络。部分文章来源全网络网站,表示感谢。传播正能量,提升正知识,新质生产力。欢迎关注传播
本公众号微文及图片部分AI处理,具有全局观及高清特质,请在WIFI情况下查看浏览。
传播正能量,提升正知识,新质生产力。欢迎关注并传播




































































 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
