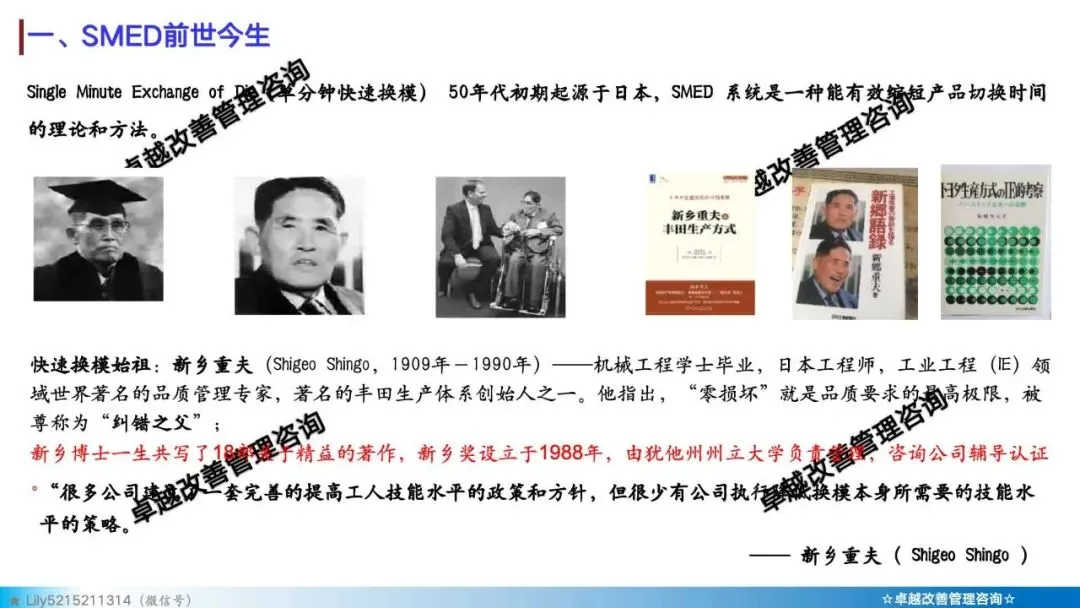
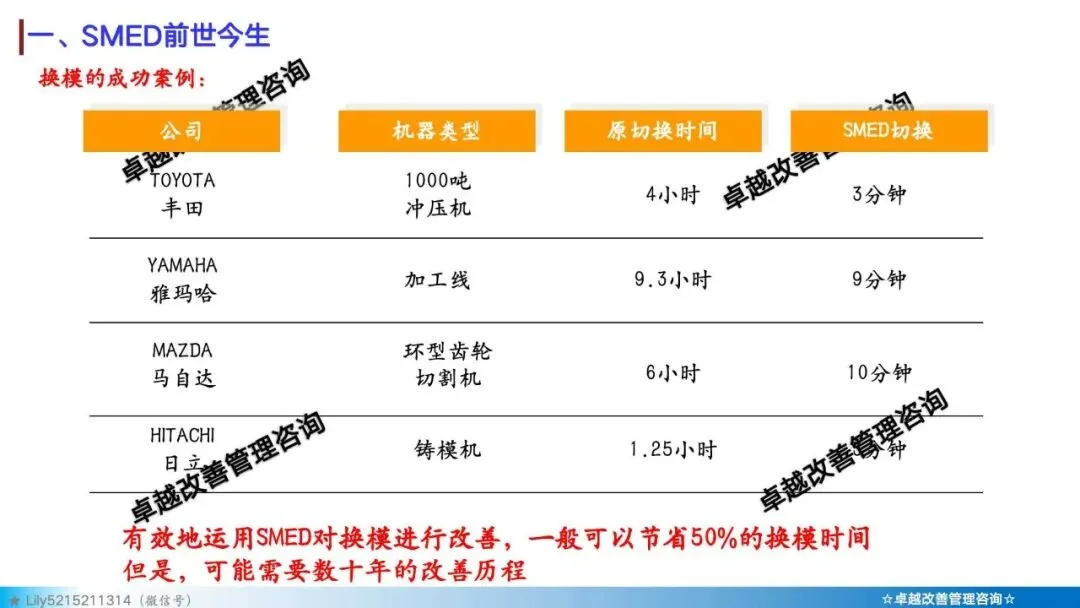
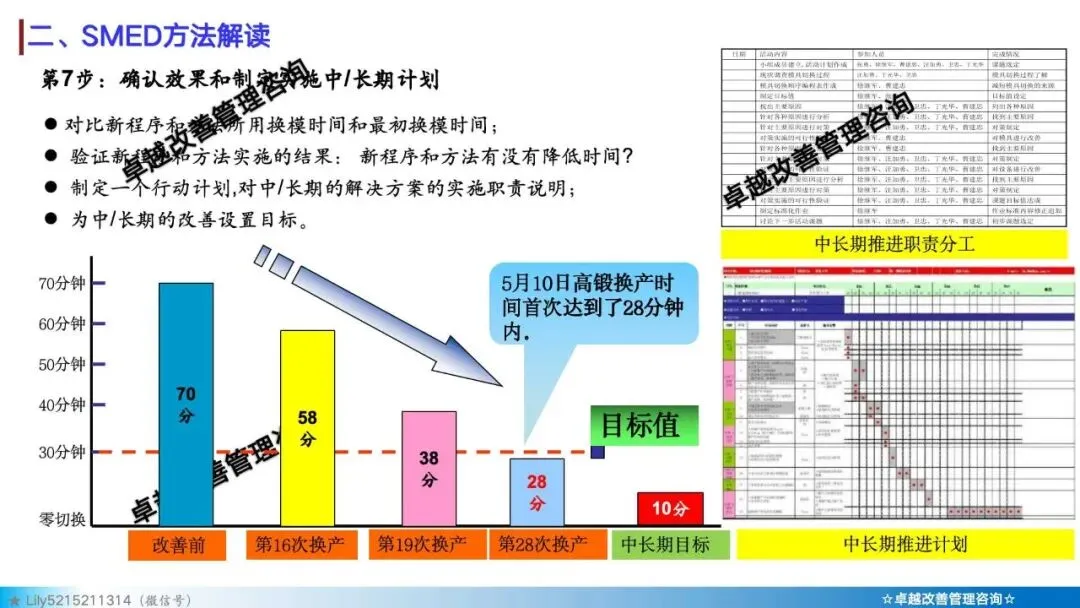
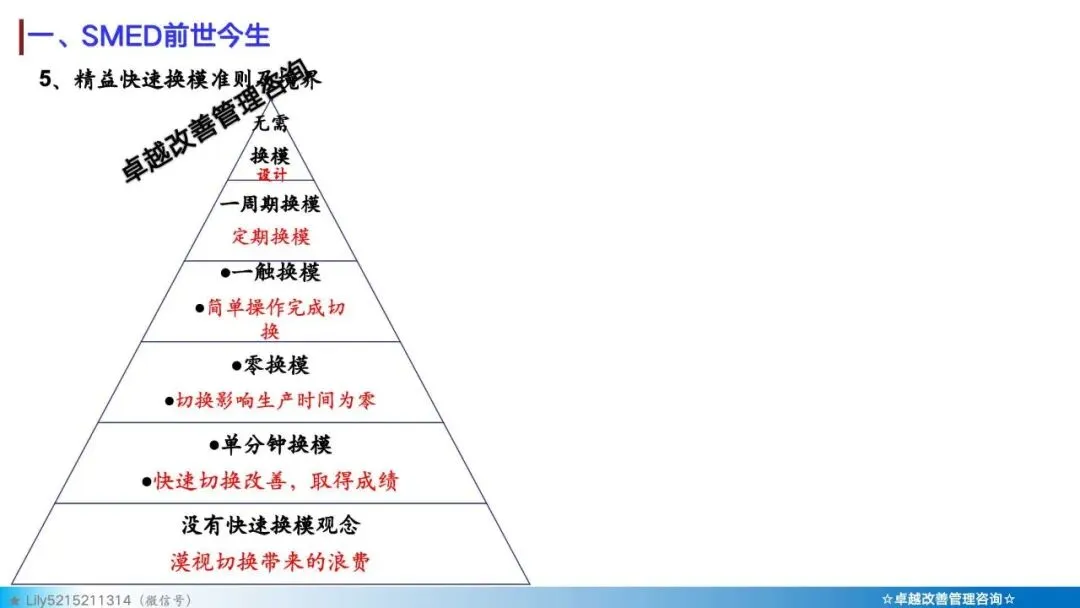
SMED 全称 Single-Minute Exchange of Dies,意为“单分钟快速换模”。它是精益生产中减少设备停机时间、提升效率的核心方法,目标是将换模时间缩短到 10分钟以内(即“单分钟”)。
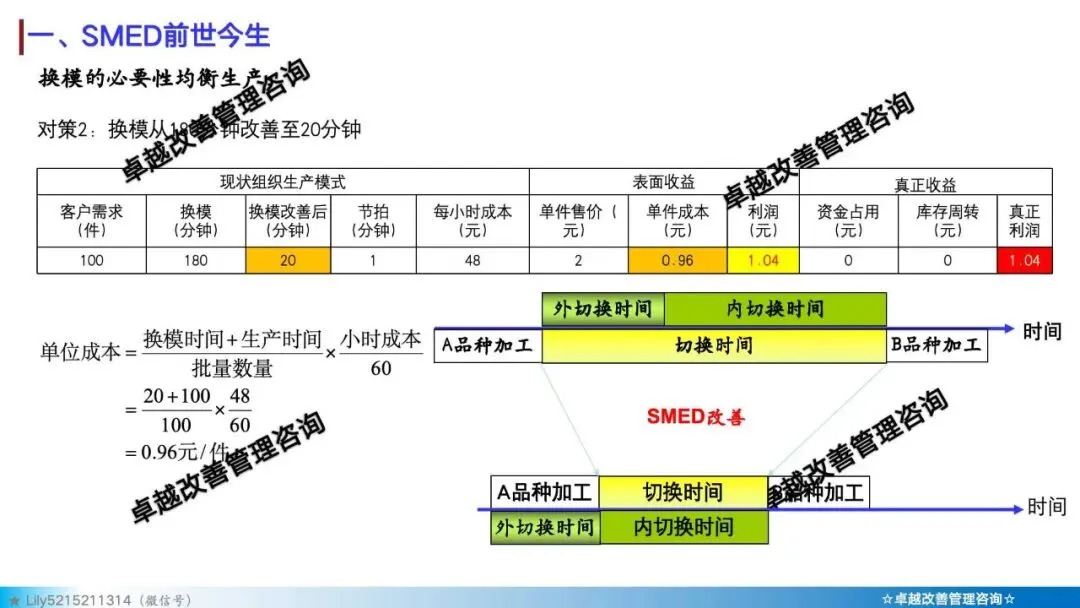
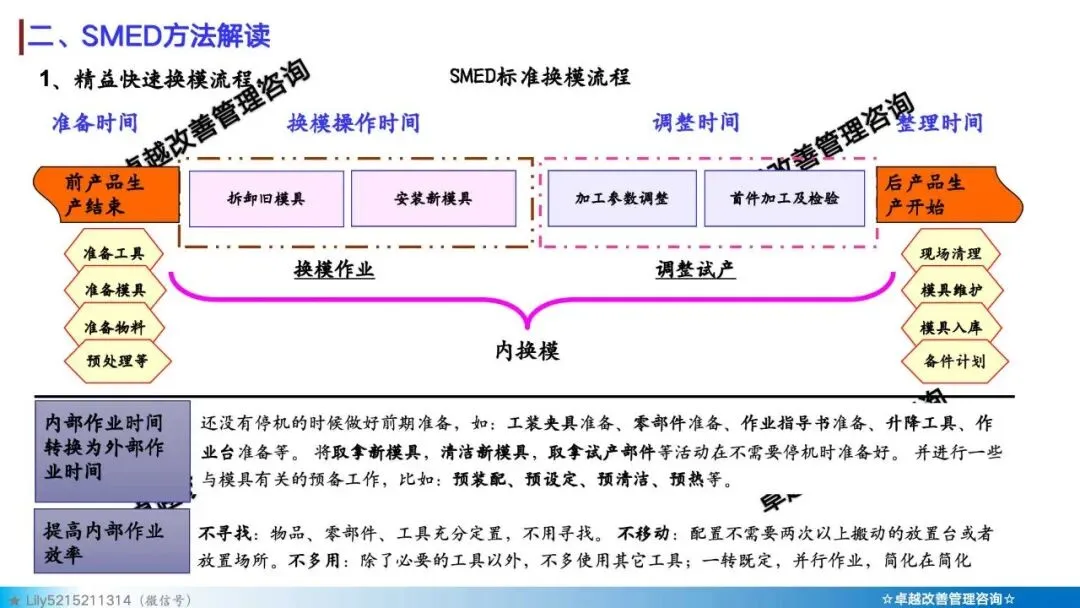
由日本工程师 新乡重夫 在丰田创立,核心逻辑是将换模时间分为两部分:
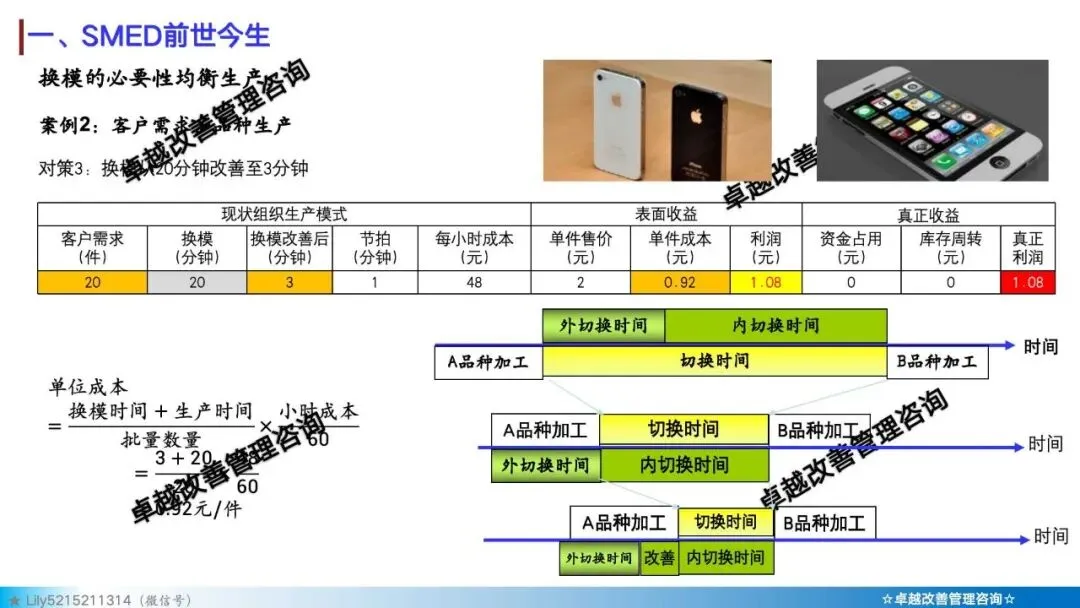
· 内部作业:必须停机才能进行的操作(如拆装模具)。
· 外部作业:可在设备运行时并行进行的操作(如准备工具、预热模具)。
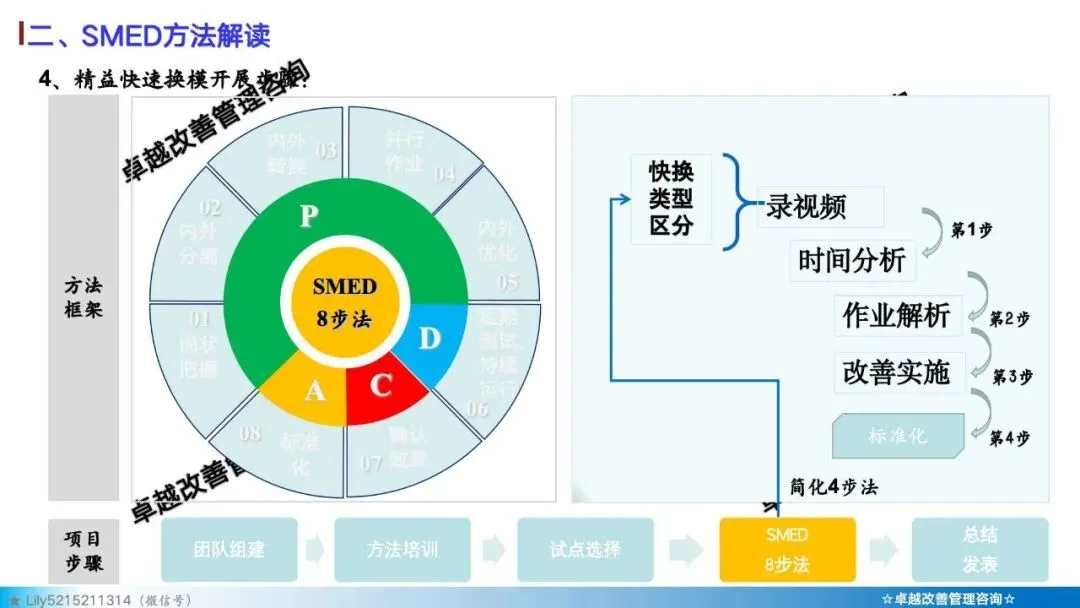
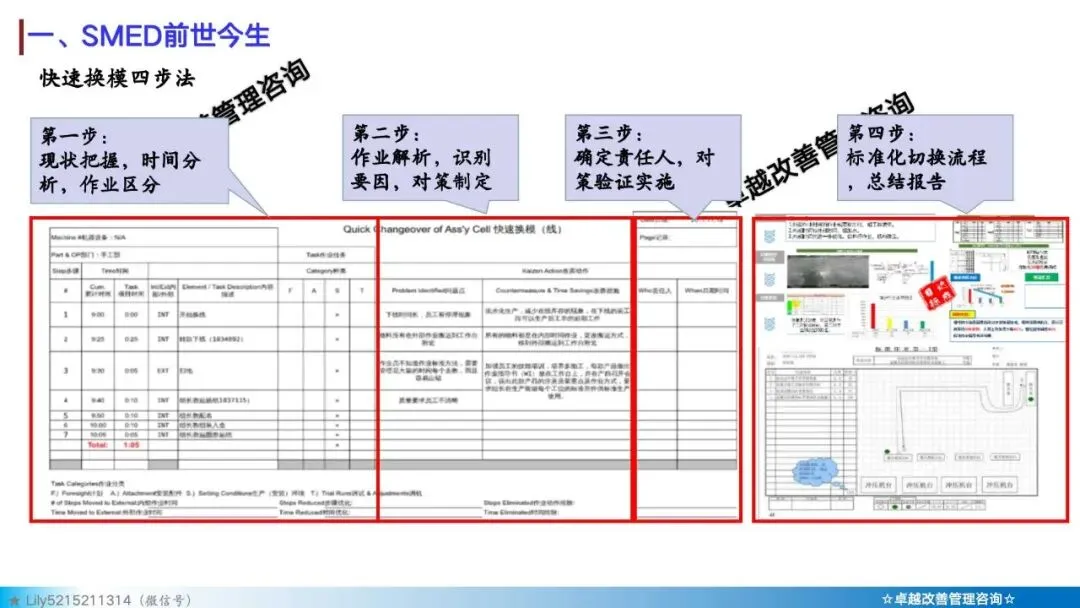
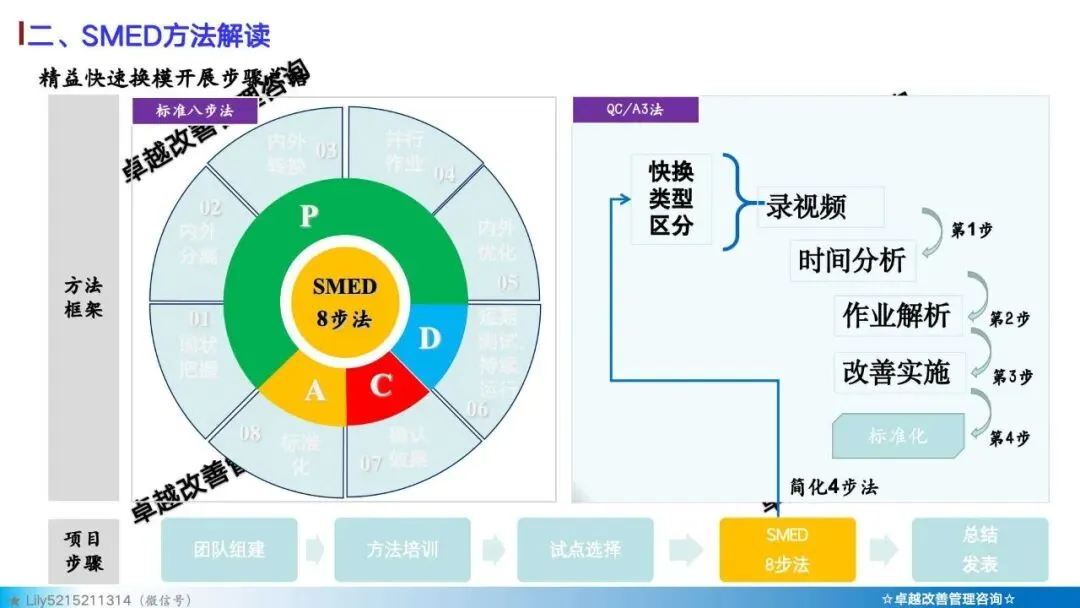
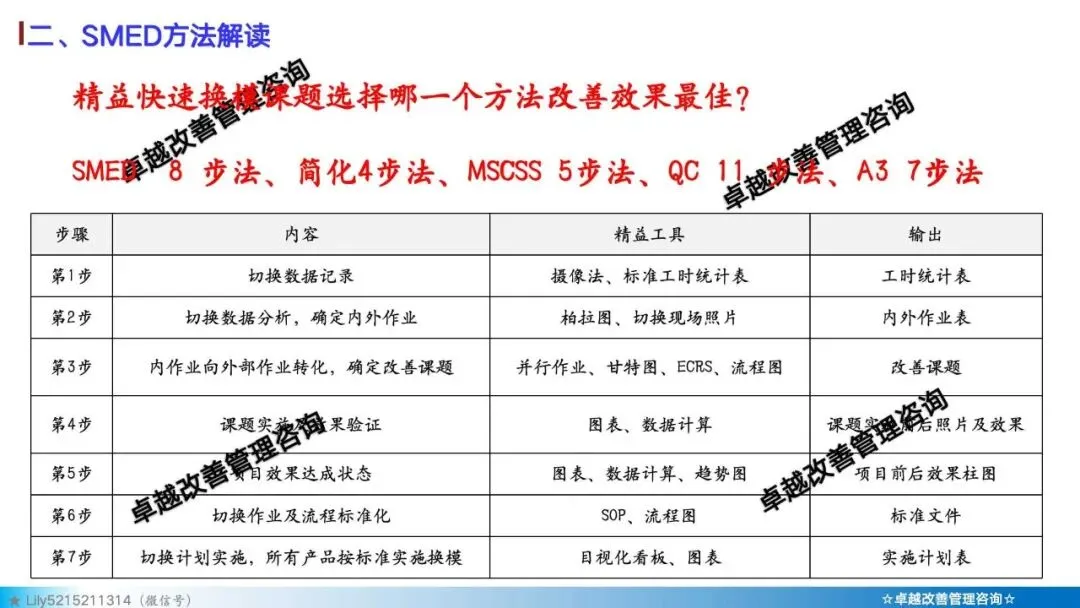
01 实施步骤通常为
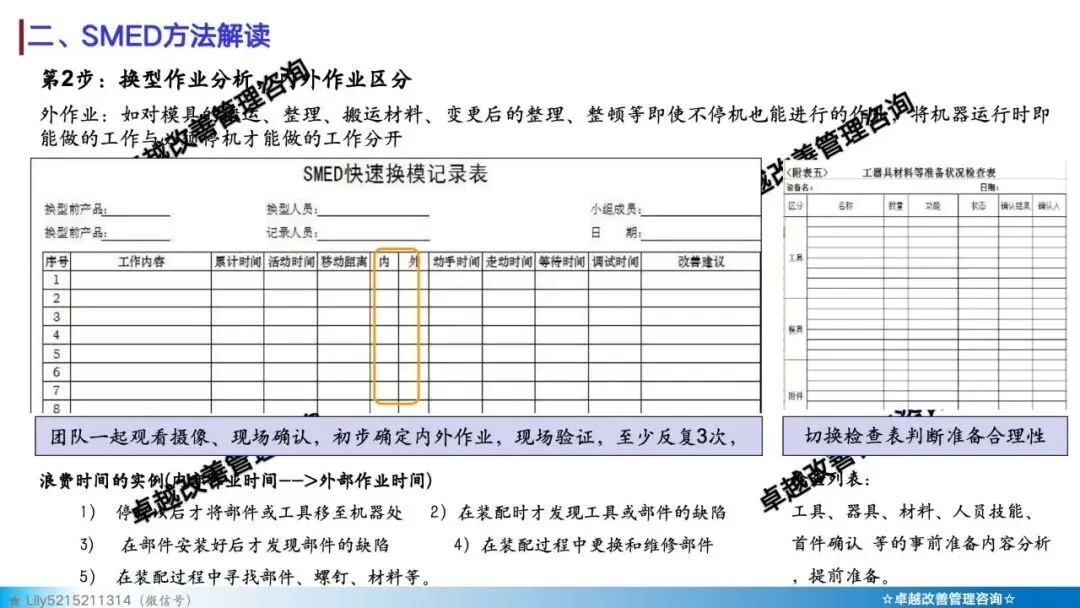
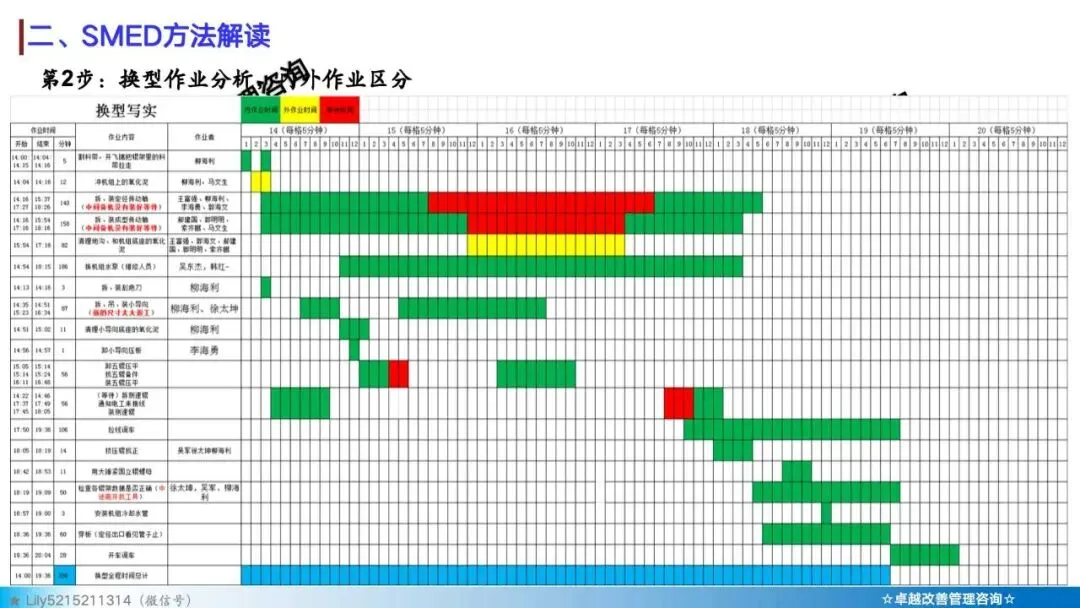
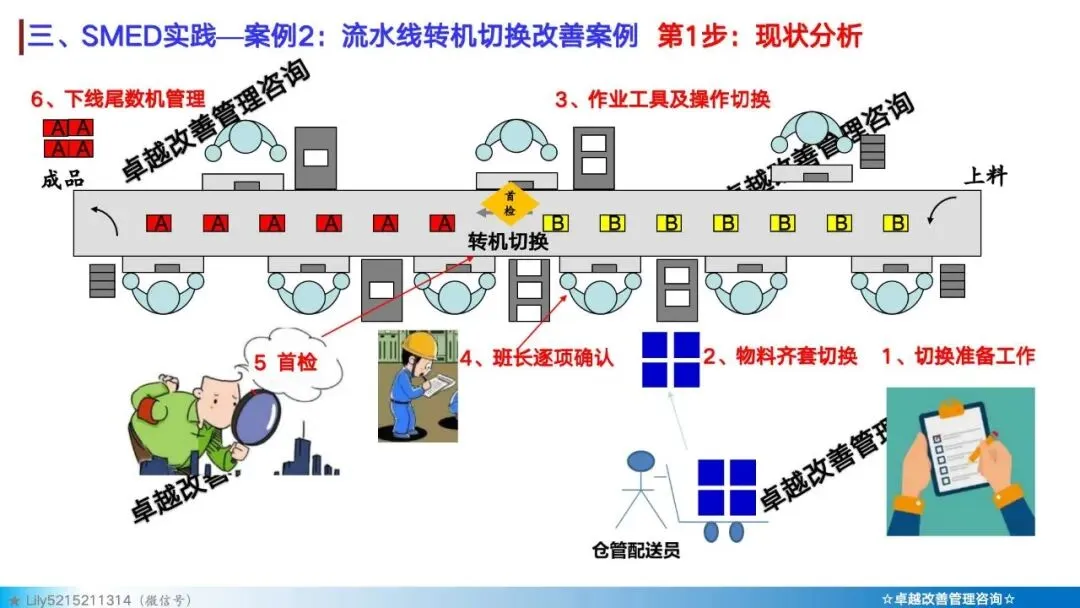
1. 区分内外:明确区分哪些工作必须停机做,哪些可以提前或延后做。
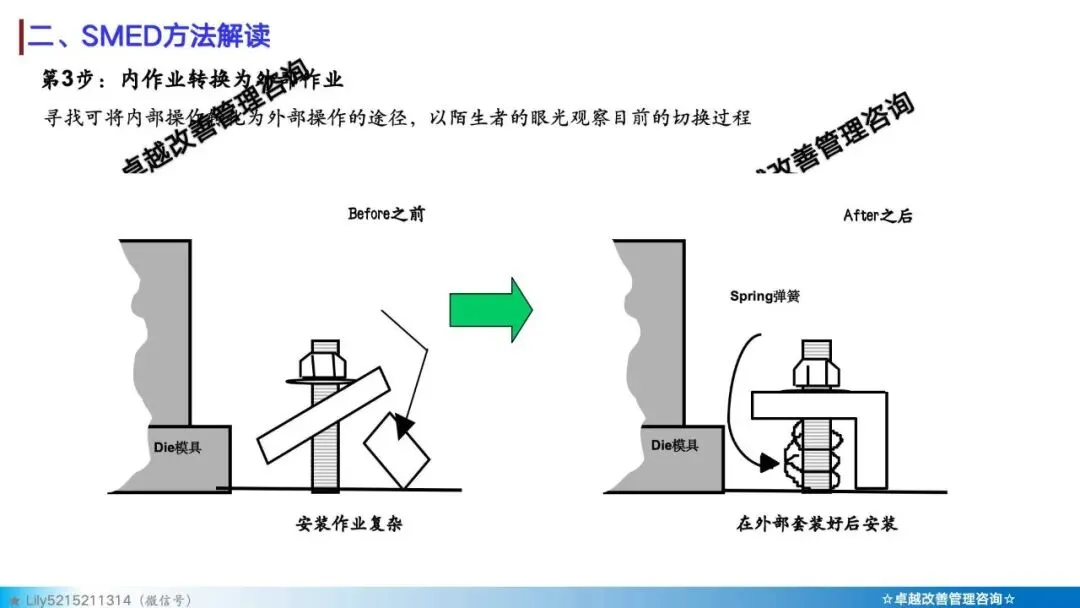
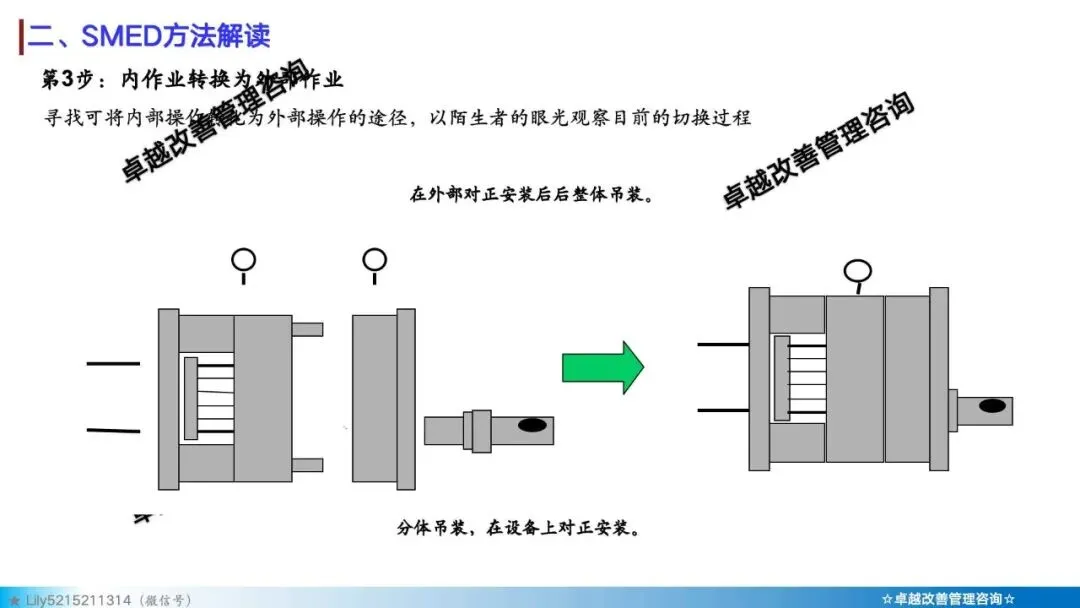
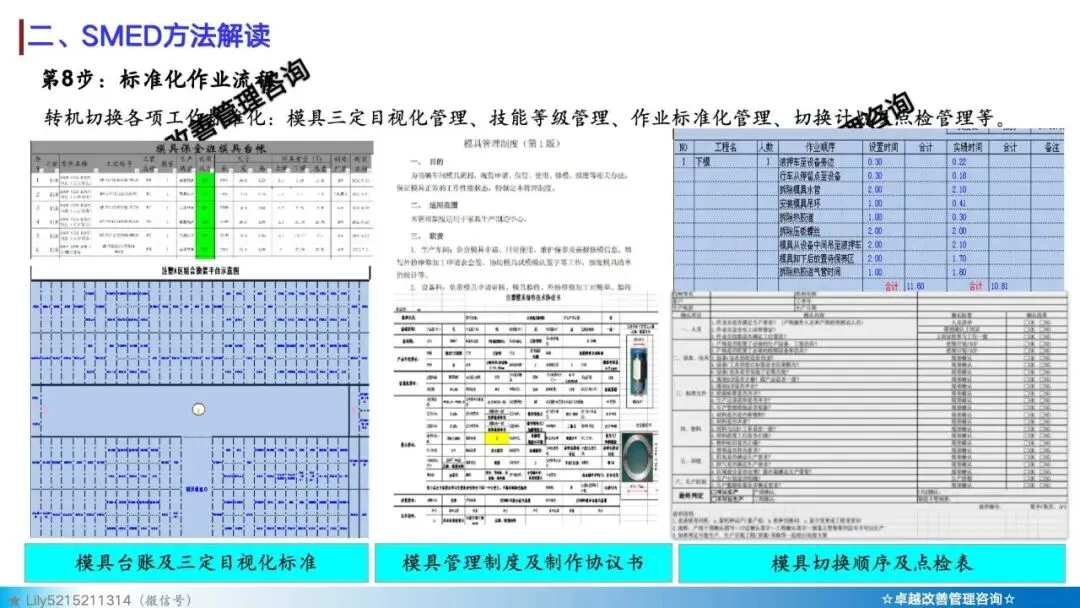
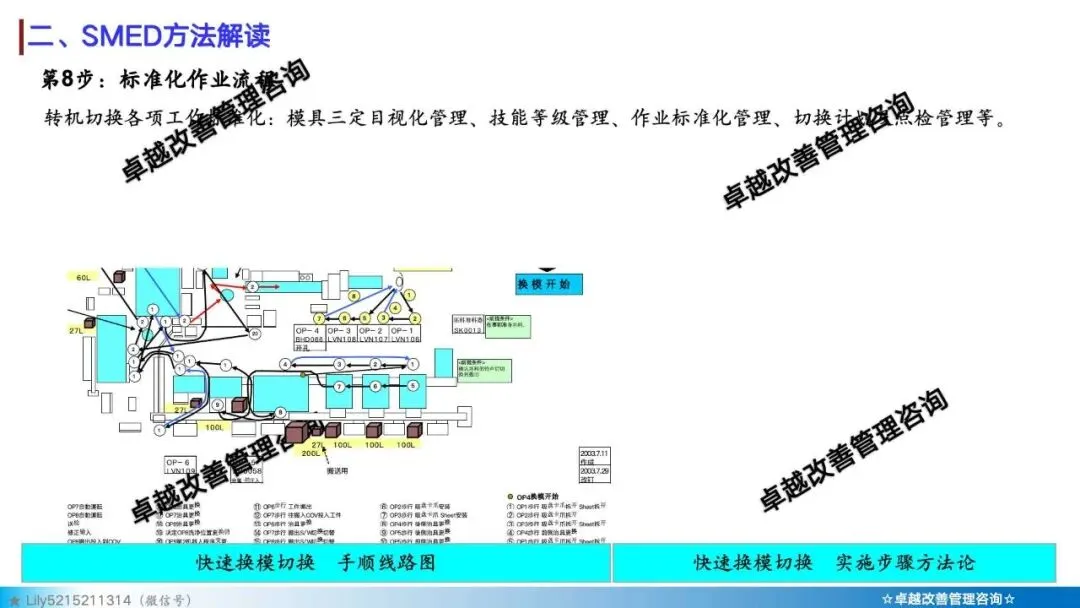
2. 转化:尽可能将“内部作业”转化为“外部作业”(例如使用模具标准化接口,实现“一触即换”)。
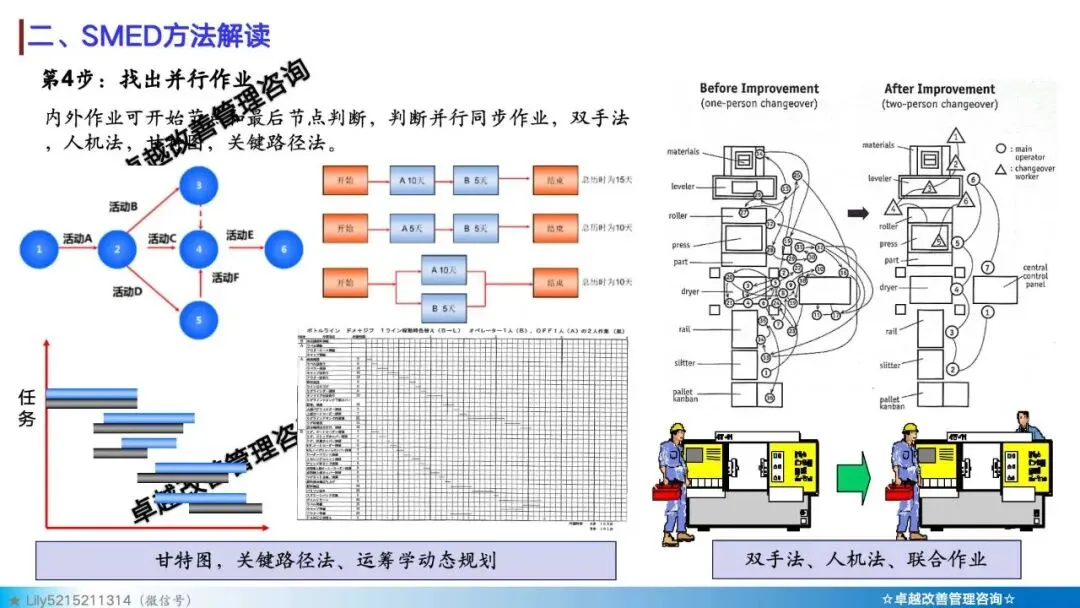
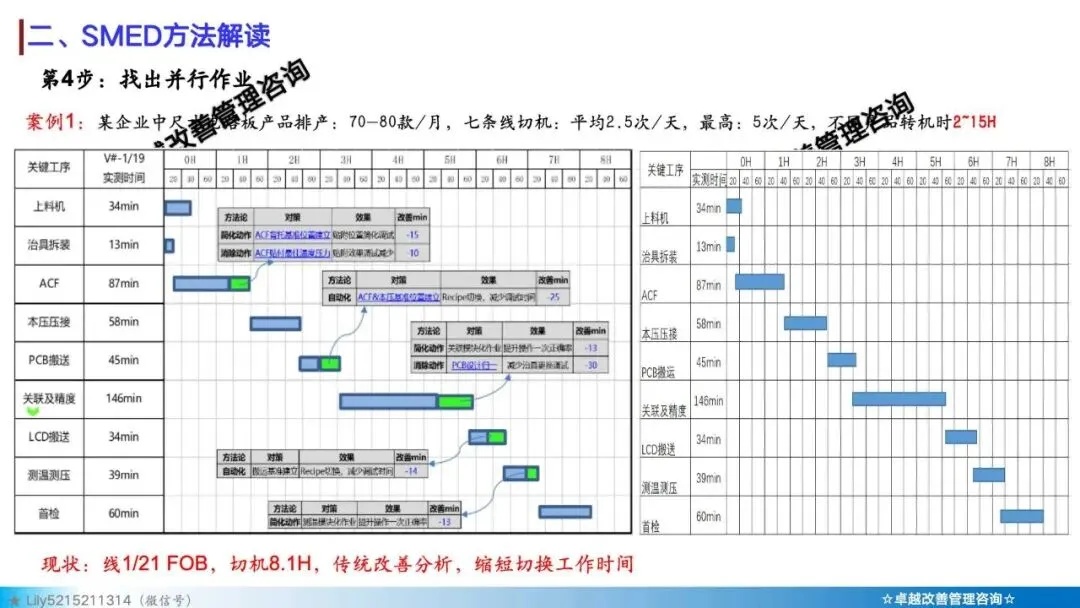
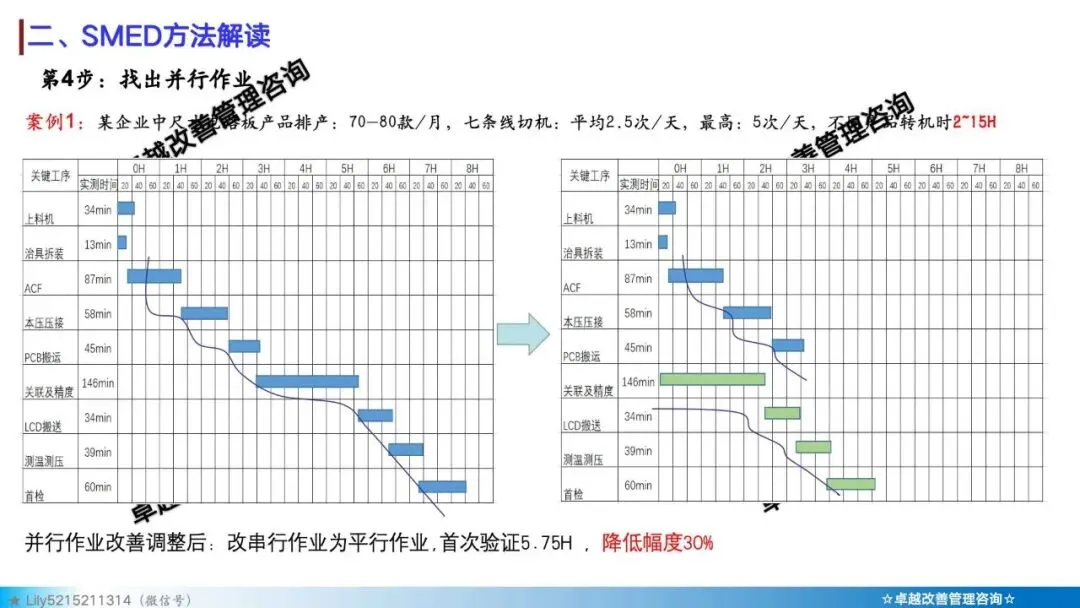
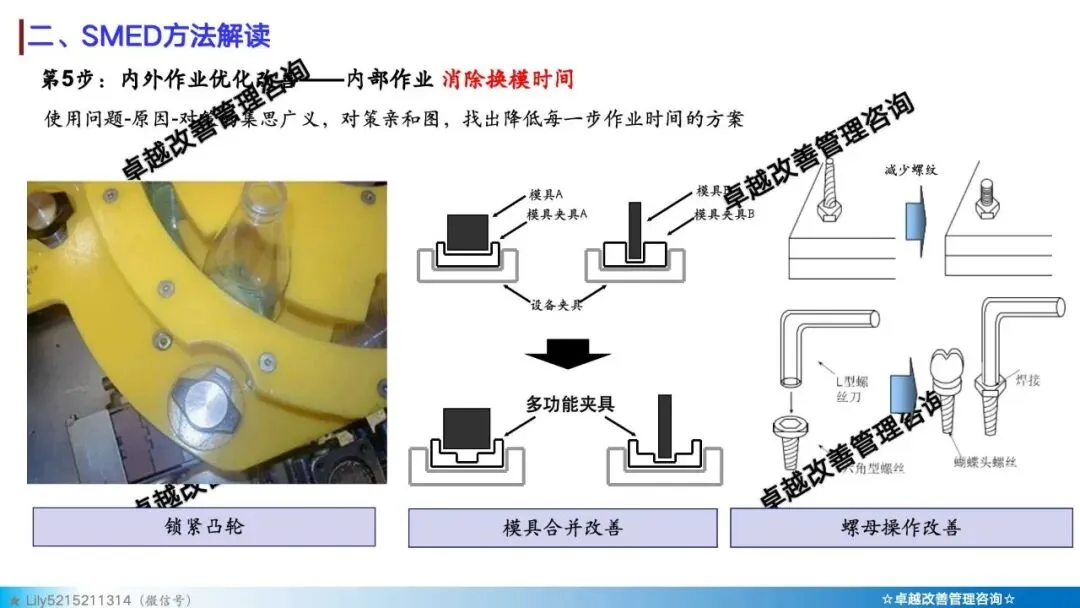
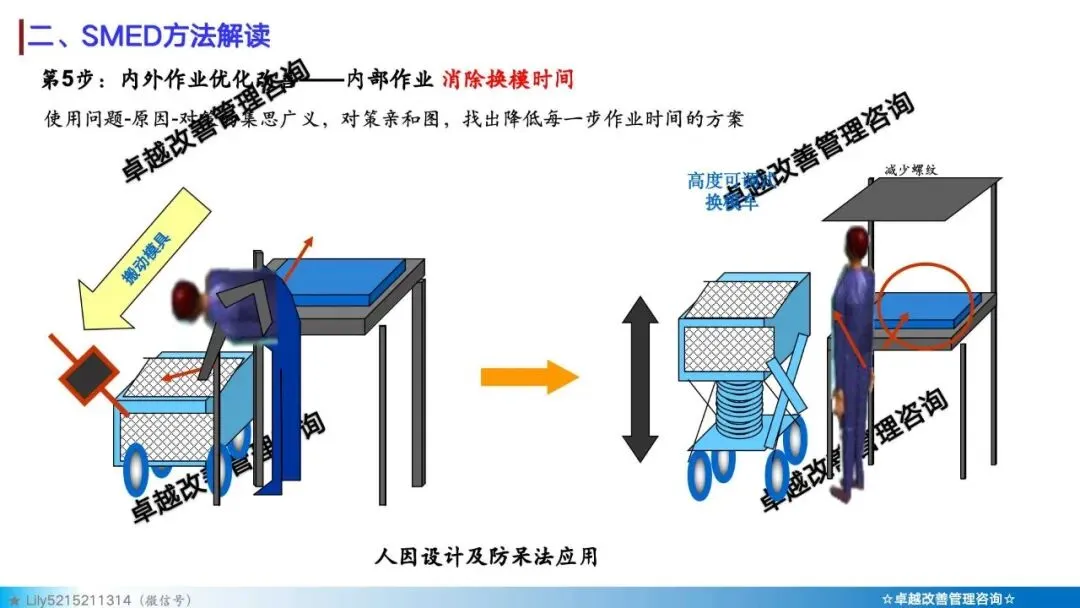
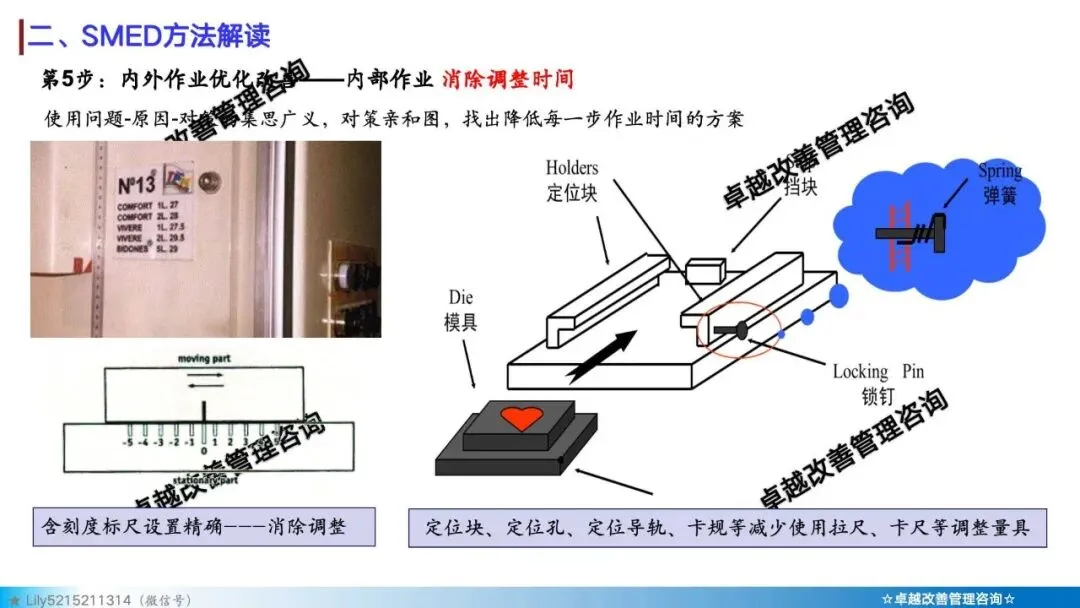
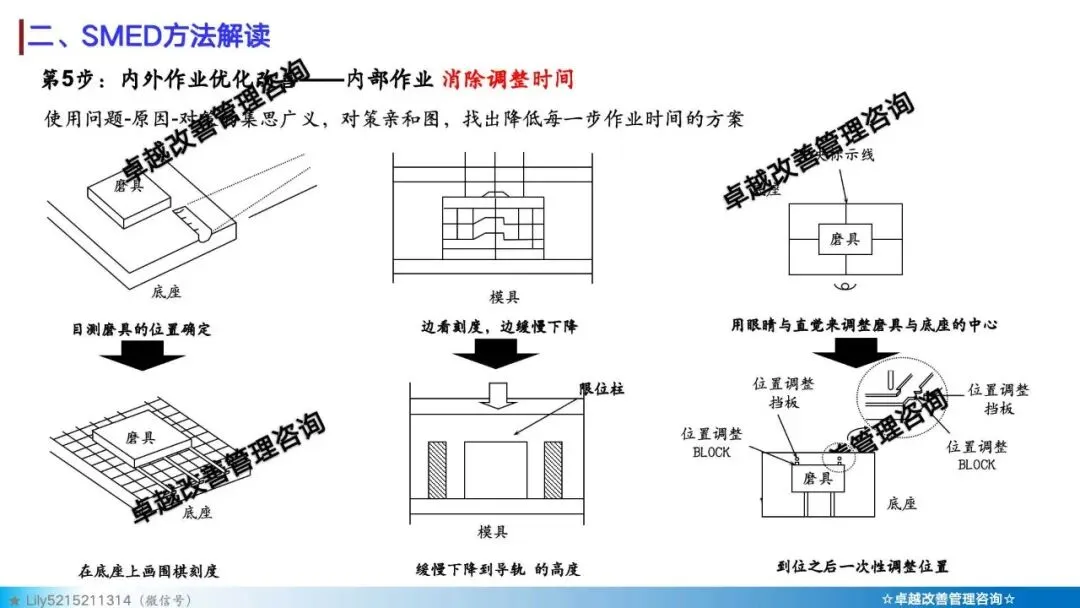
3. 优化:精简所有操作,引入并行作业、使用功能夹具、取消调试环节(如采用位置记忆装置)。
02 为什么要区分“内部”和“外部”?
这是SMED最根本的洞察。传统思维认为“换模必须停机”,但分析后会发现,大量工作(如找工具、预热、搬运)其实并不需要机器停下来。
区分的实操要点:
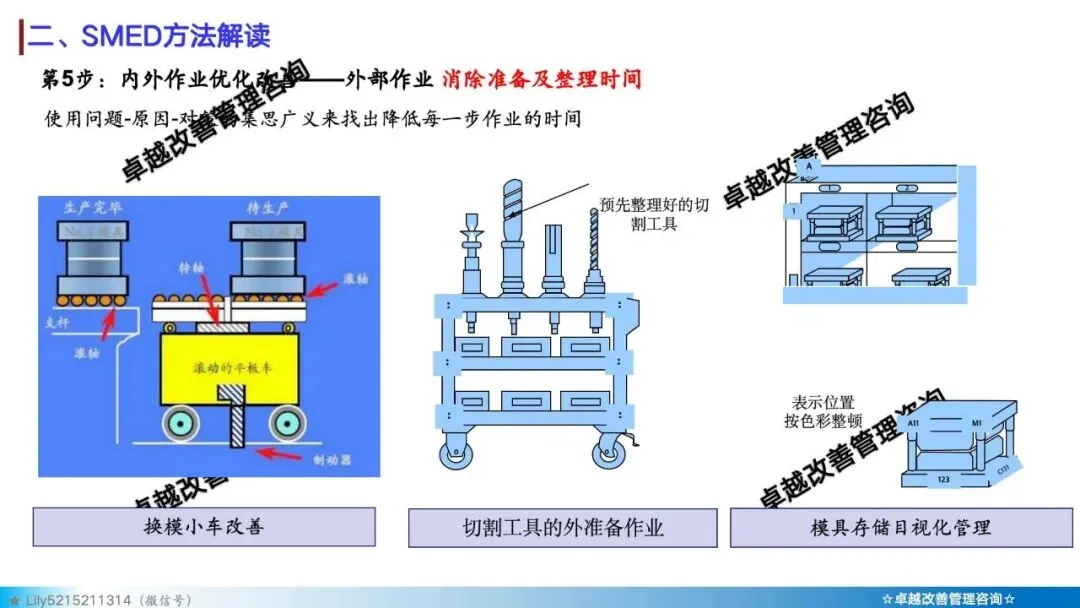
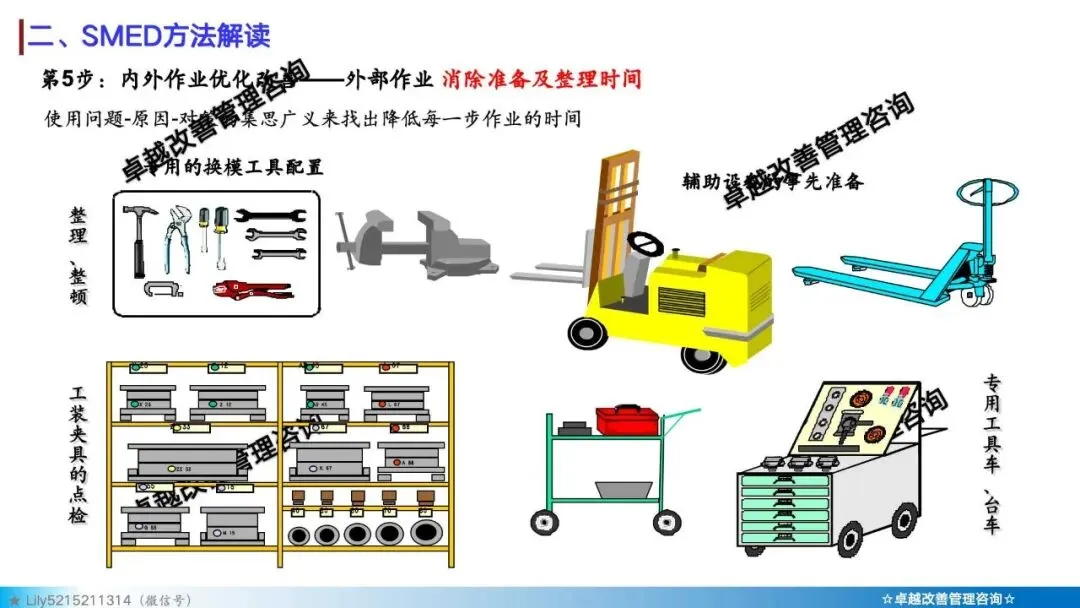
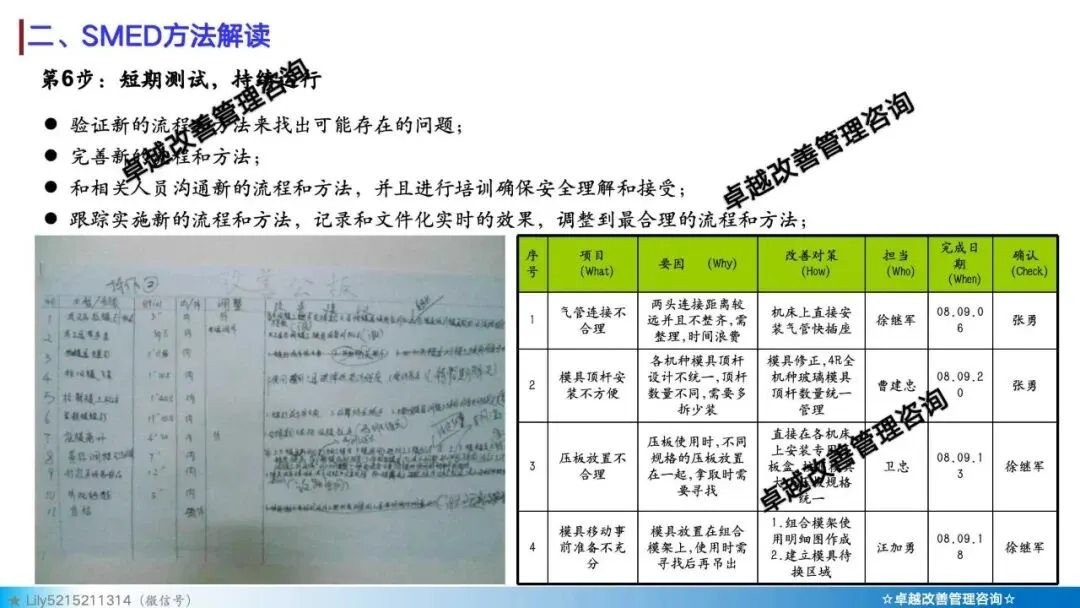
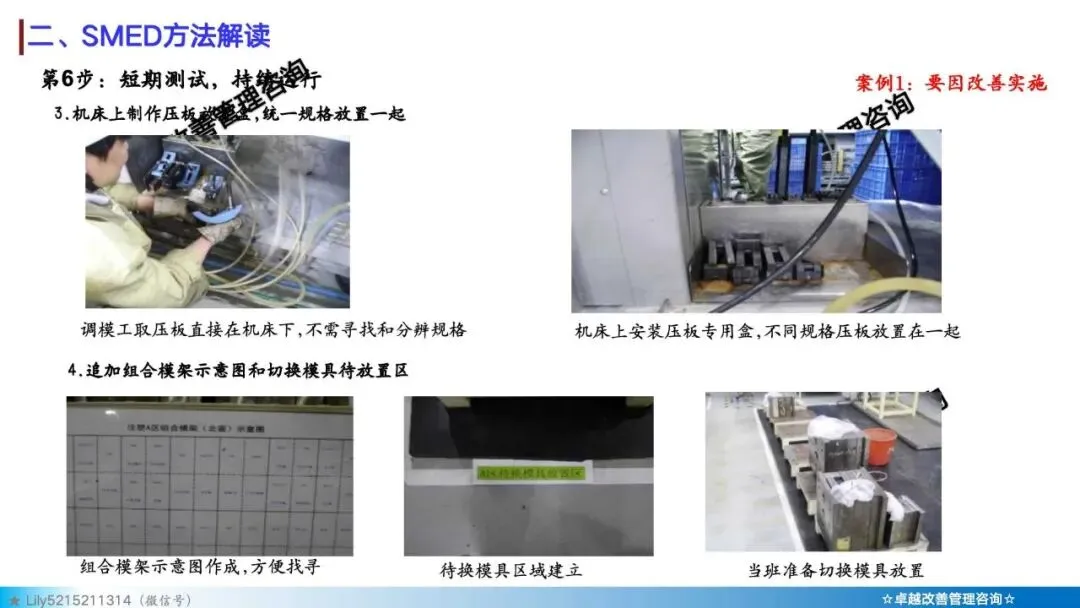
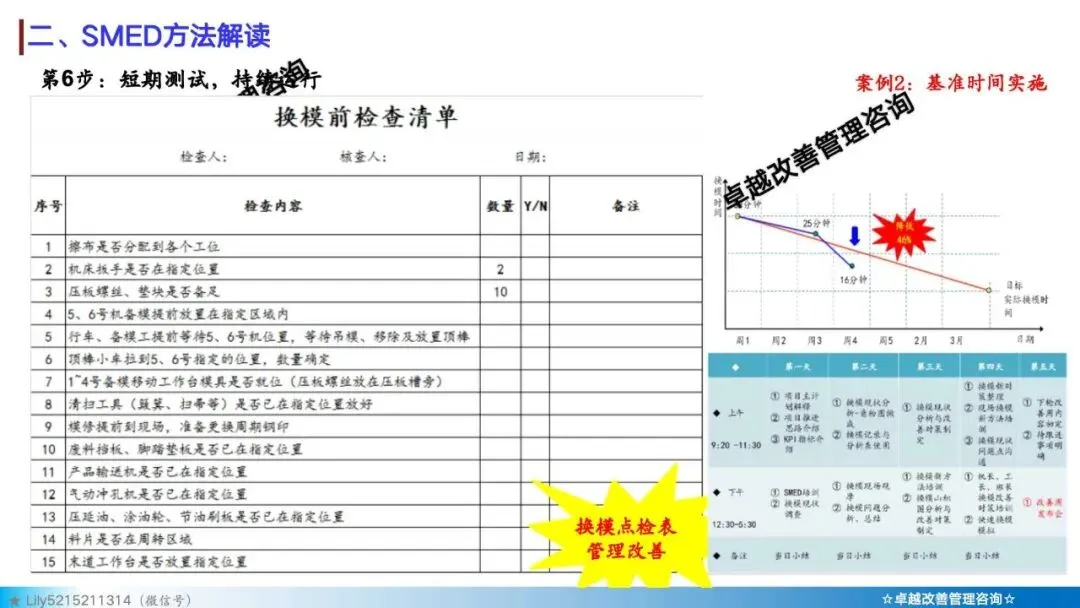
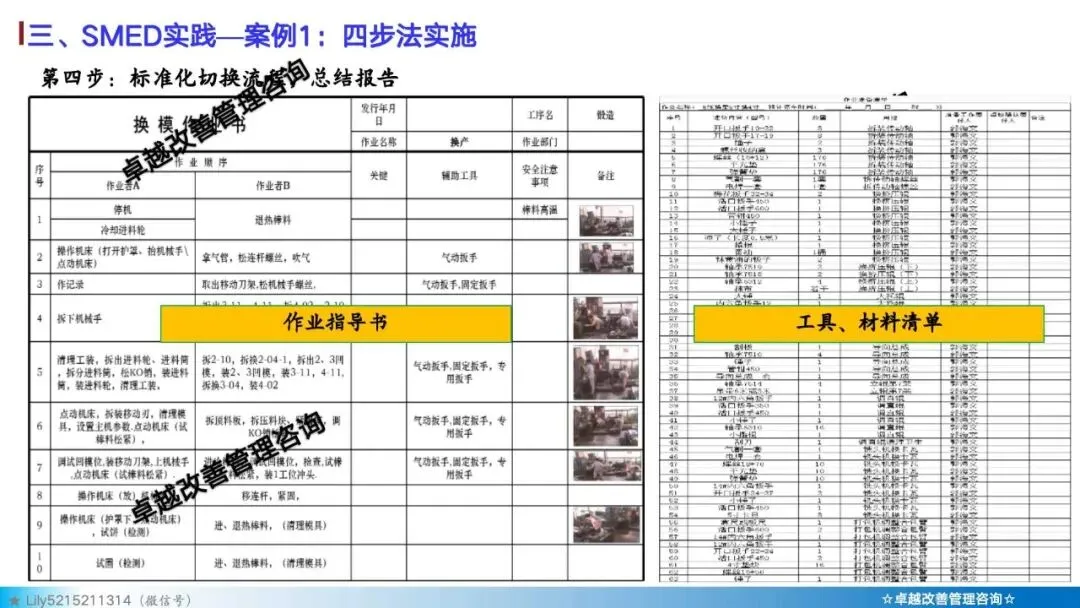
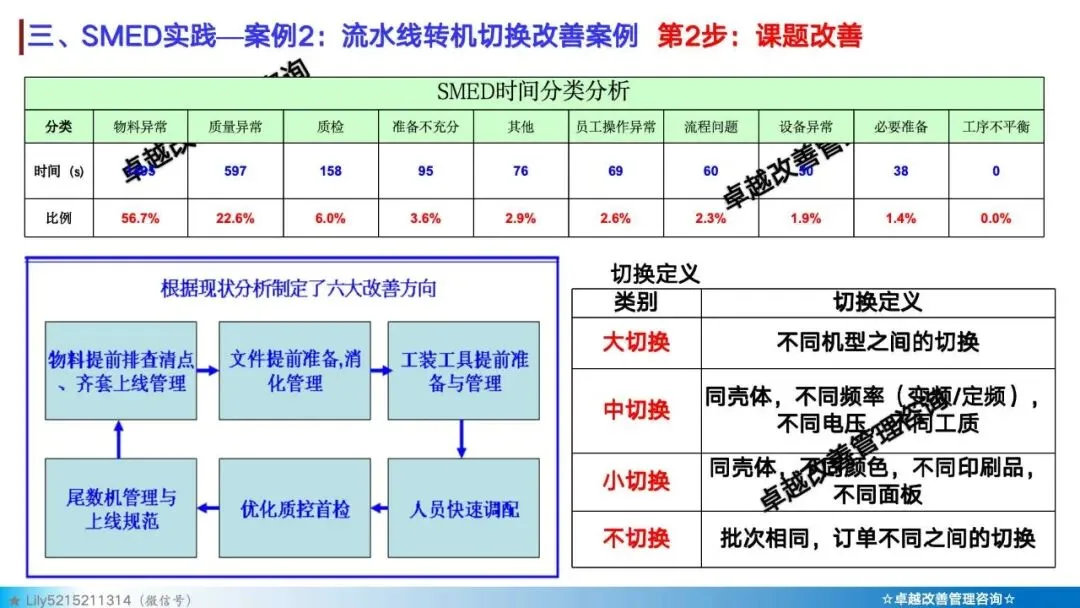
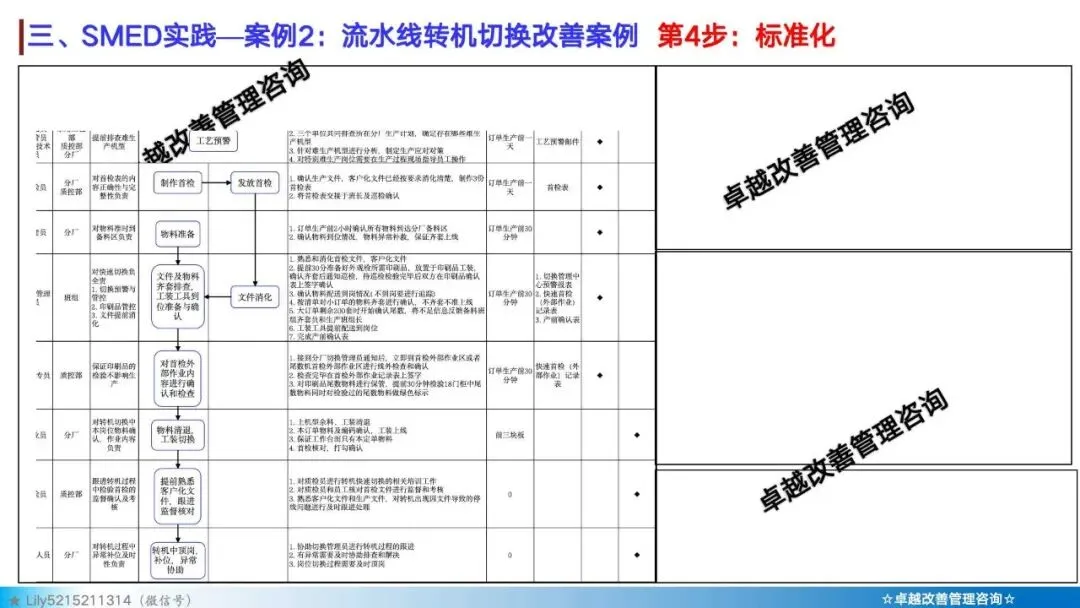
· 用“检查表”固化外部作业:将模具、工具、辅料预先放置在设备旁,并确认状态完好。很多停机时间其实是“准备不足”造成的。
· 物理标识:在设备周围用色块或线条明确划分“内部作业区”和“外部作业区”,防止人员误入或操作混淆。
03 如何将“内部”转化为“外部”(核心技术)
这是SMED中最具挑战也最有价值的一步,常用手段包括:
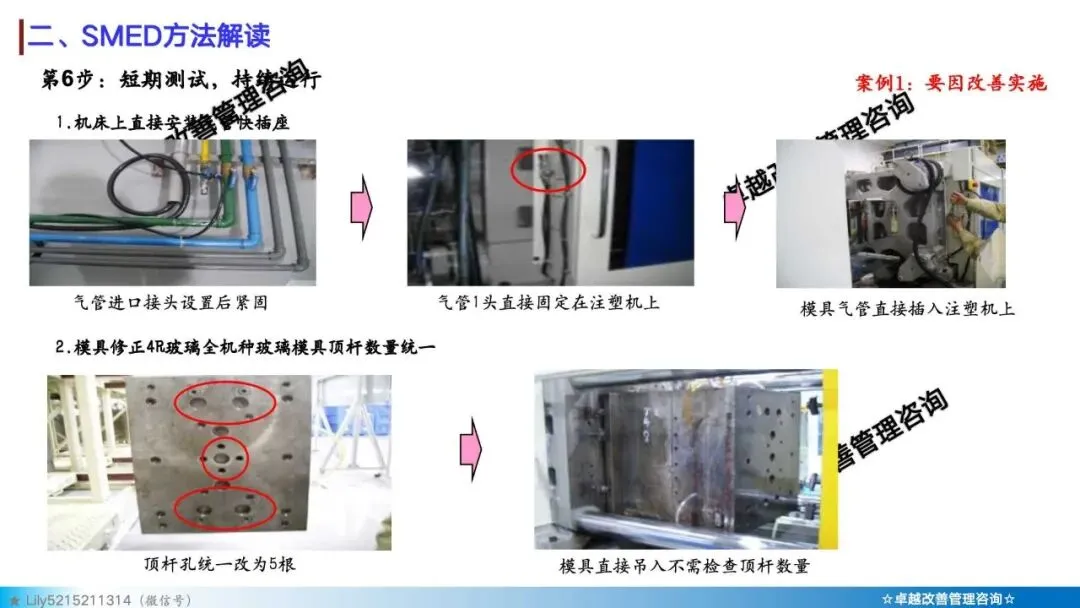
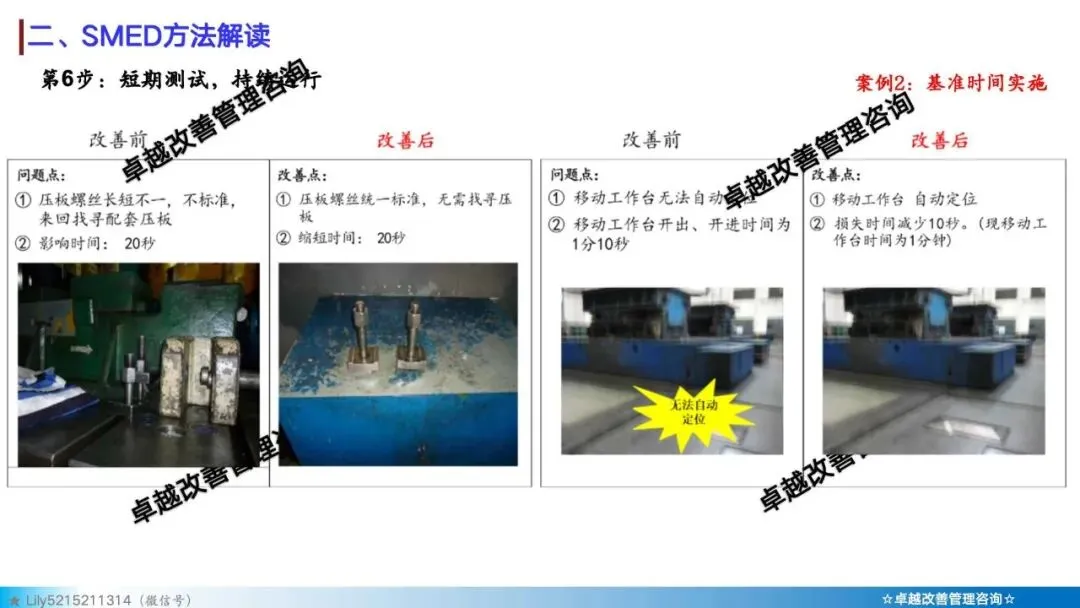
· 功能标准化:使用相同直径的螺栓、相同高度的模具,或统一压板规格,避免每次换模都要调整工具。
· 中间夹具(一触式切换):将模具固定在标准化的中间板上。设备只固定这块板,换模时整体推入、锁紧,将复杂的“拆装模具”转化为简单的“更换整板”。
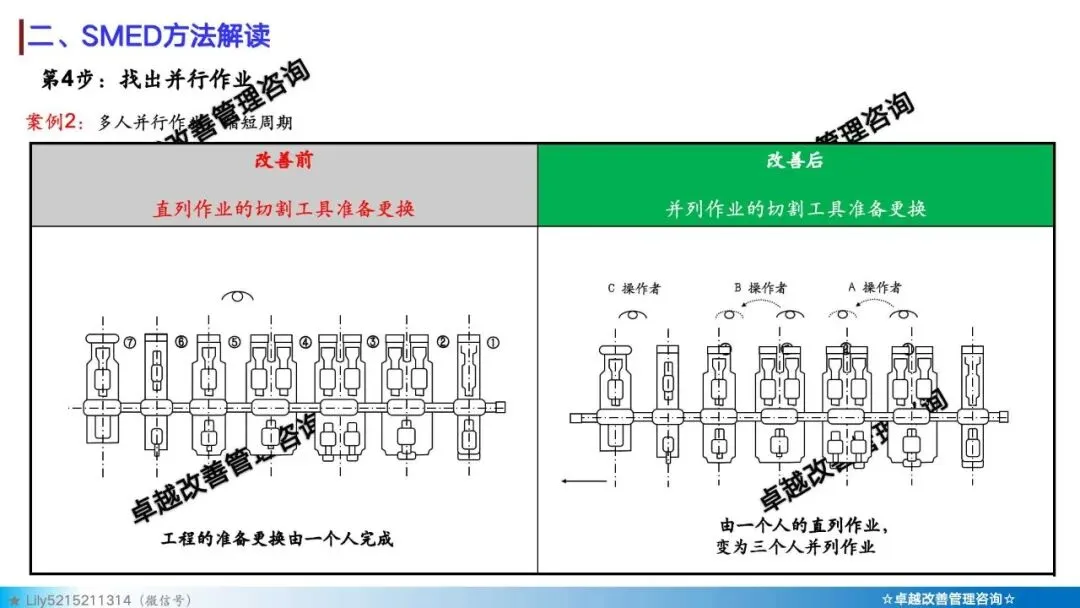
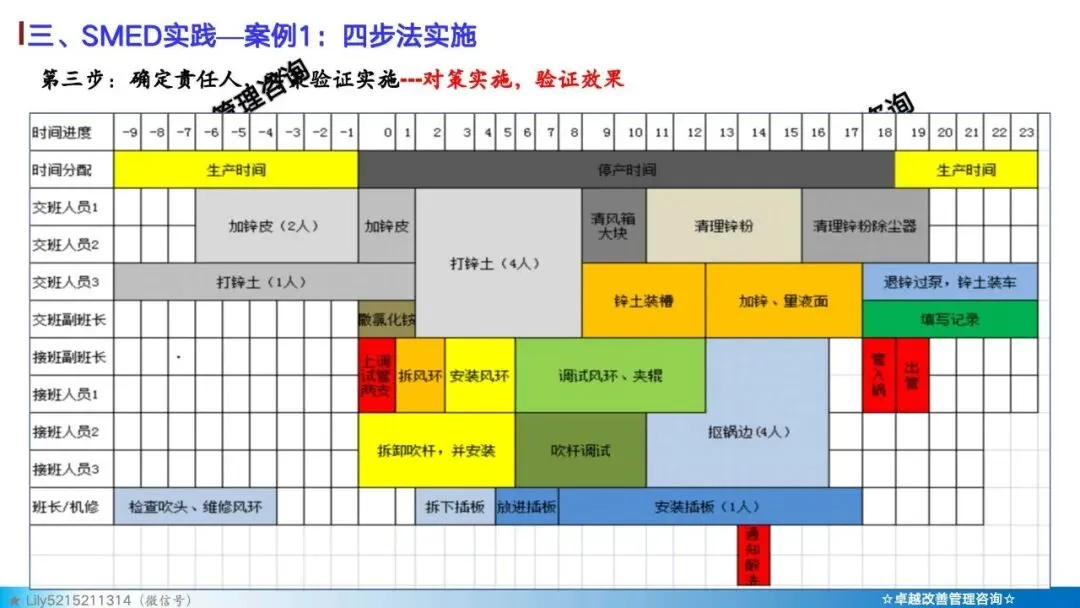
· 并行作业:若有多名操作员,一人负责拆卸(内部),另一人同时负责搬运新模具和整理旧工具(外部),前提是严格的安全隔离。
04 优化内部作业——消除“调试”
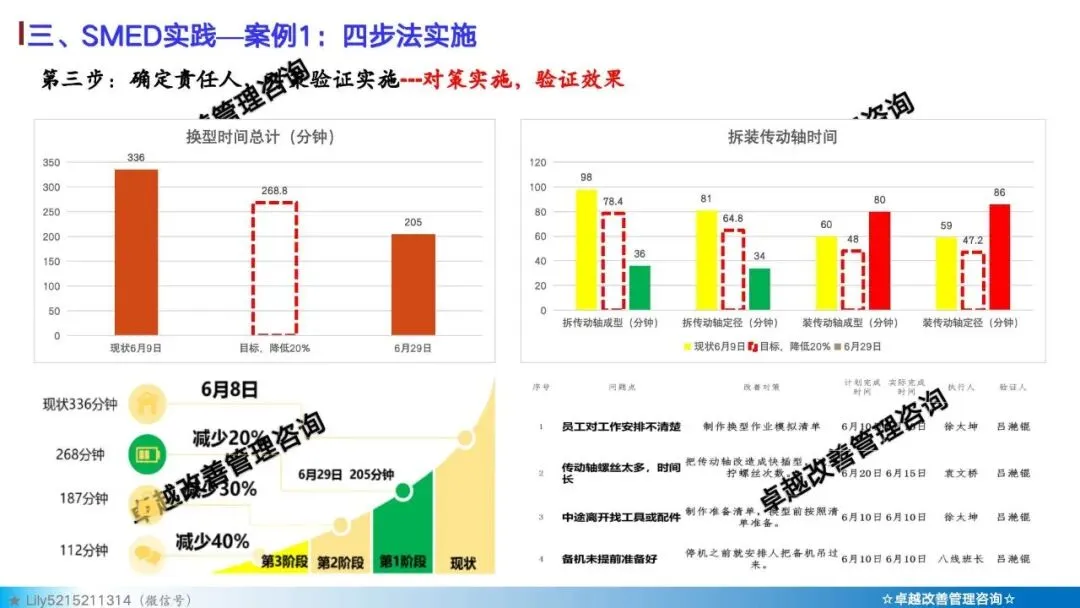
数据显示,换模时间中50%-70%往往花在“试模、调整、找正”上。调试之所以耗时,是因为安装位置不可重复。
解决方案是“从调整到设定”:
· 采用“自检”或“防呆”装置:使用锥形定位销、V型槽等物理导向机构,让模具推入即自动对准,无需打表校正。
· 数值化/可视化:在设备上安装刻度尺、位置记忆块或限位开关,记录下“良品生产时的精确位置”,下次直接设定到该数值。
· 废除螺栓或减少数量:比如将法兰盘的4个螺栓改为1个“C型夹”或偏心凸轮锁紧,锁紧行程从“旋转数圈”变为“扳动一次手柄”。
05 从“快速换模”到“柔性制造”
成功推行SMED后,生产逻辑会发生质变:
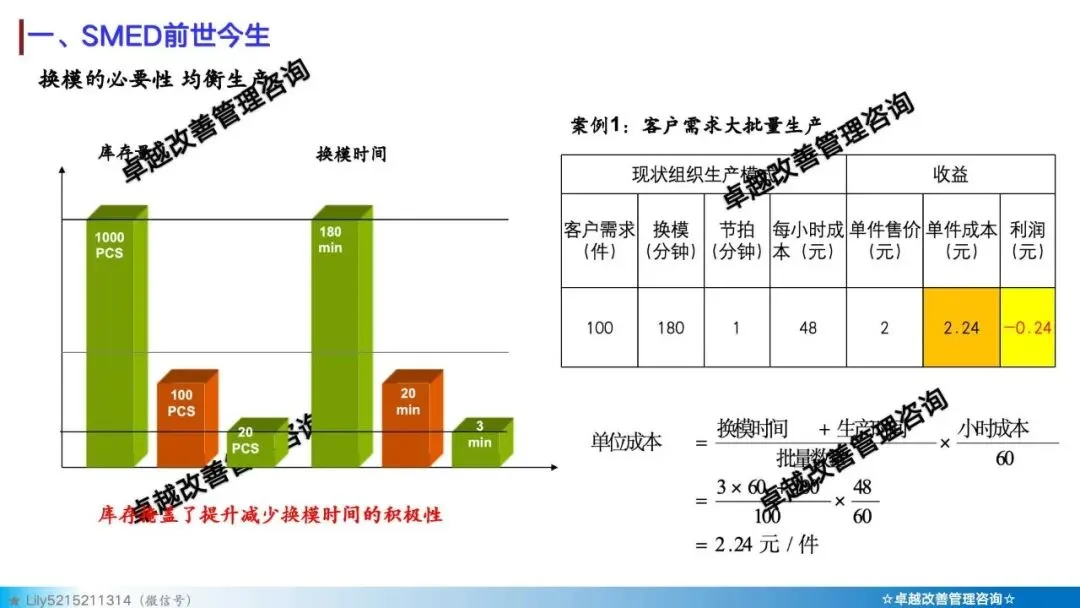
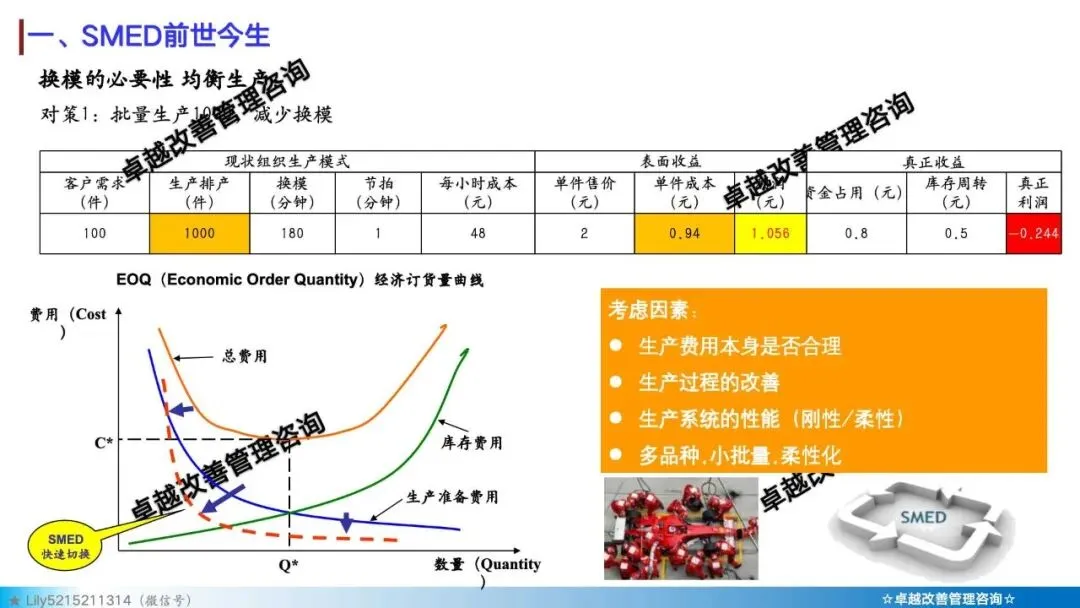
· 经济批量(EOQ)大幅下降:换模时间趋近于零时,一次只生产一件(或极小批量)的成本与大批量生产几乎持平。
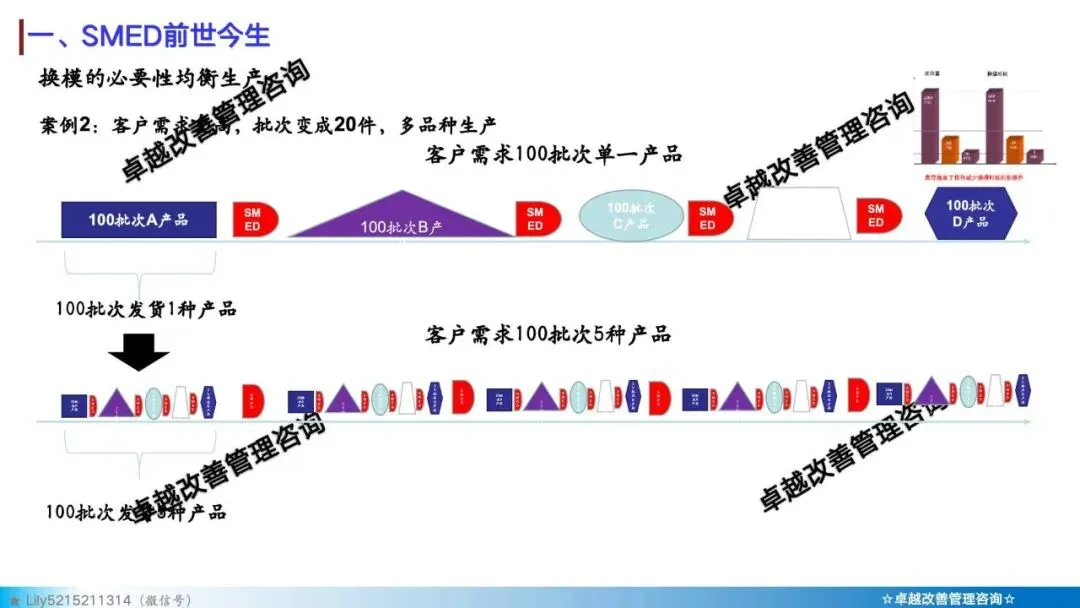
· 推动“拉式生产”:快速切换能力允许生产线只在后工序需要时才生产,消除过量库存。
· 设备布局重组:当换模不再是瓶颈,U型单元线得以建立,一名操作员可操作多台不同类型的设备。
06 常见推行误区
1. 只关注速度,忽略安全:为了追求“单分钟”,取消了安全互锁装置。标准做法是优化“安全确认”动作,而非省略安全步骤。
2. 把“转化”做成了“前置作业的堆砌”:如果外部作业只是把“停机时做的活”提前到“开机时做”,而没有通过技术改造简化动作,整体人工负荷会增加,效果不可持续。
3. 忽视“首件质量”:换模再快,如果前几件都是废品也无效。必须将“首件确认”的流程并行化,或通过“零调试”设计,确保换模后第一件即是良品。
核心价值:SMED 不仅能显著提升设备利用率,更关键的是打破了“大规模生产才经济”的思维定势。因为它让 “小批量、多品种” 生产也变得高效,从而大幅降低库存压力。
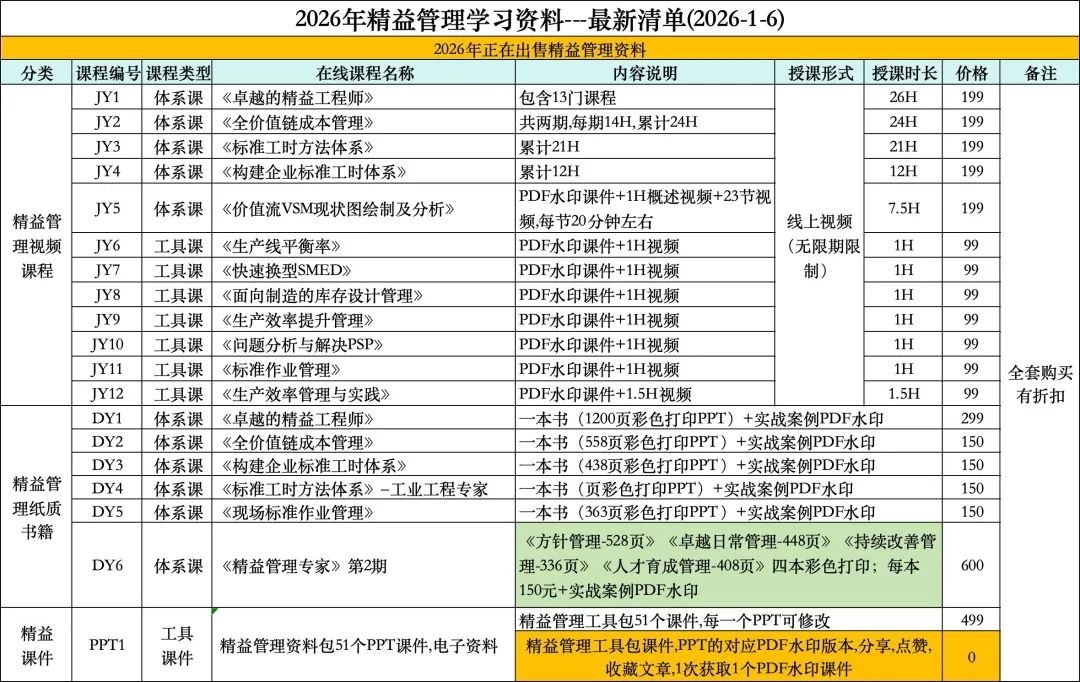
《SMED-快速换模》PPT内容分享:
对精益感兴趣的,想提升自己能力的伙伴可联系购买!