
01 现场质量管理的核心理念
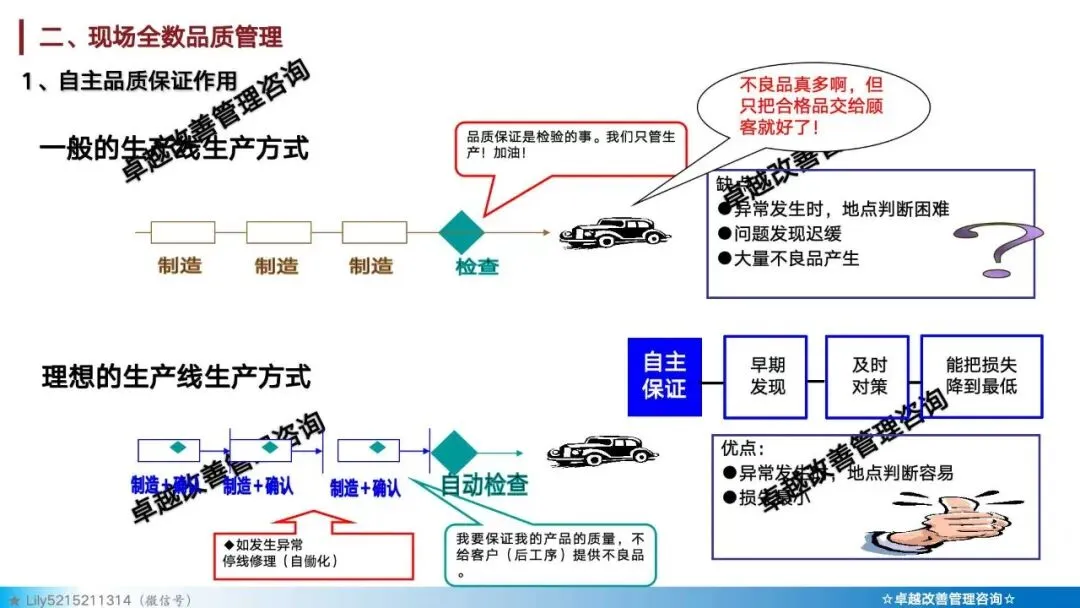
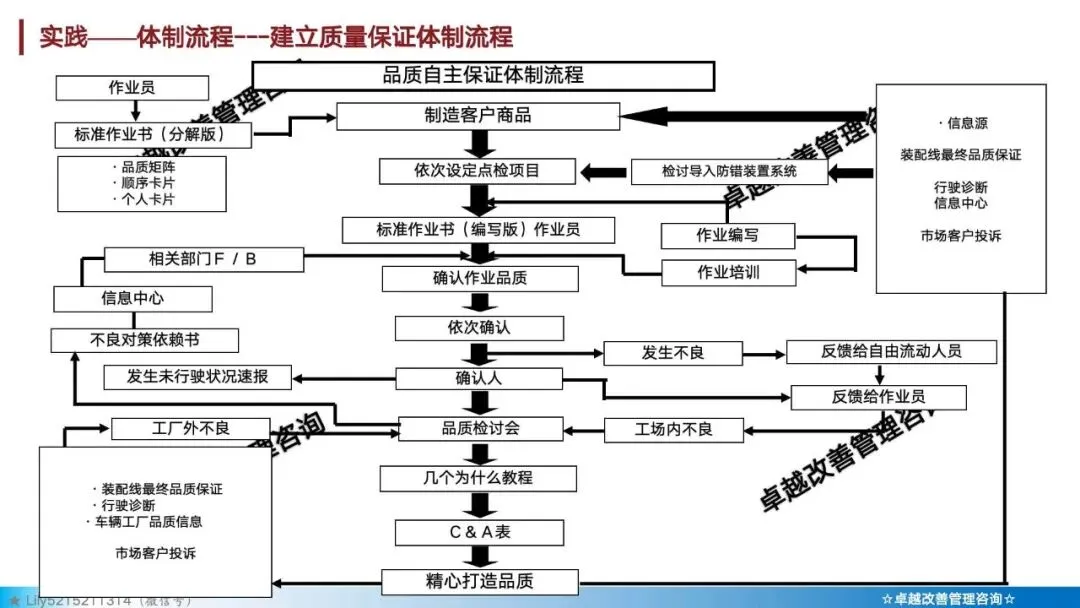
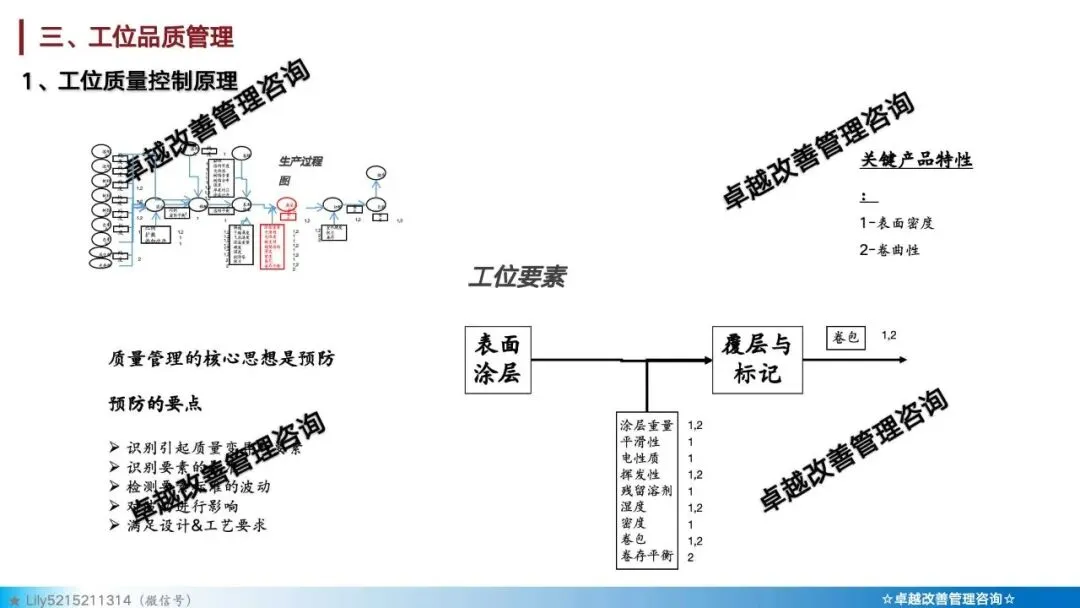
现场质量管理的核心思想可以概括为一句话:“质量不是事后检验出来的,而是过程中管出来、干出来的。”这一理念强调将质量控制前置,从源头和过程入手,而不是等到产品完工后再进行事后筛选。与传统的“QC(质量控制)挑错”思维不同,现代现场质量管理更注重“QA(质量保证)”,即通过体系建设和过程管控来预防质量问题的发生。
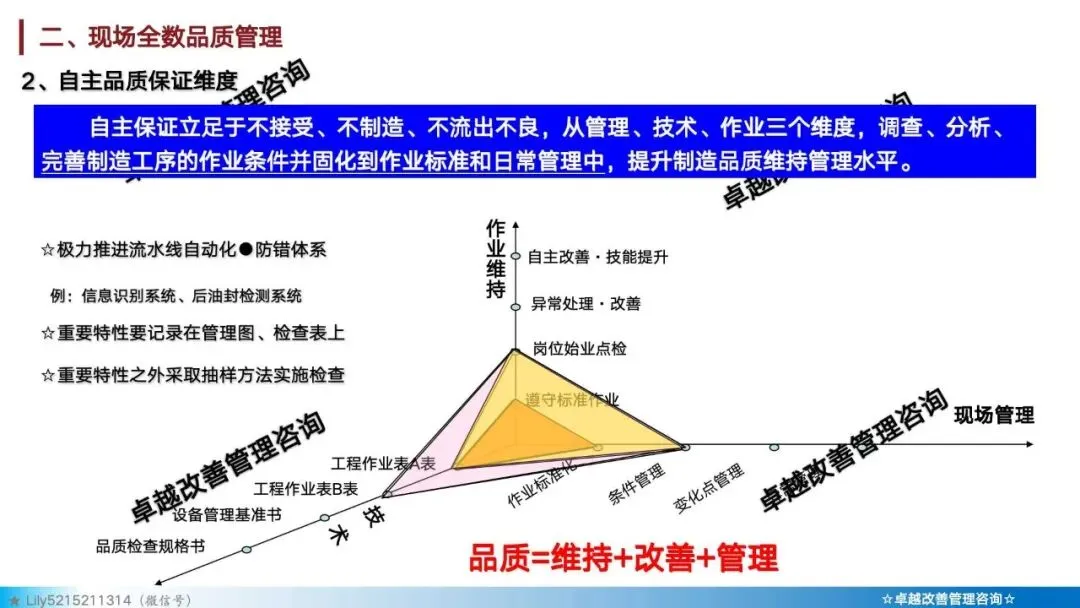
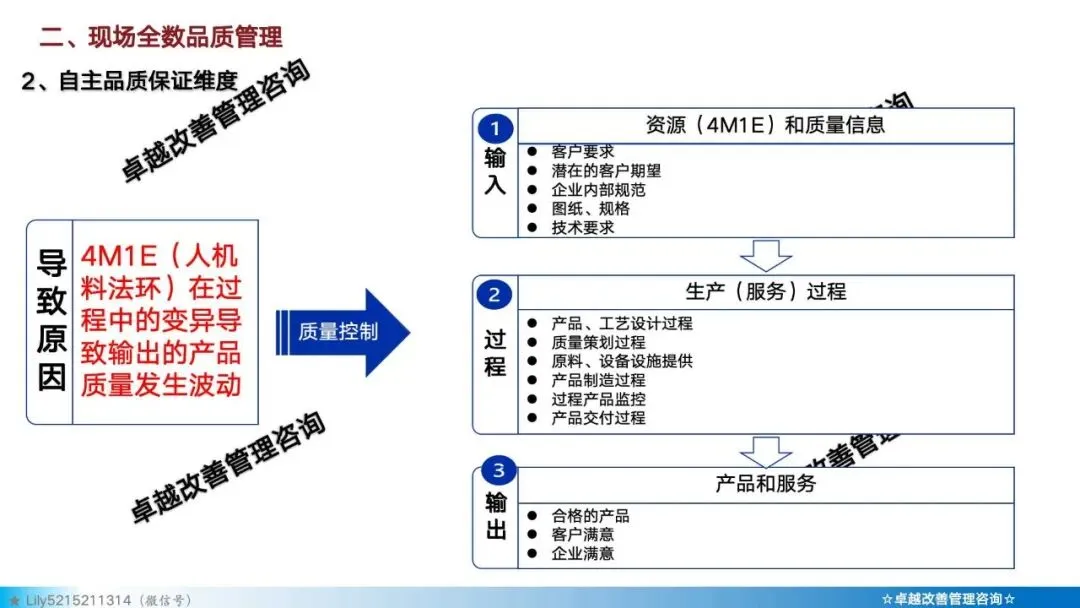
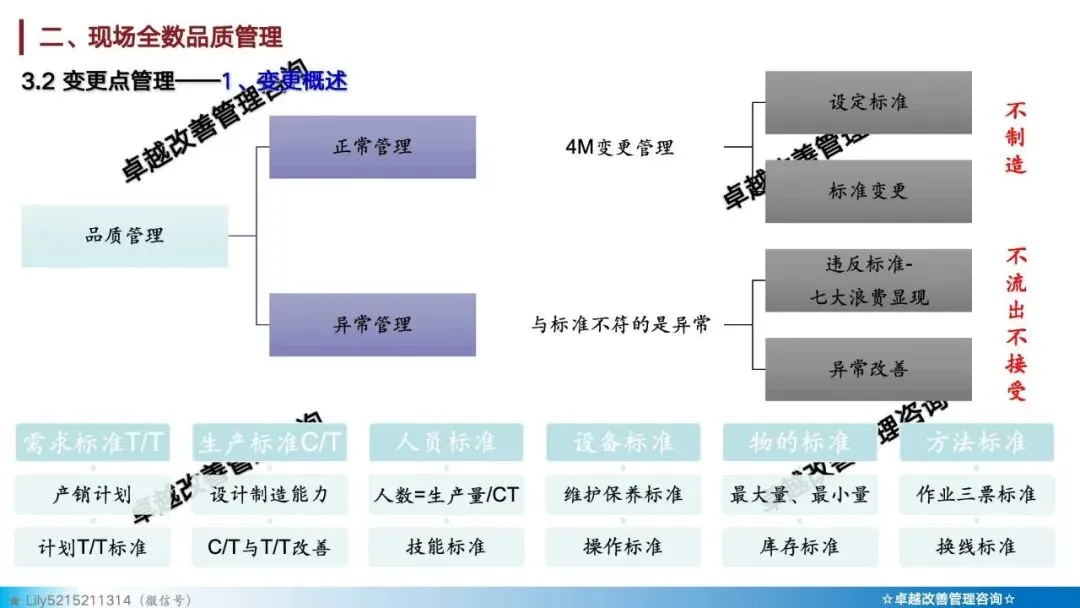
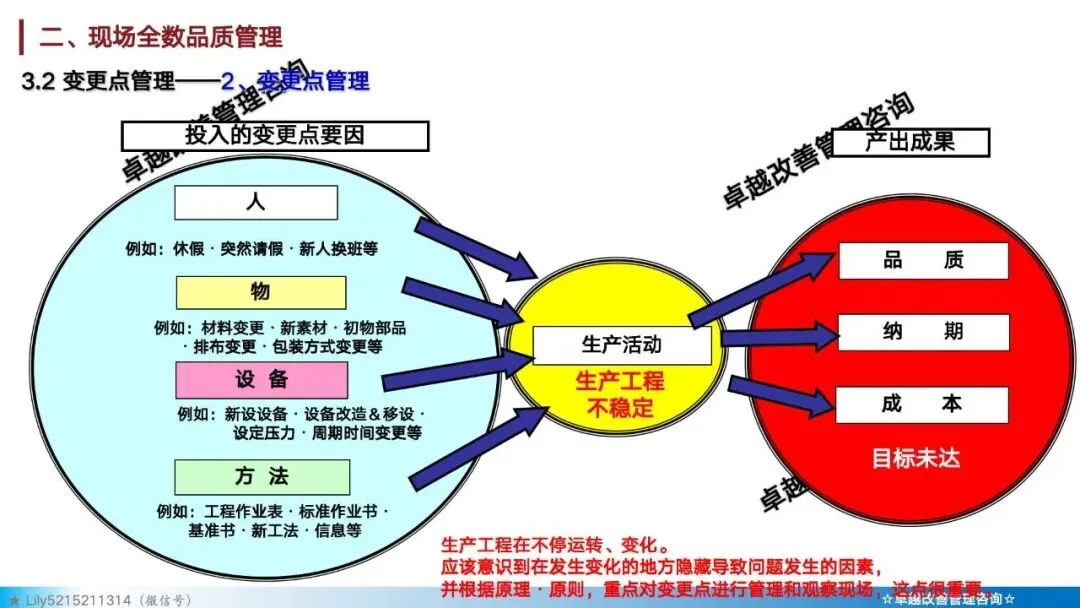
从管理对象来看,现场质量管理聚焦于影响产品质量的五大要素——即4M1E(人、机、料、法、环)。任何质量问题的出现,几乎都可以归结为这五个要素中的一个或多个出现变异。因此,现场质量管理的核心任务,就是通过系统化的方法和工具,确保4M1E始终处于受控状态,从而从源头上保障产品质量的稳定与可靠。
02 过程管控体系
过程管控是现场质量管理的执行主线,贯穿产品从首件生产到批量制造的完整流程。一套完整的过程管控体系通常包含以下几个层次:
1. 首件检验——把住开工关
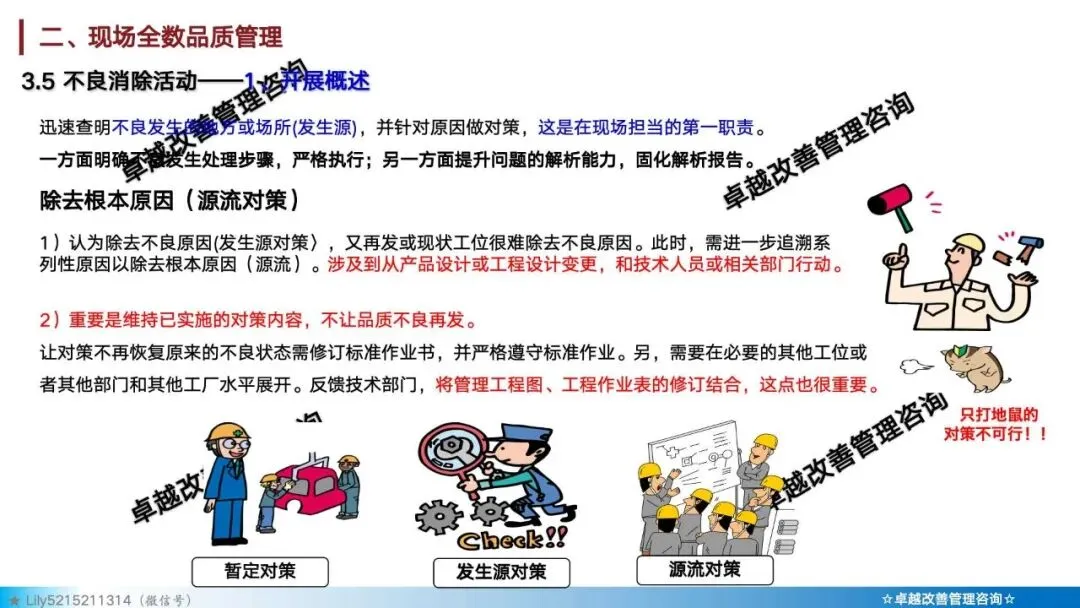
首件检验是指在每个班次开始时,或生产过程发生关键变化后(如人员变动、物料更换、设备调试等),对加工的第一件或前几件产品进行检验。其目的是发现工装磨损、安装定位错误、图纸误读、投料错误等系统性原因,从而采取纠正措施,防止批次性不合格品的产生。
首件检验一般采用“三检制”的做法:操作工人实行自检,班组长或质量员进行复检,检验员进行专检。只有通过全部三道检验并得到专职检验员认可,生产线才能进入批量生产阶段。在XX公司的实践中,首检被列为降低批次质量异常率的关键措施,通过IPQC(过程质量控制)首检制度的全面覆盖,有效避免了批量质量问题的发生。
2. 三检制——层层设防
三检制是现场质量检验的基本制度,由自检、互检、专检三个环节构成:
· 自检:操作者对自己生产的产品进行检验,确保本工序产品合格后方可流转;
· 互检:下道工序操作者对上一道工序的产品进行检验,形成工序间的相互监督;
· 专检:专职检验人员按标准进行专业化检验,对质量做出最终判定。
在XX产业公司机电设备维修中心的实践中,车间推行“自检、互检、专检”三检制度,为每道焊缝建立专属“身份证”,从坡口清理、焊材预热到施焊电流电压,每一参数都实时记录、全程可溯。三检制不仅构建了多道质量防线,更强化了全员质量责任意识,使每位员工都成为质量保障链条中的重要一环。
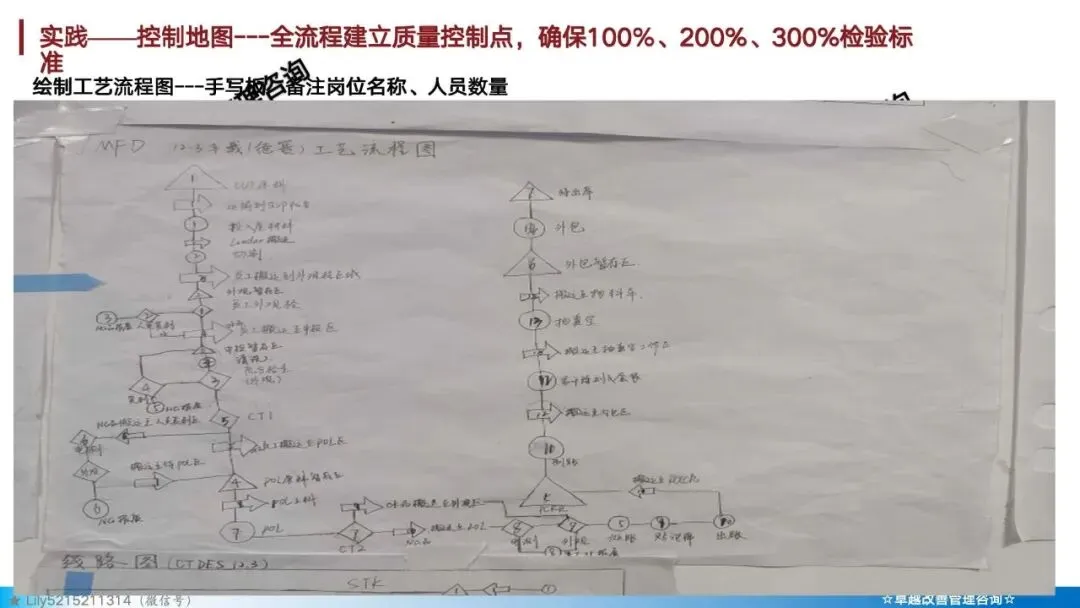
3. 巡回检验——过程监控
首件检验合格后,生产线进入批量生产阶段,此时质量控制转向巡检模式。巡检坚持“全过程、全区域、全生产时段”的“三全”原则,通常每2小时进行一次在线抽检,及时发现质量波动并采取措施,避免不良品持续产出。在实践中,巡检通常与统计过程控制(SPC)结合使用,通过控制图实时监控关键质量参数的稳定性,一旦发现数据超差,可立即识别异常并启动纠偏程序。
4. 末件检验——闭环保障
对于依赖模具和工装的工序,在批次生产结束时进行末件检验,通过检测末件质量状态来判断工装磨损情况,并据此决定是否需要对工装进行修正,确保下一批次生产时工装处于良好状态。首检、巡检、末检三者联动,构成了完整的过程质量防线。
03 现场管理基础工具
在具体的检验和管控措施之外,现场质量管理需要依托一系列基础管理工具来营造良好的生产环境和工作秩序。
1. 5S管理
5S管理是现场管理的基石,包含整理、整顿、清扫、清洁、素养五个要素。它不是简单的环境整理,而是一套全链条的现场精益管控体系。
在XX企业实践中,5S管理被注入了精益管理的精髓:“整理”不仅要求清除无用物,还强调减少等待和搬运浪费;“整顿”聚焦于工装夹具的定置管理,确保操作者能以最少动作、最短时间取用工具,大量运用颜色管理、形迹管理等目视化工具,让异常状态一目了然。
在XX铁路车间,推行“班前自查、班中互查、班后专查”的三级检查机制,并建立监督机制,将现场环境维护纳入个人绩效考核。
5S的核心目标是通过环境的有序化、标准化,最终培养员工的良好素养,实现从“强制管理”到“自主管理”的转变。
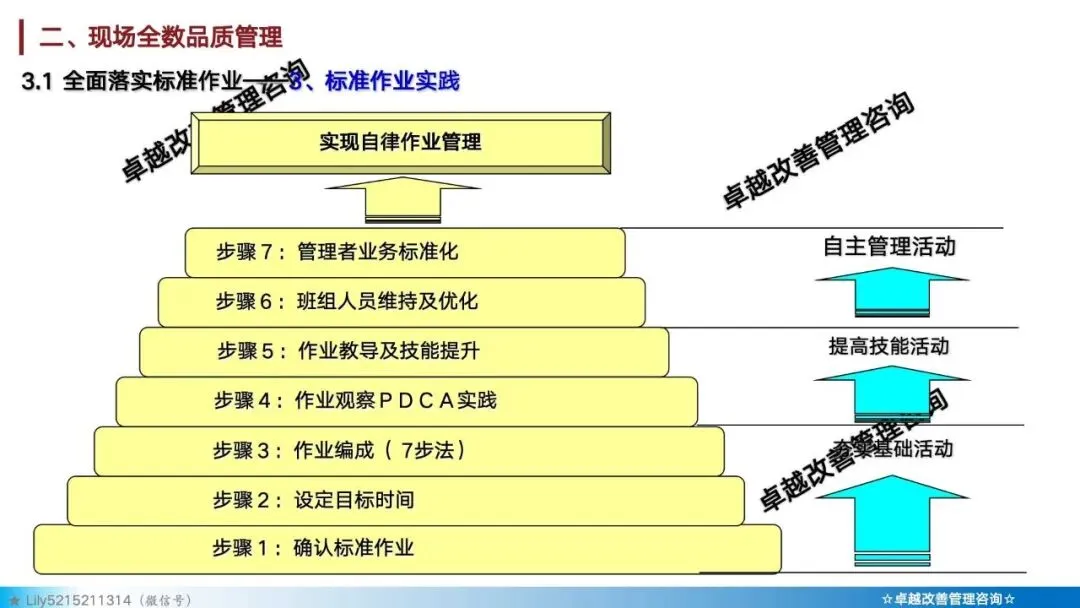
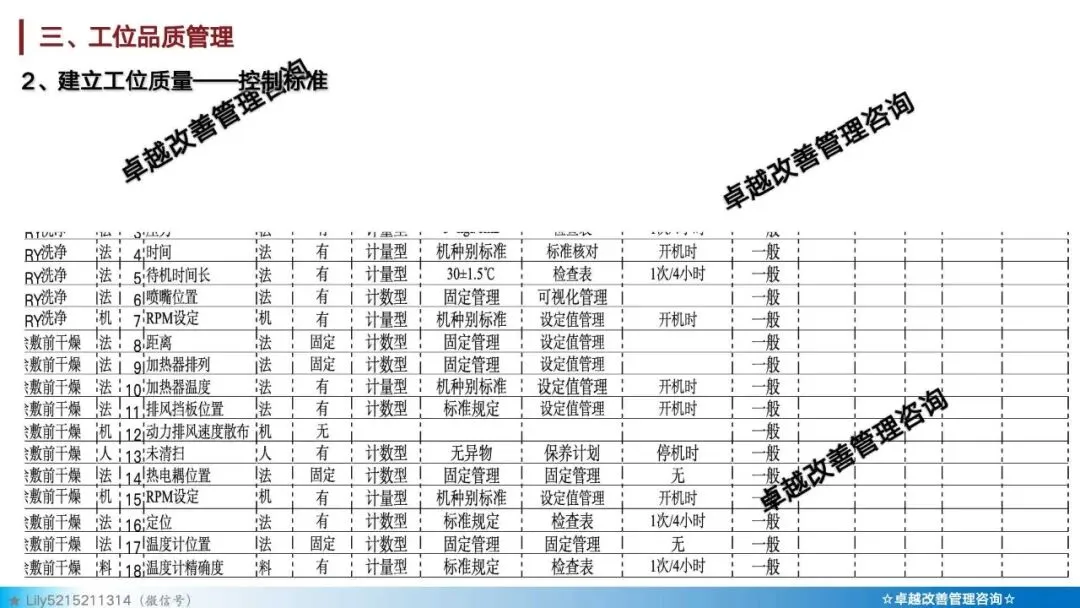
2. 标准化作业
标准化作业是保障质量一致性的核心手段。其四大目的是:技术储备、提高效率、防止再发、教育训练。通过标准化,企业将内部成员积累的技术和经验以文件形式保存下来,不会因为人员流动而导致经验和技术的流失。
良好的标准应具备六个特征:目标指向明确、显示原因与结果、表述准确、数量化具体、现实可操作、需要时及时修订。在XX集团板材厂,标准化小组运用“SOP+PDCA循环”工具,从制定到落地到优化全链条推进作业标准化,使产品质量更加稳定。同时,将标准化作业指导书转化为图文并茂的卡片,张贴于各工位醒目位置,让标准更接地气、更易执行。
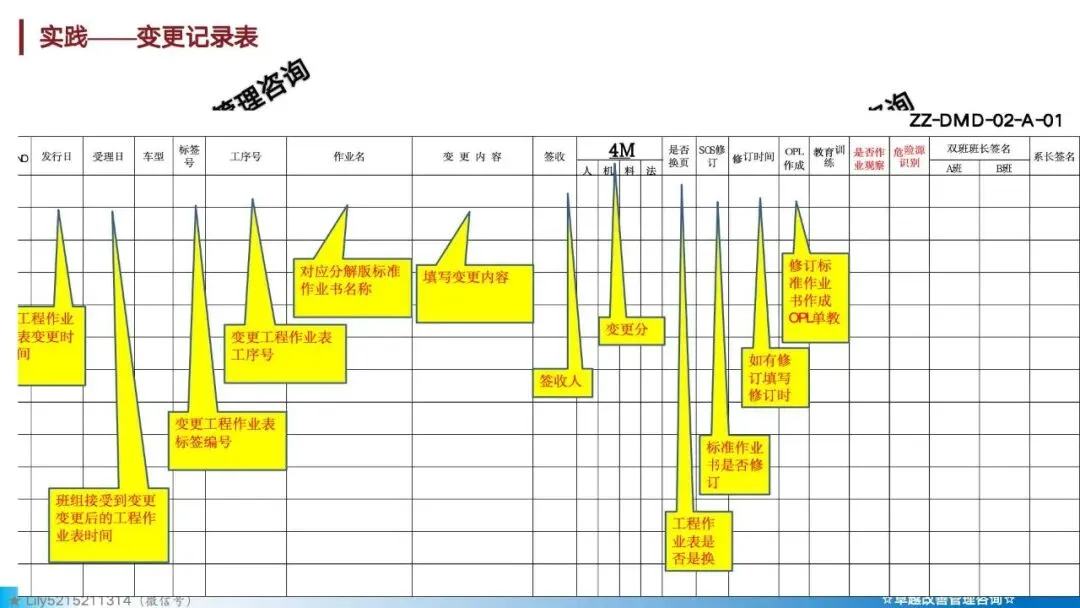
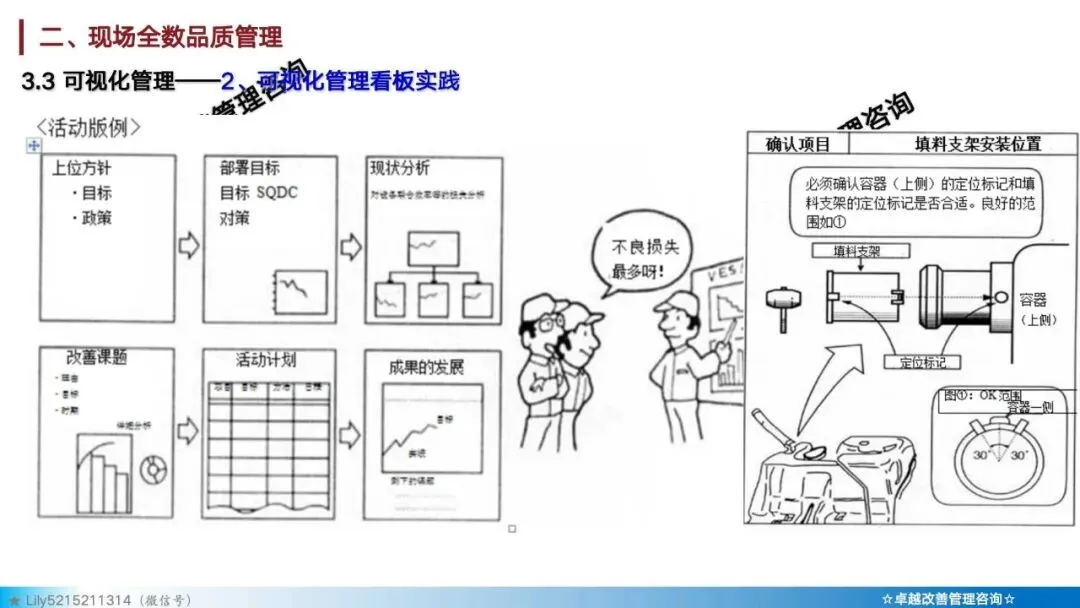
3. 目视化管理与看板管理
目视化管理是通过视觉工具将工作流程、标准和异常状态以图表、颜色、标识等形式呈现于现场,使所有人员能够“看见即明白”。其核心作用包括:清晰的信息传递、及时发现异常、强化标准执行、提升员工参与度。
在实践中,目视化工具多种多样:通过看板实时更新产线状态和任务进度,通过红灯闪烁提示设备故障或质量异常,通过不同颜色区分不同半成品类别和区域,通过图文卡片展示作业要点。该集团板材厂在关键设备旁安装“点巡检问题处理流程牌”及“设备运行指示牌”,设备状态一目了然,工序流程衔接效率提升了20%。
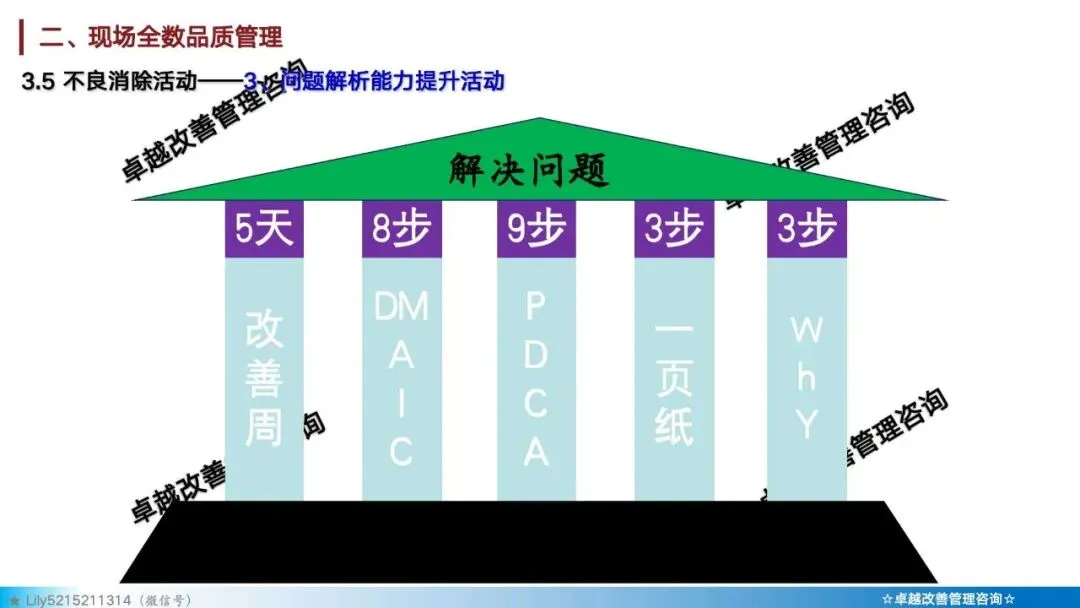
04 质量改进方法
质量控制不仅在于“守住标准”,更在于持续改进。现场质量管理需要一套科学的方法论来推动质量水平的持续提升。
1. PDCA循环
PDCA循环(计划—执行—检查—处理)是质量管理的基本工作方法。它是一种基于逻辑思维顺序的持续改进模型,通过四个阶段循环迭代,逐步完善管理和执行中的每个环节。
在具体应用中,计划阶段的任务是找出问题、分析原因、制定措施;执行阶段按照计划方案组织实施,对员工进行培训和分工;检查阶段通过班组自查、车间检查、公司抽查等多层级评估,验证执行效果;处理阶段将成功经验标准化,未能解决的问题进入下一轮PDCA循环。每月循环一次,使现场管理工作得到稳定而快速的提升。
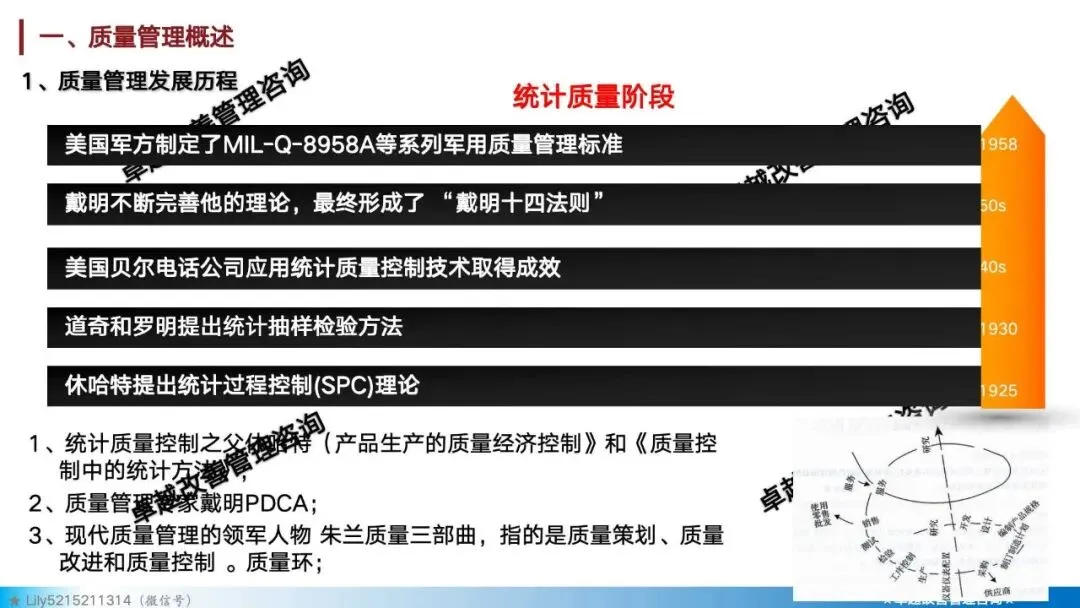
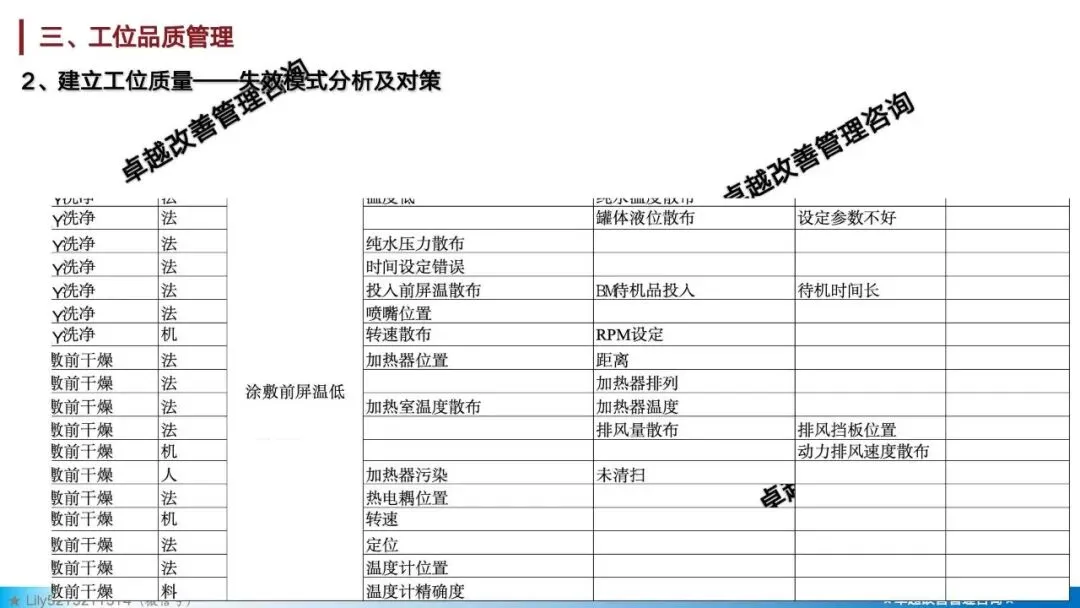
2. QC七大手法与统计过程控制
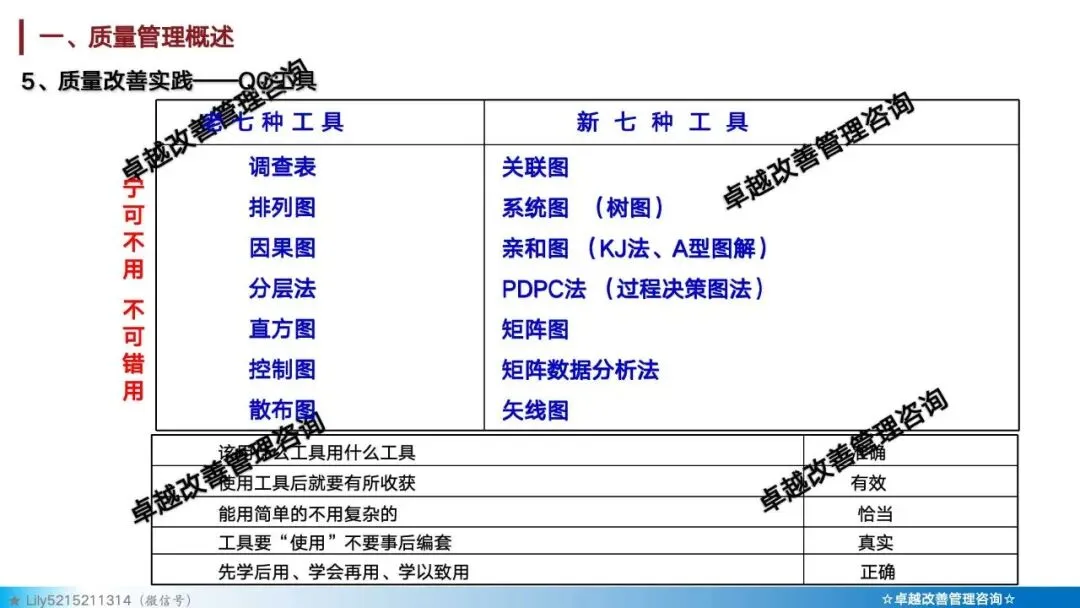
QC七大手法是现场质量改进的基础工具,包括检查表、柏拉图、因果图、直方图、散布图、控制图、分层法等。这些工具帮助团队从数据中发现问题、分析原因、验证效果。
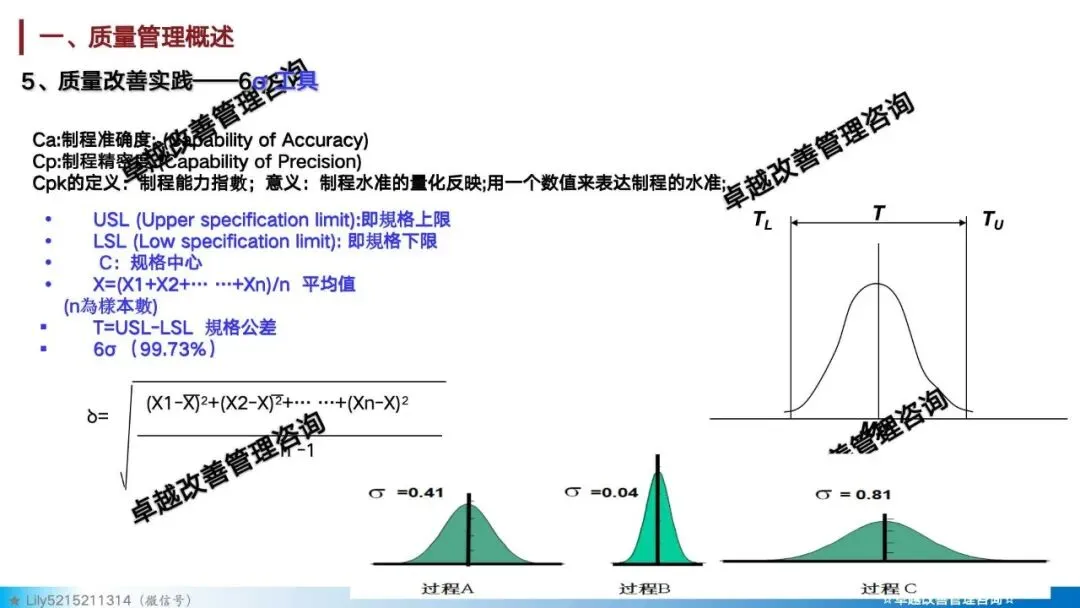
统计过程控制(SPC)则是通过控制图分析生产过程是否处于统计受控状态。例如,在巡检过程中收集旋盖扭矩参数,计算控制限度,当数据超差时及时识别异常,确保产线稳定受控。
3. QCC品管圈
QCC(品管圈)是鼓励一线员工参与质量改进的有效形式,通过组建改善小组,围绕现场实际问题开展课题攻关。
05 实施建议
做好现场质量管理,建议从以下几个方面着手:
1. 树立正确理念:坚持“质量是管出来的,不是检出来的”,将质量控制从“事后拦截”前移至“过程预防”。
2. 夯实基础管理:先推行5S管理和标准化作业,建立有序、规范的现场环境,为质量控制奠定基础。
3. 建立过程管控体系:落实首件检验、三检制、巡检等制度,构建从首件到末件的完整过程质量防线。
4. 善用工具方法:灵活运用PDCA循环、QC七大手法、SPC等工具,推动质量水平的持续提升。
5. 激发全员参与:通过QCC品管圈等形式,鼓励一线员工参与质量改进,将质量管理转化为每个人的自觉行动。
6. 数据驱动决策:建立质量数据采集和分析体系,用数据说话,用数据驱动改进。
现场质量管理是一项系统工程,需要理念、制度、工具、人员的协同配合。只有在日常生产中不断实践、持续改进,才能真正将质量管理的理念转化为可落地的行动和可见的成效。
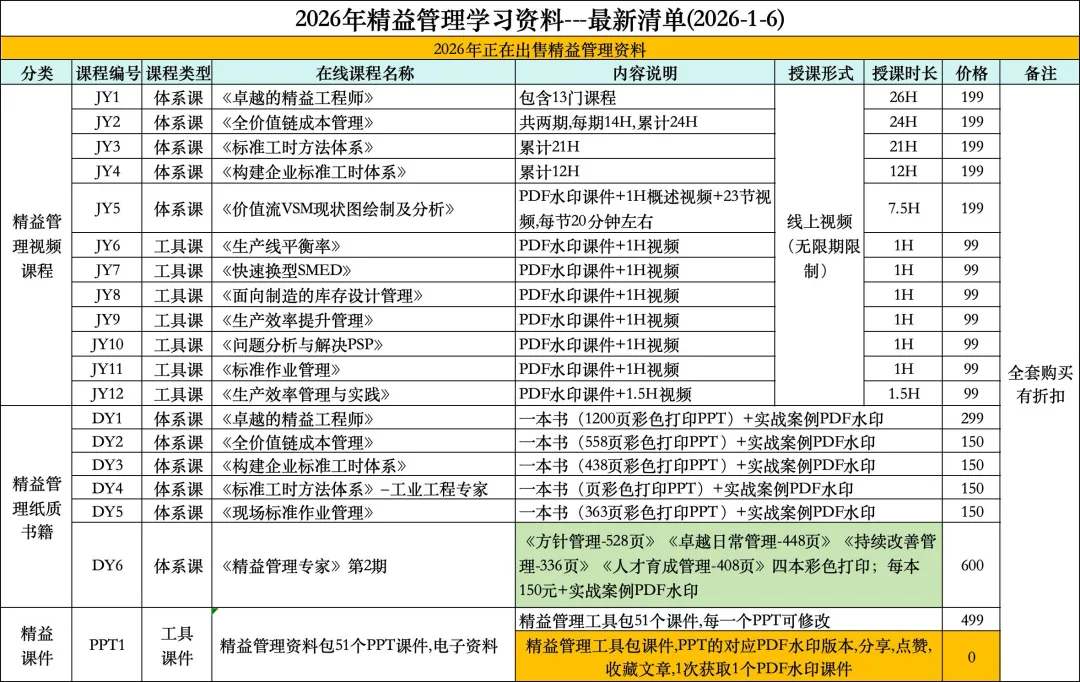
《现场质量管理实践》PPT内容分享:
对精益感兴趣的,想提升自己能力的伙伴可联系购买!









 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
