CP&CPK计算与分析PPT
- 2026-04-15 12:19:16
CP&CPK计算与分析PPT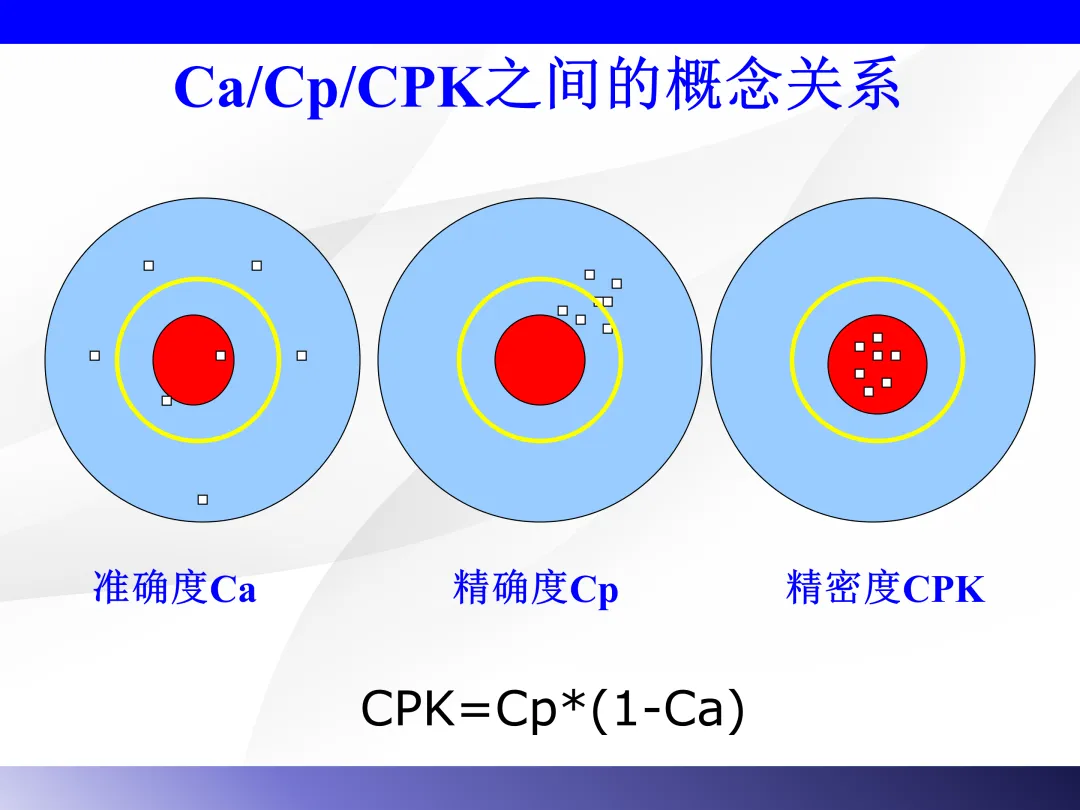

往期热门资料合集 其实吧,黑带真的很水,反反复复就这93页纸
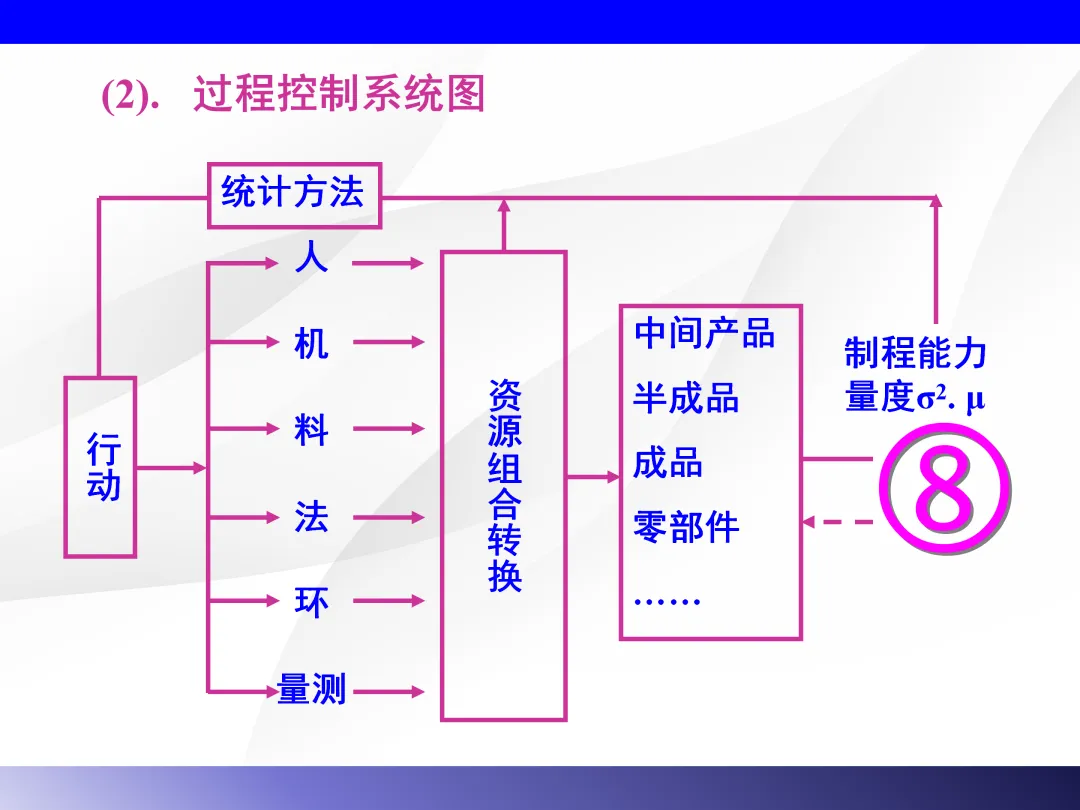
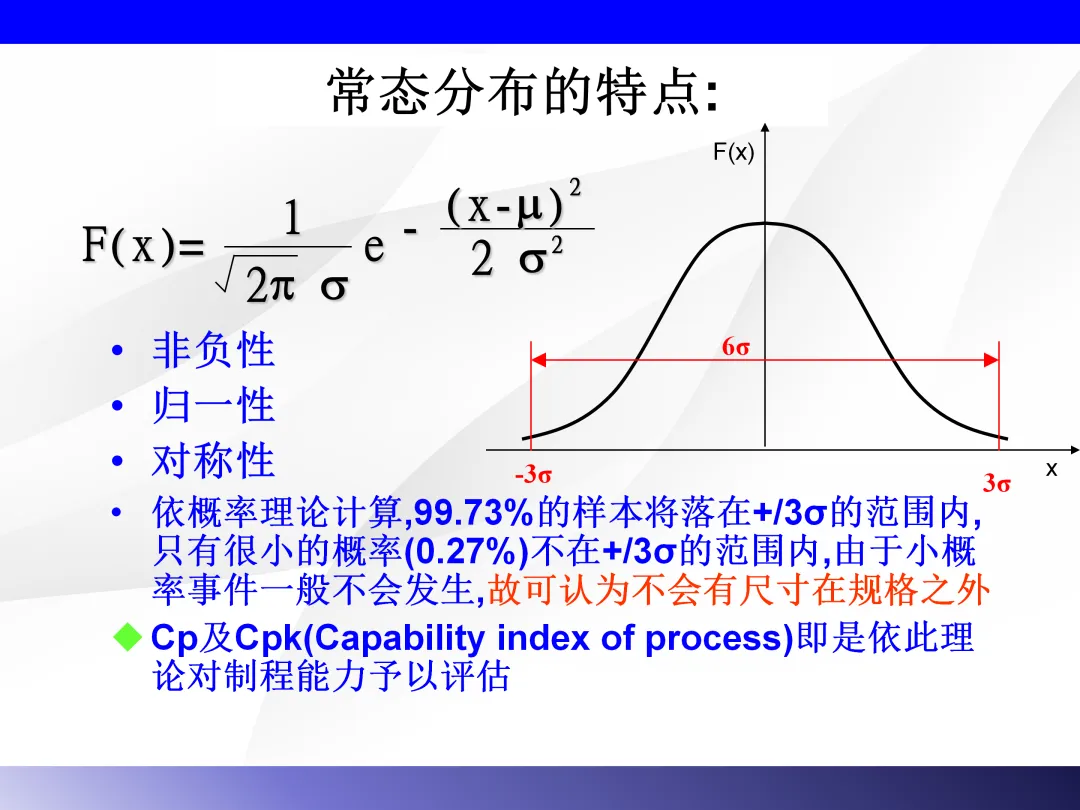
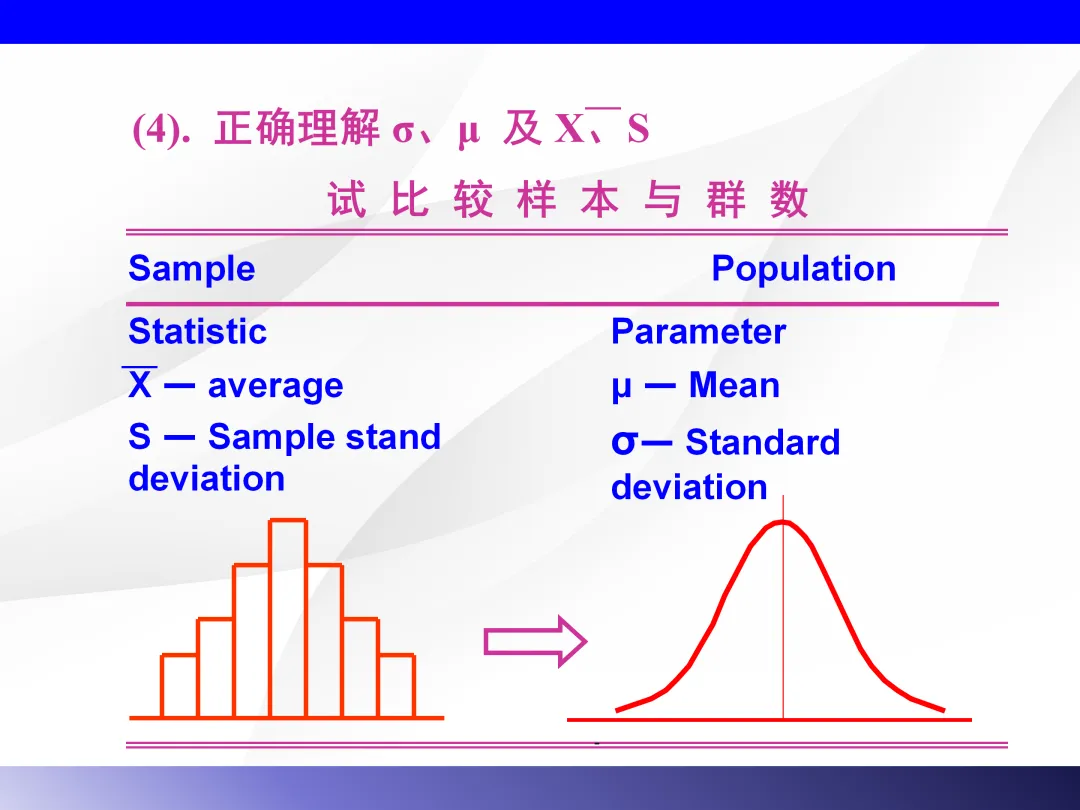
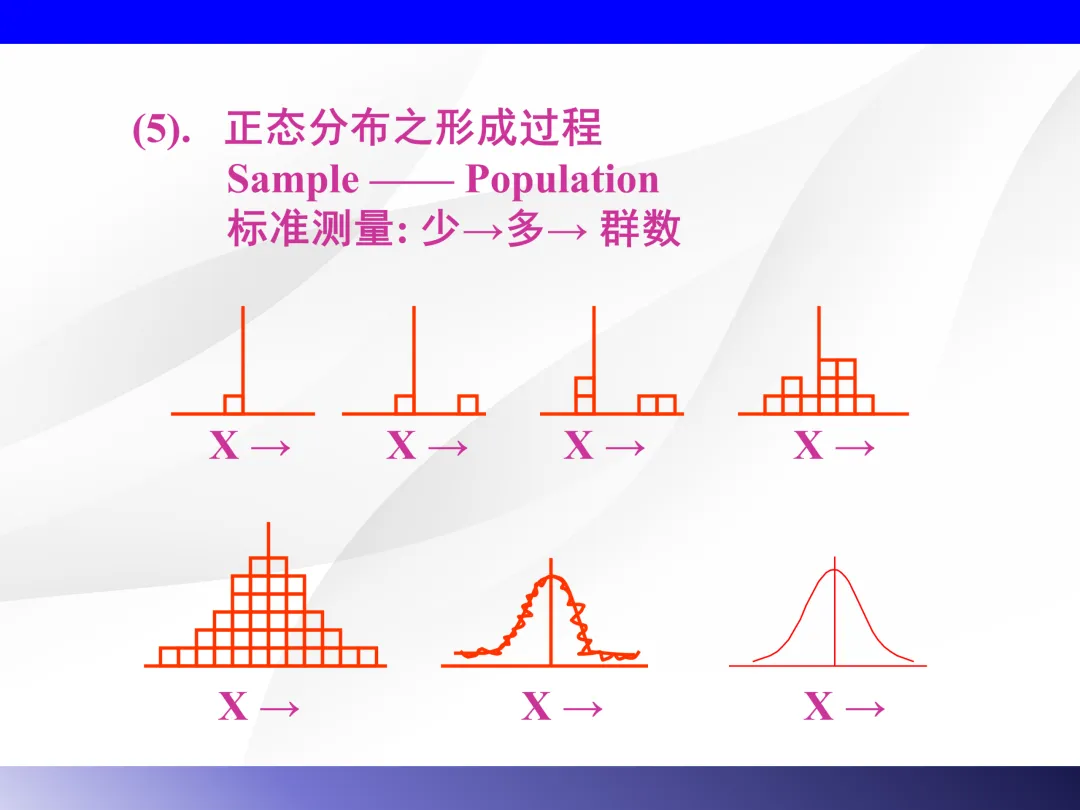
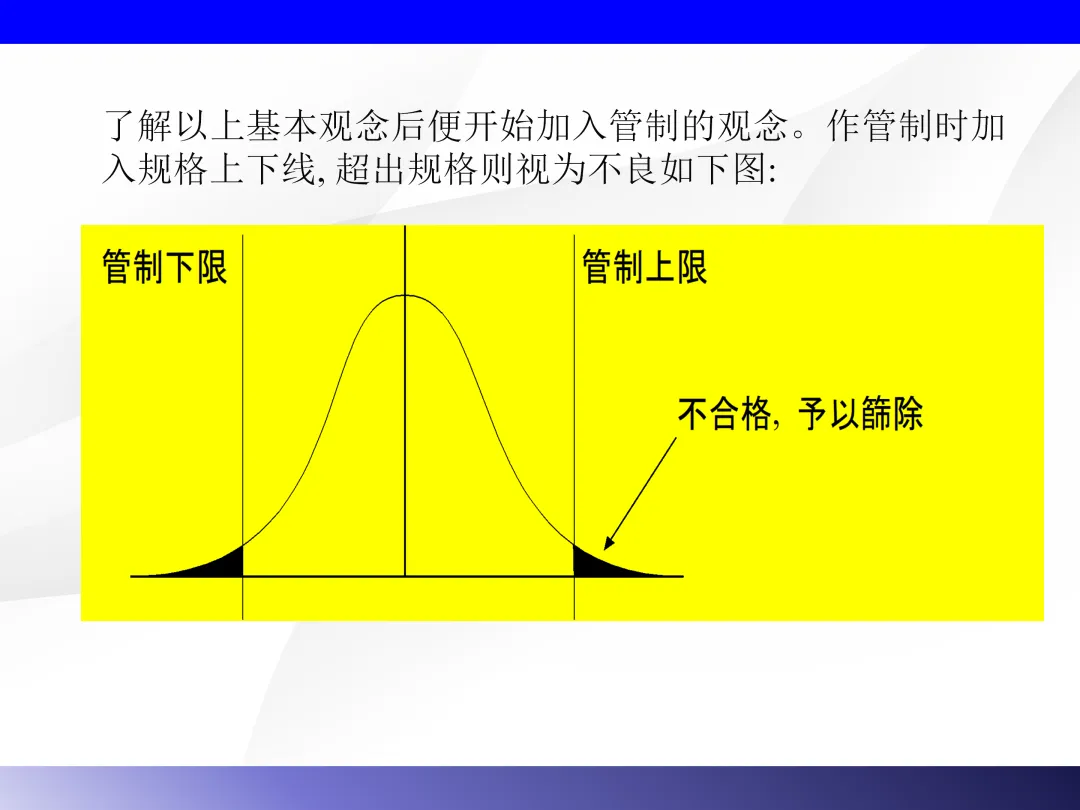
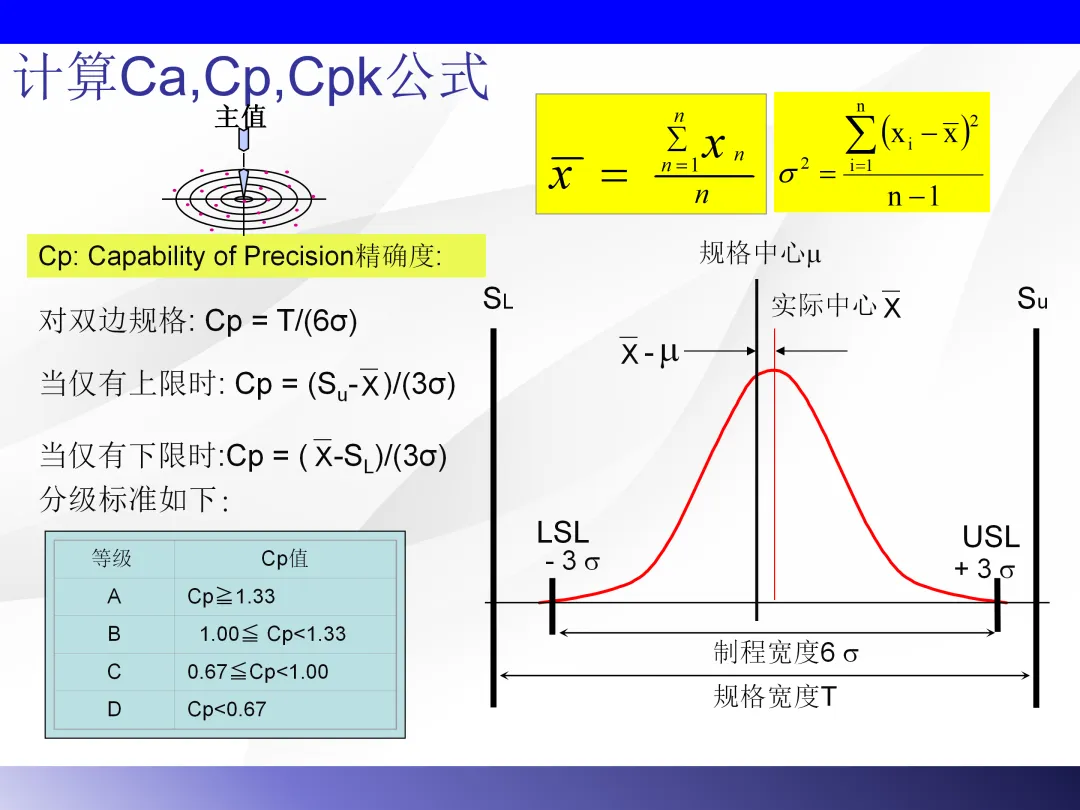
制程能力是指在生产过程处于统计控制状态下,产品质量特性正常波动的范围。通常用6倍标准偏差(6σ)来表示,称为“制程宽度”。这一宽度反映了生产过程的内在一致性,是评估制程是否具备稳定生产合格品能力的基础。
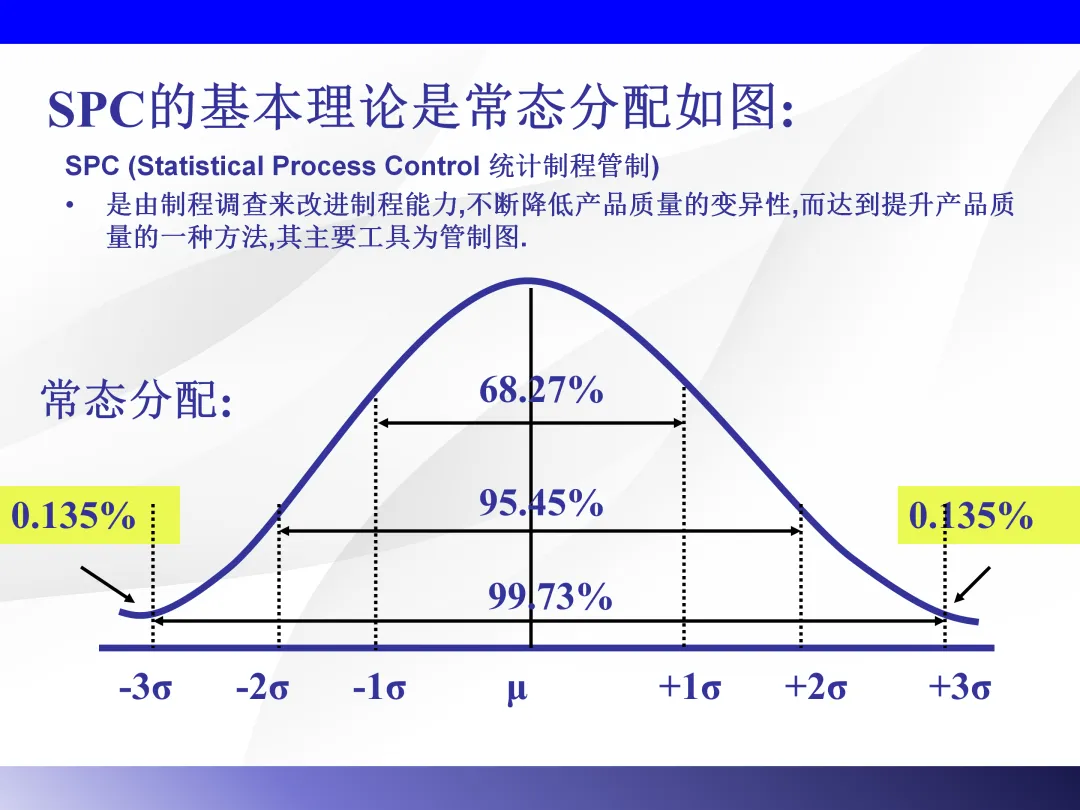
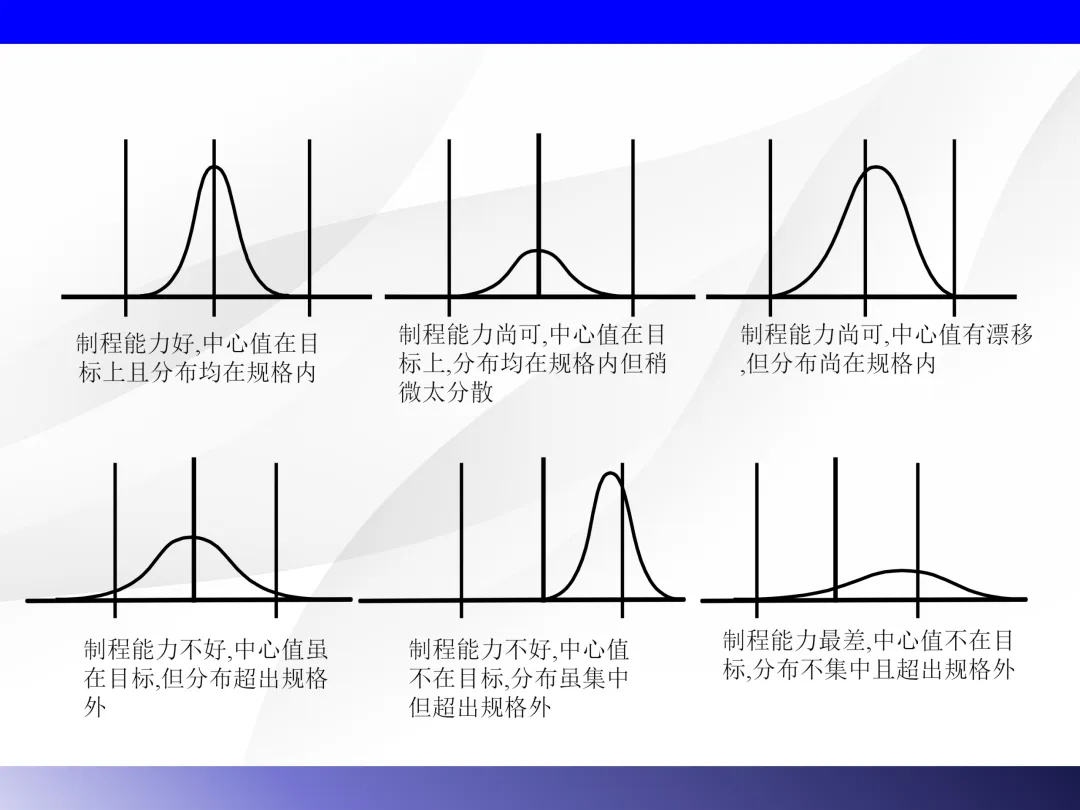
过程能力分析通常基于两个假设:一是生产过程稳定,输出特性服从正态分布;
二是产品的规格范围能准确反映客户需求。
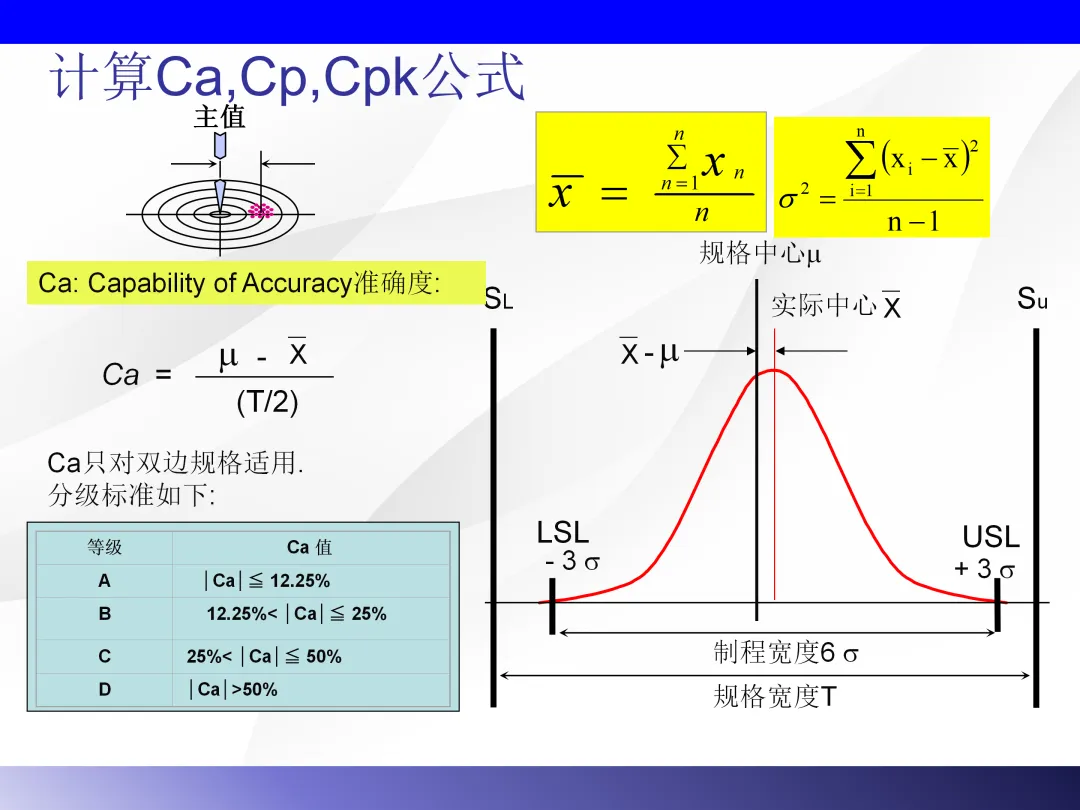
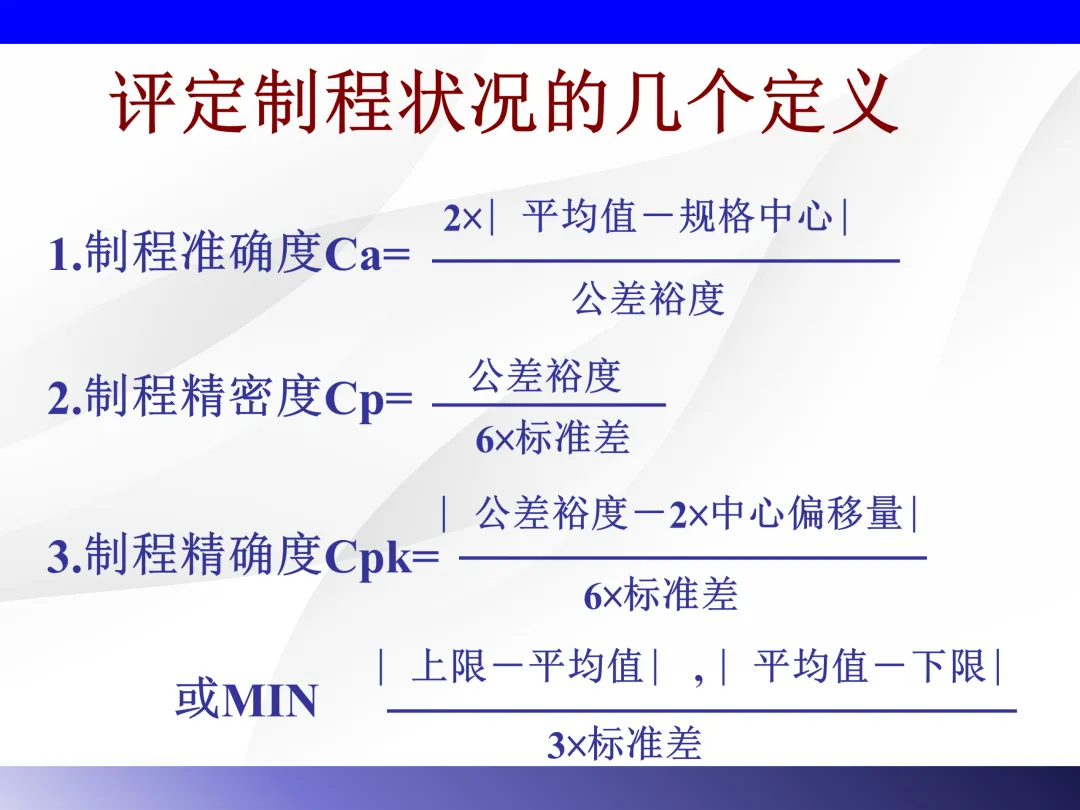
 Cp(制程能力):衡量过程的潜在能力,计算公式为公差范围除以6σ。Cp值越大,说明数据波动越小,制程越稳定。
Cp(制程能力):衡量过程的潜在能力,计算公式为公差范围除以6σ。Cp值越大,说明数据波动越小,制程越稳定。
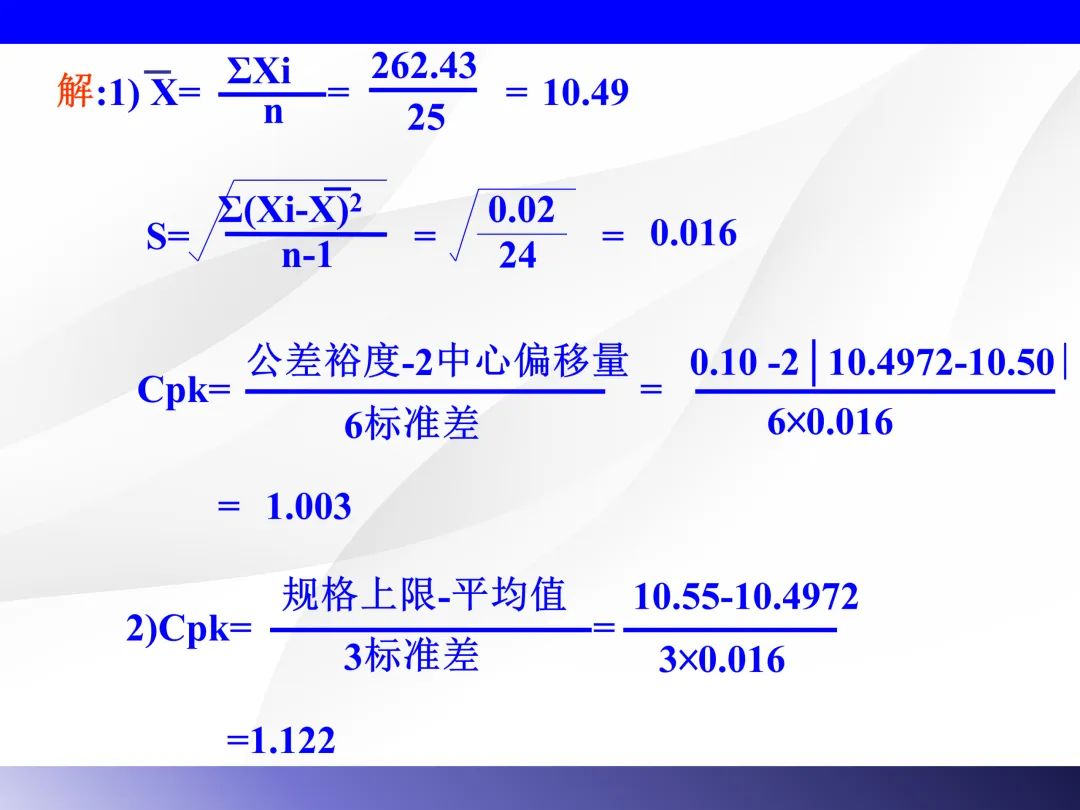
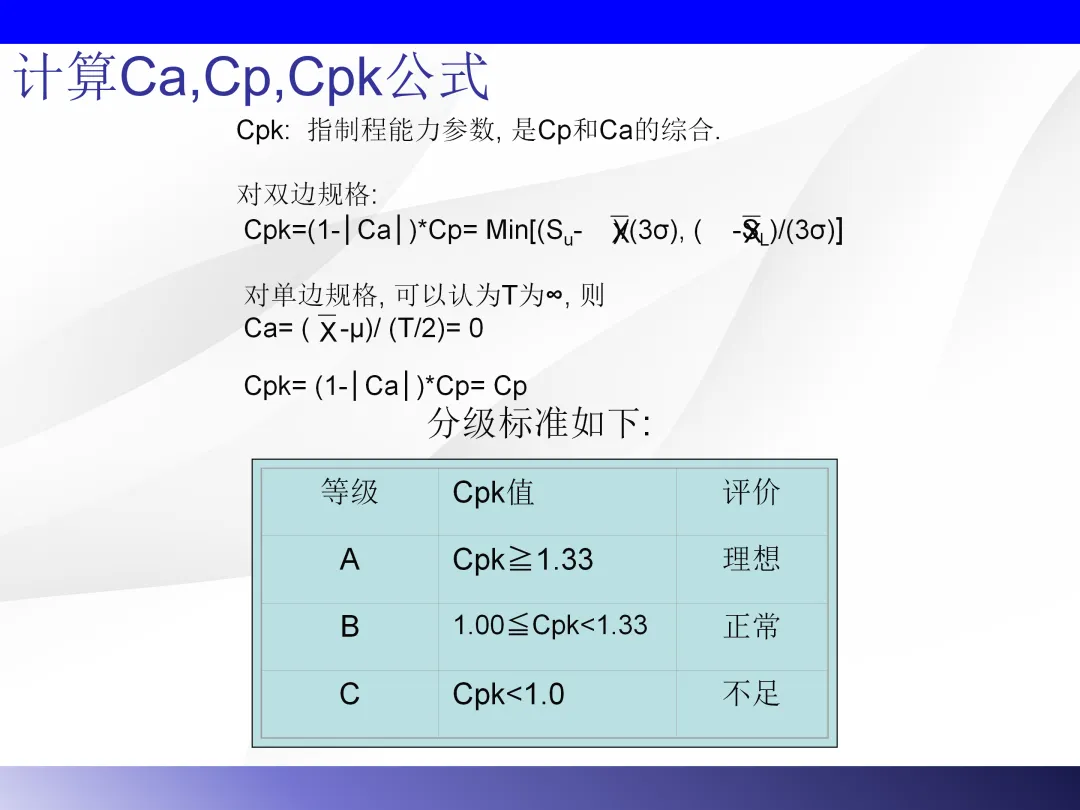
Cpk(制程能力指数):综合考虑过程的偏移与波动,反映实际制程满足规格要求的能力。其公式为 Cpk = (1 - |Ca|) × Cp,或取上下限偏离的最小值。
其中,Ca(准确度) 表示过程中心与规格中心的偏移程度。
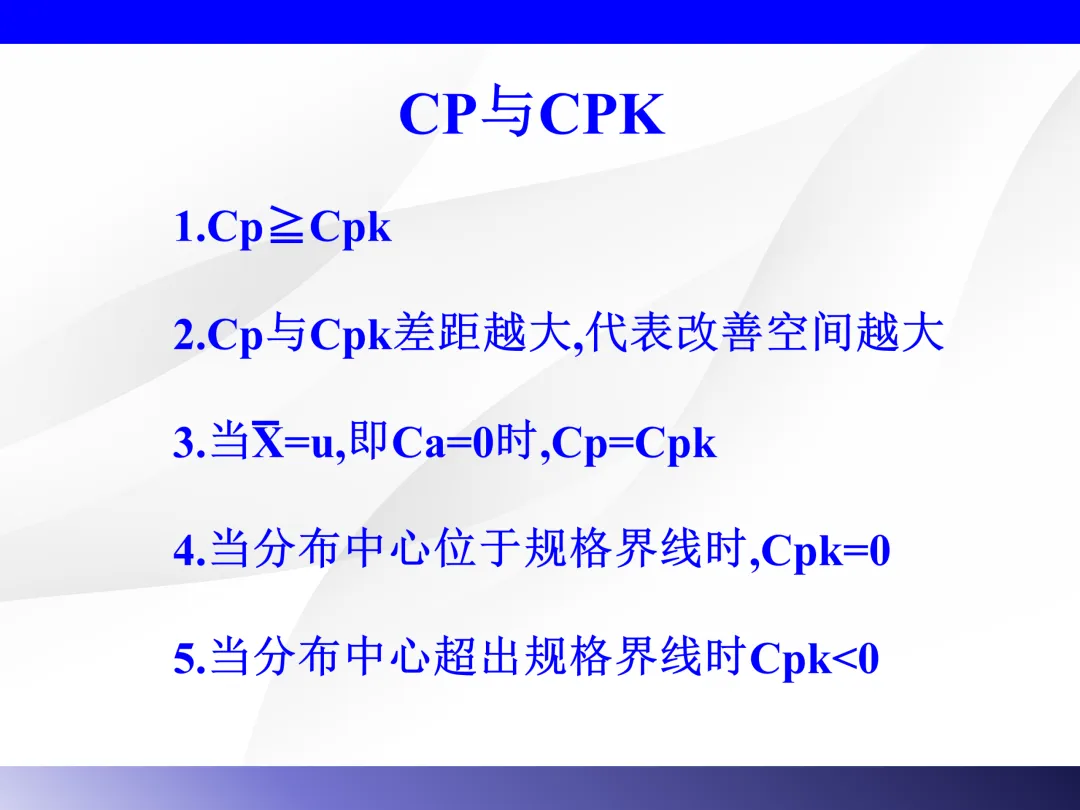
Cp与Cpk的关系
Cp ≥ Cpk,两者差距越大,说明制程中心偏移越严重,改善空间越大。
当过程中心与规格中心一致时,Ca = 0,Cp = Cpk。
当过程中心位于规格界限时,Cpk = 0;若超出规格界限,Cpk < 0,表示制程已无法满足要求。
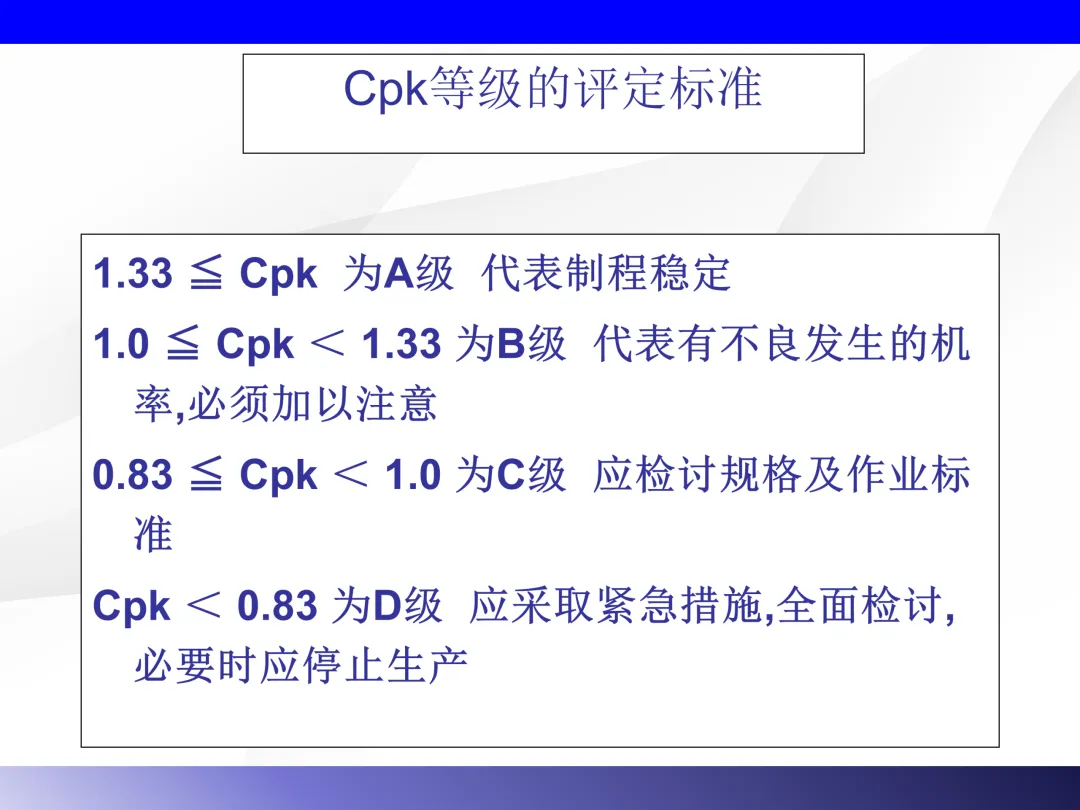
Cpk的分级标准
Cpk ≥ 1.33:A级,制程稳定,能力充足。
1.0 ≤ Cpk < 1.33:B级,存在一定不良风险,需关注。
0.83 ≤ Cpk < 1.0:C级,需检讨规格或作业标准。
Cpk < 0.83:D级,制程能力严重不足,需立即改善,必要时停产。
什么是过程审核?过程审核的5大核心维度与VDA 6.3标准下的8步审核流程
本文来自网友投稿或网络内容,如有侵犯您的权益请联系我们删除,联系邮箱:wyl860211@qq.com 。

