干数控加工这行,夹具选不对,再精密的机床也白搭。夹具作为工件的“固定支架”,直接决定加工精度和效率,无论是批量生产还是单件加工,选对、用好夹具都是减少返工、降低成本的关键。不同于普通机床的简易装夹,数控加工对夹具的定位精度、夹持稳定性要求更高,常用夹具虽种类不多,但各有适配场景,熟练掌握其用法是数控操作工的必备技能。数控加工中最常用的是通用夹具,操作便捷、通用性强,适合中小批量和单件加工。
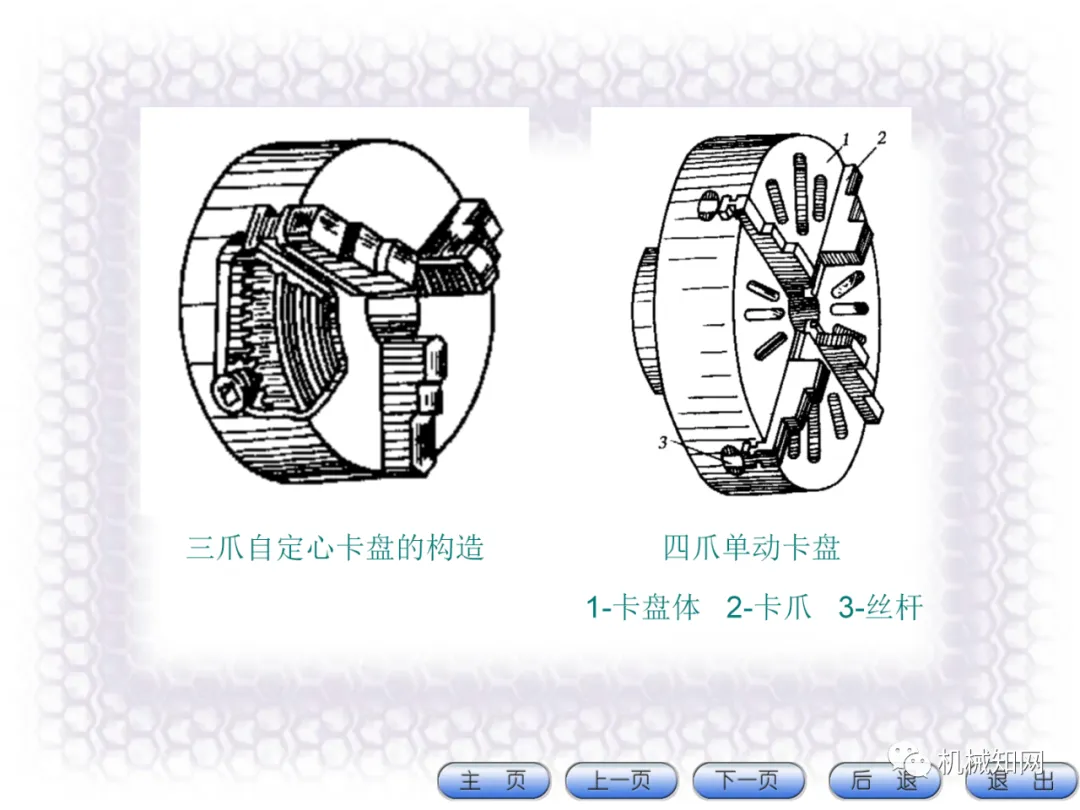
①三爪卡盘是车床必备,能自动定心,适合夹持圆形、管状工件,装夹快速,精度稳定,日常加工轴类、盘类零件时用得最多,但不适合不规则工件。
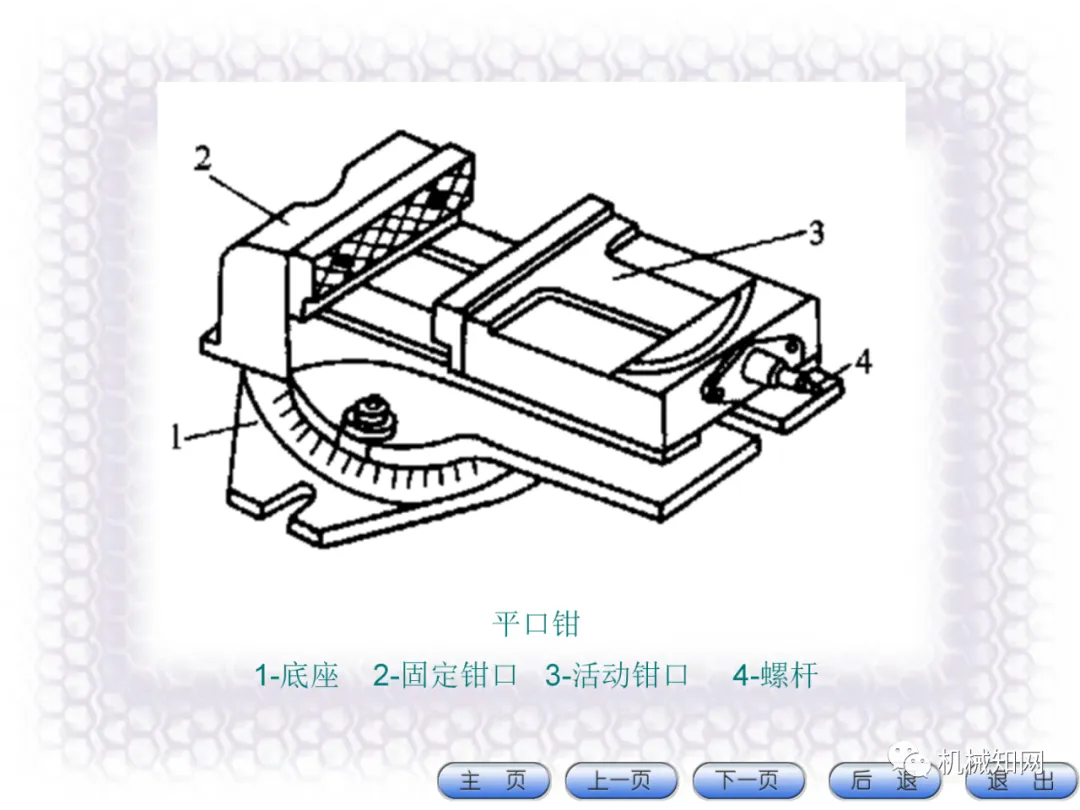
②平口钳则多用于铣床和加工中心,结构简单,夹持力强,适合铣削、钻孔等工序,夹持薄件时需垫垫片,防止工件变形。
针对批量生产和复杂工件,专用夹具和组合夹具更为实用。
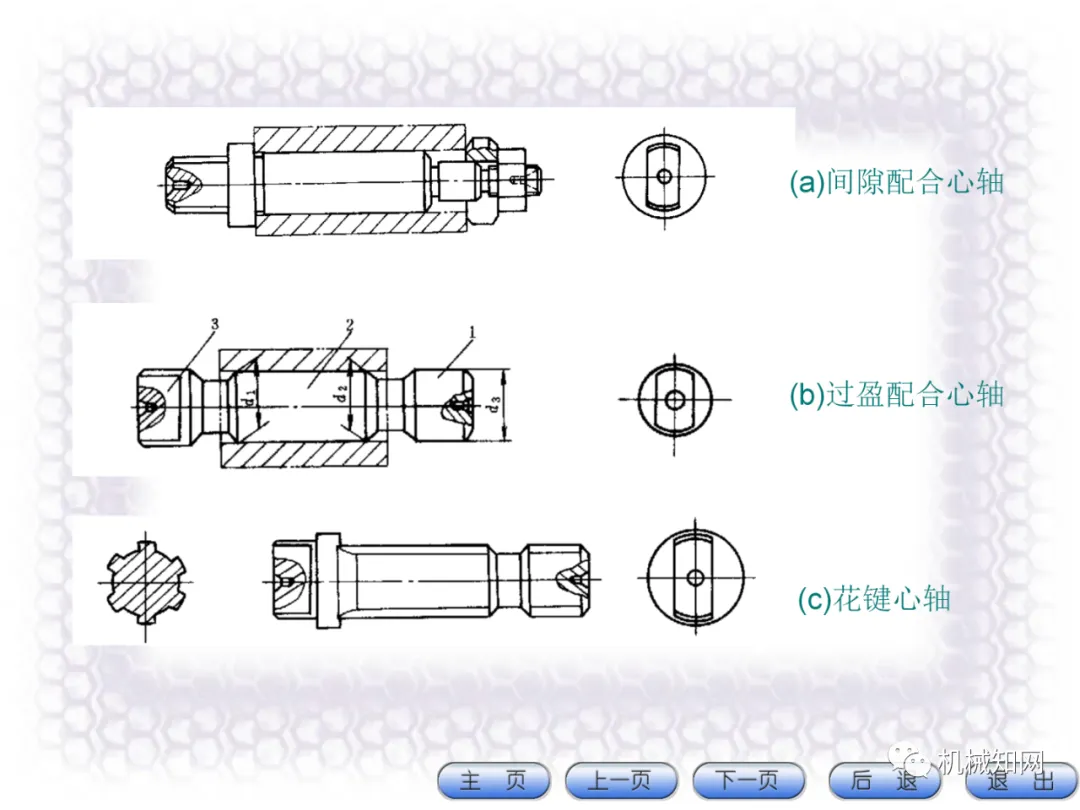
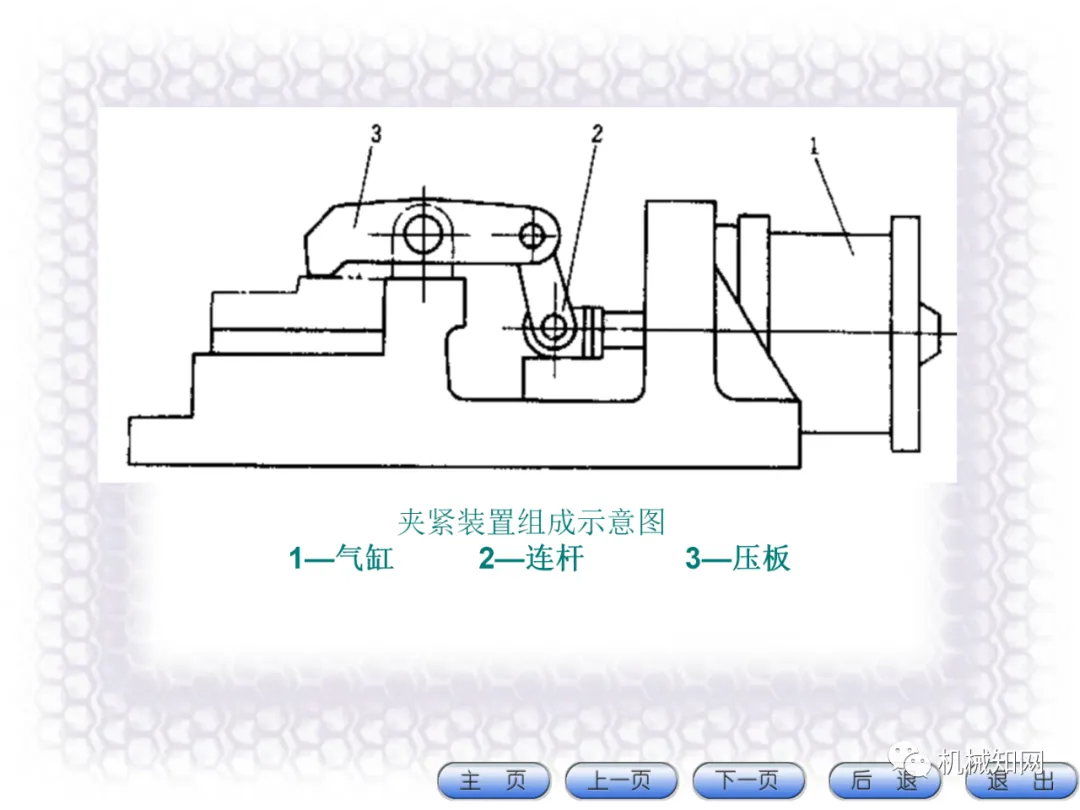
①专用夹具是根据特定工件定制的,定位精准、装夹高效,比如汽车齿轮加工常用的热装膨胀芯轴夹具,能实现零间隙定位,大幅提升加工精度和良率。
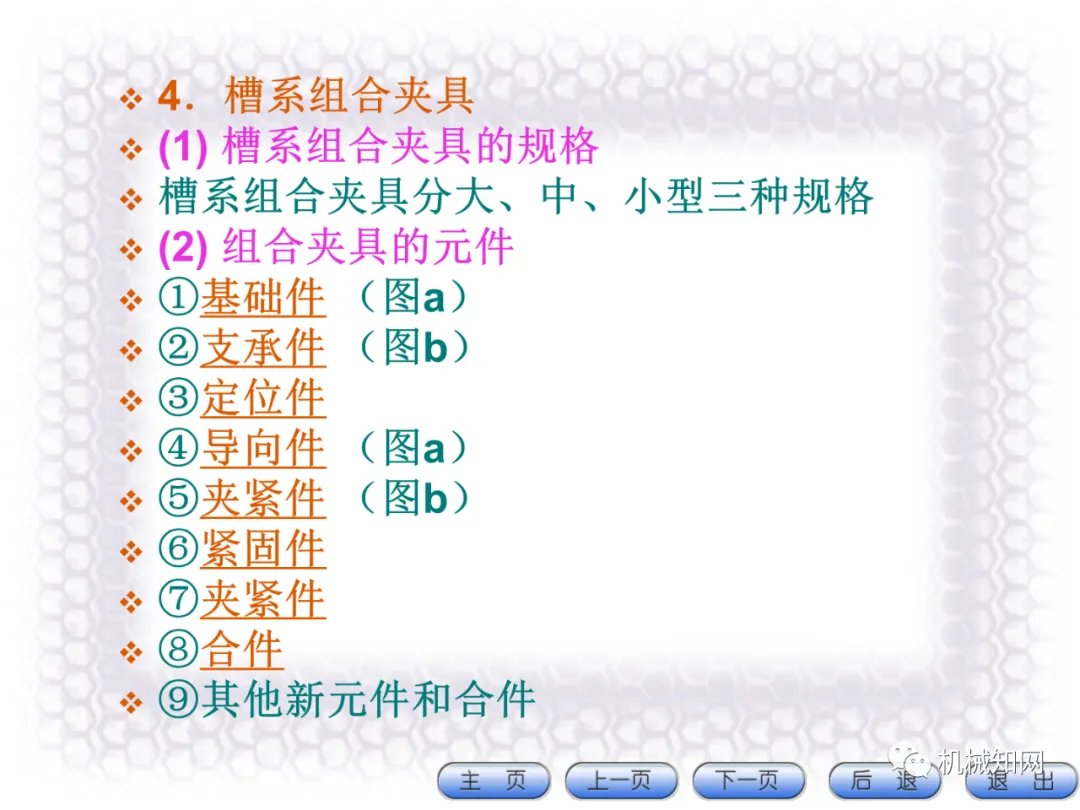
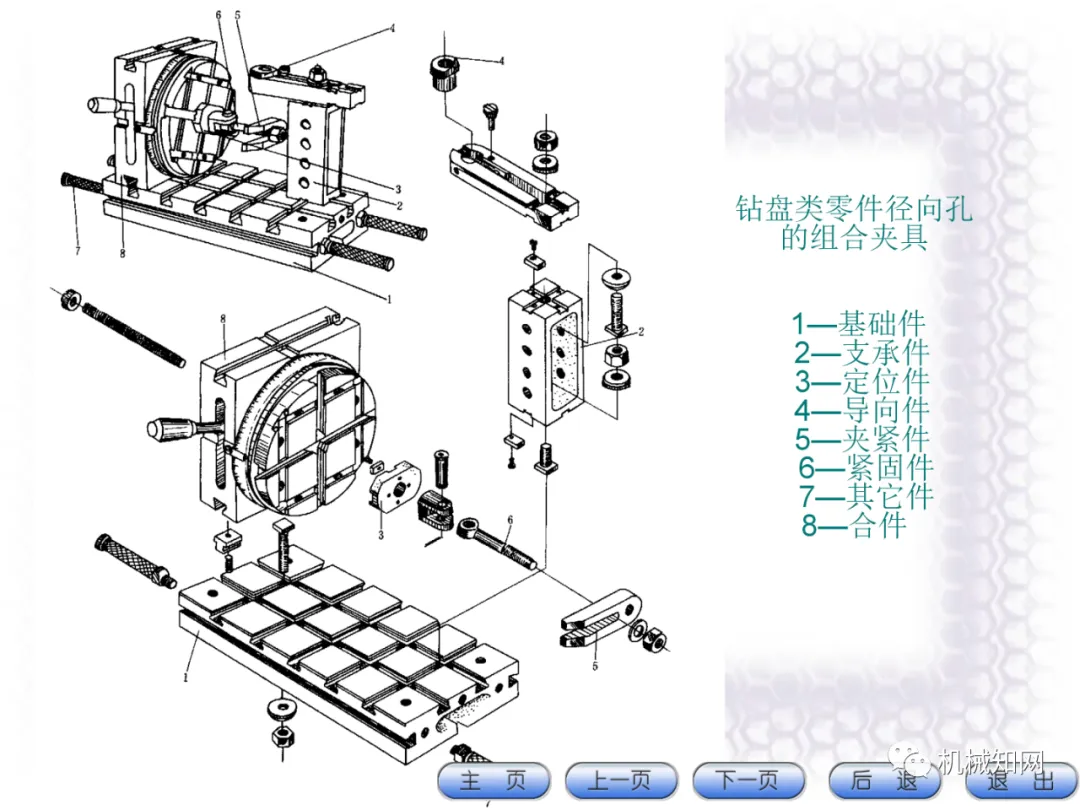
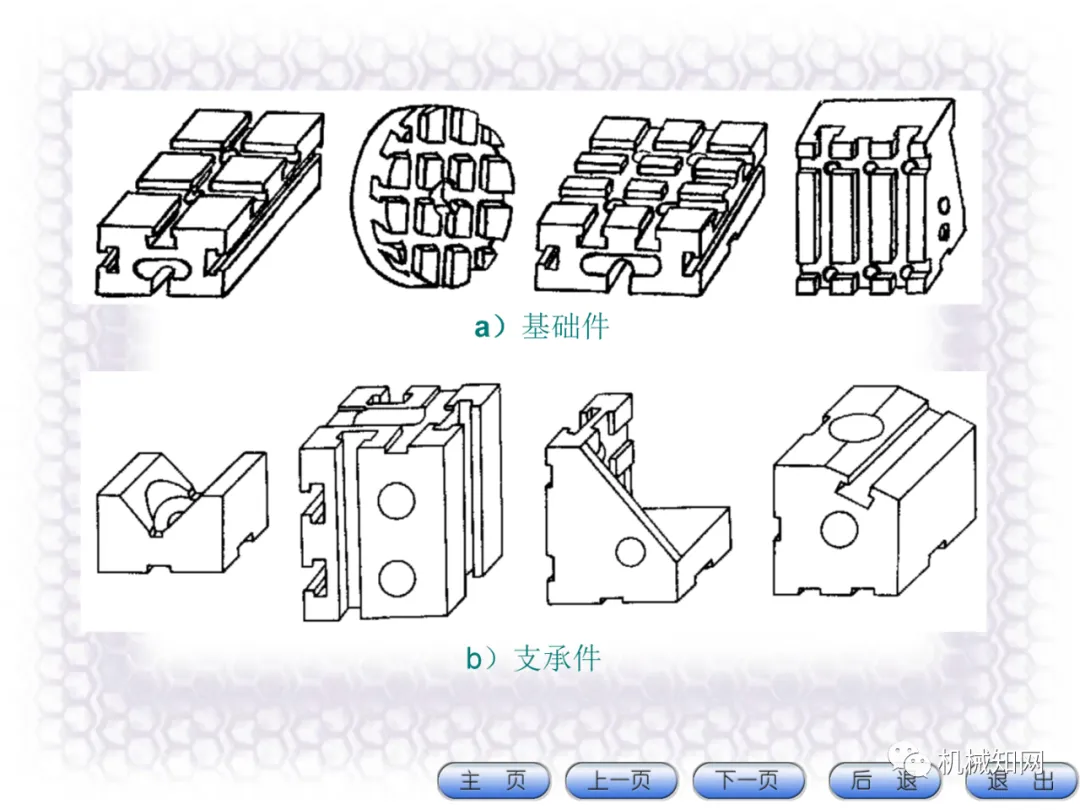
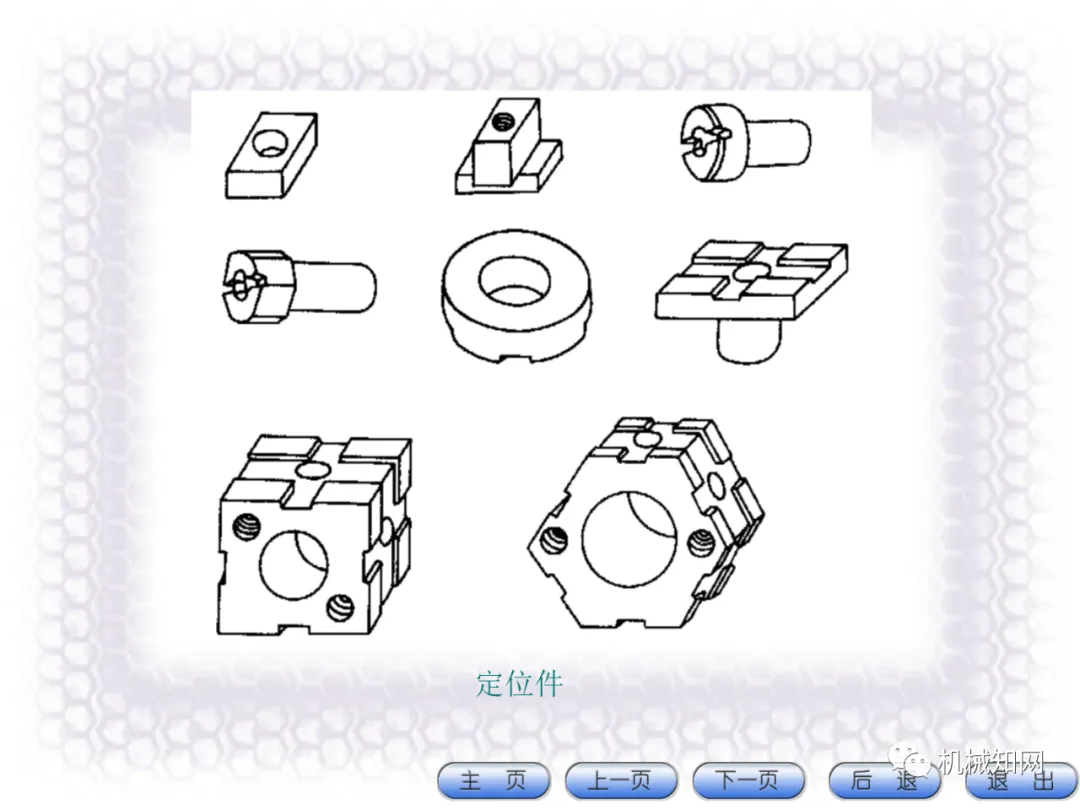
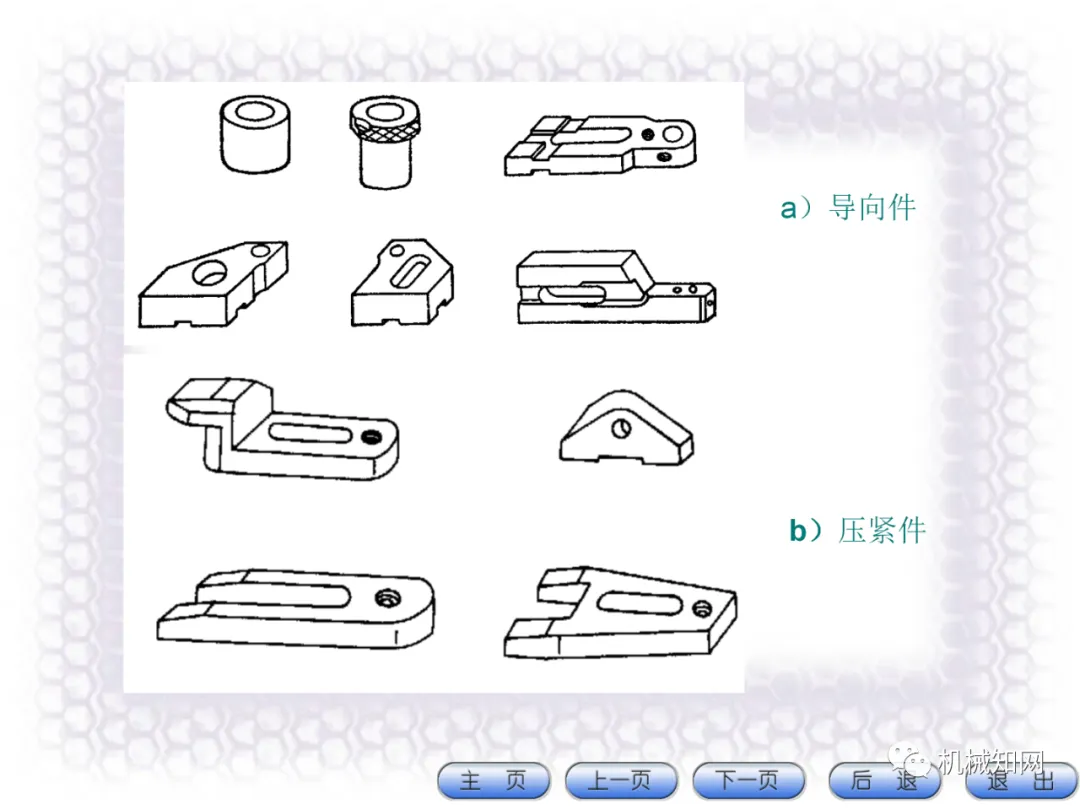
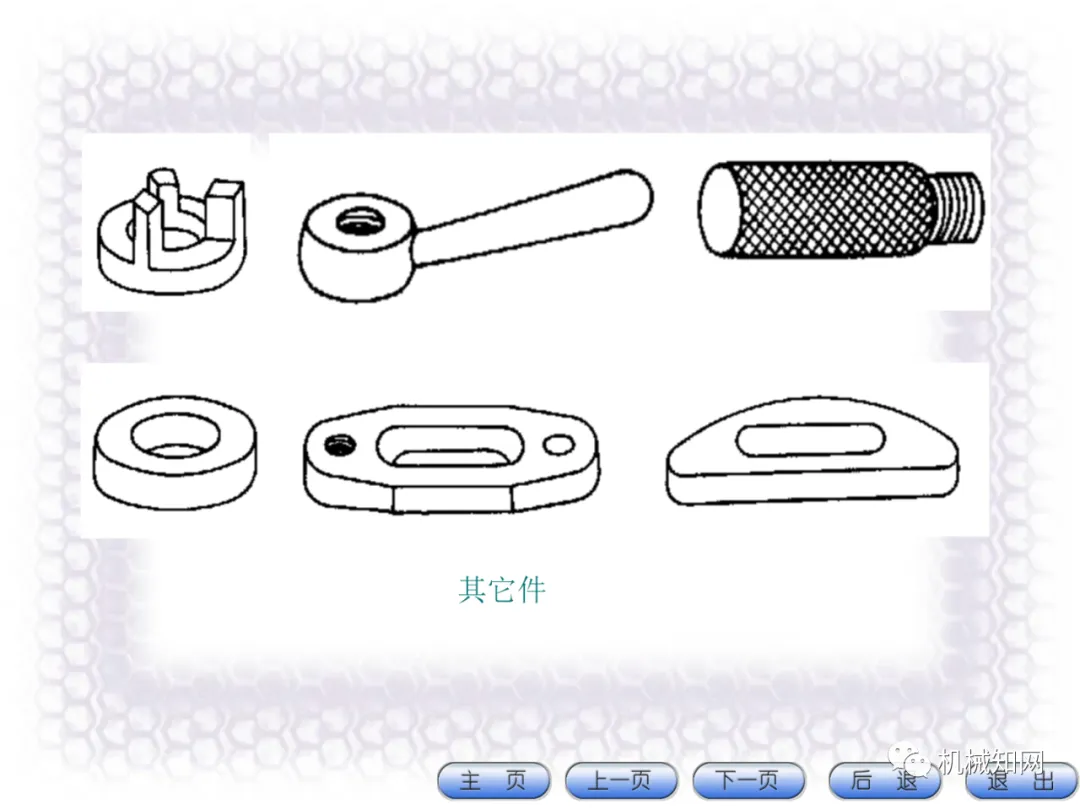
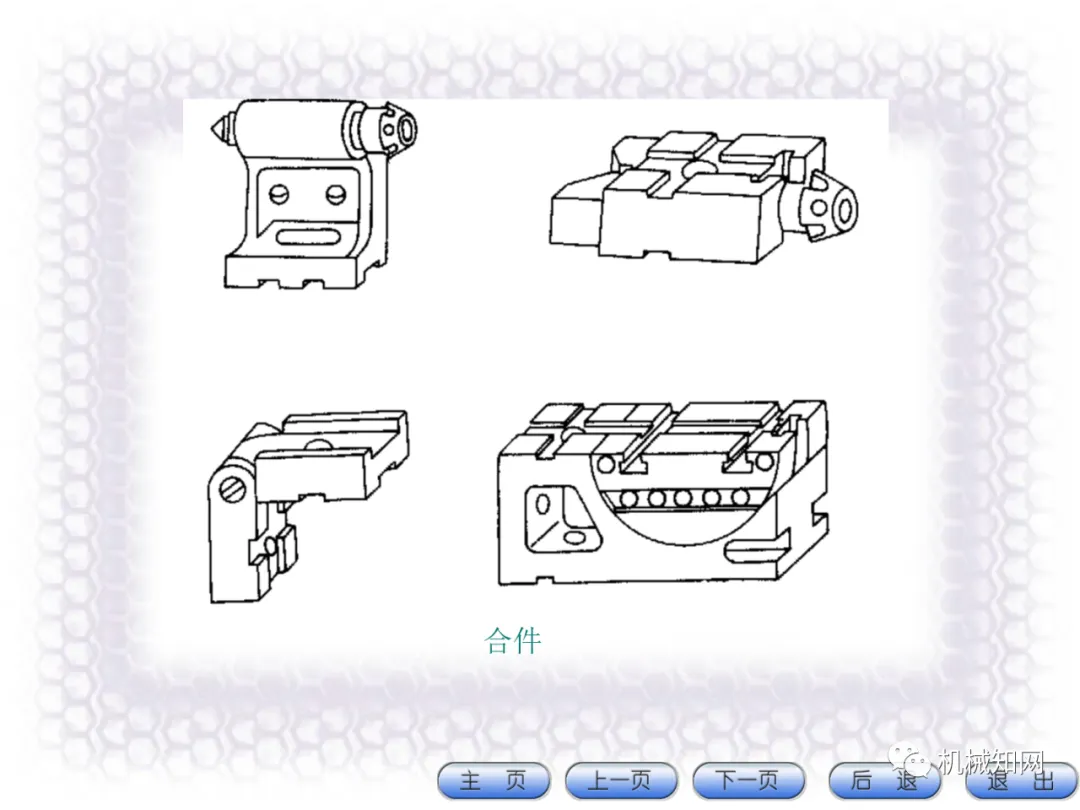
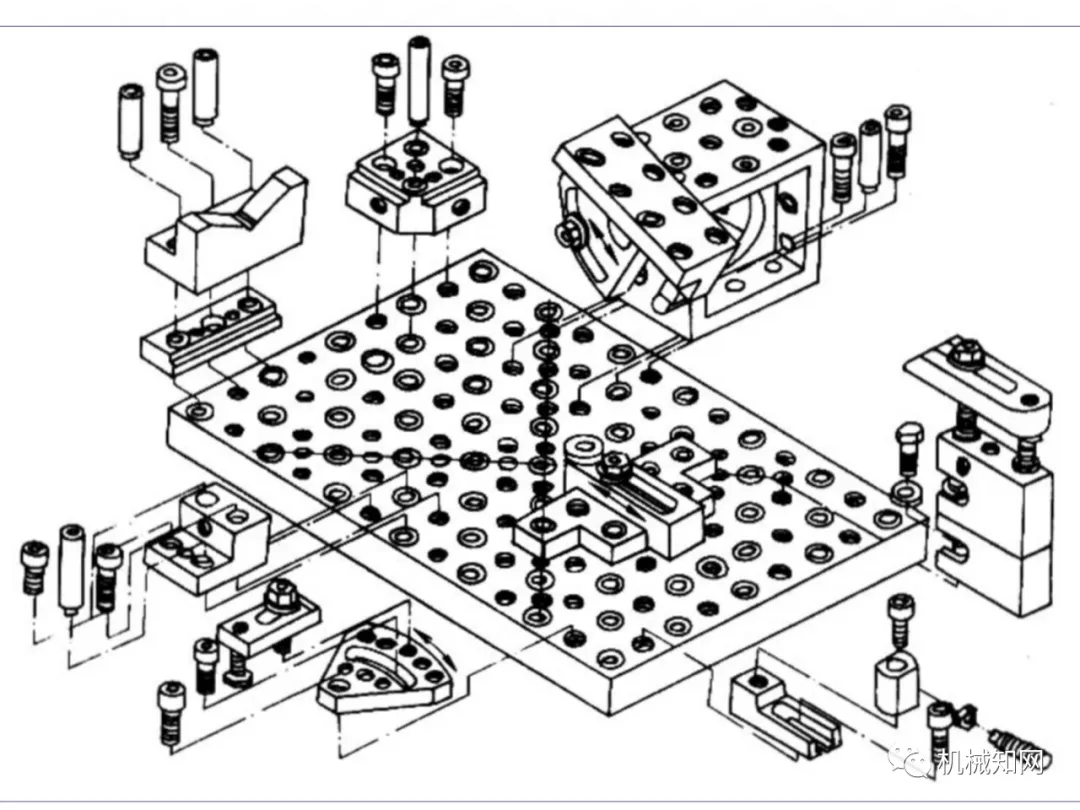
②组合夹具由标准化元件组成,可灵活组合,适合新产品试制和多品种小批量生产,不用重复定制,能节省成本和时间。
夹具的选用和维护有不少实操技巧。选用时要结合工件形状、加工工艺和批量,比如不规则工件用四爪卡盘,长轴类工件需搭配中心架防抖动。
日常使用中,要定期清理夹具导轨的铁屑,检查夹爪磨损情况,校准定位精度,夹持力要根据工件材质调整,避免夹伤工件或夹持不牢,这样才能让夹具长期稳定发挥作用,保障加工质量。
以下为本文配套PPT,完整文档下载方式见文末
50万+工程师都在看↓↓↓
1. 回复【动图】领取10000+个机械动图及视频包
2. 回复【CAD】领取800GAutoCAD全套视频教程
3. 回复【UG】领取800G的UGNX全套视频教程
4. 回复【SW】领取800G的Solidworks全套教程5. 回复【机械设计】领取800G(非标)机械设计资料