一、智能工厂建设背景
随着工业4.0深入推进、制造业数字化转型加速,传统工厂面临生产效率偏低、设备协同不足、数据孤岛凸显、决策依赖经验、物流与物料管控粗放等痛点。为顺应新一代智能制造发展趋势,提升生产精细化、自动化、智能化水平,实现降本增效、质量可控、安全合规的生产运营目标,推进智能工厂建设成为制造业转型升级的核心方向。
二、智能工厂解决方案
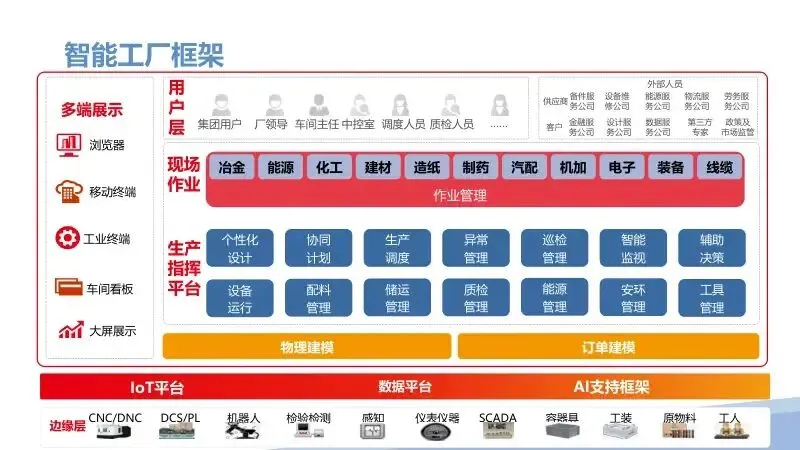
以工业互联网为基础,融合物联网、5G、大数据、数字孪生、人工智能等前沿技术,搭建全要素互联、全流程可视、全数据互通、全场景智能的智能制造体系。覆盖设备物联、生产监控、智慧物流、物料追溯、智能决策五大核心模块,打通生产、管理、物流、质控全流程数据链路,构建集自动化运行、可视化管控、智能化决策于一体的闭环制造体系,全面升级生产运营模式。
三、智能工厂关键特点
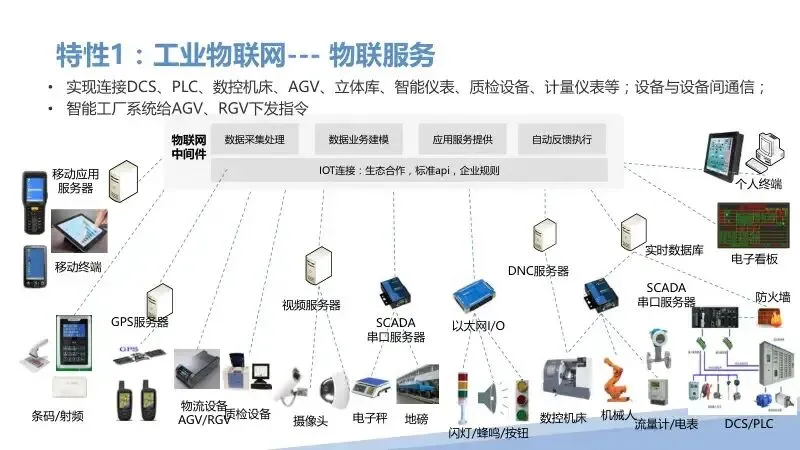
1. 全要素物联体系
搭建工业互联网基础设施,依托工业现场总线、5G专网等技术,实现DCS/PLC控制系统、数控加工设备、AGV无人搬运车、自动化立体仓库、智能仪表、在线检测设备等全生产要素互联互通,建立设备级实时通信网络,保障设备间高效数据交互与协同联动控制。
2. 多维感知监控平台
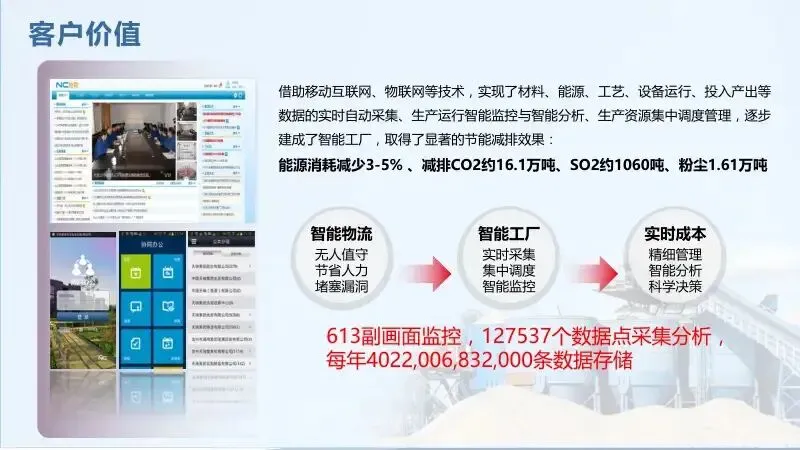
融合视频监控、数字孪生、GIS地理信息、三维建模等可视化技术,打造生产全流程数字镜像系统。实时监测工艺参数、追踪能源流向、动态预警安全环保指标,通过管理平台、移动APP、指挥中心大屏等多终端,实现分级化、可视化生产管控。
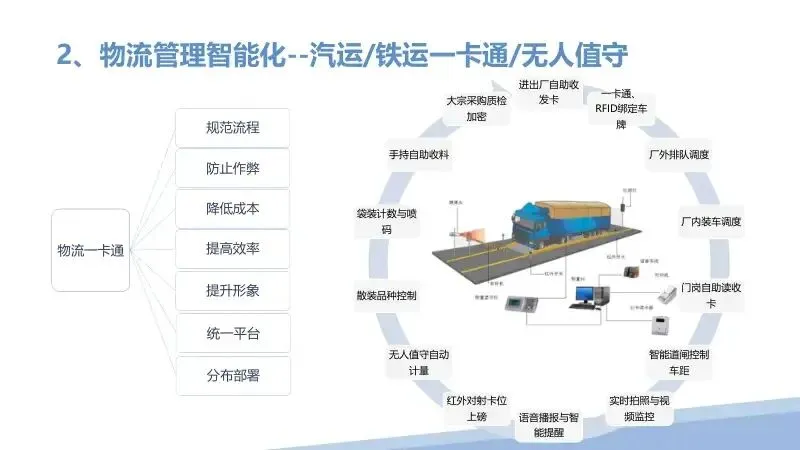
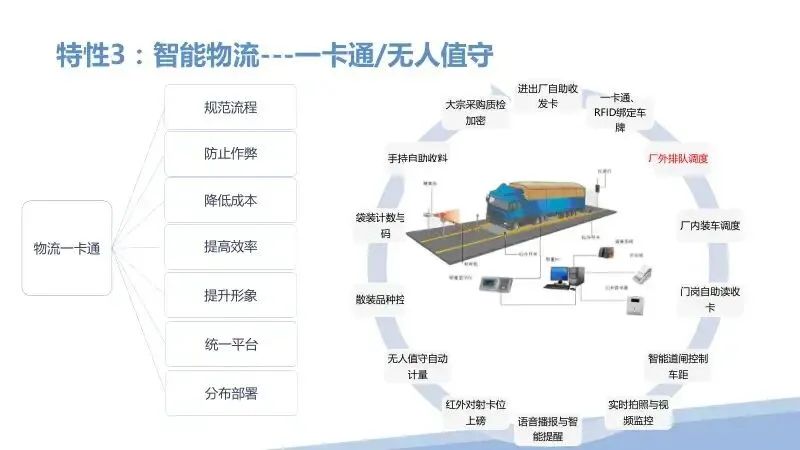
3. 智慧物流管控系统
搭建厂内物流智能调度系统,实现AGV/RGV设备自动路径规划与任务精准分配;部署厂外物流无人值守计量系统,集成车牌识别、地磅数据自动采集、道闸联动等功能。依托数字孪生技术全程追踪物料转运轨迹,实时预警物流异常,实现物流全流程智能化管控。
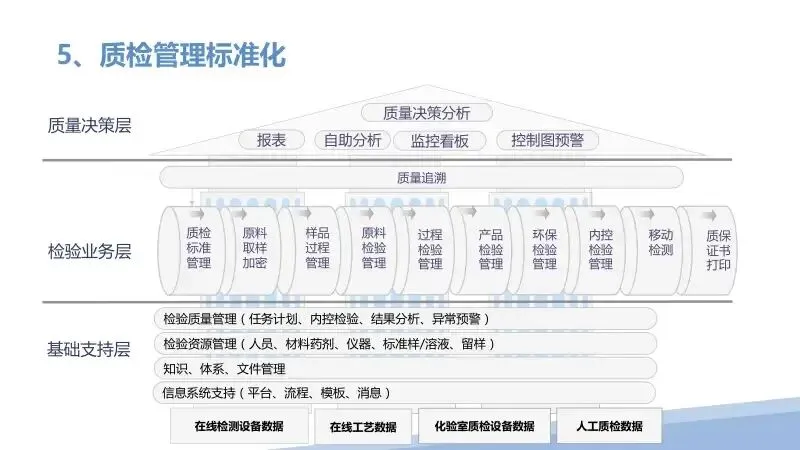
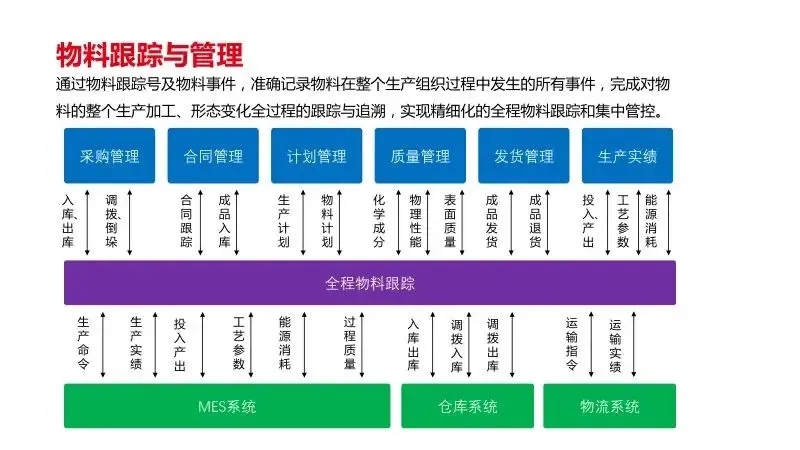
4. 精准物料追溯体系
搭载柔性生产配方管理系统,适配连续流程、批次生产、单件定制等多元生产模式。建立物料全生命周期追溯档案,基于时间、批次号、物料编码自动生成生产分析报表,构建实时成本核算模型,实现全流程质量可追溯、生产能效可优化。
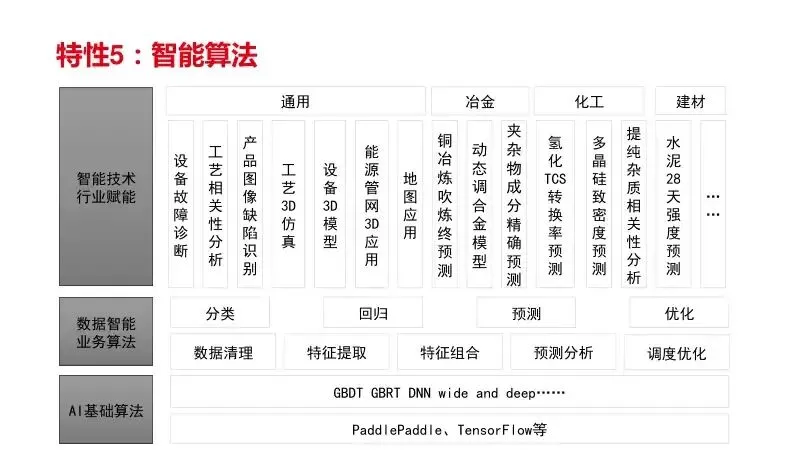
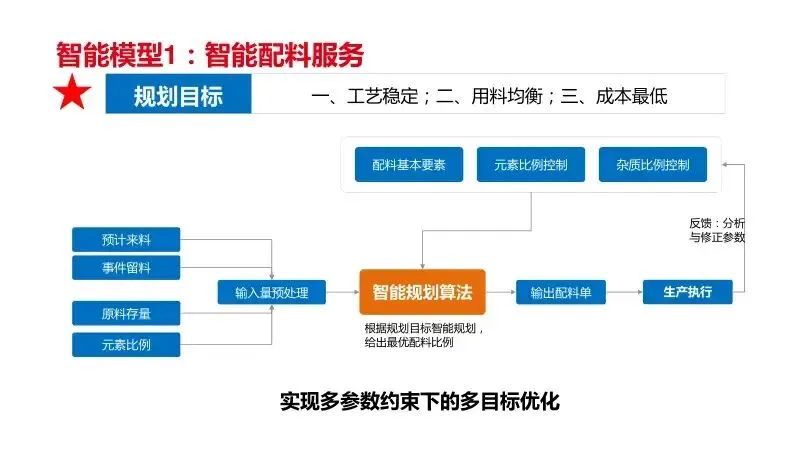
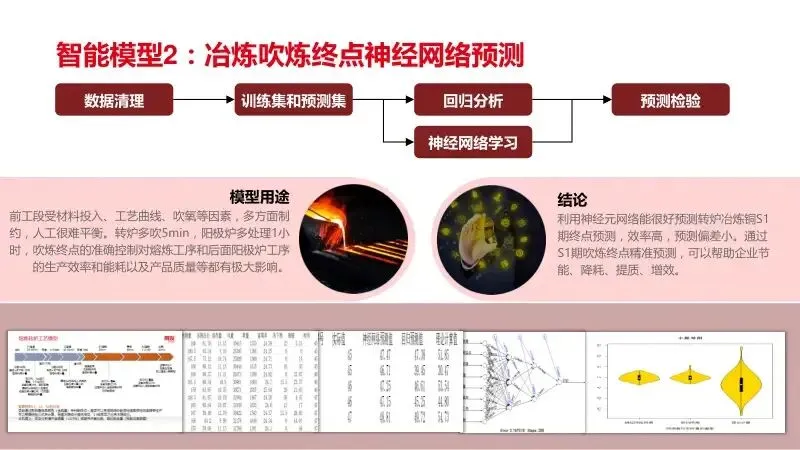
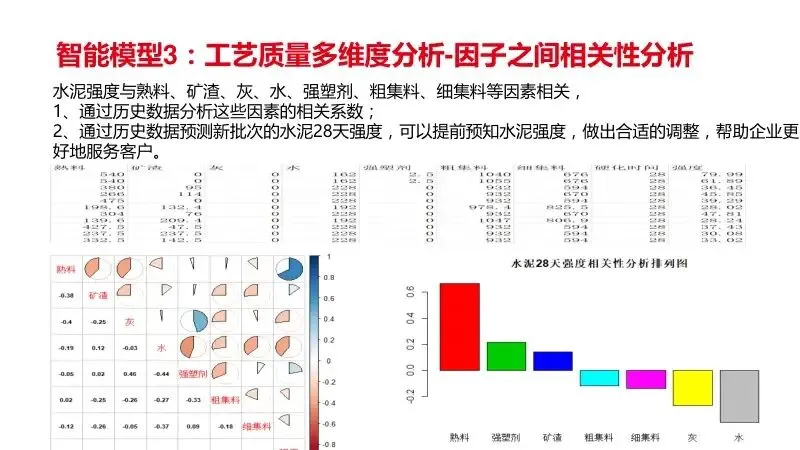
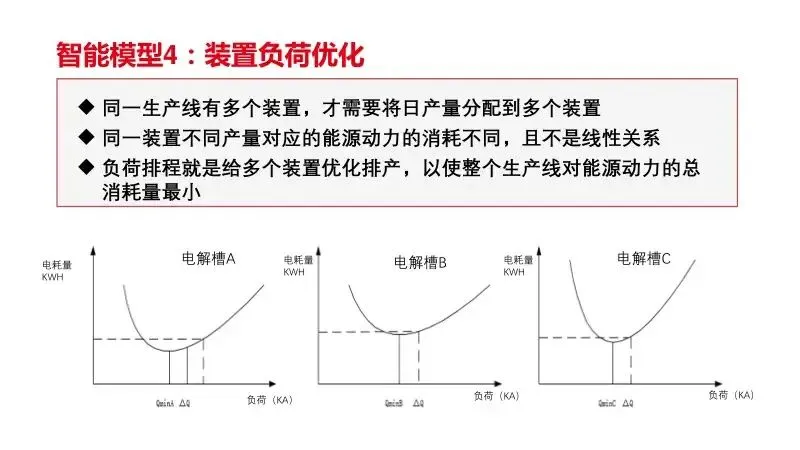
5. 数据智能决策中枢
构建工业大数据平台,整合边缘计算与云计算能力,搭建涵盖原料智能配比、工艺终点预测、质量智能判定、生产负荷优化等场景的算法模型库。借助机器学习持续迭代工艺参数,沉淀生产知识,实现生产过程自主优化与数据化智能决策。
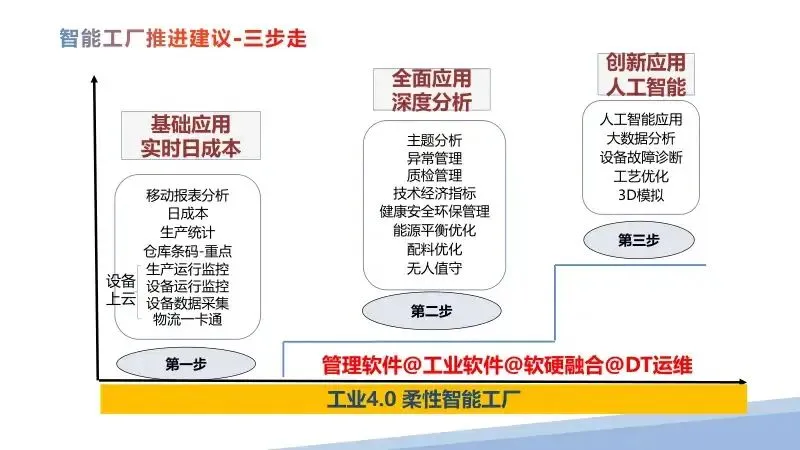
四、智能工厂建设必要性
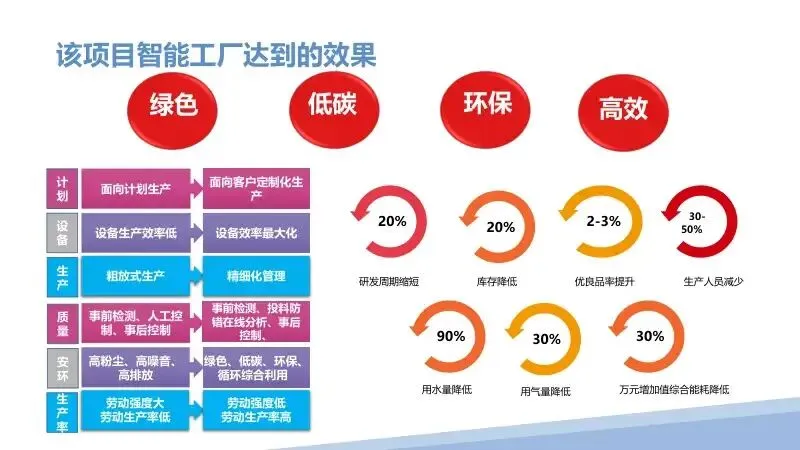
建设智能工厂是制造业突破传统发展瓶颈、实现转型升级的关键举措。通过全流程智能化改造,可打破生产数据孤岛,提升设备协同效率与生产自动化水平,降低人工与运营成本;实现生产过程全程可控、质量全程追溯,保障产品品质稳定;依托数据智能分析优化生产决策,提升企业快速响应市场、抵御经营风险的能力;同时推动生产能耗降低、安全风险可控,助力企业实现高效、绿色、可持续的高质量发展,全面提升核心市场竞争力。