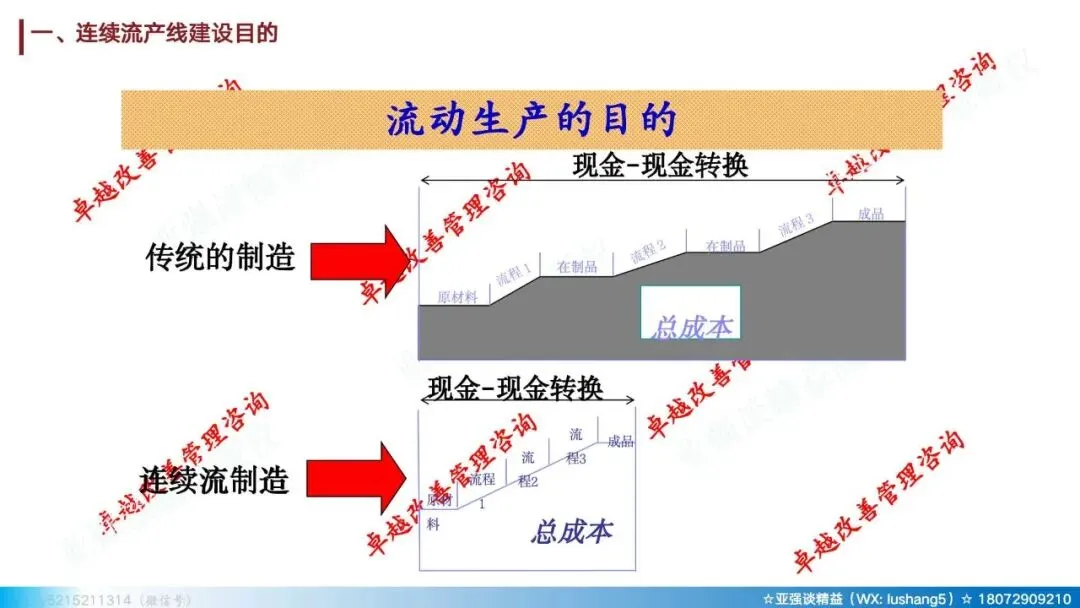
连续流产线建设,是精益生产(TPS丰田生产方式)的核心落地动作,指打破传统“批量生产、工序孤岛、功能式布局”的模式,围绕产品族工艺流程,将人、机、料、法、环、测全要素重构,打造工序无缝衔接、单件/小批量连续流动、节拍同步、无停滞等待、问题即时暴露的生产线(单元线/流线化产线),核心目标是消除七大浪费、缩短交付周期、降低在制品库存、提升质量与柔性,本质是让价值流持续顺畅流动。
1. 核心特征(5个关键标准)
◦ 单件/小批量流转:每道工序完成1件(或最小批量)后,立即流转至下道工序,无批量堆积;
◦ 工序零停滞:产品流动不间断、不超越、不落地,无中间仓库/中转站;
◦ 节拍同步化:全工序生产速度匹配客户需求节拍,消除工序等待;
◦ 产线一体化:加工、检验、运输工序合并,合格产品才允许流转;
◦ 问题显性化:取消库存缓冲,设备故障、质量缺陷、物料短缺等问题即时暴露、快速闭环。
2. 本质逻辑
放弃传统“设备满负荷、批量堆积保生产”的思维,转而追求价值快速兑现,通过物理布局、作业流程、管理体系的系统性重构,让物料流、作业流、信息流同步顺畅。
3、与传统批量产线的核心区别
4、建设核心条件(缺一不可)
1) 产品族梳理:锁定工艺路线相近、需求稳定的产品族,优先选择产量匹配、工艺简单的产品试点;
2) 设备柔性化:设备按工艺顺序靠拢布局(U型最优),小型化、可移动,避免“落地生根”,支持多品种切换;
3) 节拍平衡:以客户需求节拍为基准,均衡各工序作业时间,消除瓶颈工序;
4) 快速换型(SMED):缩短产品切换时间,适配多品种小批量生产;
5) 标准作业:固化作业顺序、节拍、手持库存,实现少人化、多能工作业;
6) 支撑体系:同步搭建物料配送(水蜘蛛)、质量检验点、安灯/MES信息系统、设备保全体系。
5、标准建设步骤(8步法)
1) 价值流分析(VSM):绘制现状价值流图,识别瓶颈、等待、库存等浪费点;
2) 产品族规划:确定试点产品、日/月需求量,计算客户需求节拍;
3) 工艺与设备重组:按工艺顺序调整设备布局,拆除工序间物理壁垒;
4) 节拍平衡优化:拆分/合并工序、优化作业动作,拉平全工序生产节拍;
5) 标准作业落地:制定作业指导书,培训多能工,固化操作流程;
6) 支撑系统搭建:设计物料配送、质量巡检、设备点检、异常响应机制;
7) 试点线试运行:小批量上线,收集数据、暴露问题、迭代优化;
8) 固化与推广:形成标准手册,向全车间/全工厂复制推广。
6、核心建设价值
1) 降本:减少70%以上在制品库存,降低搬运、等待、库存浪费,减少场地占用;
2) 提效:生产周期缩短50%以上,人均产出提升,交付速度翻倍;
3) 提质:质量问题即时发现,不良率、返工率大幅下降;
4) 赋能:倒逼团队协作,暴露管理短板,推动全员改善文化落地;
5) 增效:适配多品种、小批量、短交单的市场需求,提升企业竞争力。
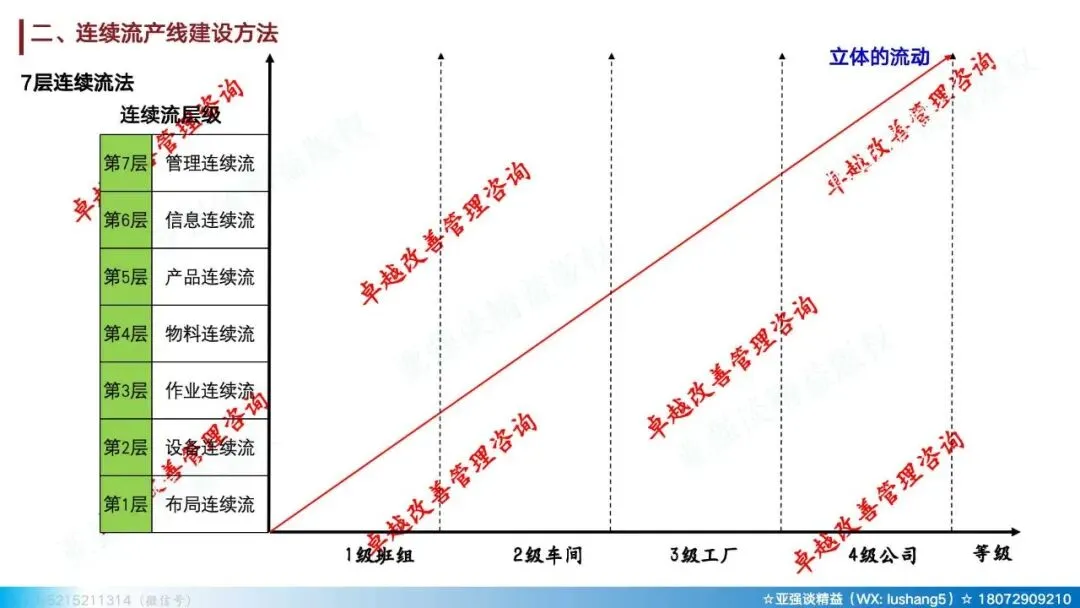
第二部分:连续流产线建设的方法
连续流产线核心是消除工序断点、实现物料单件/极小批量连续流转、节拍同步化,核心目标是降在制品、缩生产周期、提线平衡率,建设遵循诊断规划→线体设计→落地试运行→固化推广→持续迭代五大阶段
(一)前期诊断与规划(打基础,避免盲目建设)
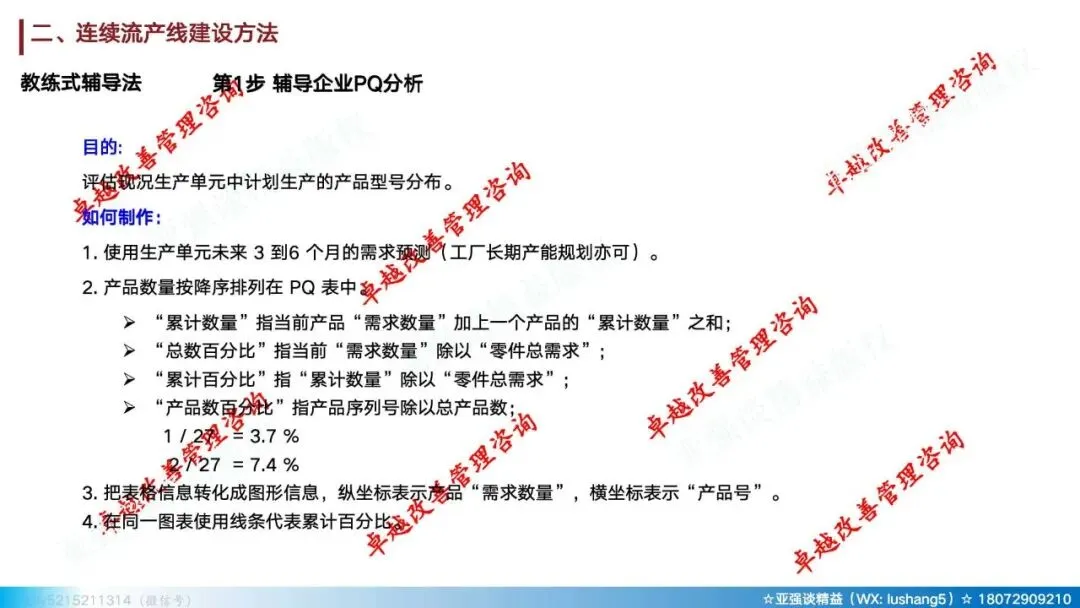
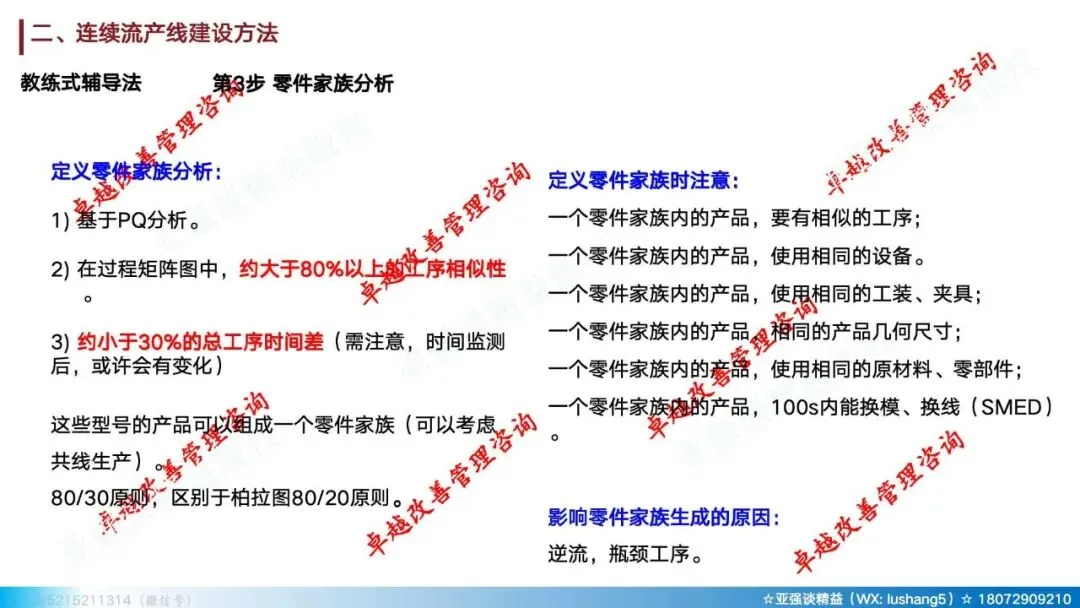
1. 产品族筛选(核心前提)
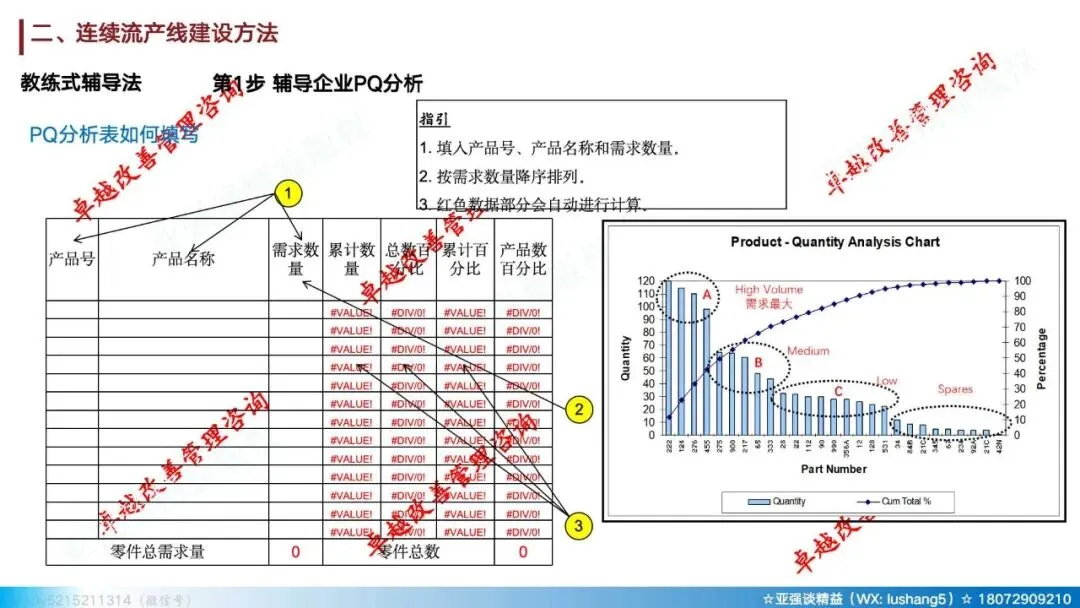
• 用PQPR/COV分析法,筛选批量大、工艺相似、设备通用的产品族(优先单品类试点,再拓展多品类)
• 大型重设备产品:构建虚拟连续流(物理功能布局、运作流水线化,强化物流配送);小型组装产品:建设实体单元线(U型/C型) 连续流
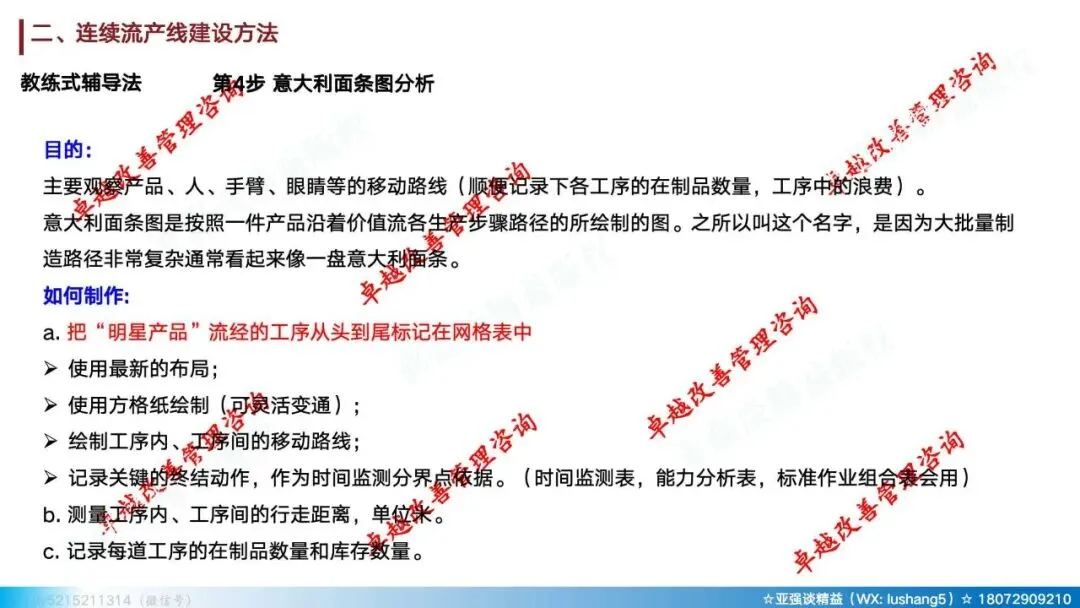
2. 价值流现状诊断
• 绘制VSM价值流现状图,精准测量各工序CT周期时间、在制品库存、搬运距离、等待时间,识别七大浪费(搬运、等待、库存、返工等)
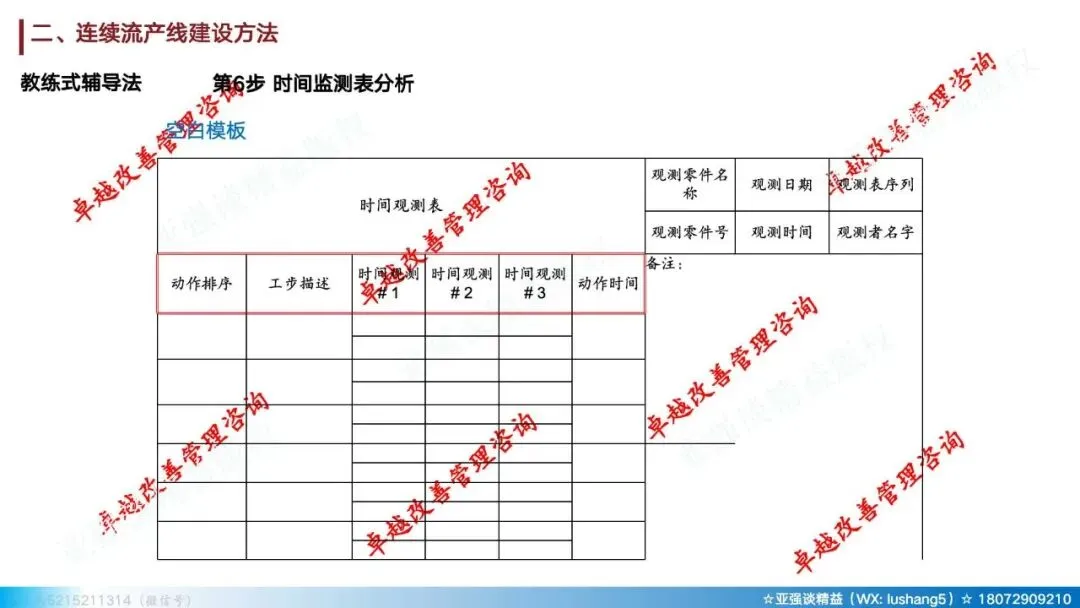
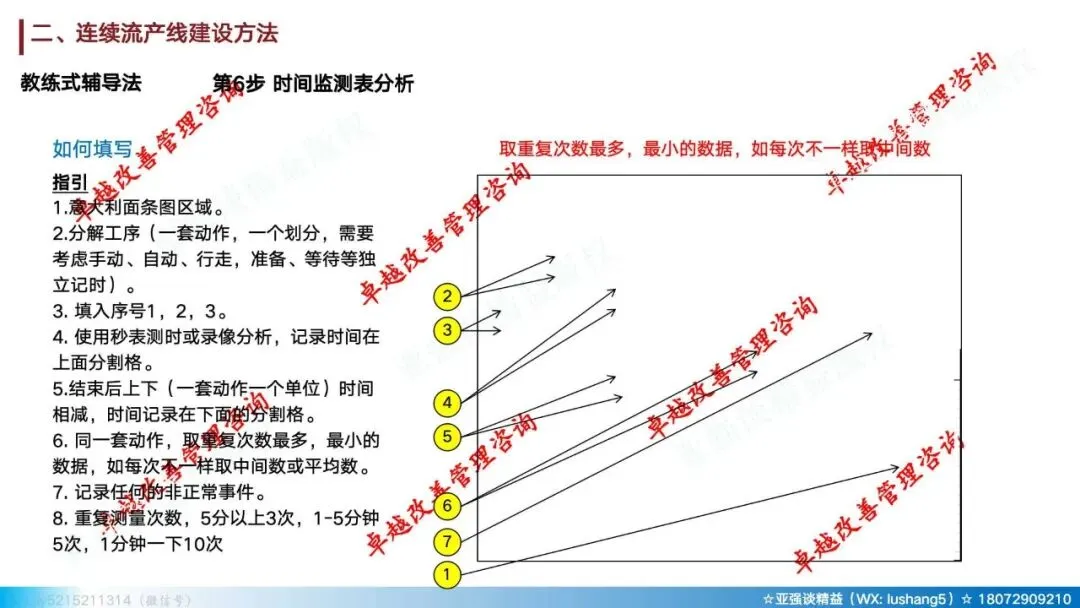
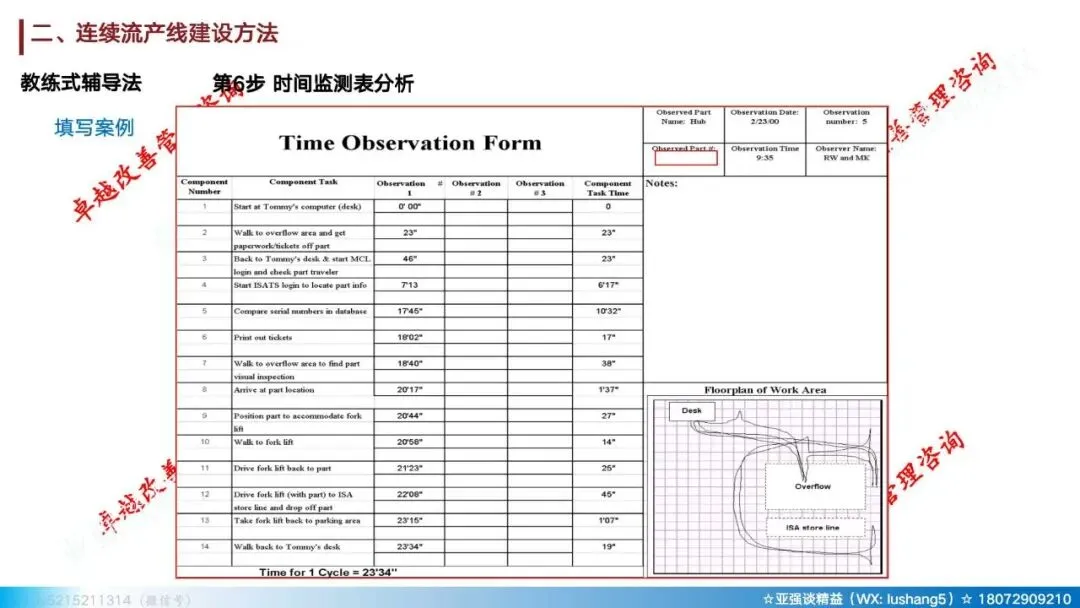
• 用秒表法/标准资料法测算各工序标准工时,锁定瓶颈工序(CT最长工序)
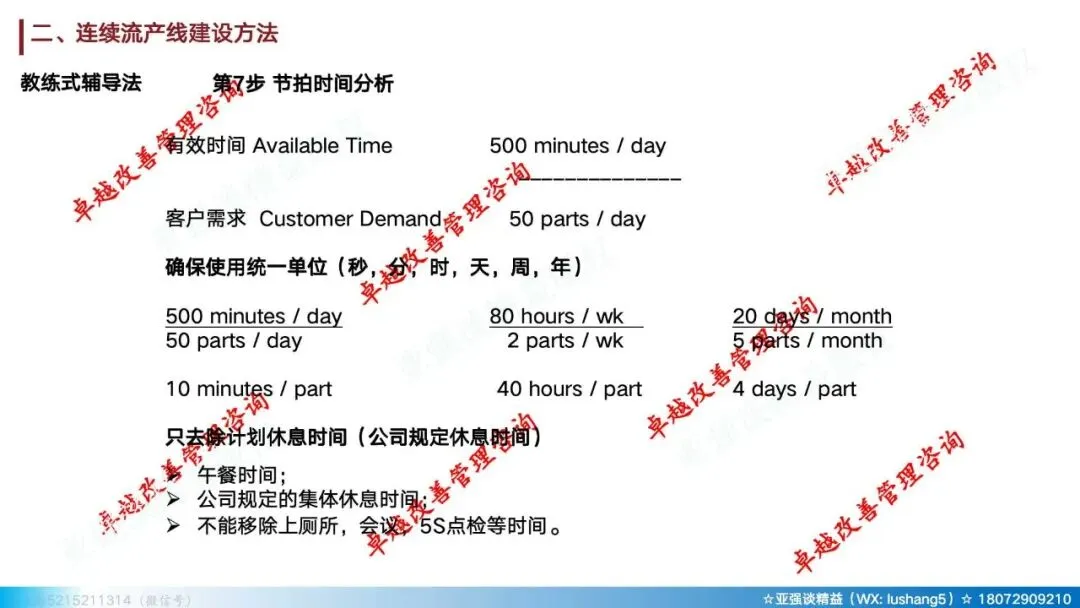
3. 生产节拍(Takt Time)设定(产线设计基准)
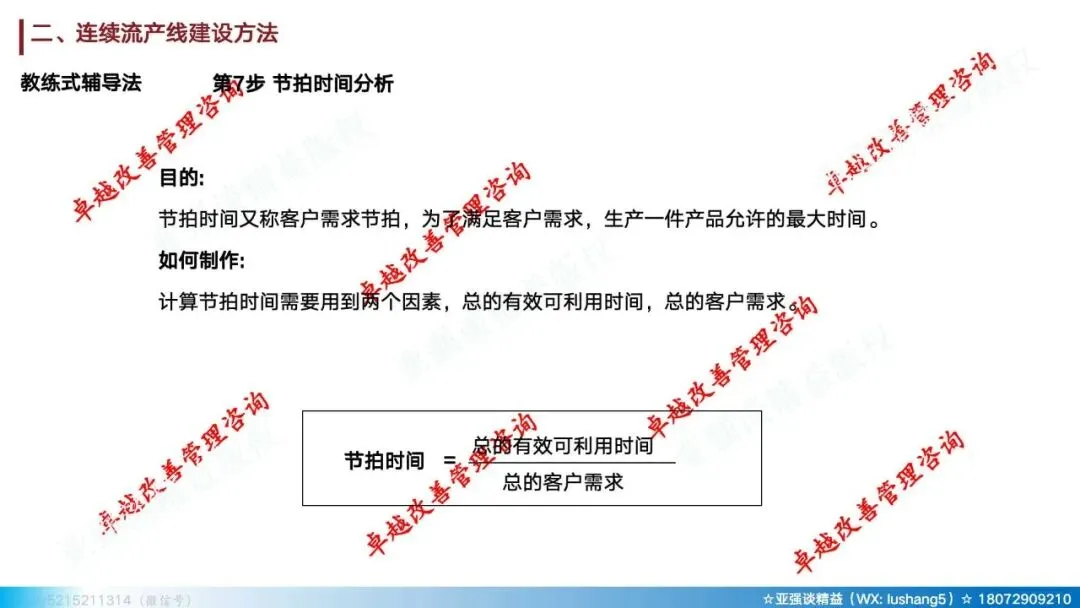
• 核心公式:节拍时间=每日有效工作时间÷客户日需求量(扣除停机、换线、异常时间)
• 反推工位数:工位数=产品总标准工时÷节拍时间(向上取整),目标线平衡率≥85%
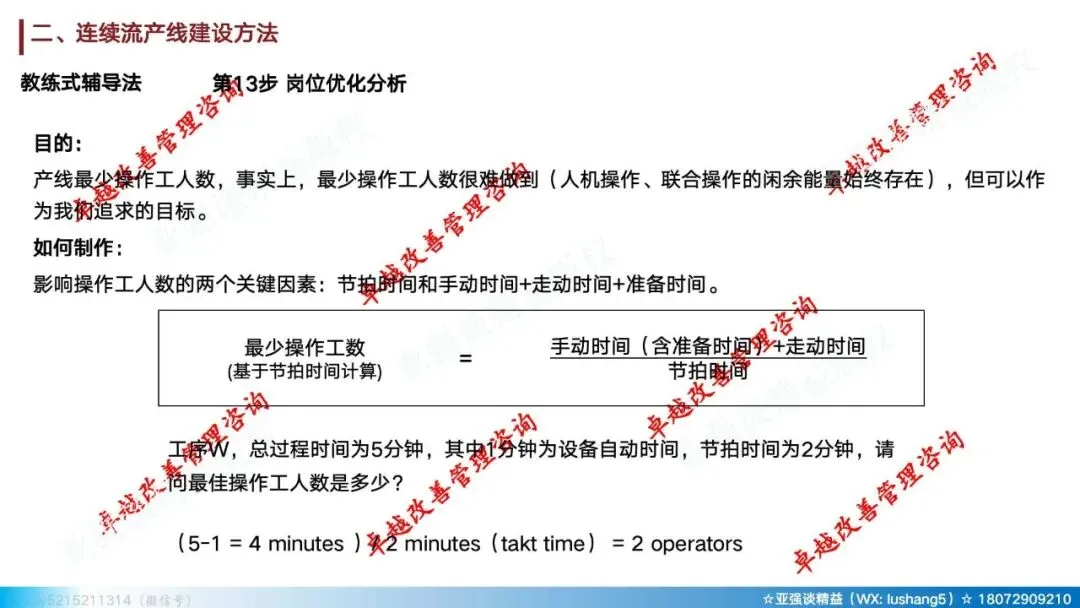
4. 资源需求测算
• 设备数量=单设备加工周期÷节拍时间(向上取整)
• 作业人数=产品总工时÷节拍时间,优先配置多能工,实现一人多工序操作
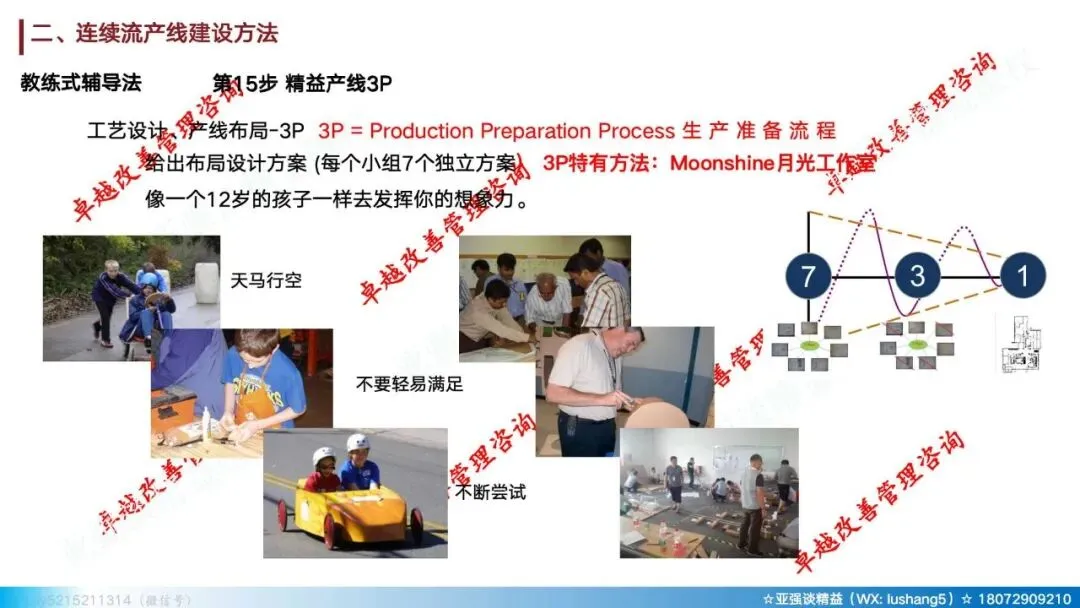
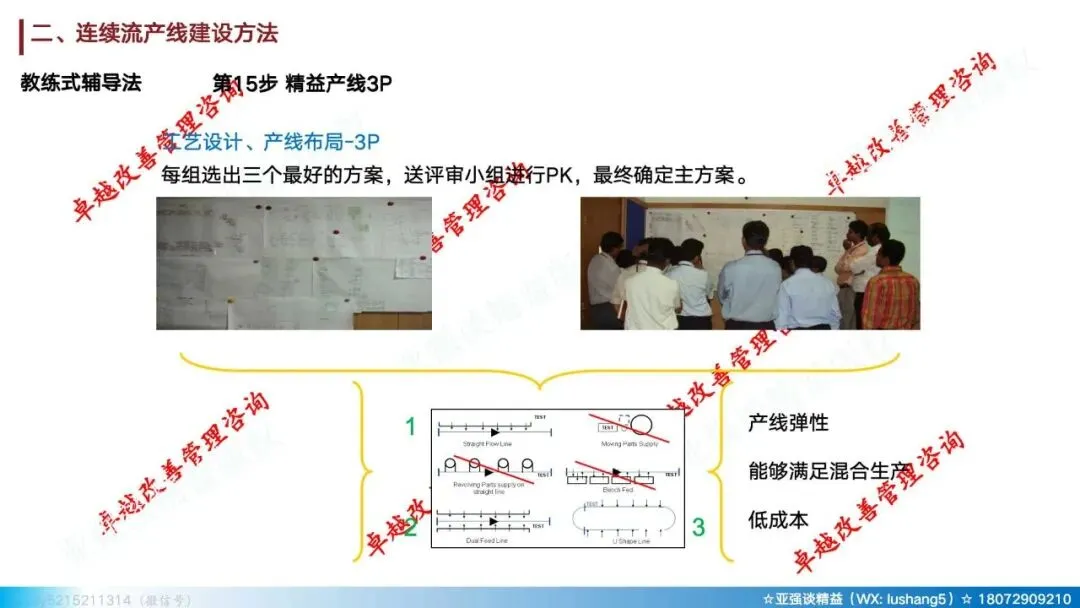
(二)线体布局与工位设计(核心落地环节)
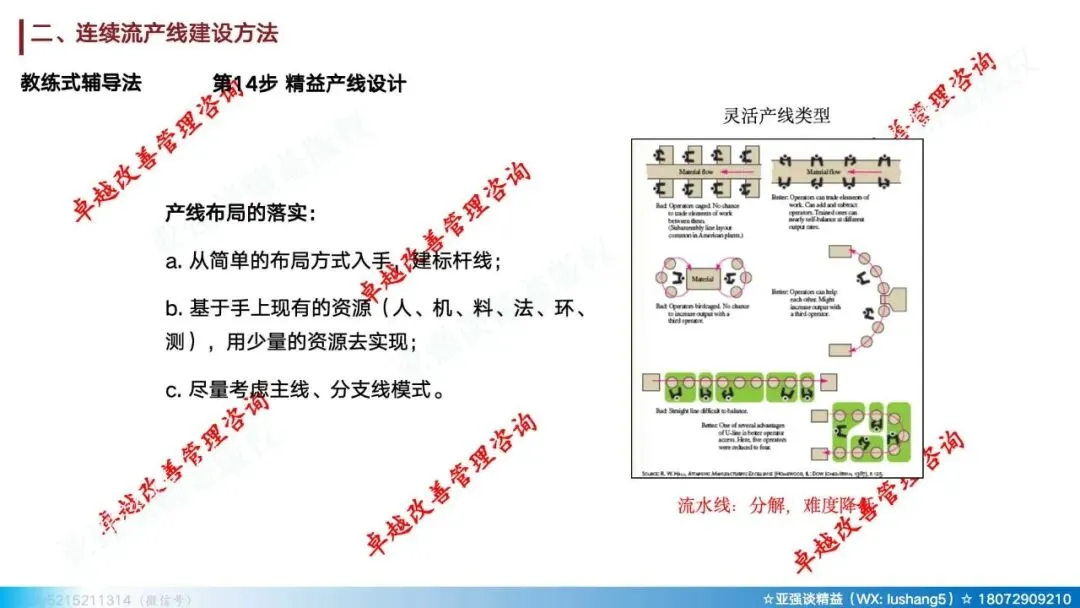
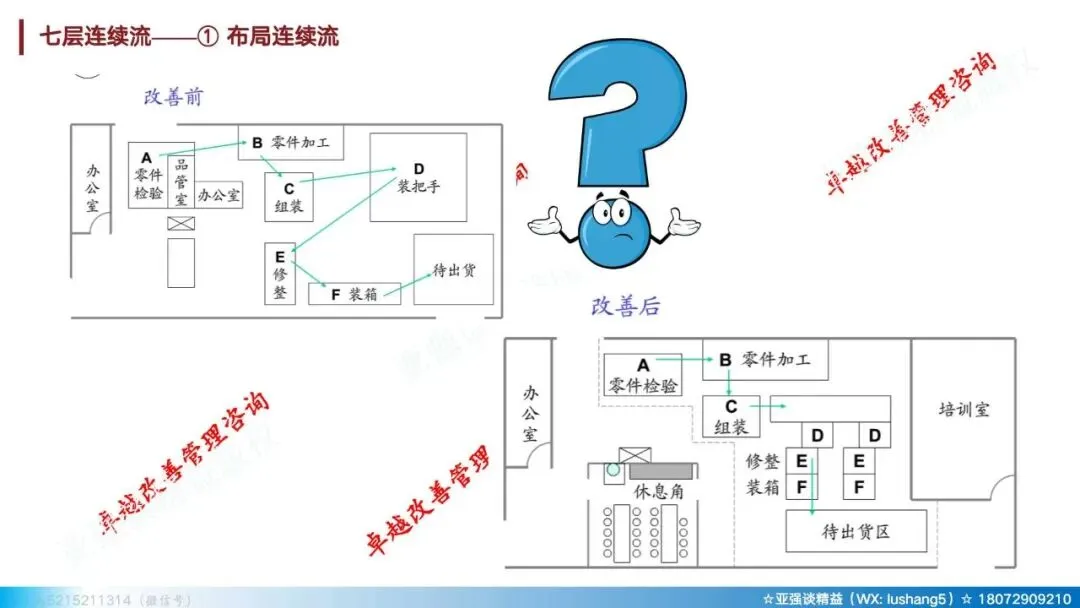
1. 产线布局选型(核心原则:路线最短、出入口一致)
• 优先U型/C型逆时针布局:设备间距≤1.5米,消除转身、步行浪费,适配一人多岗、少人化生产
• 禁止传统“孤岛式功能布局”(车床区、铣床区分开),改为工序顺序紧凑排列,实现物理连续流
• 线体出入口同侧,便于物料进出、员工动线优化
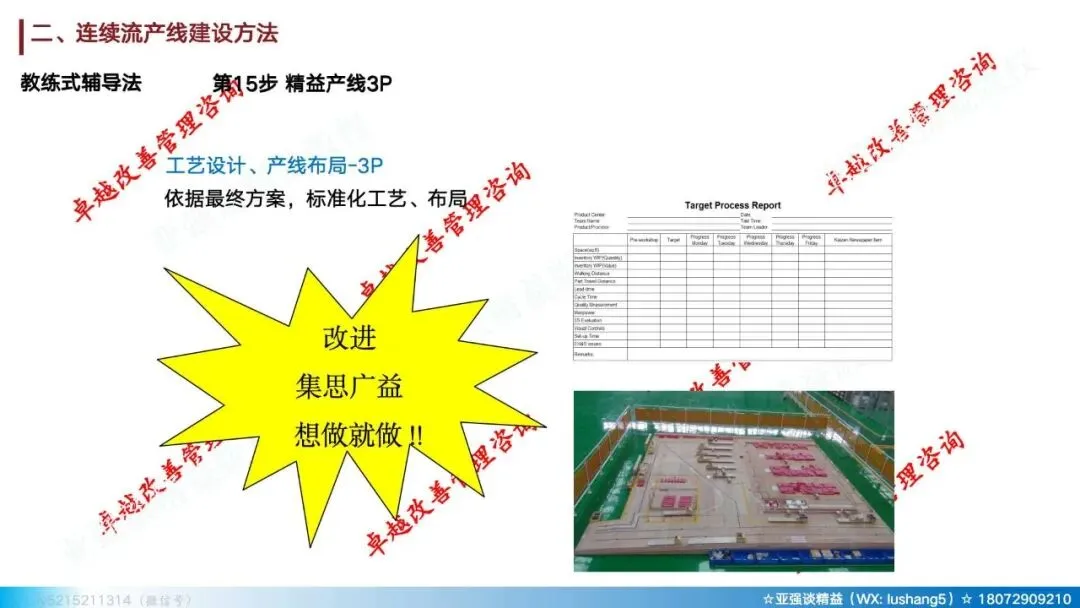
2. 工位标准化设计(无浪费作业)
• 按人因工程、5S、LICA原则设计工位:操作高度以肚脐为基准,物料伸手可及,消除弯腰、转身浪费
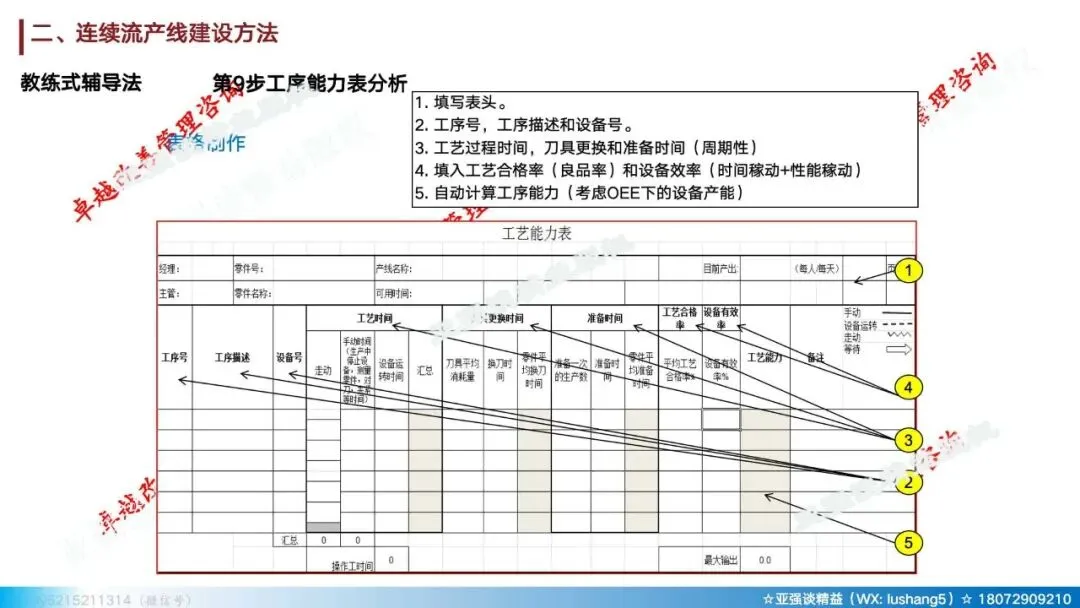
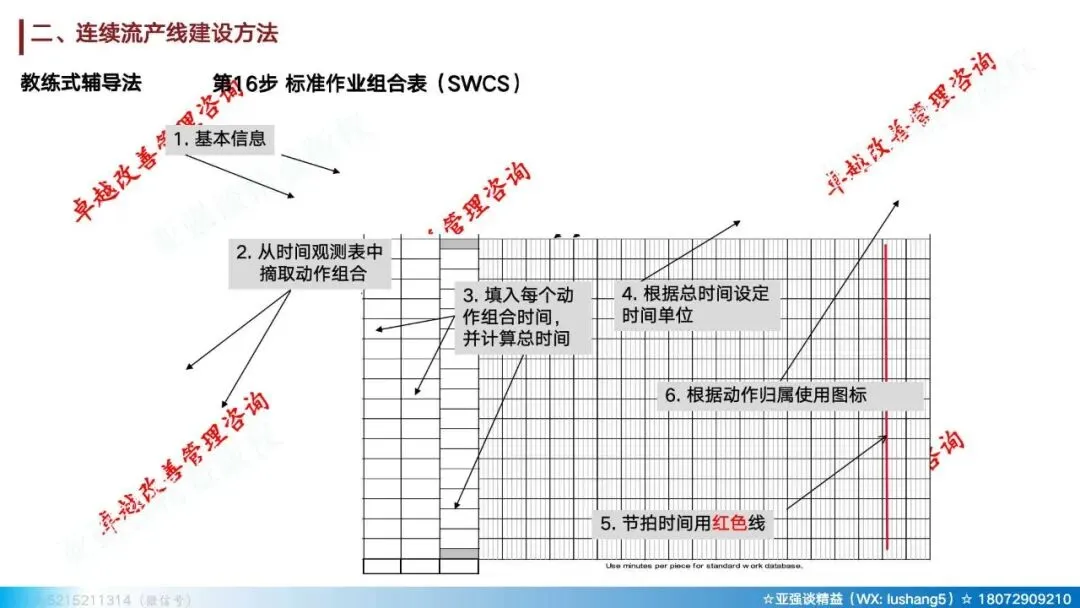
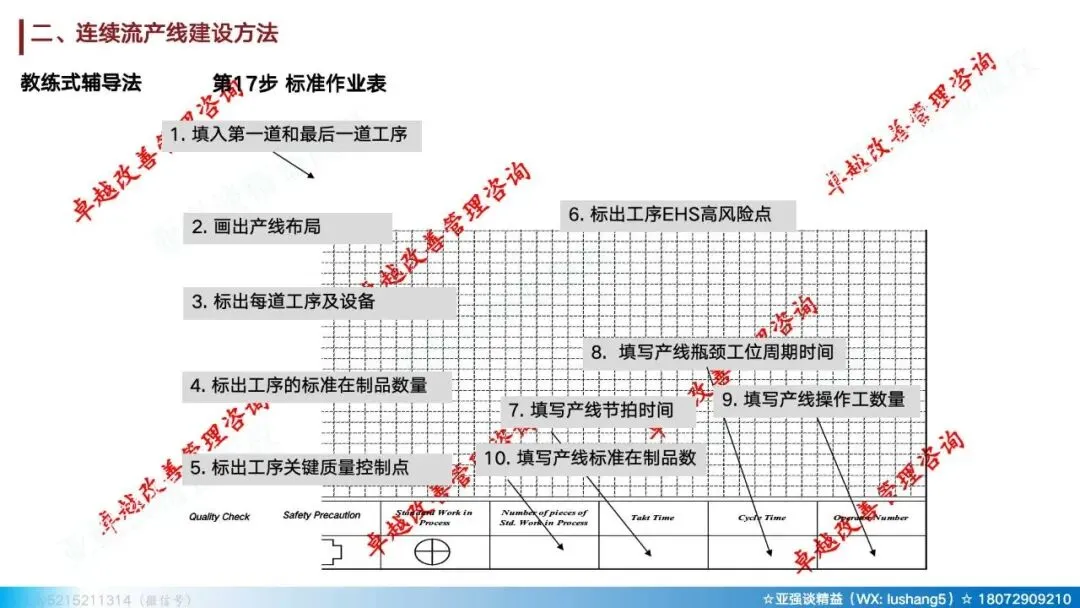
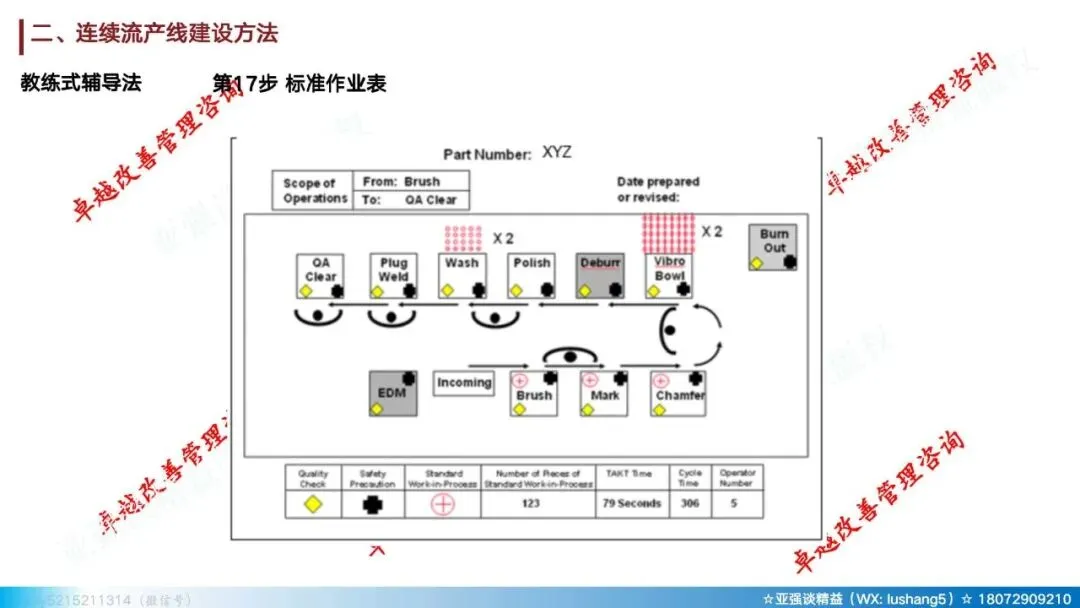
• 制定标准作业三票(作业指导书、工序能力表、标准作业组合票),固化作业顺序、动作、工时
• 工位配置专用工装夹具、工具架,实现“工具随手拿、物料定点放”
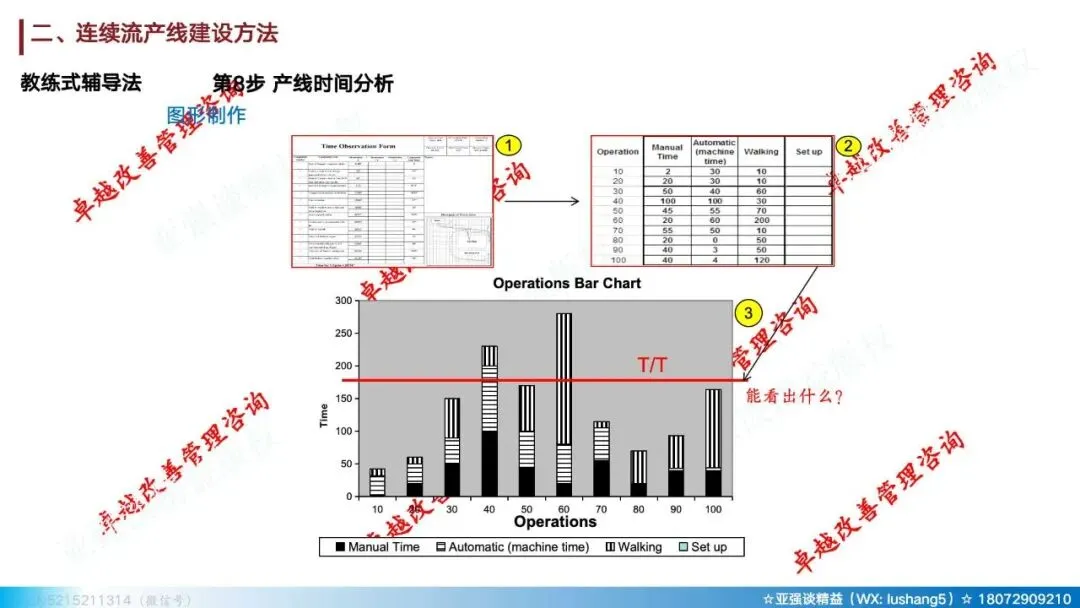
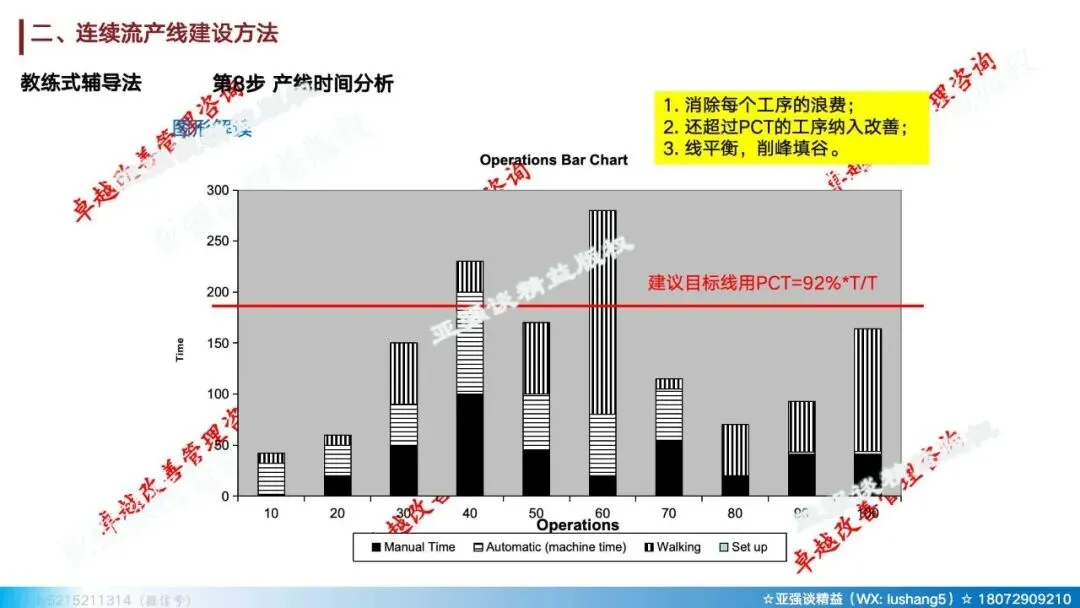
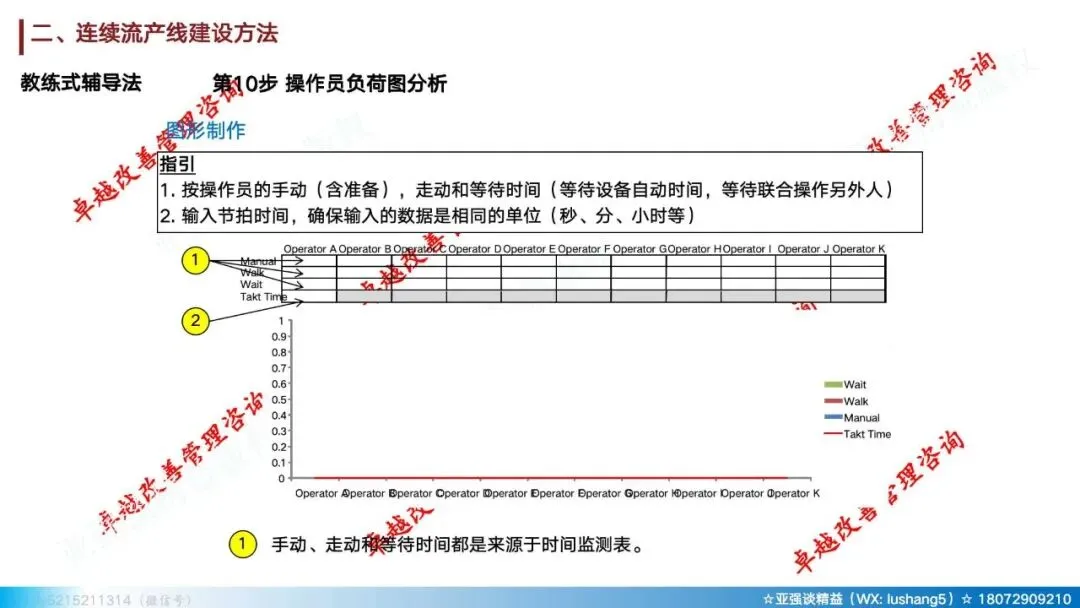
3. 线平衡优化(连续流核心保障)
• 方法:作业拆解/合并、瓶颈工序改善、动作简化、工装优化、人员分担
• 目标:各工序CT无限接近节拍时间,平衡损失率≤15%,杜绝工序等待、在制品堆积
(三)物流与计划体系搭建(保障连续流不中断)
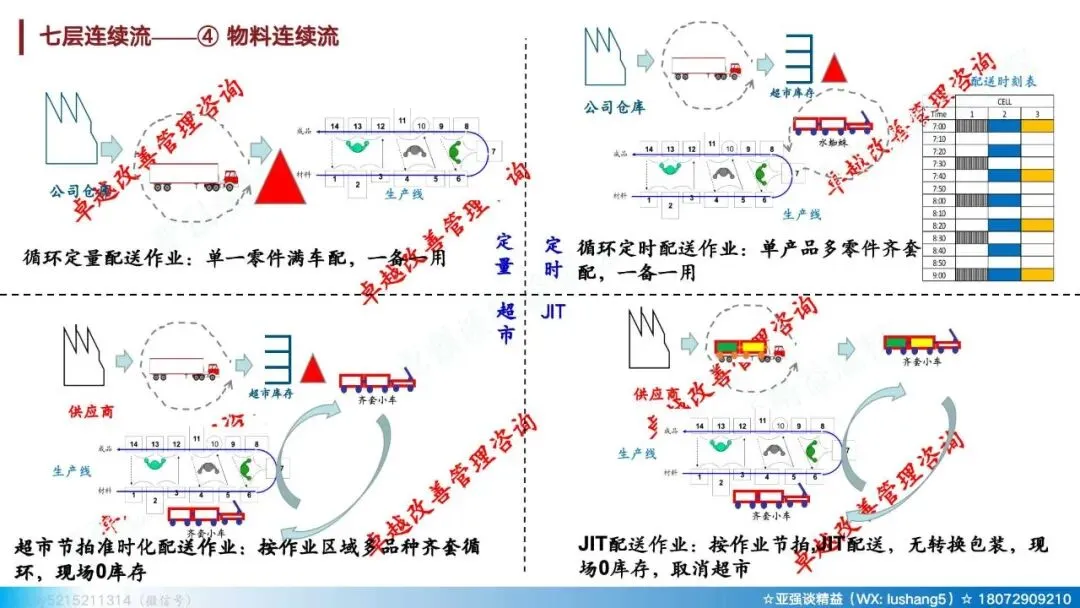
1. 拉动式物流配送(替代传统推动式)
• 建立线边超市+定时定量配送(Milk-Run),物料按节拍“小批量、高频次”配送,取消中间仓储
• 配置水蜘蛛专职配送,空容器同步回收,杜绝产线断料、物料堆积
• 定制周转箱、料架,实现“一个流”物料流转,减少线边库存
2. 生产计划管控
• 推行日滚动计划+小时级锁定,每日锁定次日生产计划,避免插单打乱节拍
• 用看板(Kanban)/电子信号驱动拉动生产,后工序拉动前工序,杜绝过量生产
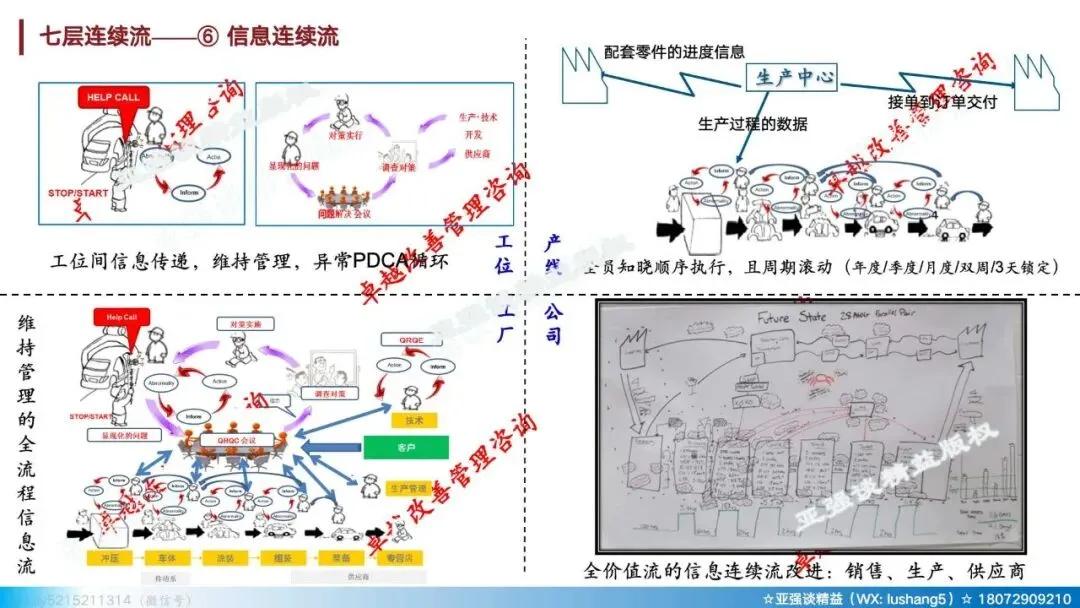
• 建立异常安灯系统,设备/质量/物料异常即时报警,快速响应处理
(四)人员配置与技能管理(连续流稳定核心)
1. 多能工培养
• 搭建员工技能矩阵看板,明确各员工技能等级、可操作工序,制定技能提升计划
• 开展TWI工作教导四阶段培训,让员工掌握2-3道相邻工序,实现工序柔性调配
2. 岗位职责固化
• 定岗、定人、定标准、定物料、定工具,明确班组长/操作工/配送员岗位职责
• 推行班组晨会制度,每日复盘节拍达成、异常问题、改善进度
(五)试点试运行与迭代优化(避免全量推广风险)
1. 小批量试运行
• 选定示范线试点,按节拍连续生产,实时记录节拍达成率、线平衡率、不良率、停线时长
• 收集员工、现场一线问题,重点解决:物料配送不及时、作业动作不合理、设备故障率高、技能不足
2. PDCA持续改善
• 针对试运行问题,优化工序分配、工位布局、物流频次、标准作业
• 推行全员改善提案制度,激励员工提报小改善,积少成多优化连续流稳定性
(六)成果固化与全量推广
1. 体系固化
• 输出标准作业手册、物流配送规范、设备点检表、质量管控标准、班组管理制度
• 建立连续流KPI考核:节拍达成率、线平衡率、在制品库存、生产周期、不良率
2. 水平推广
• 将试点成功经验复制到其他产品族、车间,逐步实现全厂连续流布局
• 推进数字化升级:引入MES系统,自动抓取生产数据,实时分析瓶颈、优化节拍
(七)进阶优化(成熟产线升级)
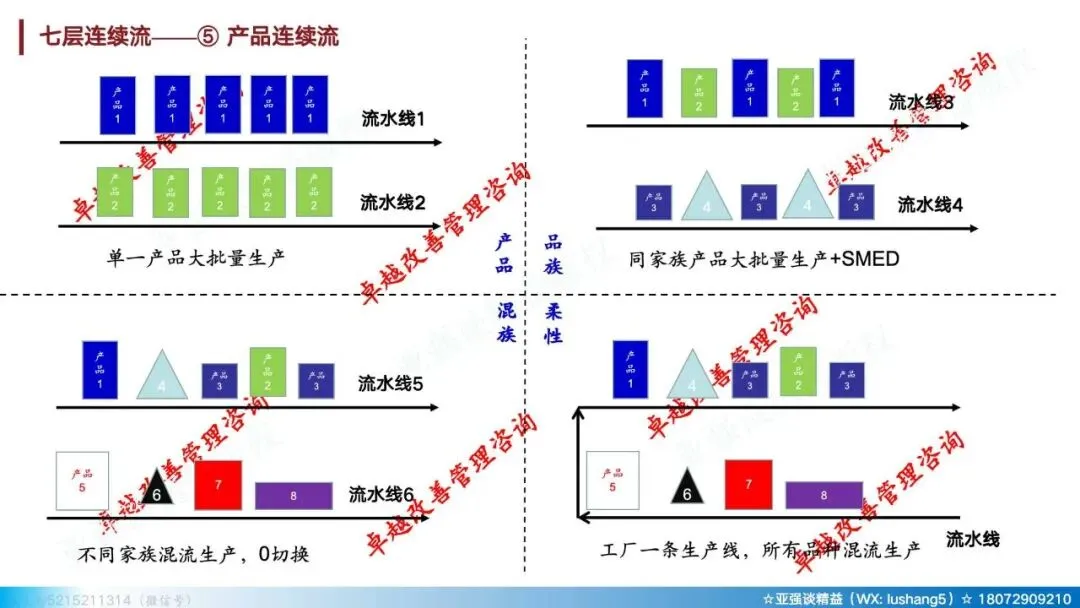
1. 柔性化升级:设备模块化、快速换型(SMED),适配多品种混线连续流
2. 自动化导入:瓶颈工序、重复性作业导入自动化设备/机械手,降低人工依赖
3. 数据化管控:部署节拍感知器、数字孪生沙盘,动态预测瓶颈,实现智能排产

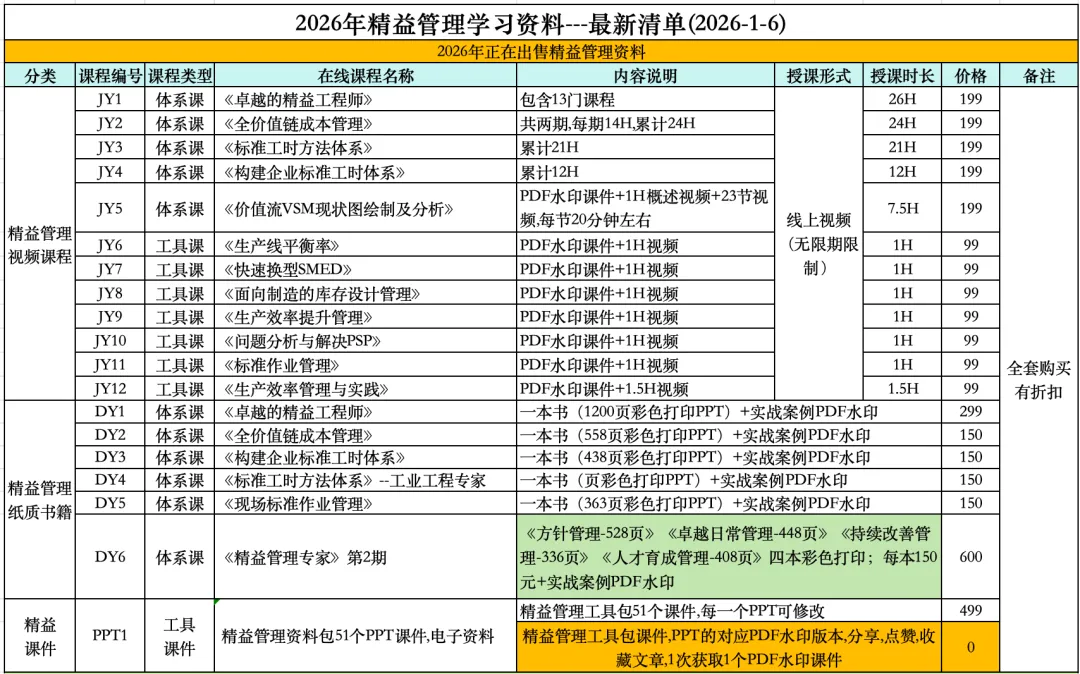
精益学习资料包如下:
精益文章:
《工作教导》PPT分享
《TWI一线主管人员训练课程》PPT分享(上)
《TWI一线主管人员训练课程》PPT分享(中)
《TWI一线主管人员训练课程》PPT分享(下)