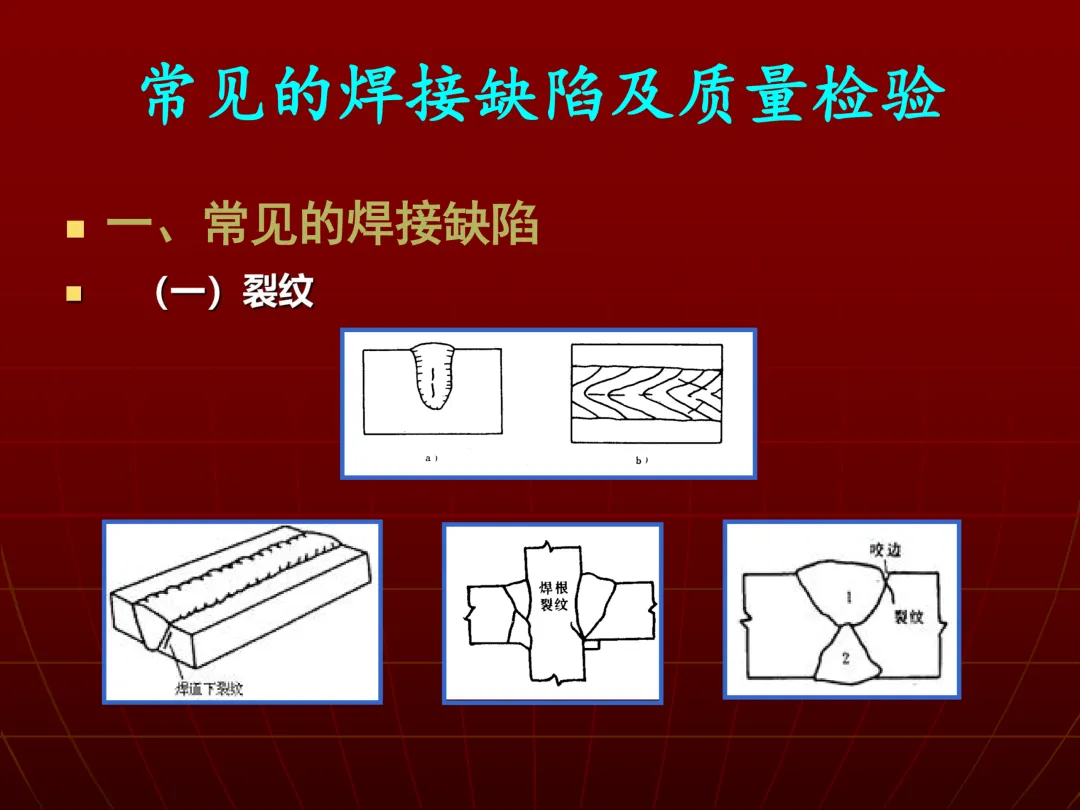
一、常见焊接缺陷及控制
文档将焊接缺陷分为裂纹、气孔、夹渣、未熔合 / 未焊透、形状缺陷及电弧擦伤等其他缺陷,重点剖析了偏析夹杂、气孔、裂纹三类核心缺陷的形成与控制,其中裂纹为分析重点。
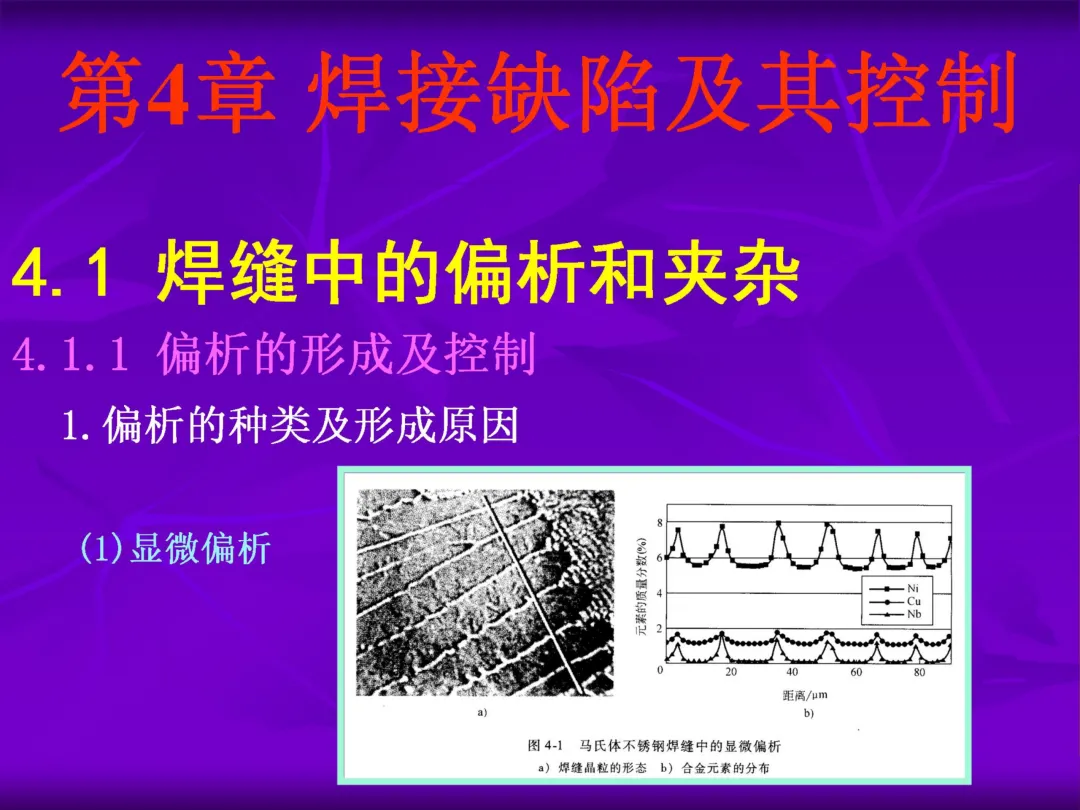
- 焊缝偏析与夹杂
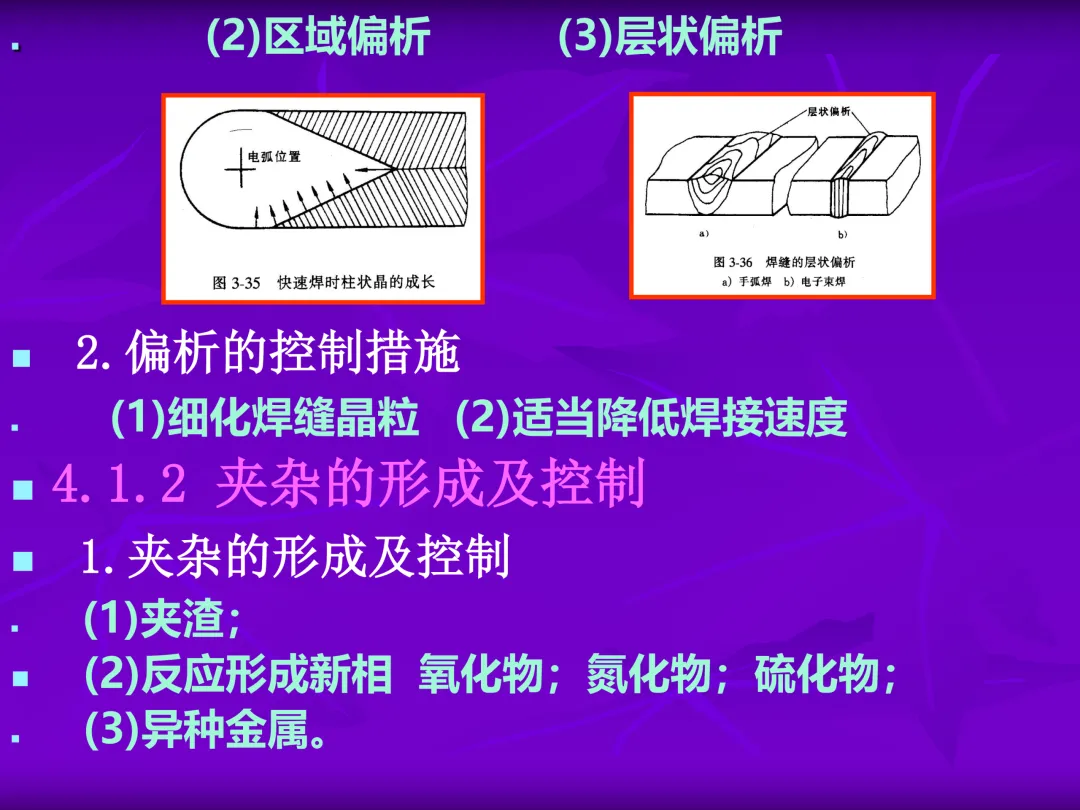
- 偏析分显微、区域、层状三类,控制核心为细化晶粒、降低焊接速度;
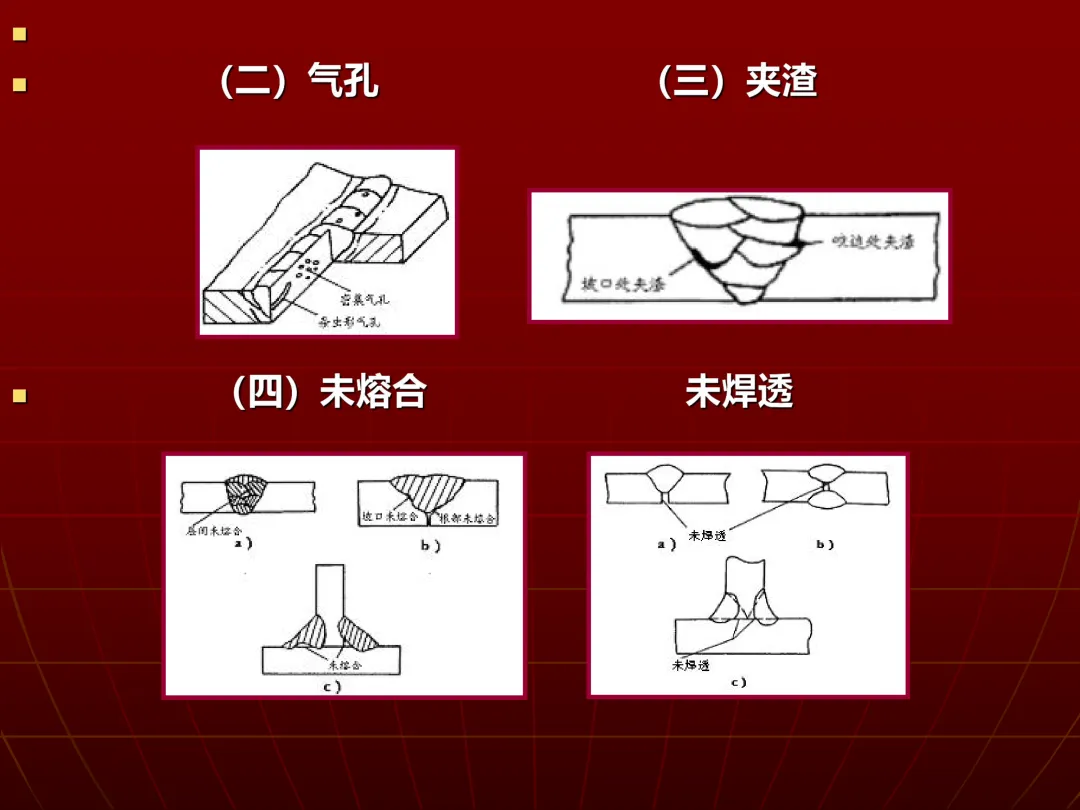
- 夹杂含夹渣、反应生成的氧化物 / 氮化物 / 硫化物及异种金属,会大幅降低焊缝力学性能,防止措施为优选焊材、规范焊接参数、多层焊清渣、保护熔池等。
- 焊缝气孔
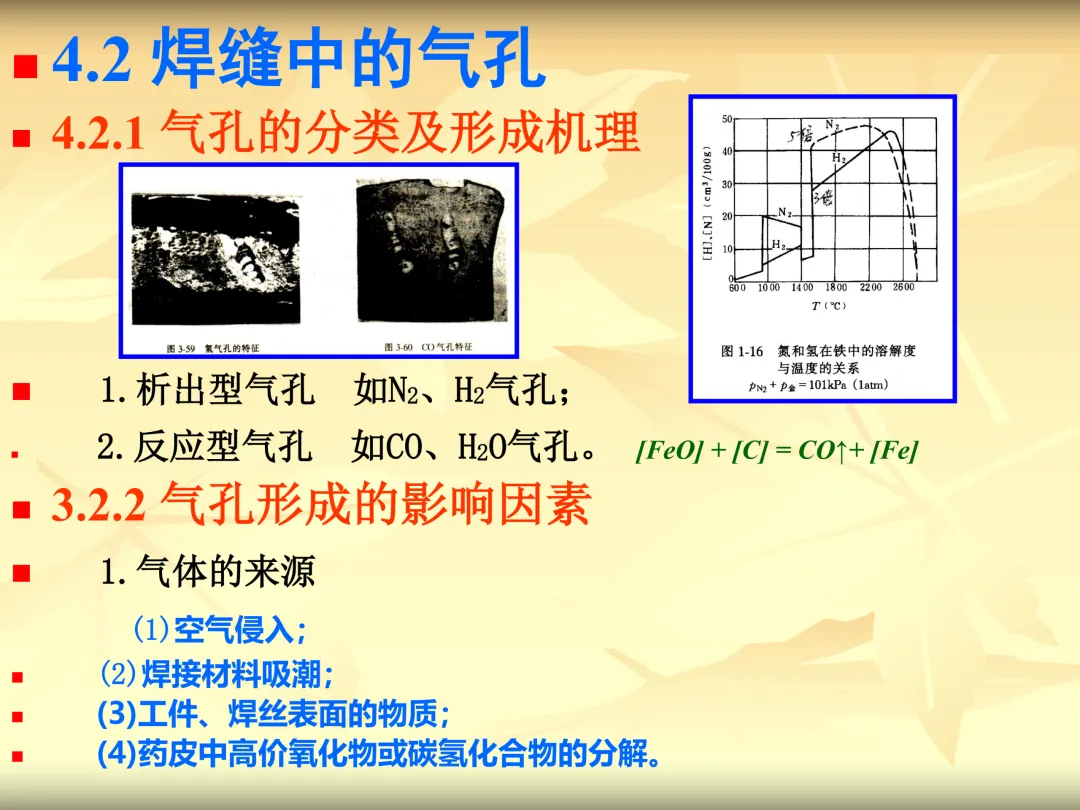
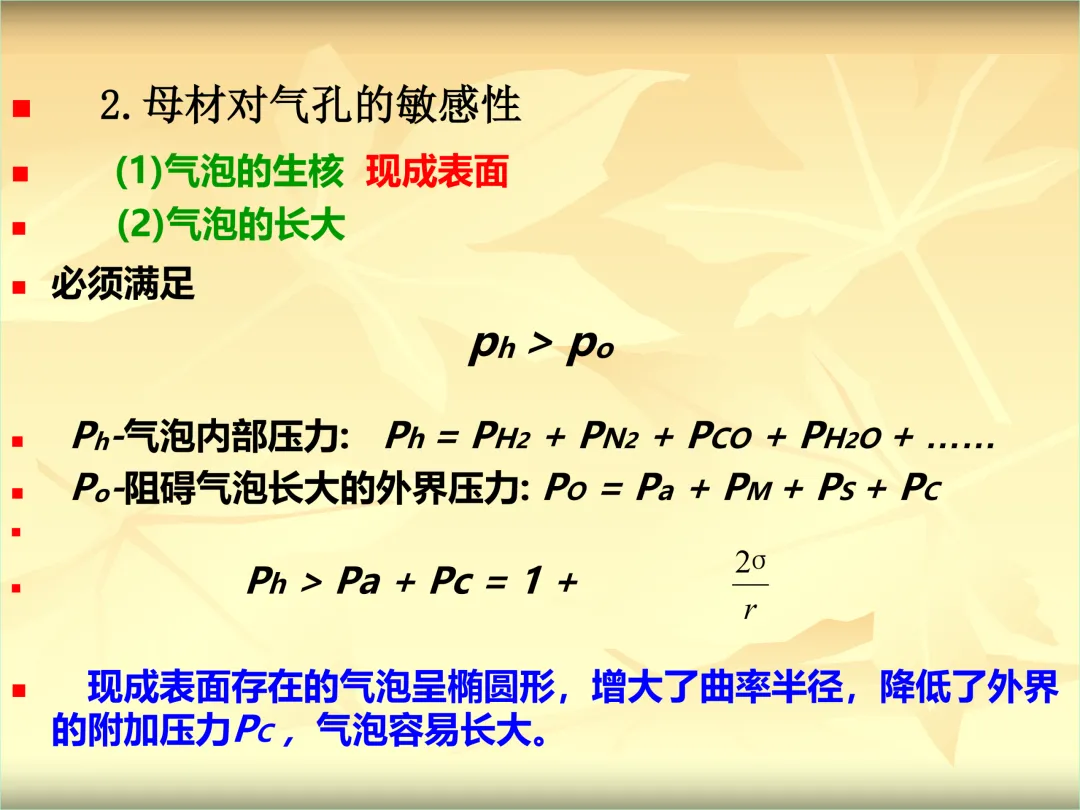
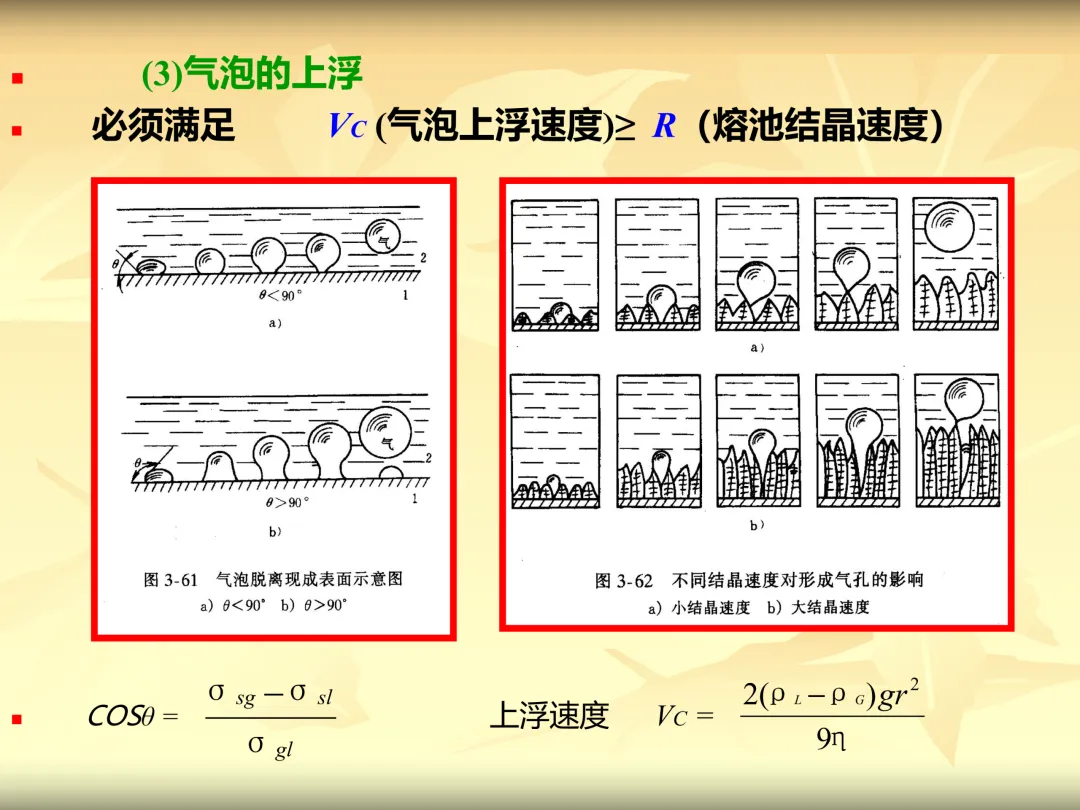
- 分析出型(N₂、H₂气孔)和反应型(CO、H₂O 气孔),形成与气体来源、母材敏感性、焊接材料及工艺相关,核心是气泡生核、长大、上浮的条件未满足;
- 防止措施为消除气体来源(焊材烘干、清理工件)、合理选焊材、控制焊接工艺(稳定规范、直流反接等)。
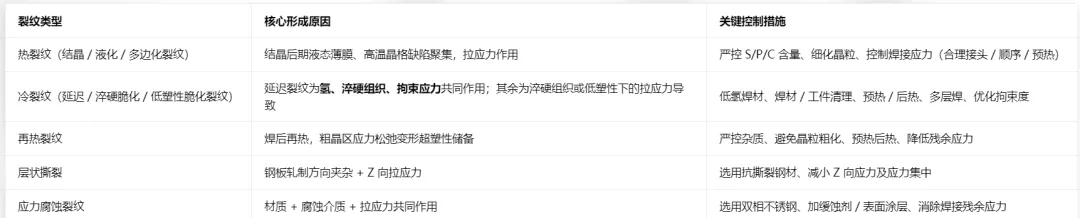
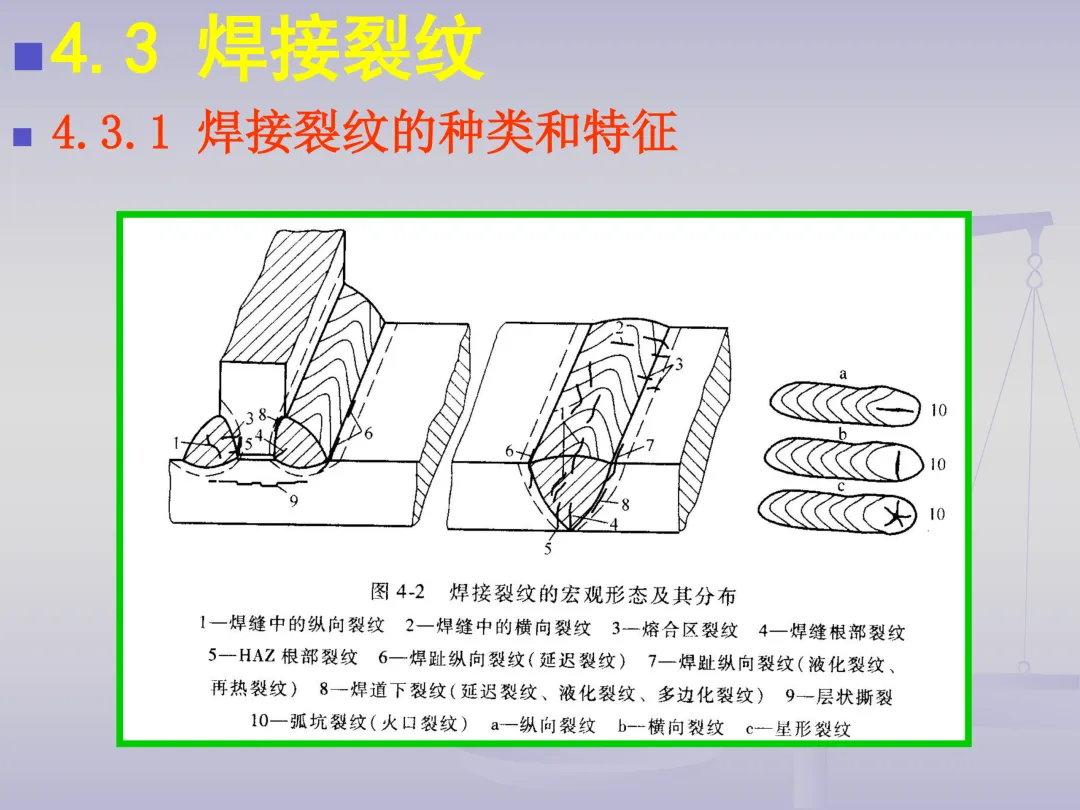
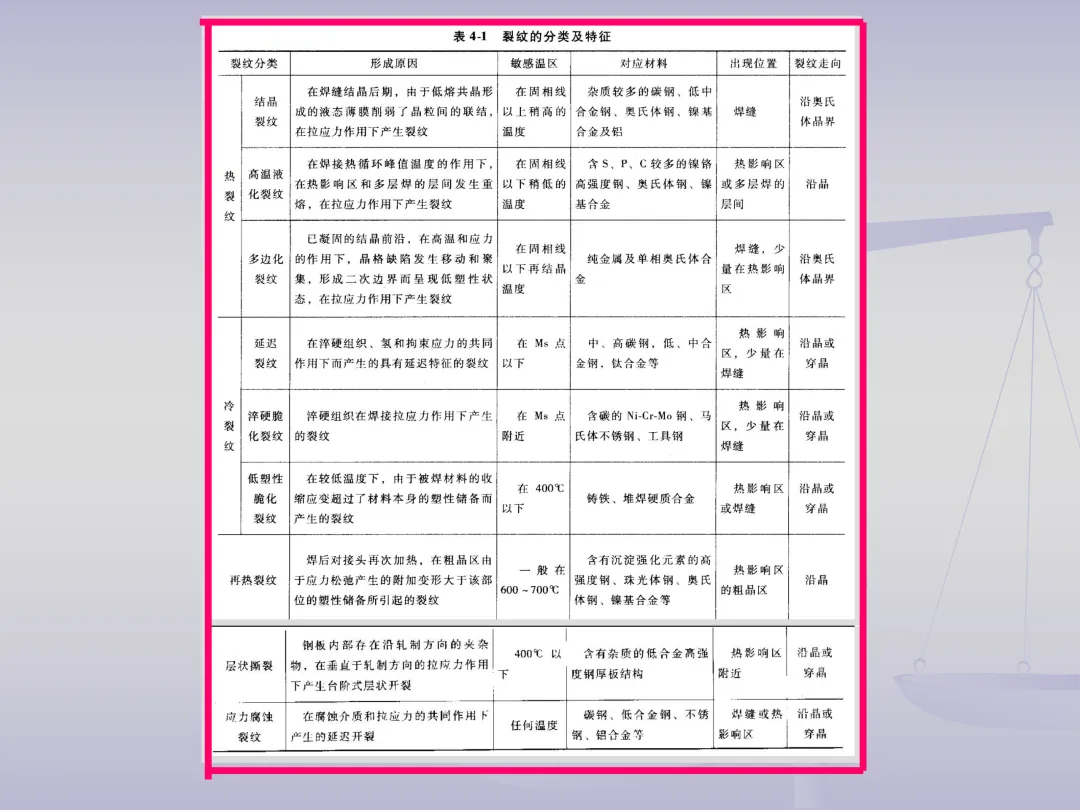
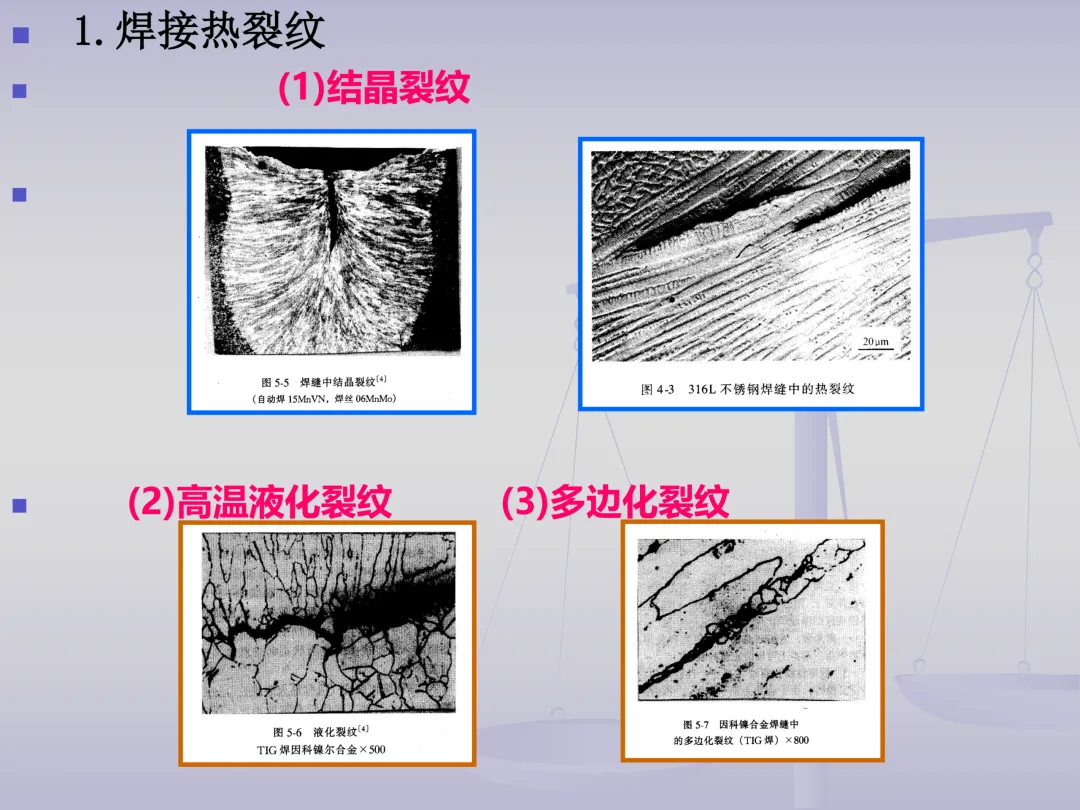
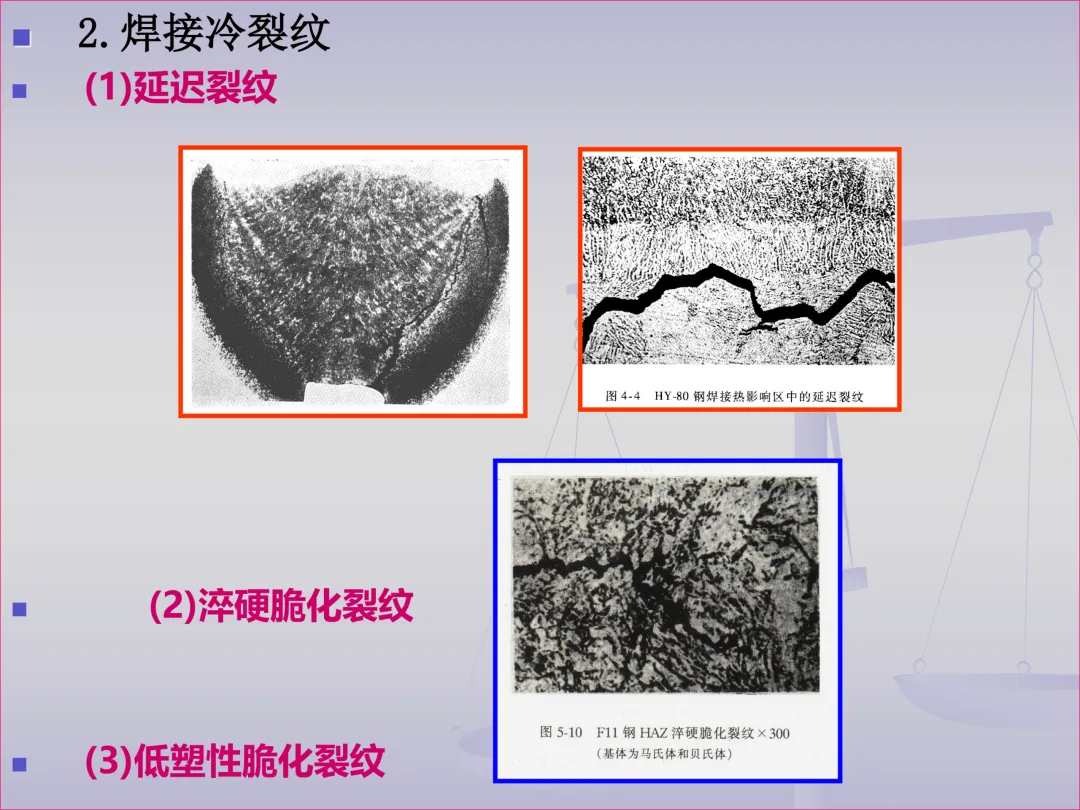
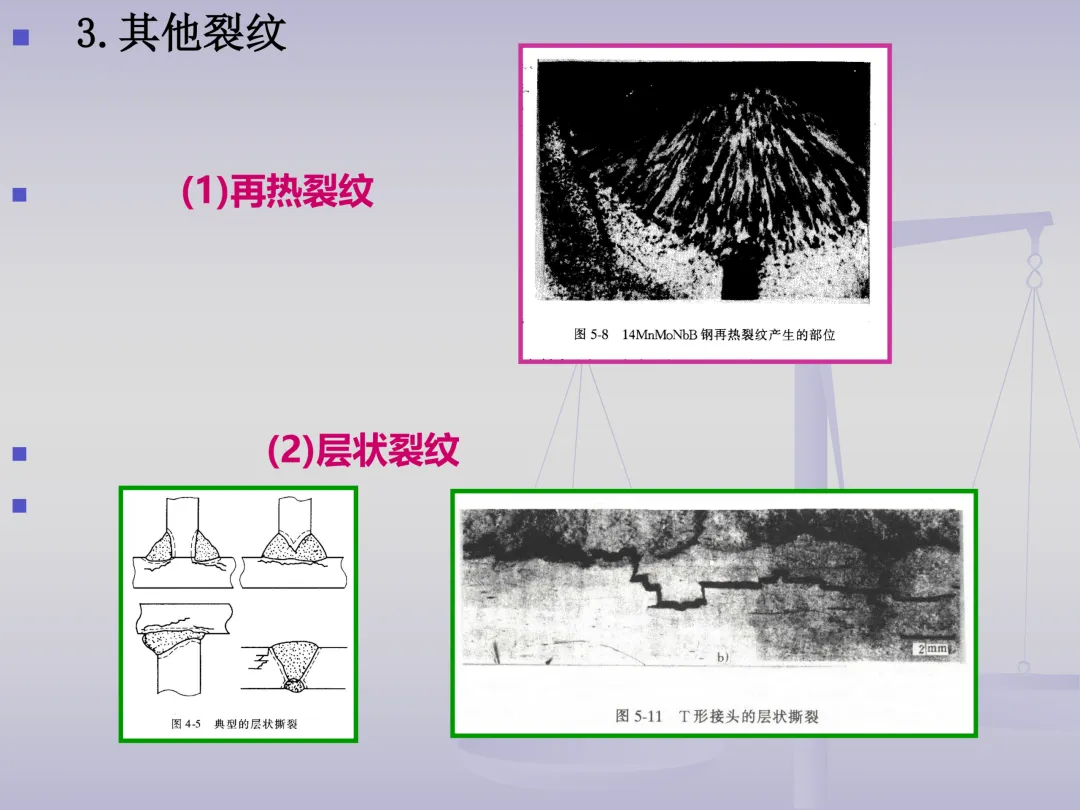
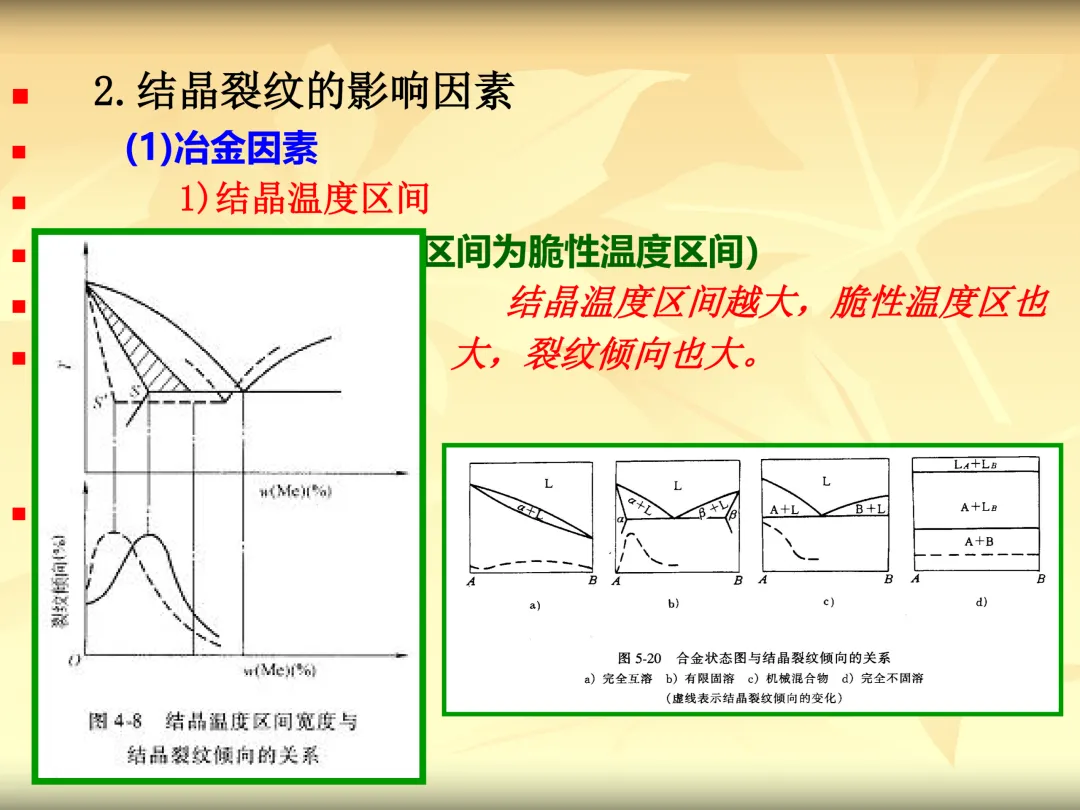
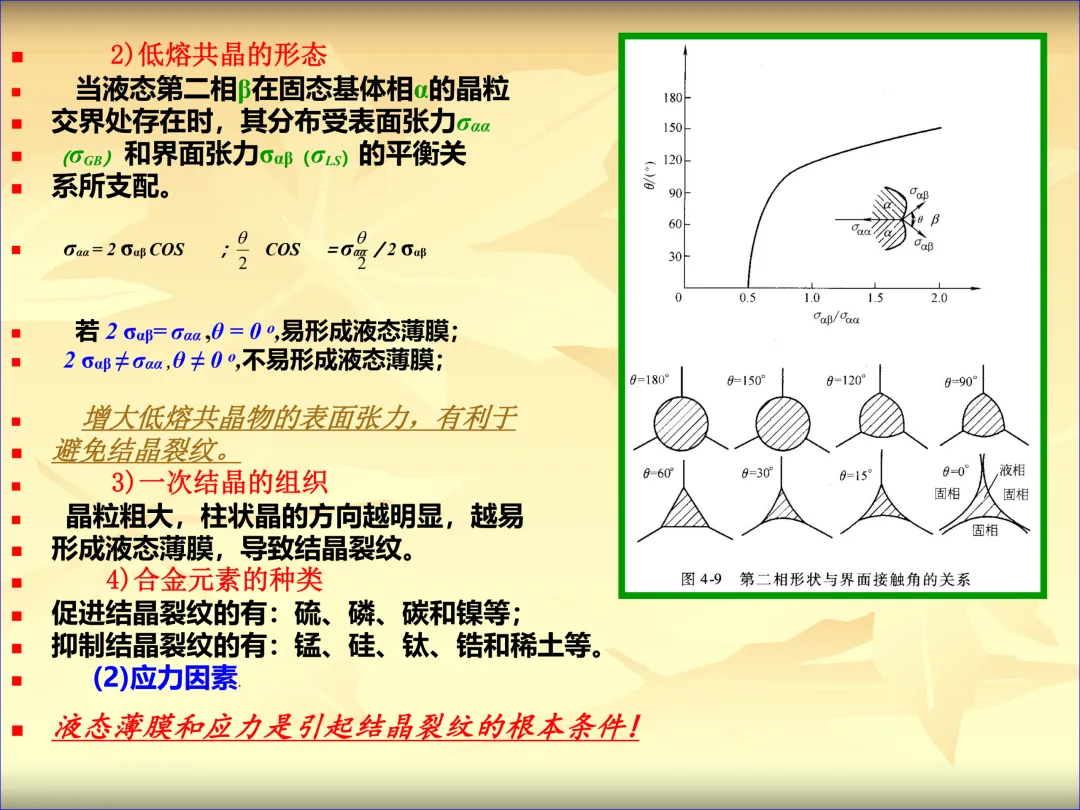
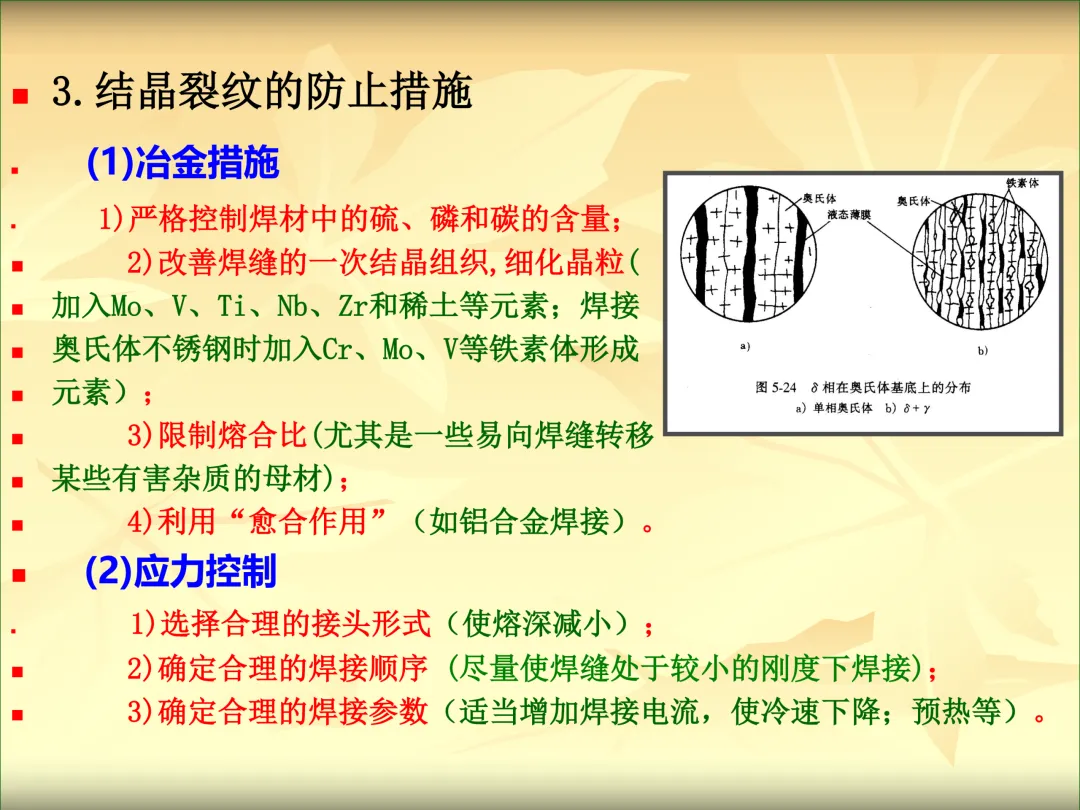
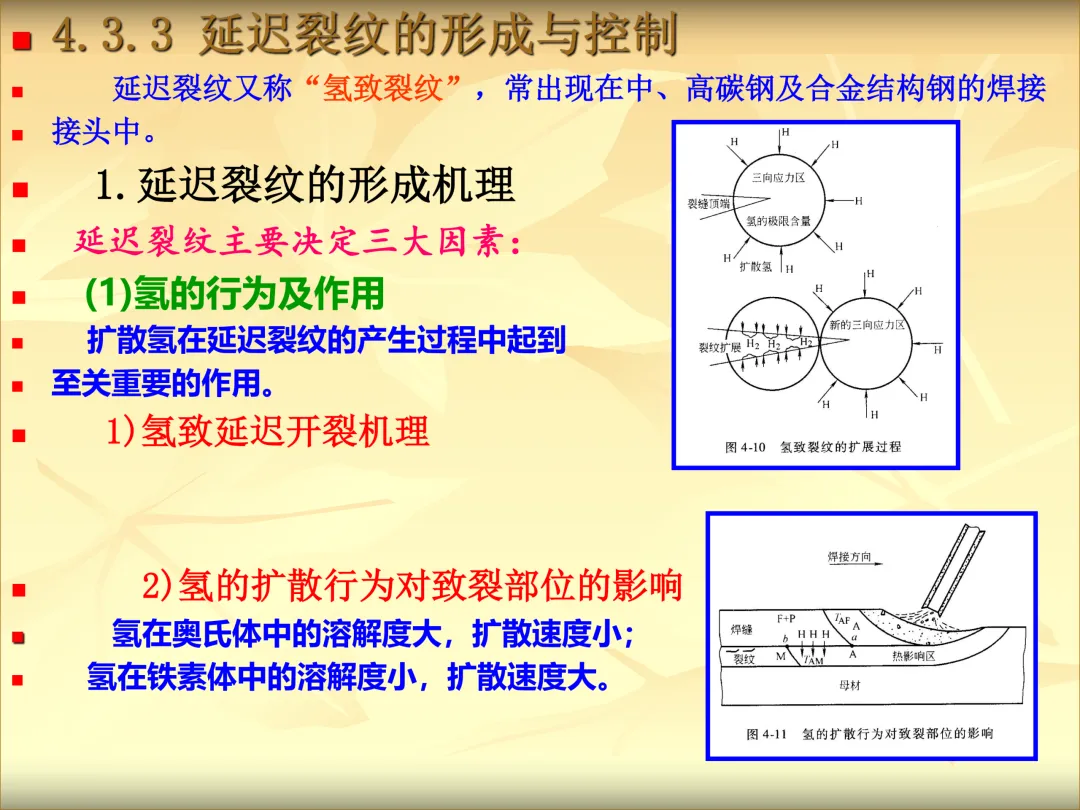
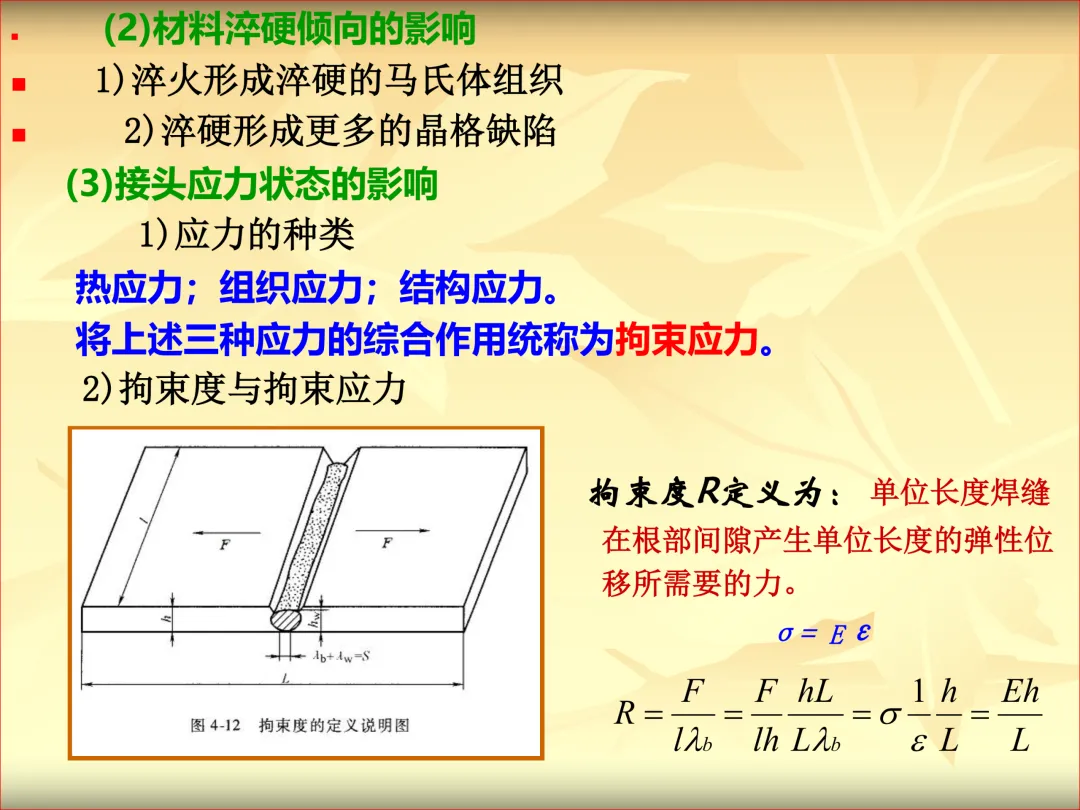
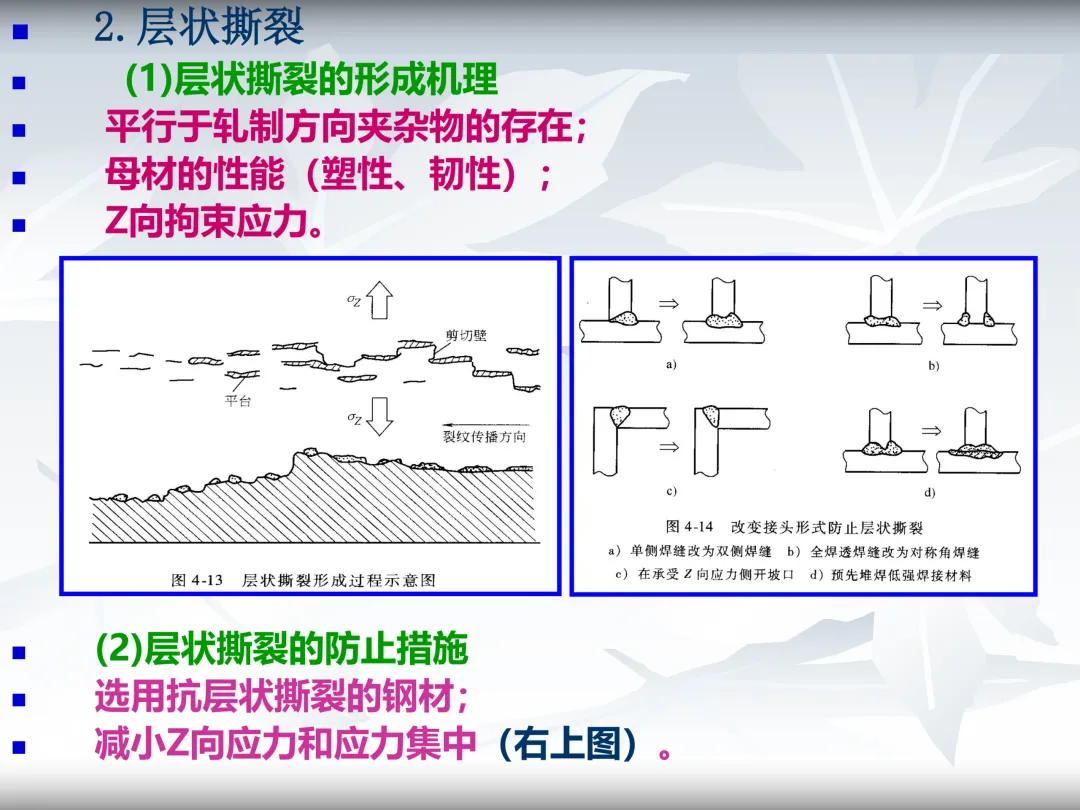
- 焊接裂纹【重点】为最危险的焊接缺陷,按形成特性分为热裂纹、冷裂纹及再热裂纹、层状撕裂、应力腐蚀裂纹等其他裂纹,各类型裂纹的形成机理、敏感材料 / 温区、防止措施各有不同,核心要点如下:
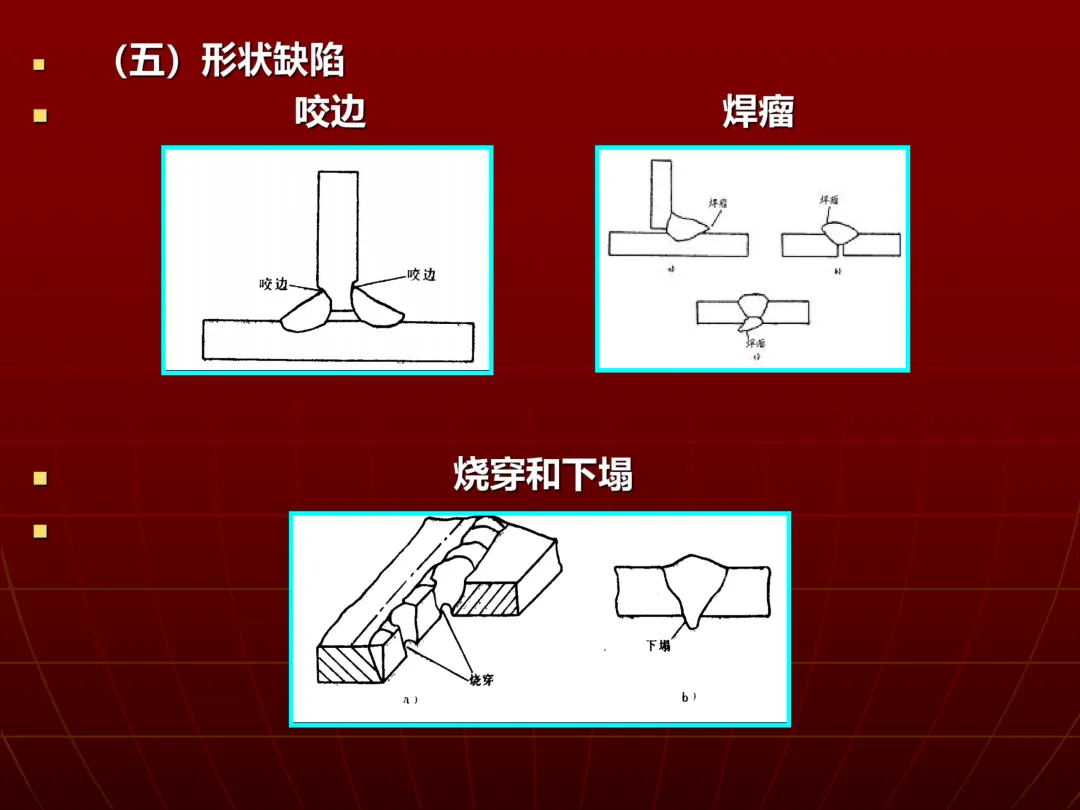
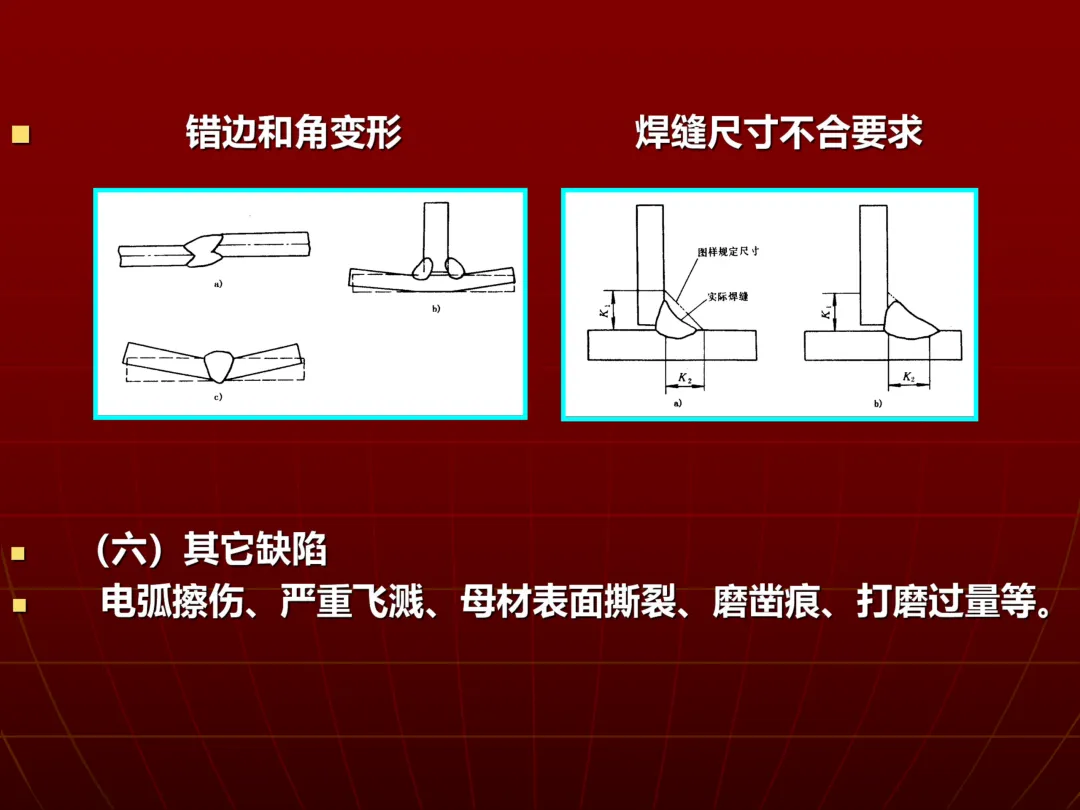
其他缺陷包括未熔合 / 未焊透、咬边、焊瘤、烧穿、错边、焊缝尺寸不合格,以及电弧擦伤、严重飞溅等,多由焊接工艺参数不当、操作不规范导致。
二、焊接质量检验
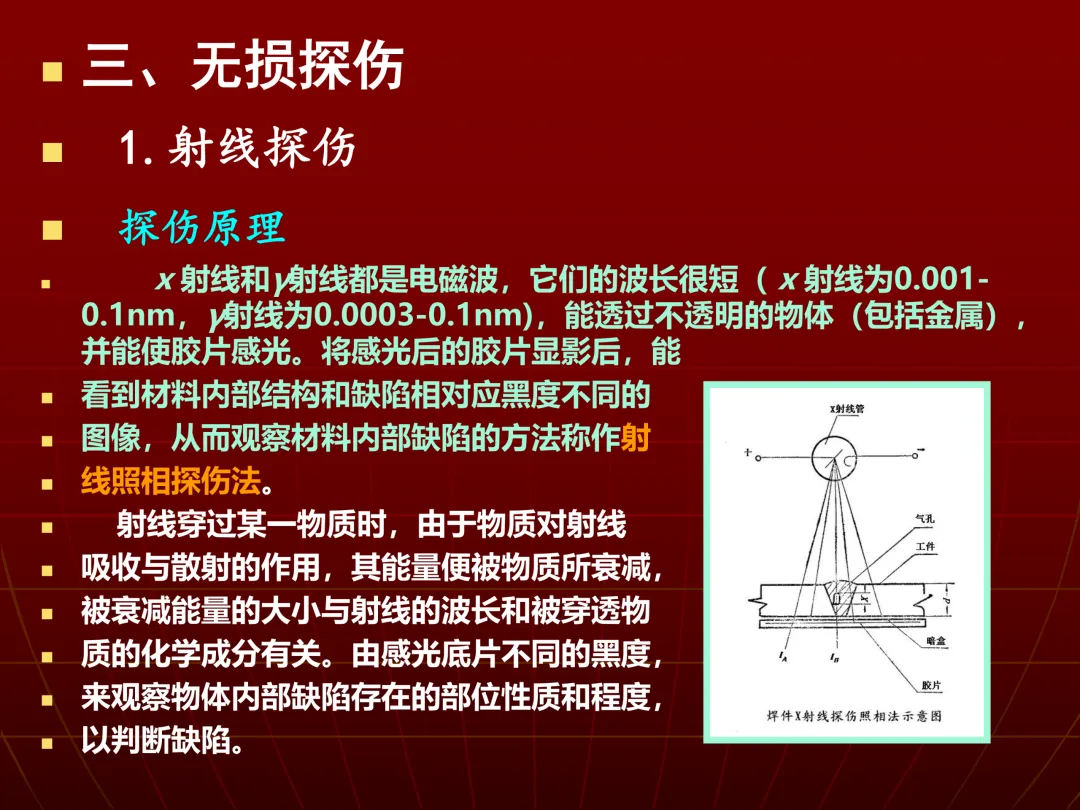
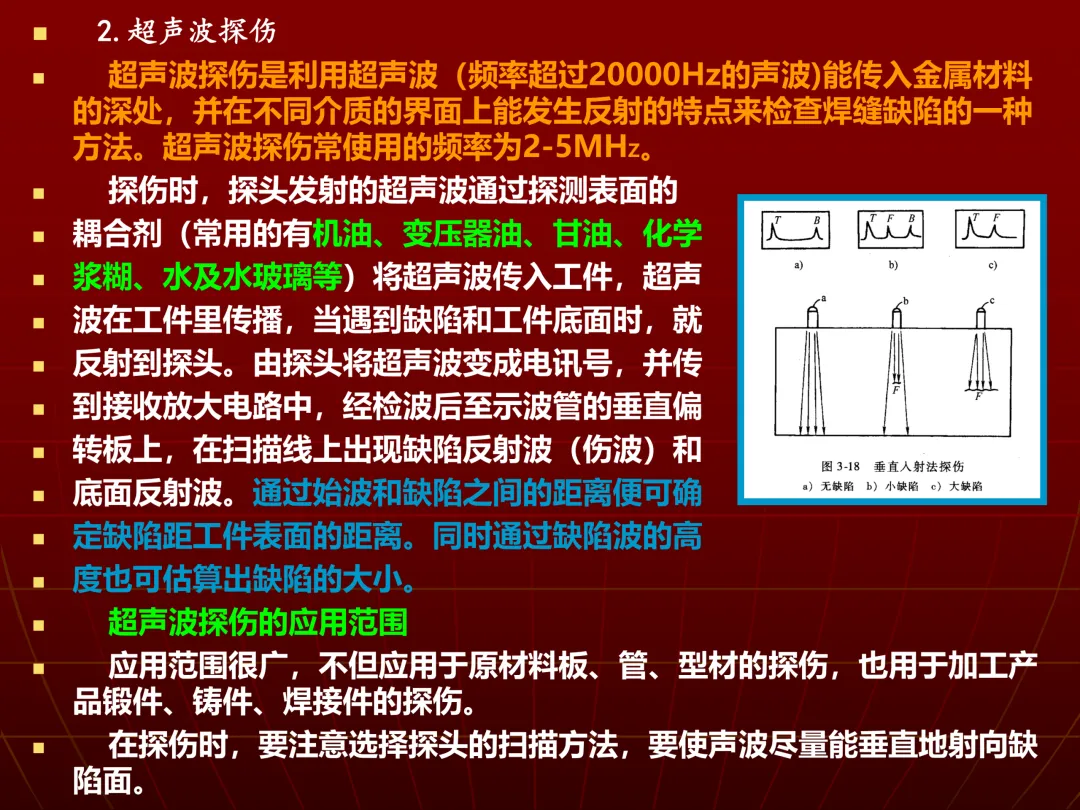
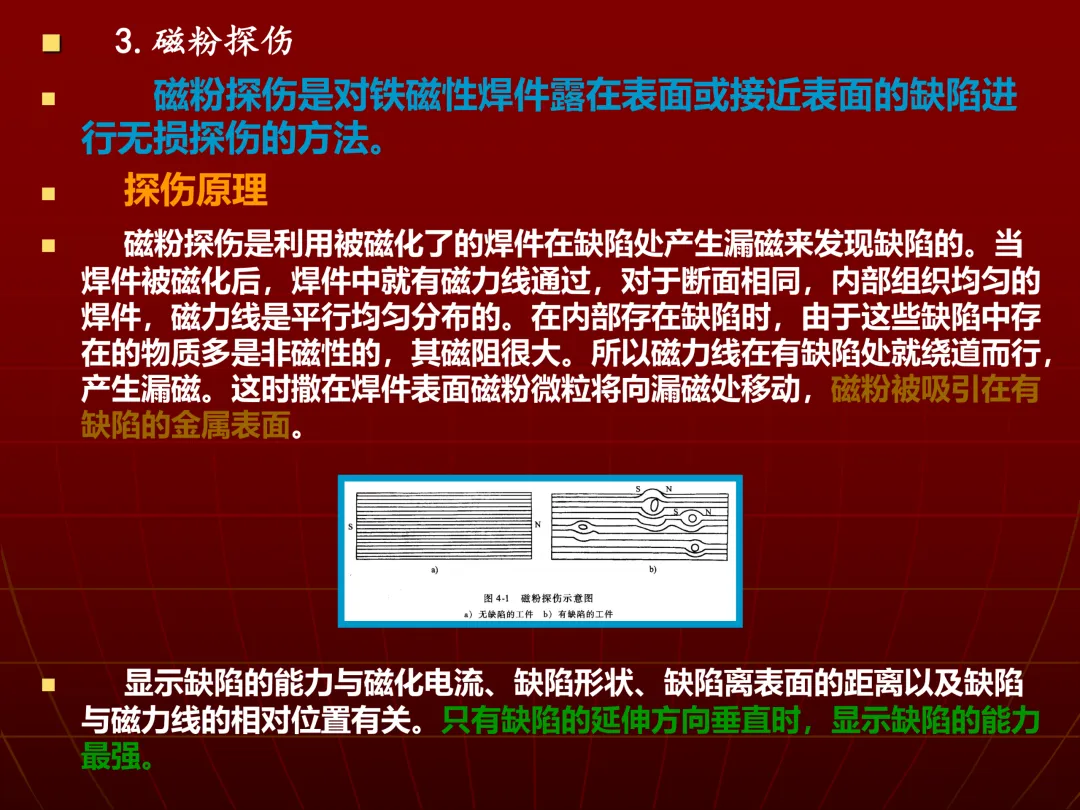
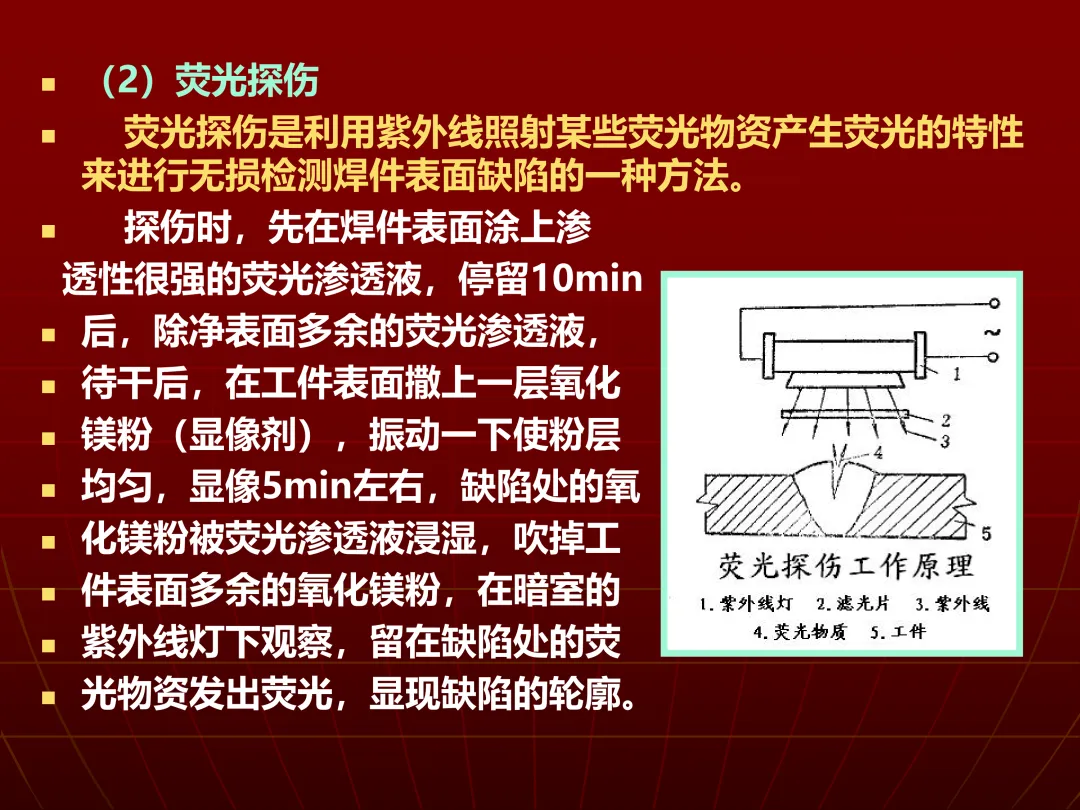
检验是保证产品合格的关键,涵盖前期焊材 / 设备 / 坡口核查、中期工艺执行监控、后期成品检测,无损探伤为核心检测手段,同时包含外观检查、渗漏检测、力学 / 金相 / 化学成分分析等。文档详细介绍了 5 种主流无损探伤方法的原理、特点及适用场景,核心信息如下: 1. 射线探伤(X/γ 射线) ◦ 原理:利用射线穿透性和胶片感光性,通过底片黑度判断内部缺陷; ◦ 分级:焊缝质量分 Ⅰ-Ⅳ 级,Ⅰ 级无裂纹、未熔合等严重缺陷,Ⅳ 级为缺陷超标; ◦ 对比:X 射线灵敏度高、透照快,适用于<50mm 焊缝;γ 射线穿透能力强、设备轻便,适用于≥50mm 焊缝及野外作业。 2. 超声波探伤 ◦ 原理:利用超声波的反射特性,通过缺陷波的位置和高度判断缺陷位置与大小; ◦ 特点:频率 2-5MHz,需耦合剂辅助,适用范围广,可检测板材、锻件、焊接件等多种工件。 3. 磁粉探伤 ◦ 原理:铁磁性焊件缺陷处产生漏磁,吸附磁粉显现缺陷; ◦ 适用:仅检测铁磁性材料的表面 / 近表面缺陷,缺陷延伸方向与磁力线垂直时显示效果最佳。 4. 渗透法探伤分着色探伤和荧光探伤,均为表面缺陷检测方法,原理为渗透液渗入缺陷,经显像剂吸附显现缺陷; ◦ 着色探伤:成本低、操作简便,可发现宽 0.01mm、深≥0.03mm 的表面缺陷; ◦ 荧光探伤:利用紫外线激发荧光物质,暗室观察,灵敏度较高。 整体而言,文档明确了焊接缺陷的形成多与冶金因素、焊接工艺、应力状态相关,控制核心为 “优化冶金成分、规范焊接工艺、控制焊接应力、隔绝有害气体”;而焊接质量检验需结合不同探伤方法的特点,针对性检测缺陷类型,其中无损探伤是实现焊接内部、表面缺陷精准检测的关键手段。