W274 PQR常见错误分析及规范填写PPT及文本002(P007-P16)
- 2026-05-09 14:52:30
2025年3月30日,应浦贤科技王总邀请,在其公益论坛上进行了主题为“承压设备焊接工艺评定报告(PQR)常见错误分析及规范填写”的讲座,完整的讲座视频2025年3月31日在B站上传。
2026年4月至5月,重新过了一遍PPT,修改了部分内容。修改PPT的同时,编写了讲解文本(原来未制作文本)。
本次修订仅对PPT进行修改,同时完成了配套文本,视频短期内不会再重新录制。
讲解文本总字数约3.3万字,即日起公众号每日发送。发文格式为图片(PPT转)+讲解文本,每张图配一段文字。每次讲解文本的总字数控制在1000-1500之间,预计分20余次上传。
包括《NB/T 47014—2023《承压设备焊接工艺评定》主要变化及分析(一)》|2026 年 2 月修订版、《NB/T 47014—2023《承压设备焊接工艺评定》主要变化及分析(二)》|2026 年 3 月修订版、《承压设备焊接工艺评定报告(PQR)常见错误分析及规范填写”》|2026 年5 月完稿,共3个讲座,总时长超过300分钟,配套文本总字数9.2万字的单行本已经印制完毕,凡是购买本公众号24年,25年合集的同行免费赠送(截止期2026年5月8日),只要付10元京东快递邮费即可,详见前后逾月最终定稿|9 万字 160 页 47014 讲解单行本正式发售!老用户免费送,仅补 10 元京东强哥快递费用。
《NB/T 47014—2023《承压设备焊接工艺评定》主要变化及分析(一)》|2026 年 2 月修订版的完整PPT及配套文本本公众号已经上传,《主要变化及分析(二)》新修订版的PPT及配套文本等本系列上传完成后之后也会上传。
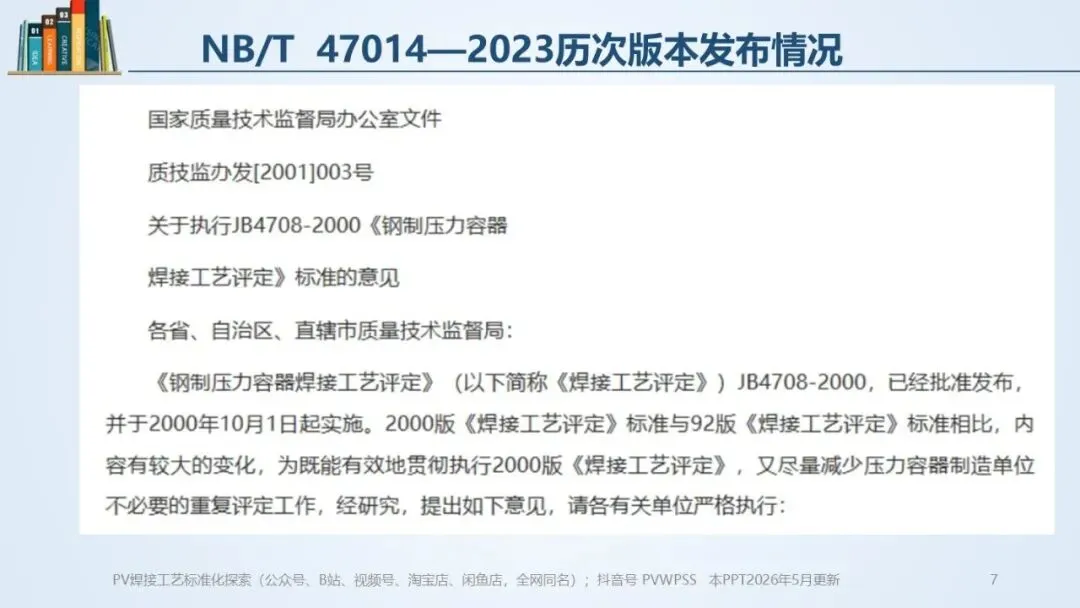
上图为P7
当时2000版JB 4708颁布的时候,原国家质量技术监督局发了个文,这个文还是非常正式的。我们看下这页的后面两句话:….为既能有效地贯彻实施2000版《焊接工艺评定》,又尽量减少压力容器制造单位不必要的重复评定工作….。
为什么这样提呢,92版标准弯心半径是3S,2000版改为4S了,那这些评定是否还可以用呢,不可能全部判废吧。
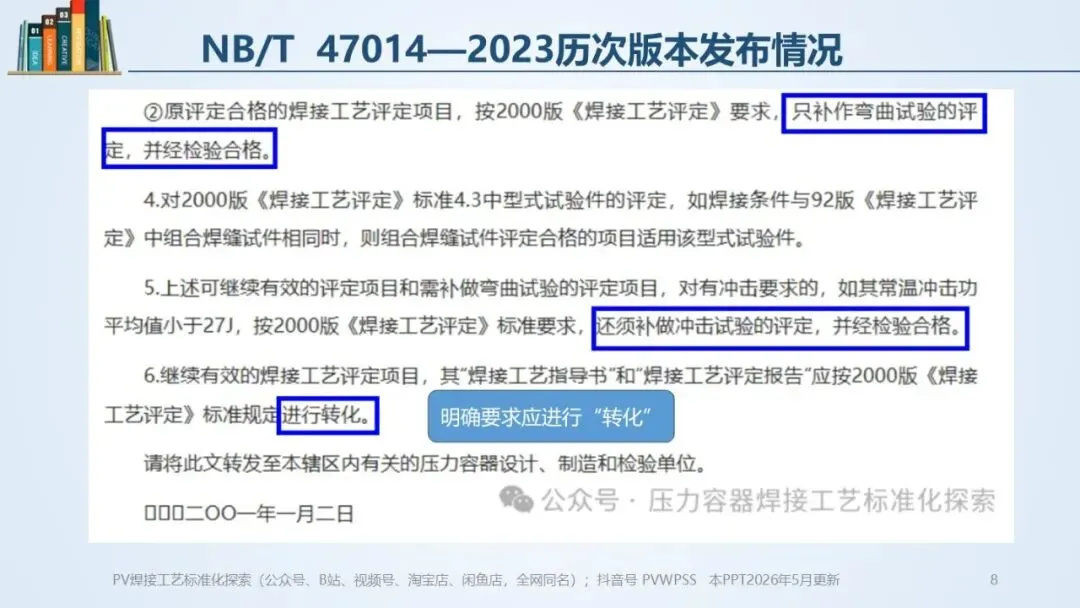
上图为P8
我们继续看这个文件。
根据文件要求,允许补做弯曲试验的评定,也允许补做冲击试验的评定。
文件第6条:继续有效的焊接工艺评定项目,其“焊接工艺指导书”和“焊接工艺评定报告”应按2000版标准进行转化。这里,明确提出了焊接工艺评定转化的要求,现在2023版的NB/T 47014标准颁布后,大家都在问怎么转化,最早要求进行转化的出处就在这里。
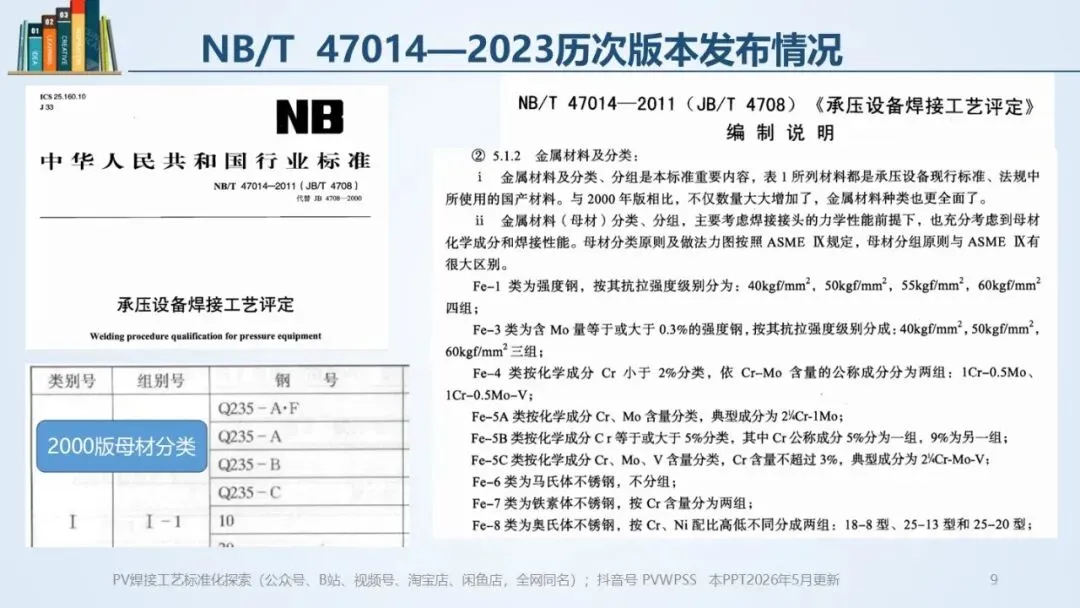
上图为P9
再下面一个版本就是2011版了,从这版开始,标准代号改为NB,意为能源部编制,标准名称改为47014,同时改为推荐性标准。2011版没有编制释义,但是有个编制说明。这个我个人觉得还是一定要学习下的。编制说明对母材的分类原则进行了说明,如Fe-1的4个组别号的分类依据,Fe-8奥氏体不锈钢材料的2个组别号的分类依据。
另关于母材的类、组别号,与2000版相比,2011版算是推倒重来了,2000版的只有铁基材料,2011版中加入了钛及钛合金、铝及铝合金、镍及镍合金、铜及铜合金材料。
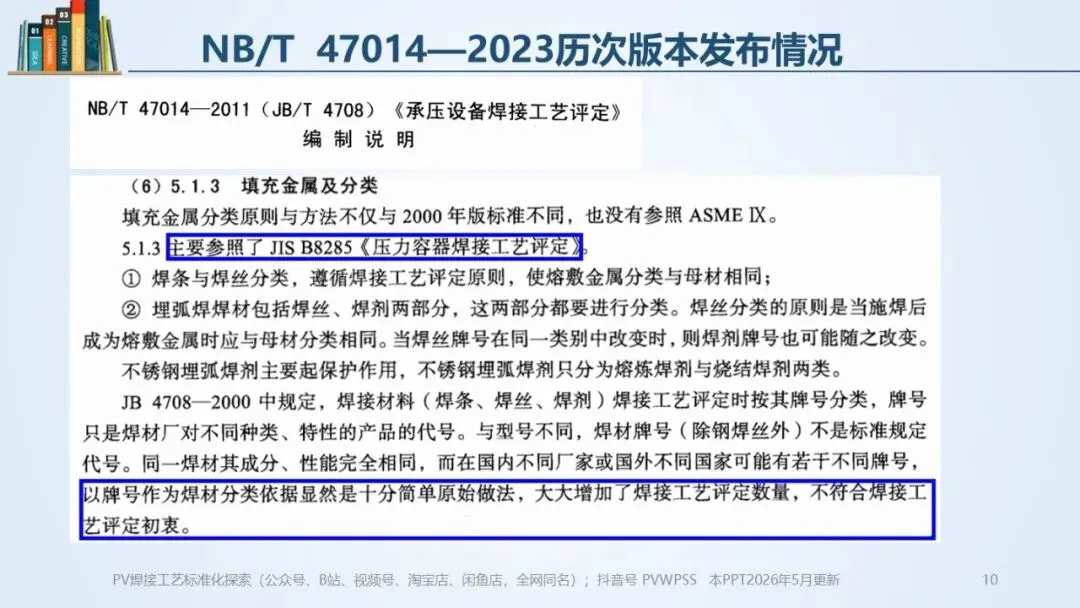
上图为P10
2011版总算是引入了填充金属分类号,但是并不是参照ASME锅炉与压力容器规范第Ⅸ卷中的A-No.号,而是参照日本JIS标准编制的。填充金属分类号的引入,我个人认为算是2011版标准的一个最重要的变化,可以大大减少焊接工艺评定的数量。
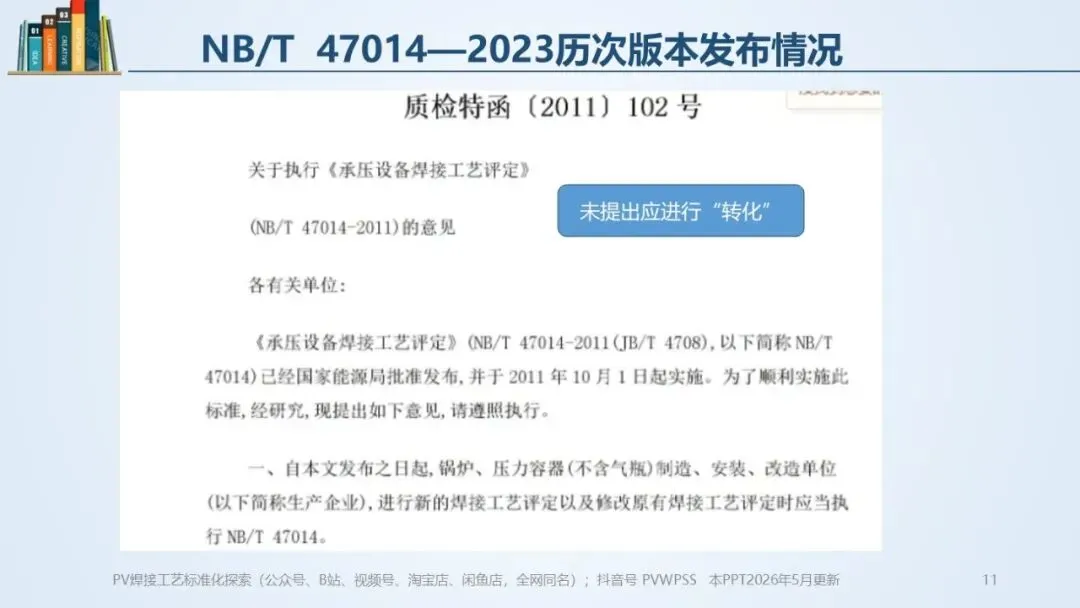
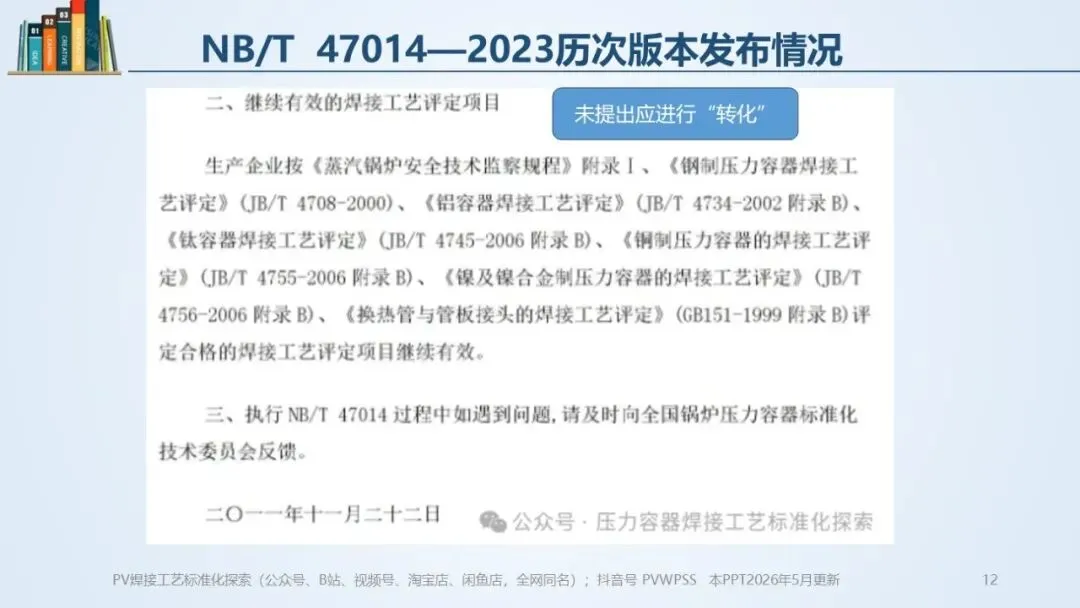
上2图为P11,P12
2011版标准颁布后,原质检总局也颁布了文,这个文我仔细阅读了几遍,没有看到任何要求进行焊接工艺评定转化的文字表述。大家这里也可以化几分钟时间过一遍。
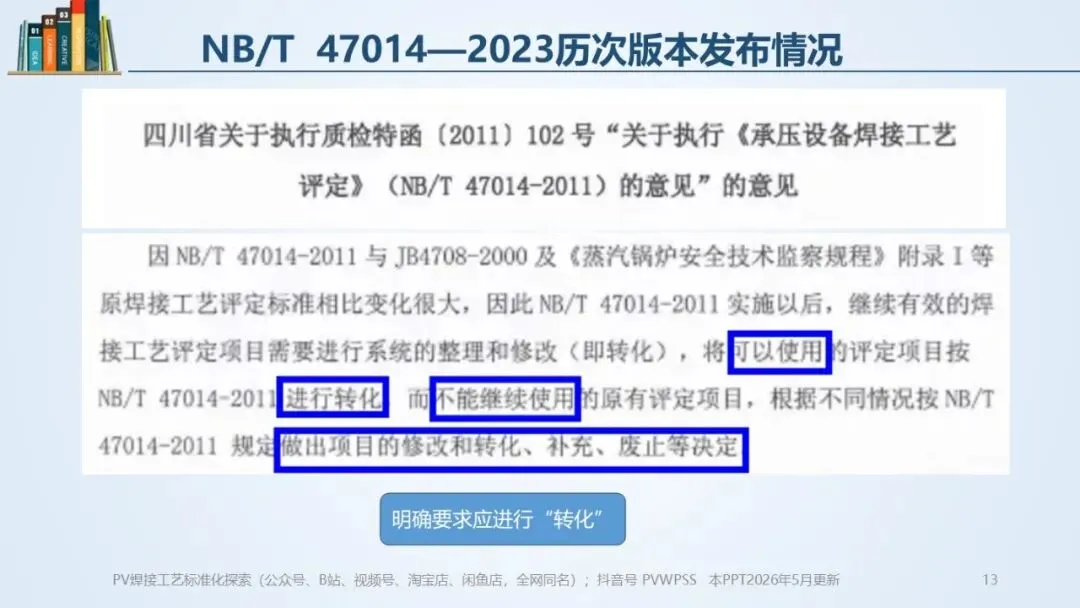
上图为P13
这页是当时四川省质检系统的一个文件,文中明确提出:焊接工艺评定项目需要进行系统的整理和修改(即转化)。
当时中国化工装备协会担任培训老师的辛老师曾在四川省质量技术监督局任职,而化工装备协会每年都举办焊接责任人员的培训,所以四川省的这个文,在行业内影响很大,不少地方的行业主管部门都要求参照四川省的这个文件对焊接工艺评定进行转化。
上图为P14
面讲了这么多,我们现在进入正题。
NB/T 47014中焊接工艺评定的试件分类,有以下几种:对接焊缝、角焊缝、耐蚀堆焊、母材为不锈钢-复合钢的对接焊缝、带堆焊过渡层的对接焊缝(新增)、带堆焊隔离层的对接焊缝(新增)、换热管与管板。
时间有限,我今天只对对接焊缝的PQR怎么填写进行讲解。实际上,很多焊接因素是各种试件类型都适用的,比如预热温度,这几种试件类型的PQR中都要填写。只是不同的试件类型,其PQR中的内容有部分区别,如果以后有机会,我们再针对其他类型试件的PQR中相关内容的填写,再进行一次交流。
上图为P15
NB/T 47014中包括的焊接方法很多,对于对接焊缝的焊接工艺评定涉及到的焊接方法,我自己只熟悉焊条电弧焊、钨极气体保护焊、埋弧焊、熔化极气体保护(含药芯焊丝电弧焊)。这4种焊接方法是也绝大多数承压设备制造单位对接焊缝和角焊缝用到的焊接方法。当然,有些单位也有用到等离子焊,对于不锈钢薄板和有色金属,等离子焊还是有一定的优势的。不熟悉的内容,我就不班门弄斧了。
上图为P16
我们先看下焊接工艺评定报告中应包括哪些内容。
NB/T 47014中对PQR中的具体内容没有明确要求,但是给了一个样表。而ASME锅炉与压力容器规范第Ⅸ卷中则对此有明确的要求,第Ⅸ卷规定的内容有3项:
重要因素,这个是肯定要写进去的;
补加因素,这个是有冲击要求时才要求写进去的。对于普通的奥氏体不锈钢,如无冲击要求,则道间温度这类补加因素在PQR中可以不记录,如果有冲击要求,如要求进行-196℃冲击的,那补加因素还是要写进去。
试验结果,主要是拉伸试验、弯曲试验等理化检测项目的试验结果。
这里稍微拓展下,NB/T 47014规定PQR由技术负责人批准,而Ⅸ卷中则没有这样具体的规定,仅仅规定应按质量体系文件的规定被组织鉴证(英文用了Certify这个单词)。换句话说,根据第Ⅸ卷编制的PQR,理论上一级签字就可以了。
根据第Ⅸ卷,次要因素可不记录,我自己编制ASME的PQR的时候,如果没有冲击要求,焊条电弧焊、钨极气体保护焊的电压我都是不记录的,上面直接写Not Recorded。但是,按NB/T 47014编制的PQR,大家还是能填上的都填上,否则到时候特检、第三方、换证都可能会有麻烦。
未完待续。
下面是本自媒体各平台介绍
公众号、视频号,B 站、淘宝店,闲鱼店,全是这个同名 ID!不用再记一堆名字,搜一下就能找到对应内容:
B 站:聚焦行业标准、焊接标准深度讲解(长视频),公众号文章配套解读短视频(目前少量上线);已上线内容:
✅ NB/T 47014—2023 主要变化与分析(总时长 200 分钟)
✅ GB/T 150—2024《压力容器》焊接相关内容汇总(总时长 240 分钟)
✅ NB/T 47015—2023《压力容器焊接规程》(已更 250 分钟,剩余内容 3 月底更新完毕)
✅ TSG Z6002—2010《特种设备焊接操作人员考核细则》(50 分钟);2026 新版已颁布,计划上半年完成内容更新
公众号:针对行业标准、焊接标准、焊接工艺标准化的深度解析;计划每年制作文章合集纸质版,现已完成 2024 年、2025 年度文章合集纸质版的整理制作,两款合集均常年发售。
视频号:行业标准、焊接标准讲解长视频(切片);公众号所发文章的讲解短视频;
抖音:内容与视频号一致,账号为ID英文简写 “PVWPSS”,(PV 代表压力容器,压力容器离不开大量 WPS,这样记超容易~)
淘宝店:现售公众号 2024、2025 年度文章合集,京东快递发货;
闲鱼店:现售公众号 2024、2025 年度文章合集,申通快递发货,售价更实惠;
QQ群:2000人大群,目前主要考虑放些公众号文章的PPT,标准讲解视频的PPT,公众号合集试读本,国家标准化平台可下载的标准等。QQ群的文件管理还是比较方便的,其他平台没有这个优势。为了筛选用户,实行收费制(最高1.68元,有效期至2028年底)。群号及入群信息请访问最后一次说明 入群流程 + 群规则,看完再申请,大家都省力

