200页PPT|SQE供应商质量管理方法:从救火到预防的系统化路径,实现供应商质量稳定性全面提升
- 2026-05-25 06:27:12
200页PPT|SQE供应商质量管理方法:从救火到预防的系统化路径,实现供应商质量稳定性全面提升大家好,这里是“采购圈文库”微信公众号,为大家分享采购.仓储.生产.供应链.质量等实用干货资料。关注我并将公众号设置星标,避免错过最新资料下载! 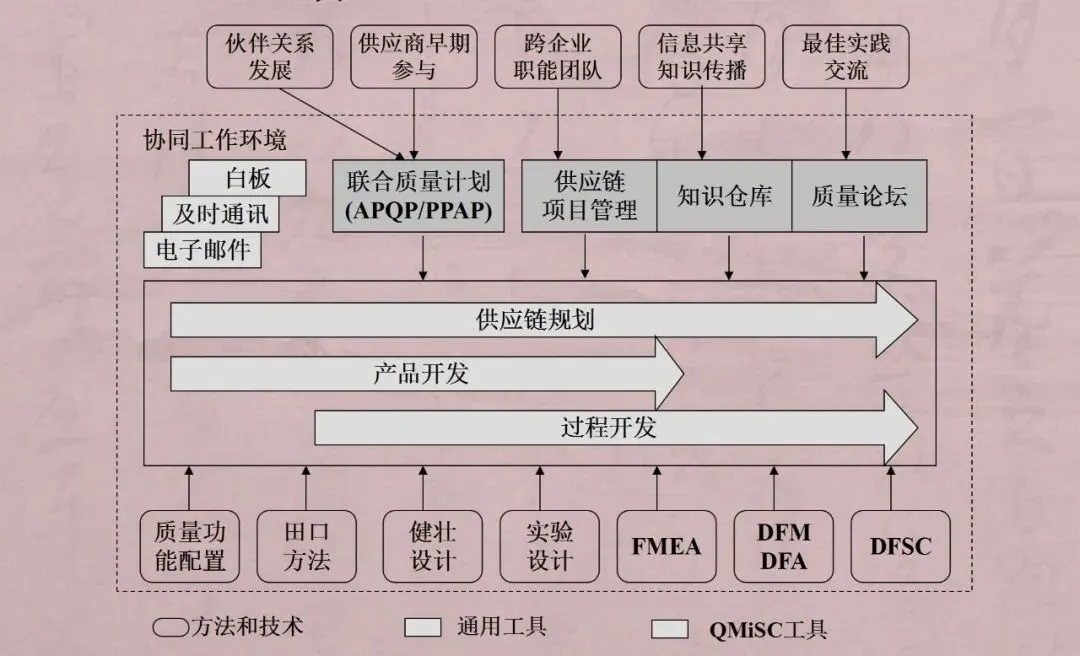
《200页PPT|SQE供应商质量管理方法》 领取完整版,见文末 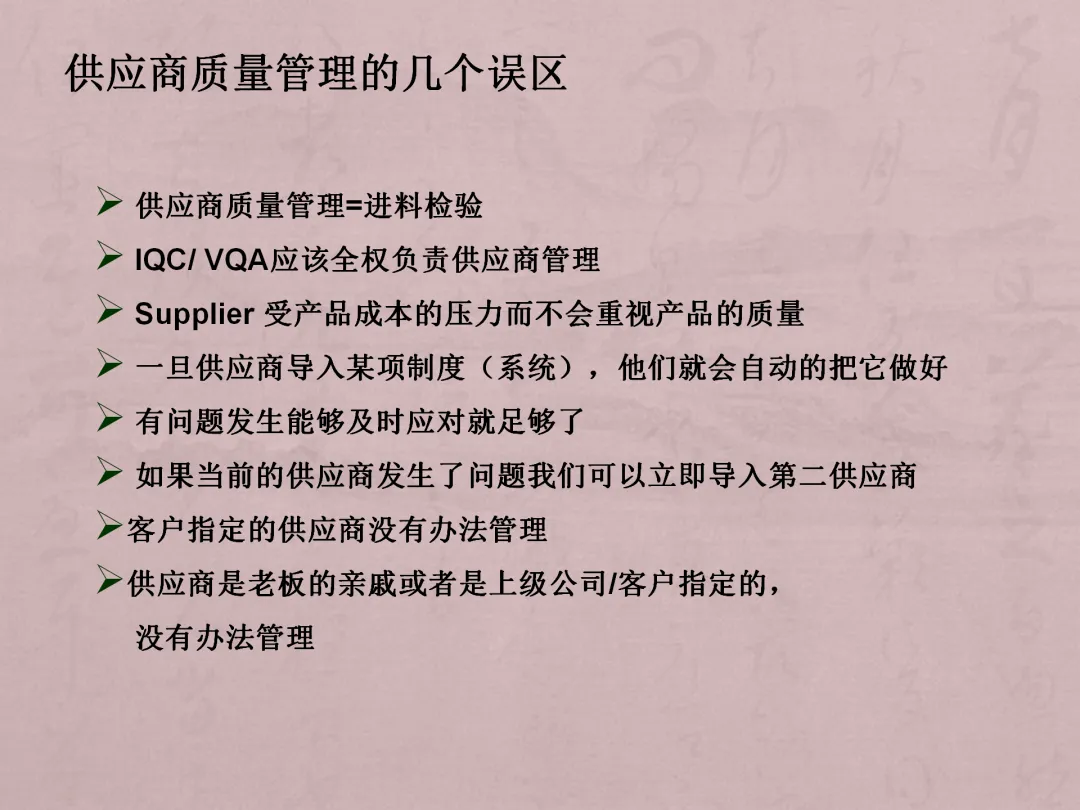
完整版以上传星球,想要一次性获取的小伙伴,加入下方星球即可 
扫码加入星球 采购资料库:采购资源无限下载方法 即可获得丰富、全面、专业的采购.仓储.供应链.供应商等相关干货资料~ 内容持续更新,期待您的加入 
 立即扫码
立即扫码

*本文部分资料来源于网络公开领域,版权归原作者所有。
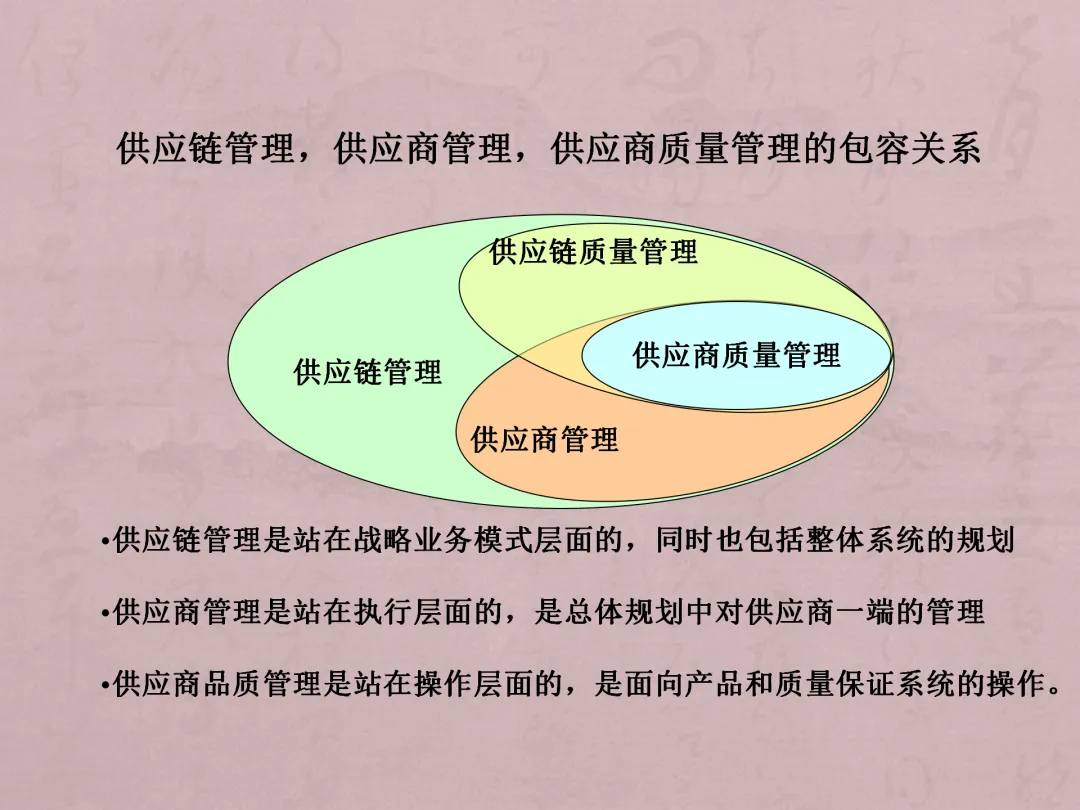
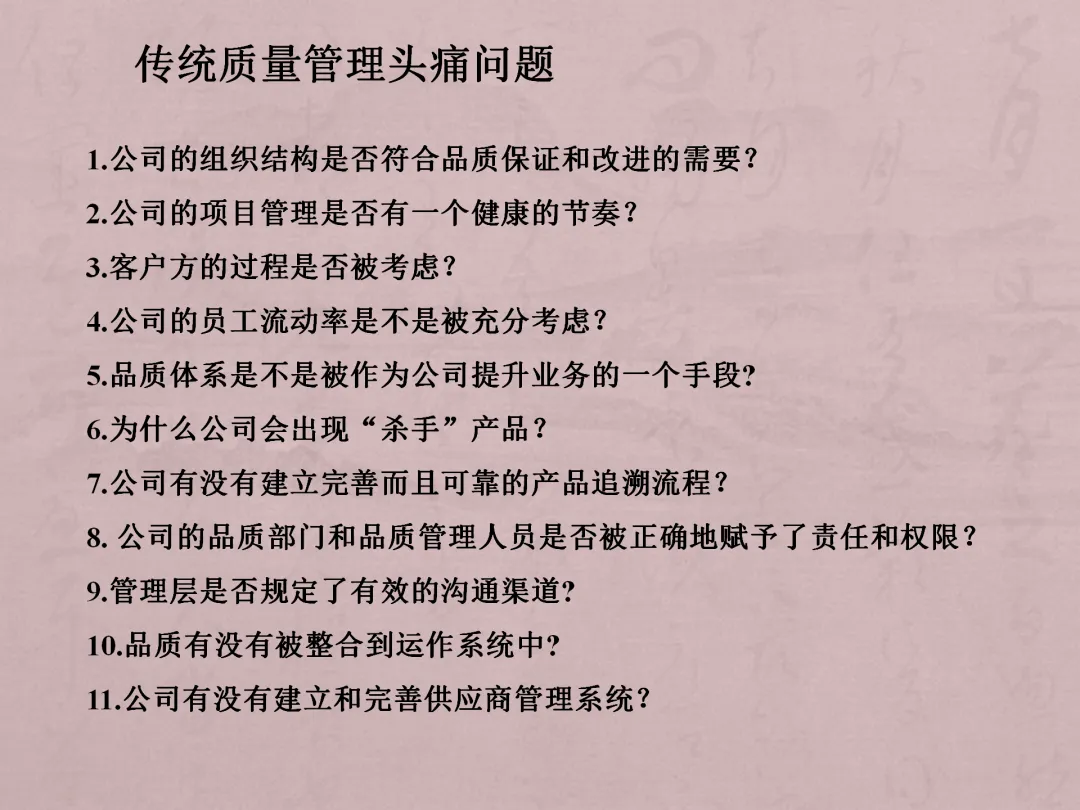
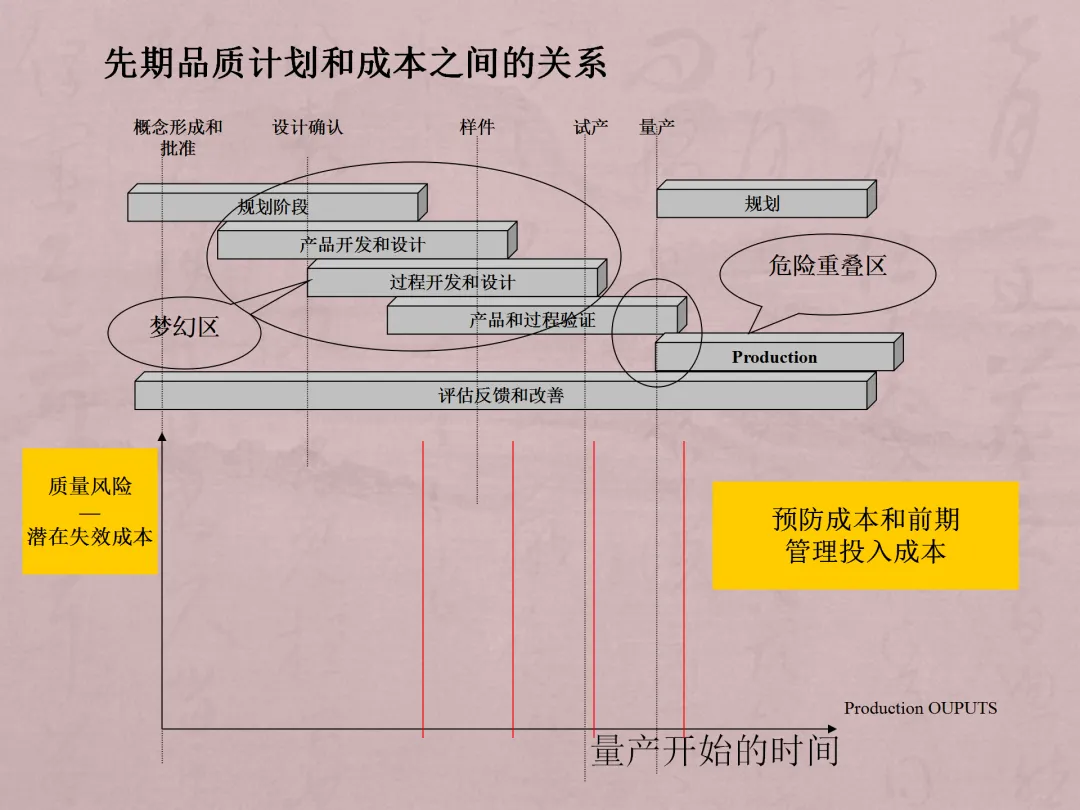
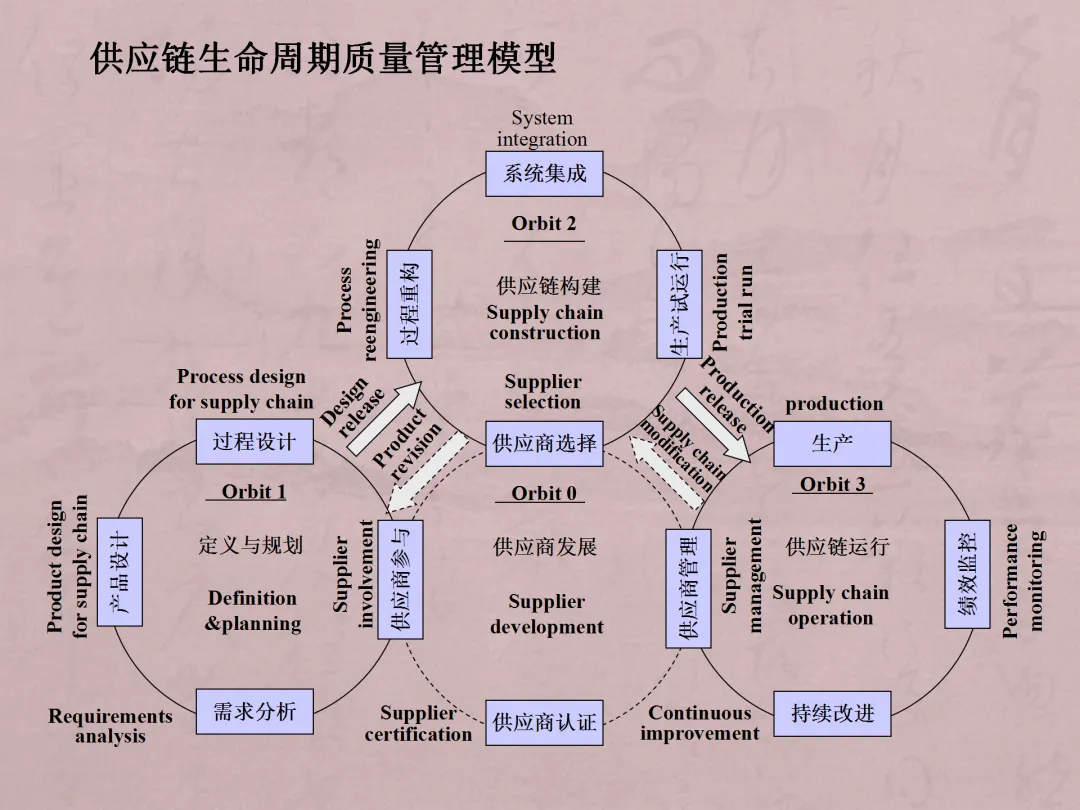
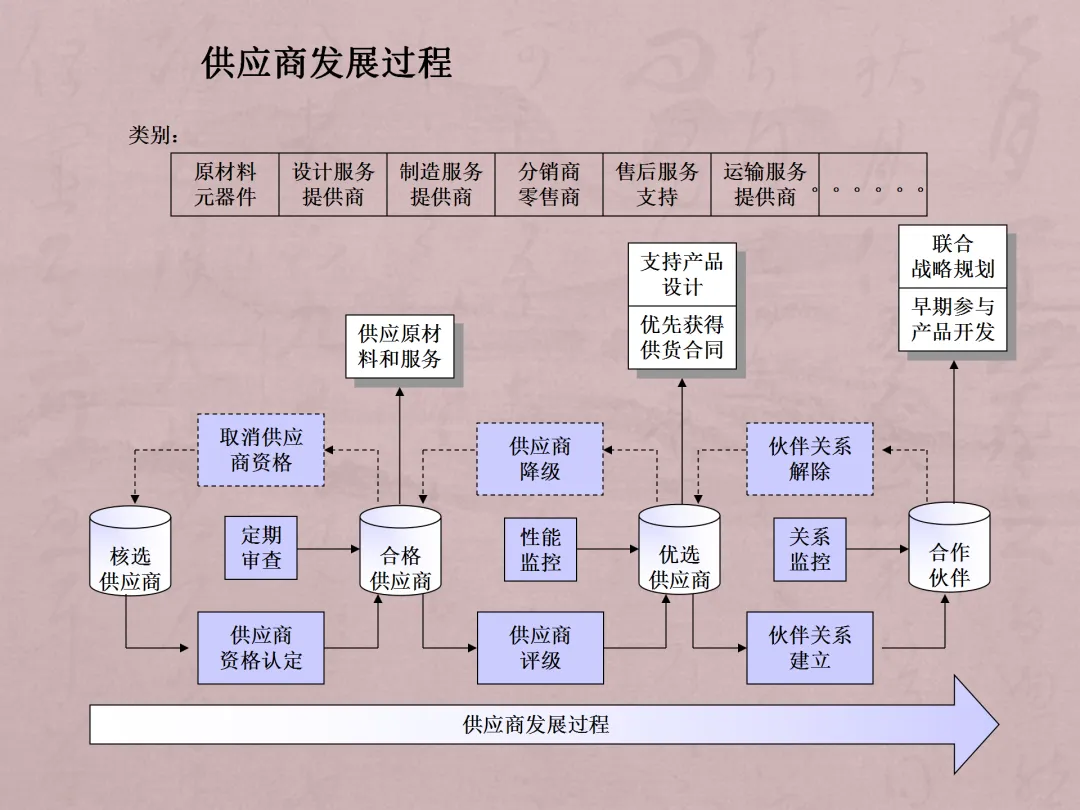
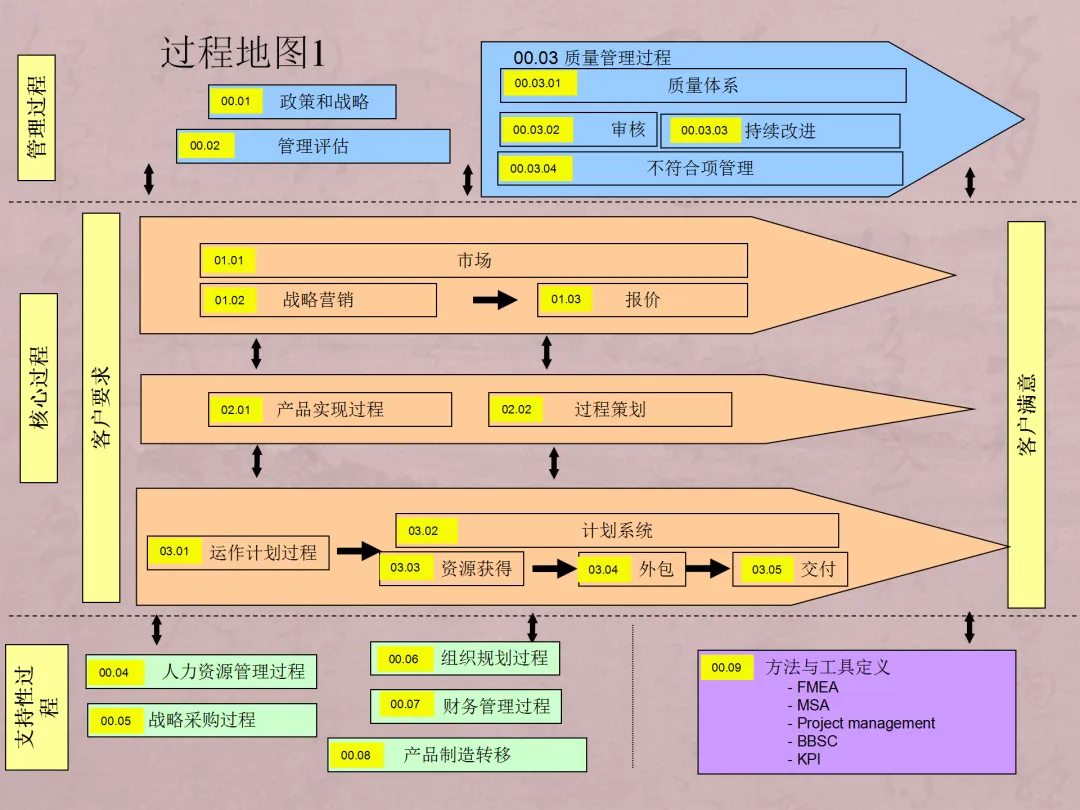
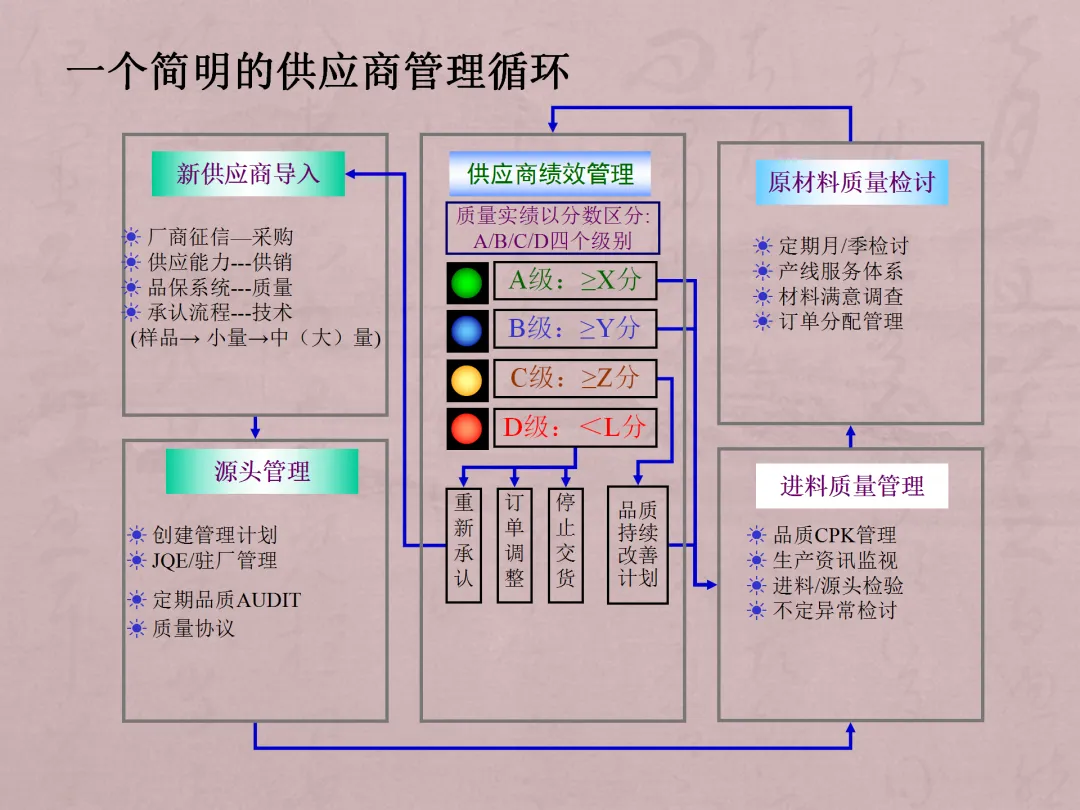
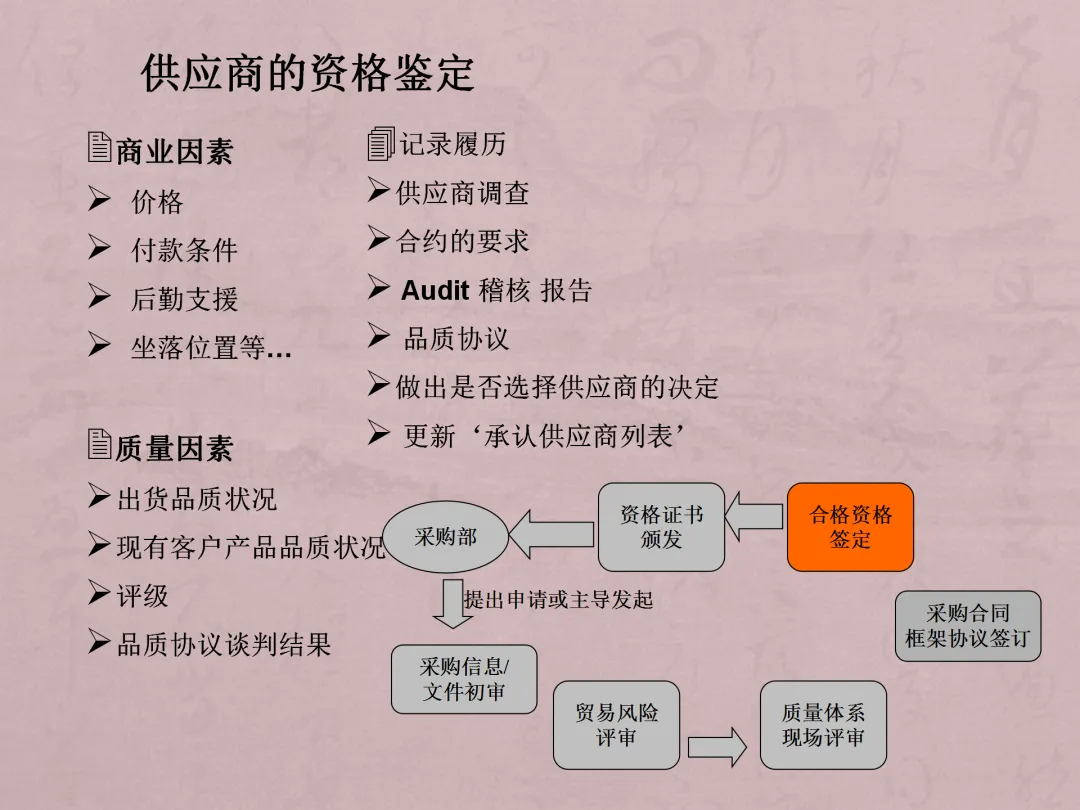
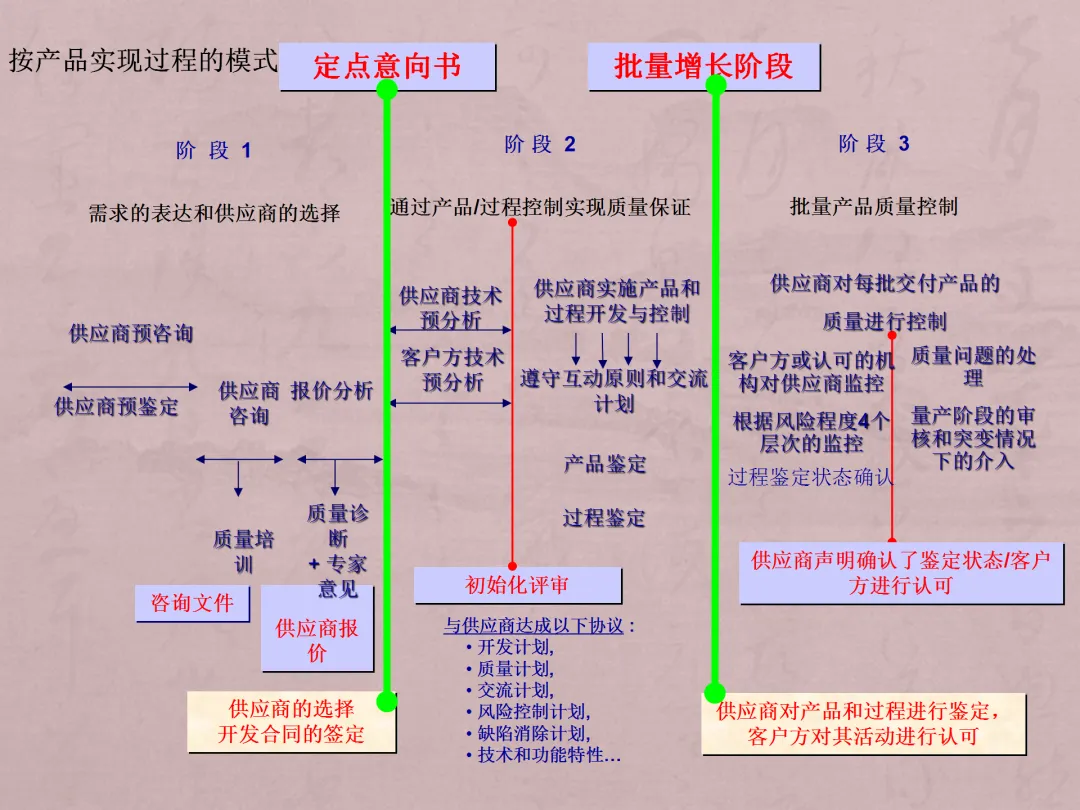
供应商质量缺陷导致的生产线停线、产品召回等风险,一直是供应链管理者的痛点。传统依赖进货检验的事后控制模式,不仅成本高昂,且无法真正消除风险源头。如何转向事前预防的系统化质量管理?关键在于将管理动作前移,构建覆盖供应商全生命周期的质量保证体系。
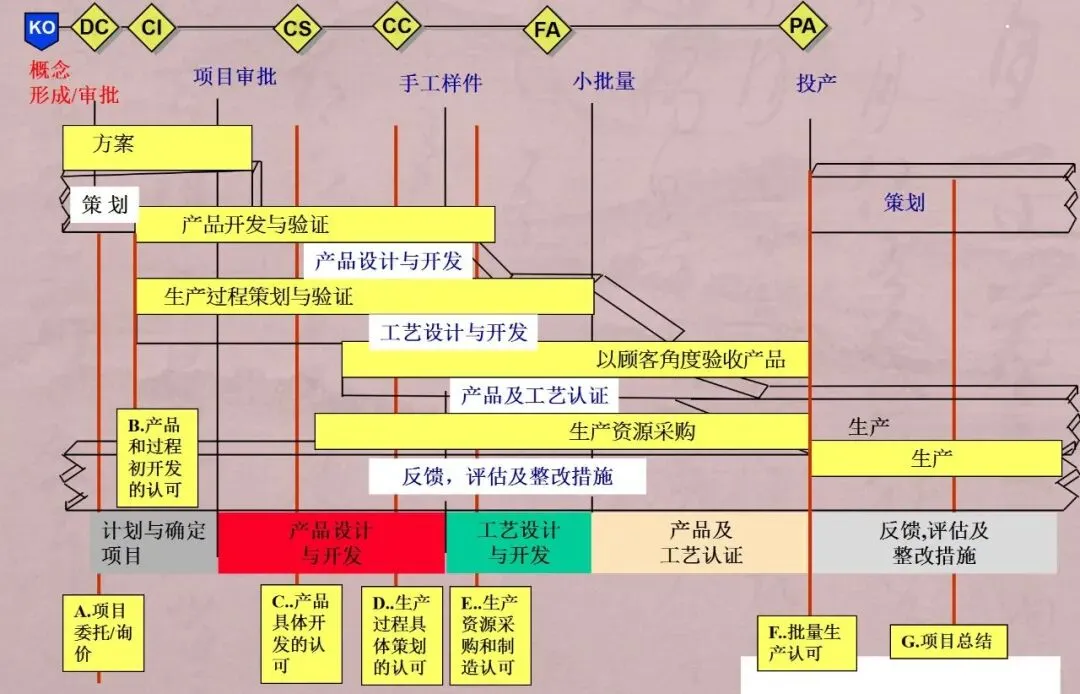
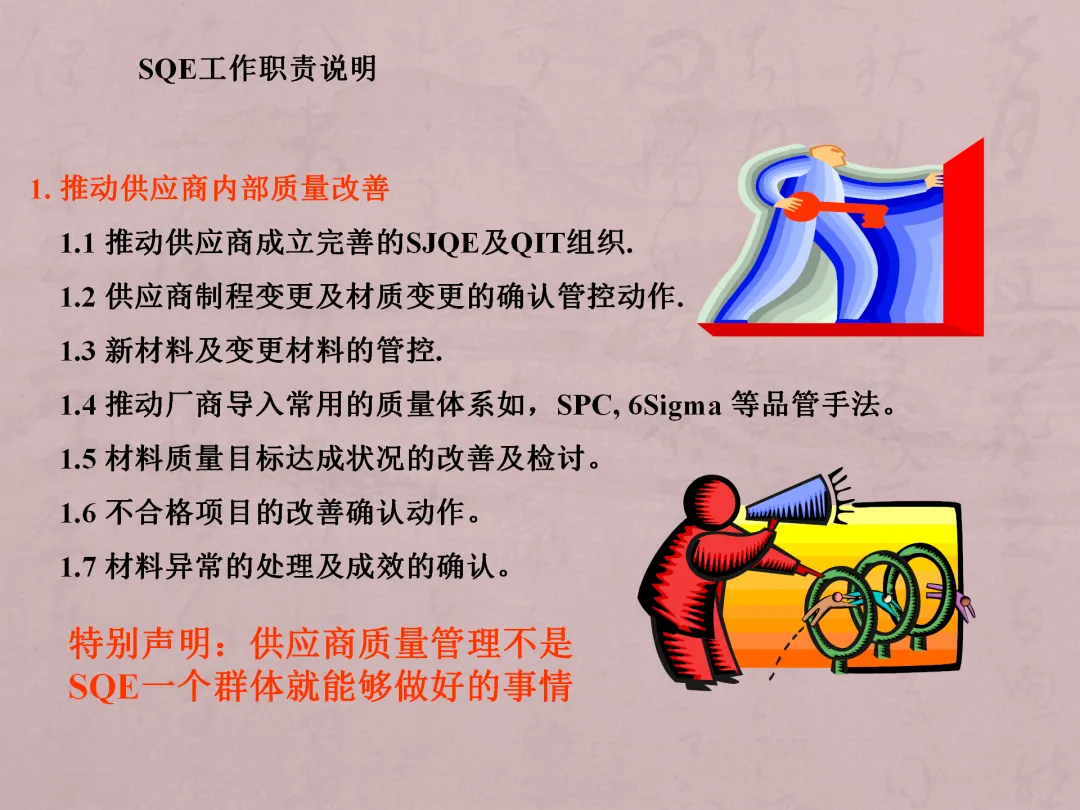
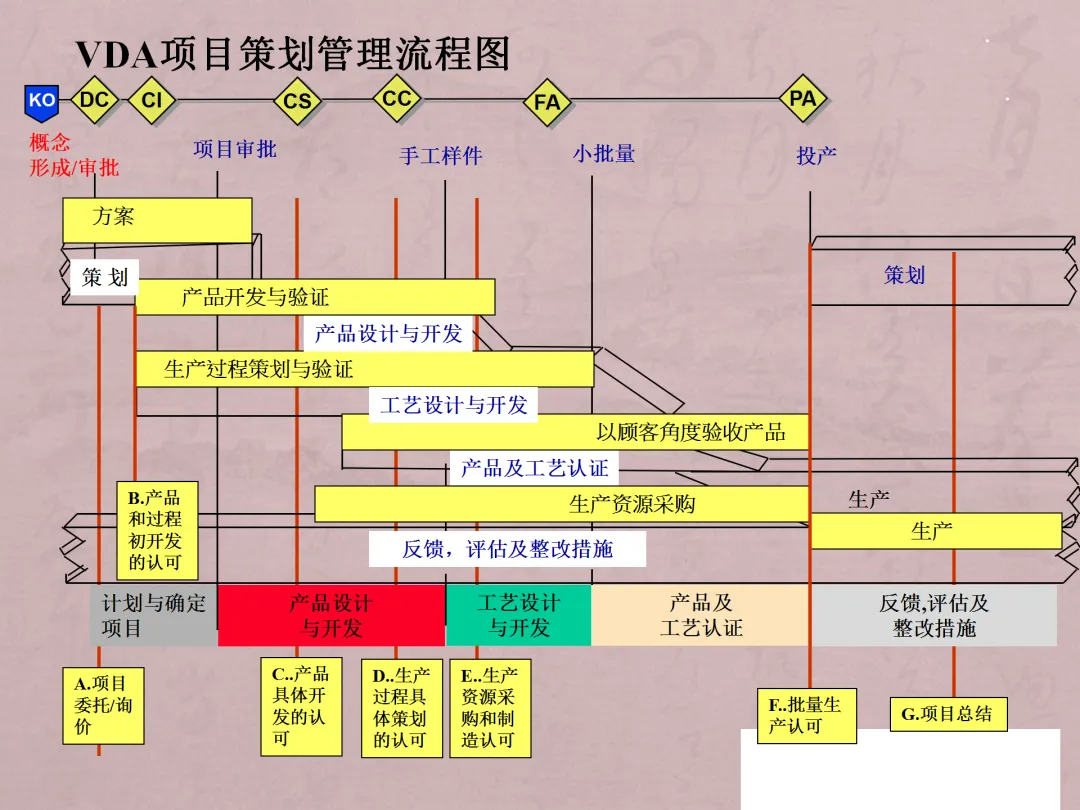
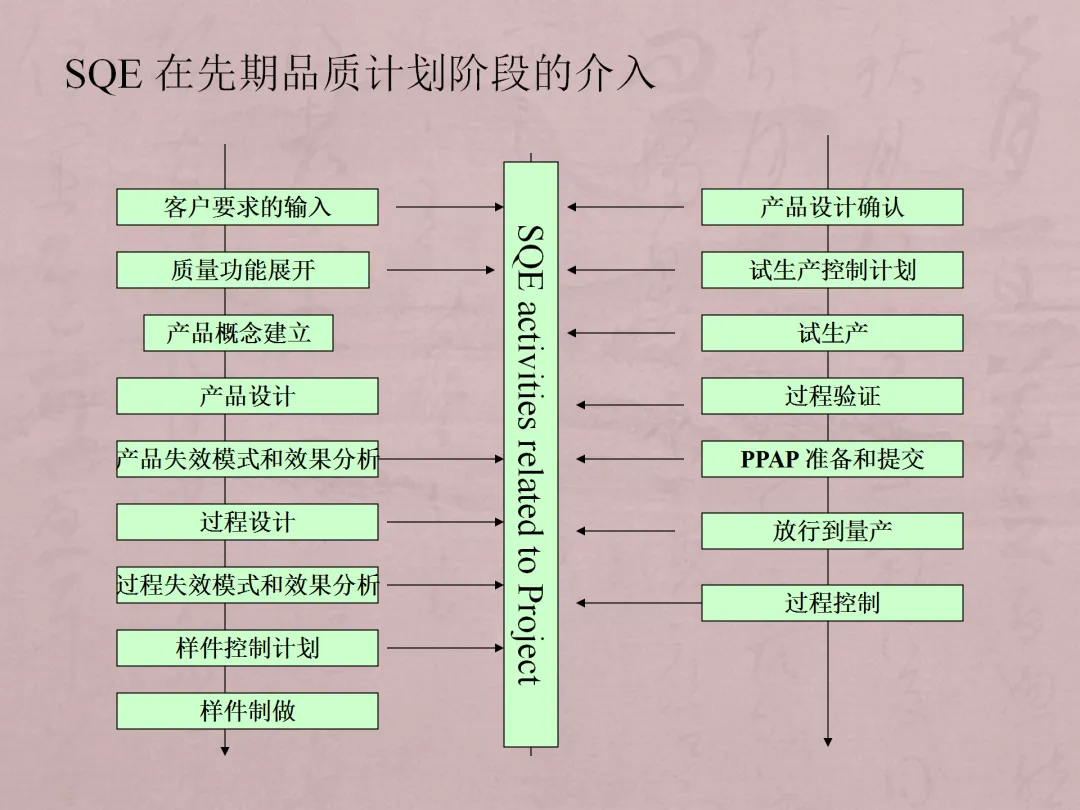
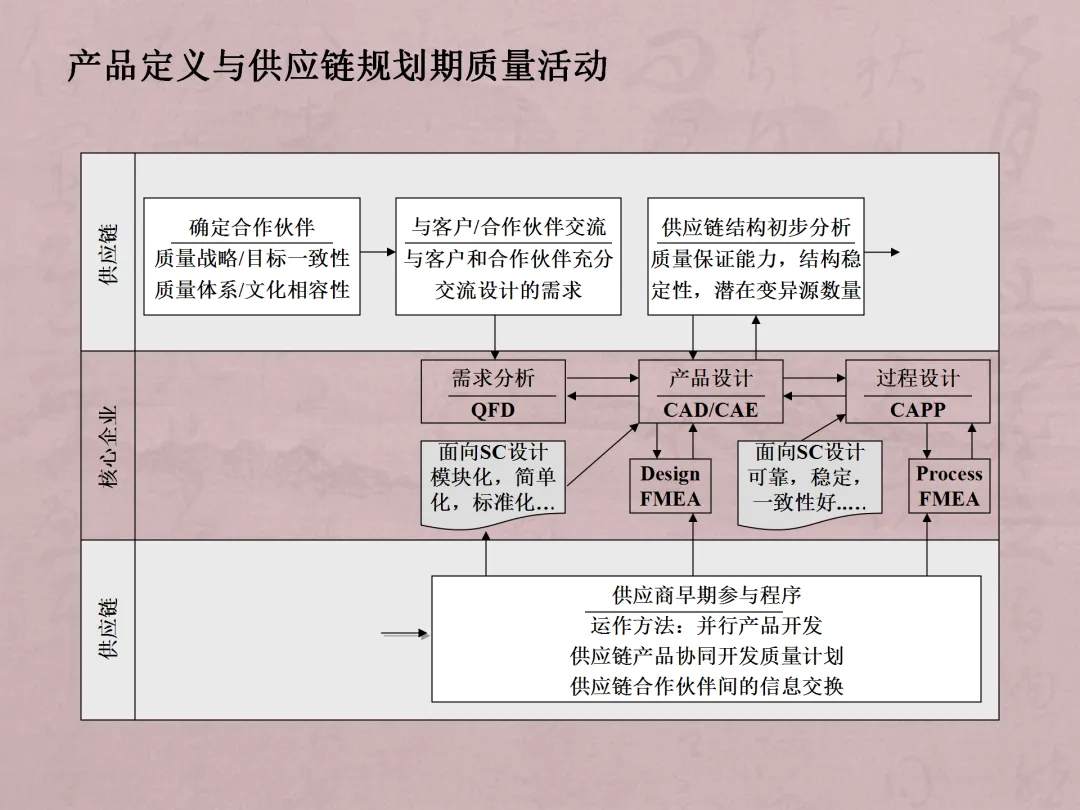
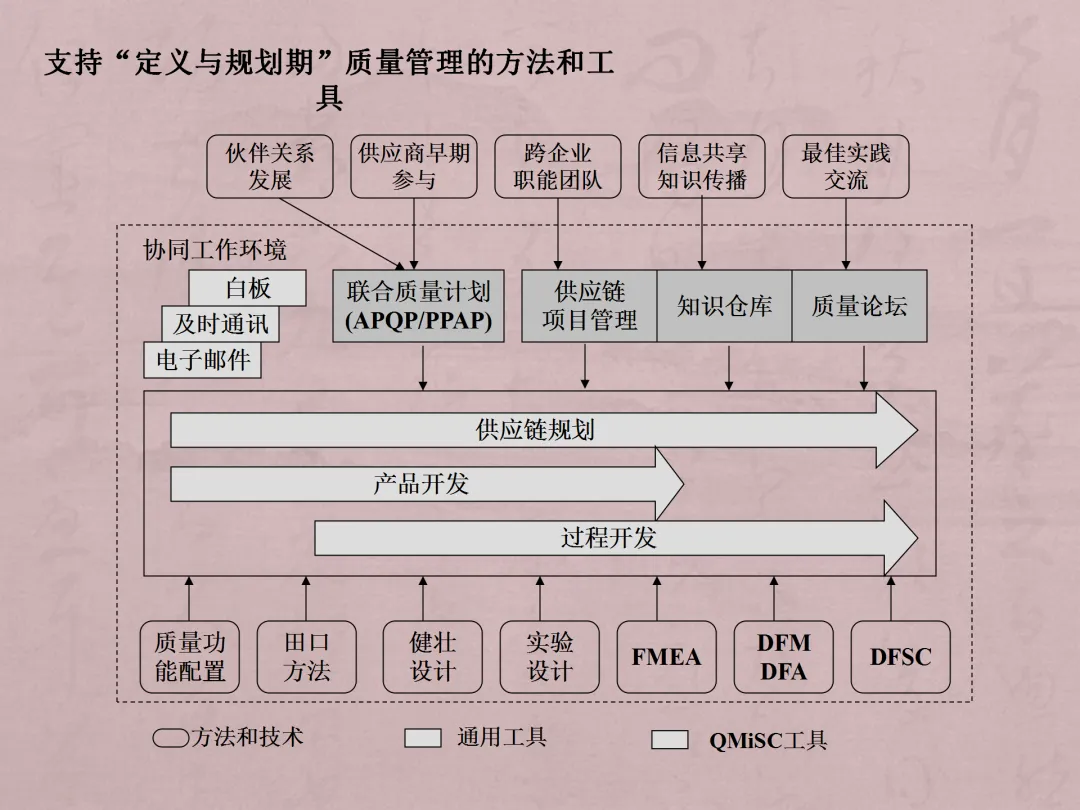
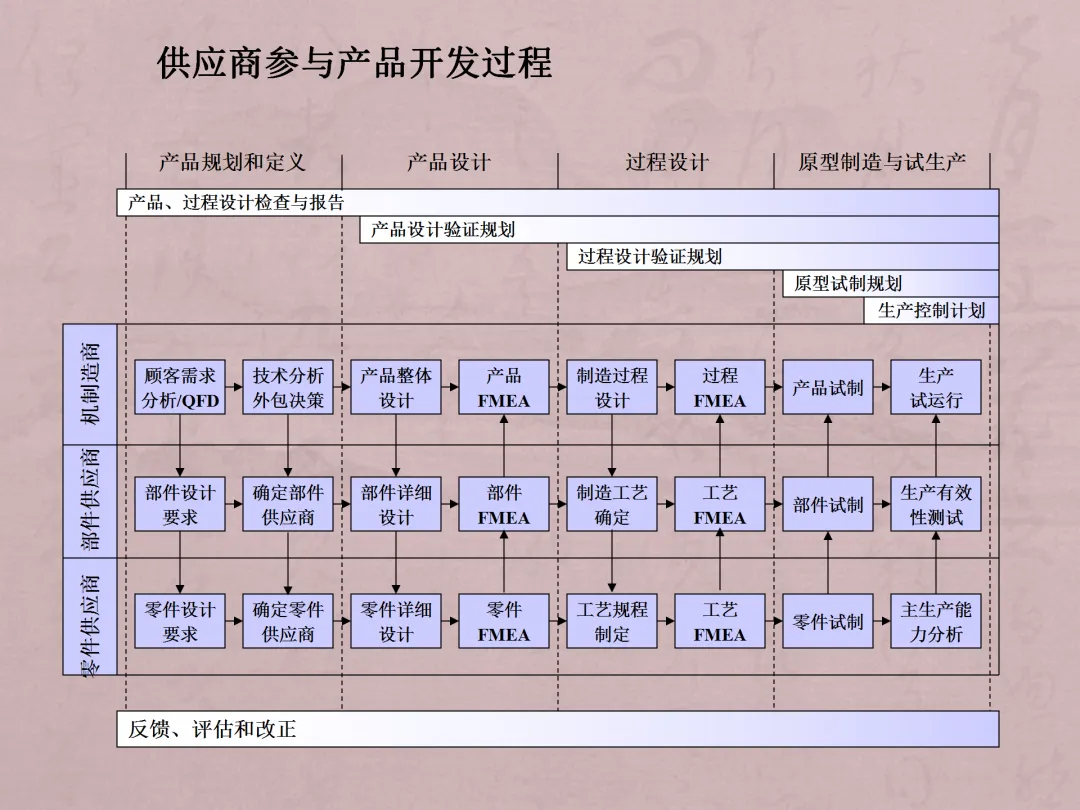
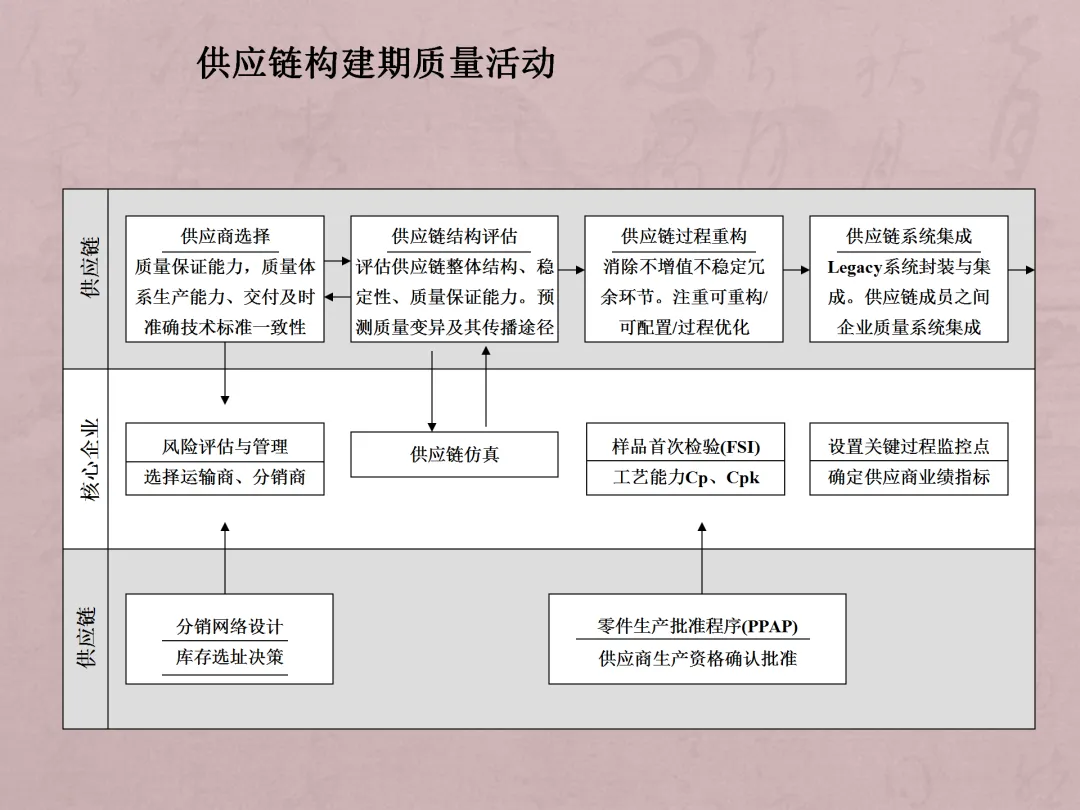
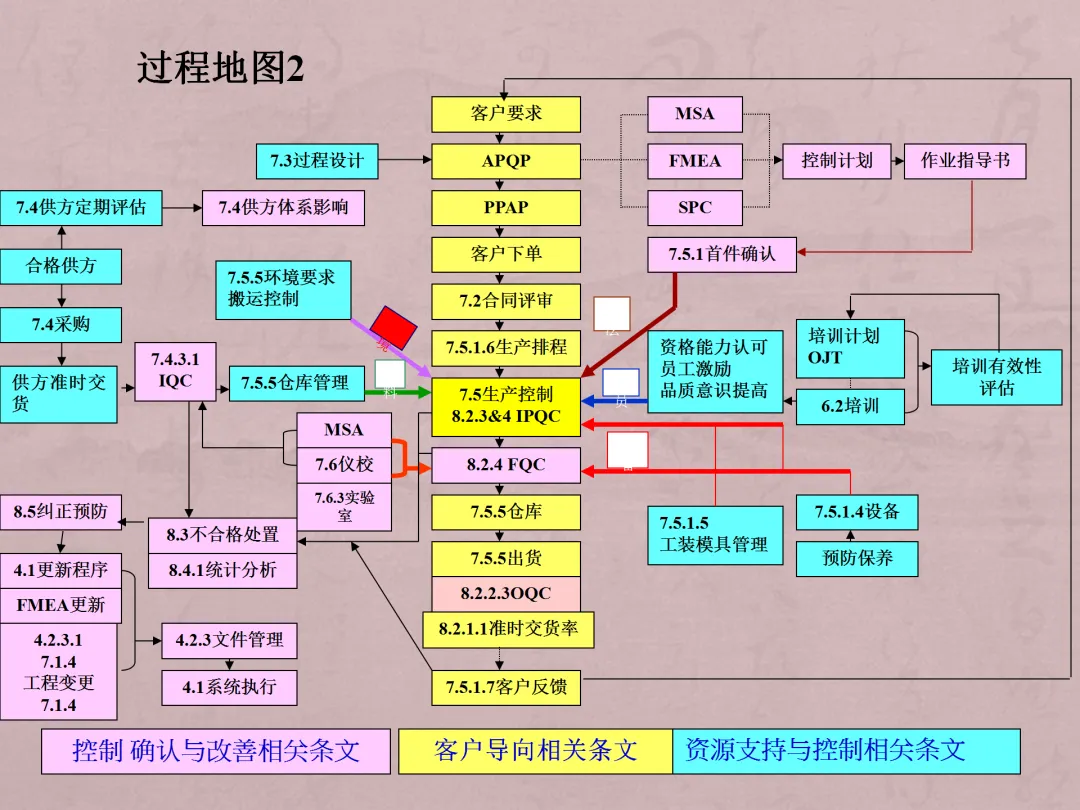
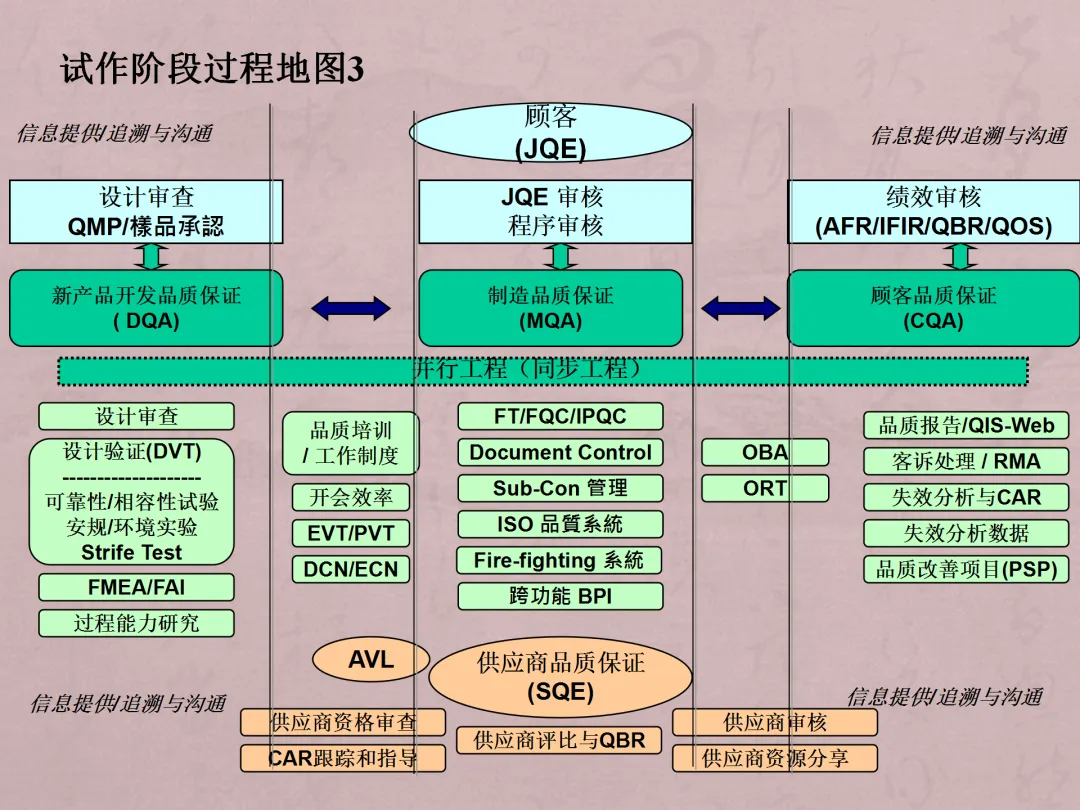
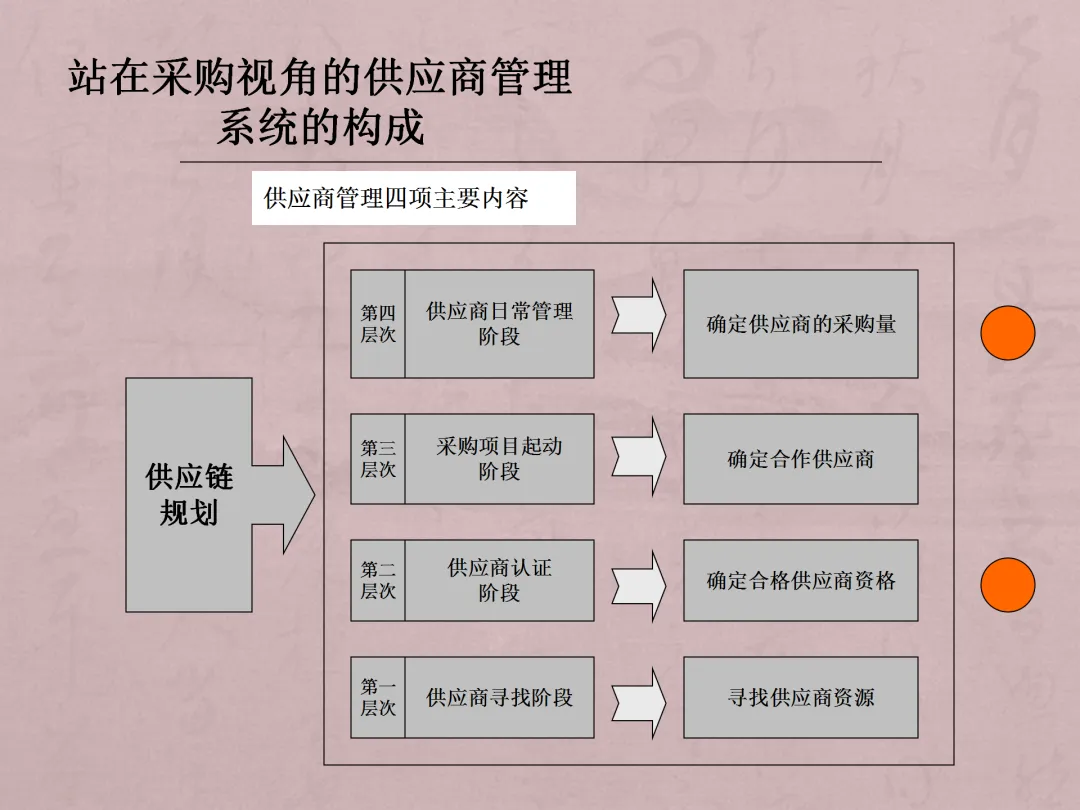
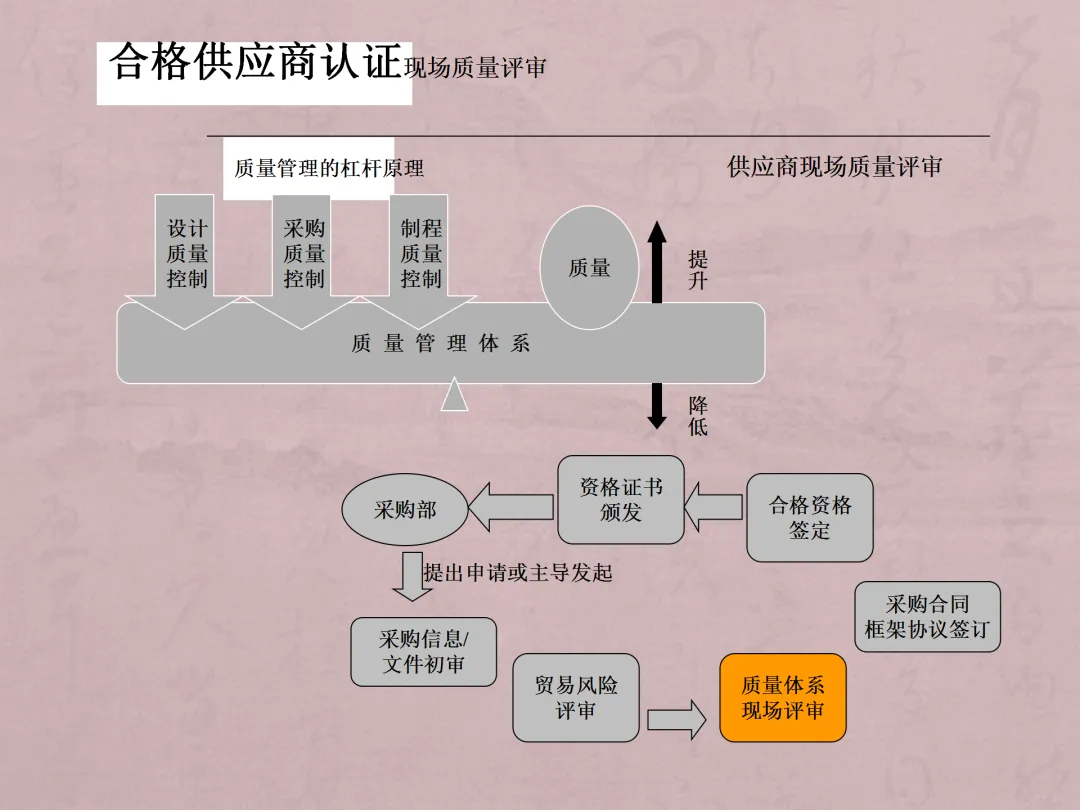
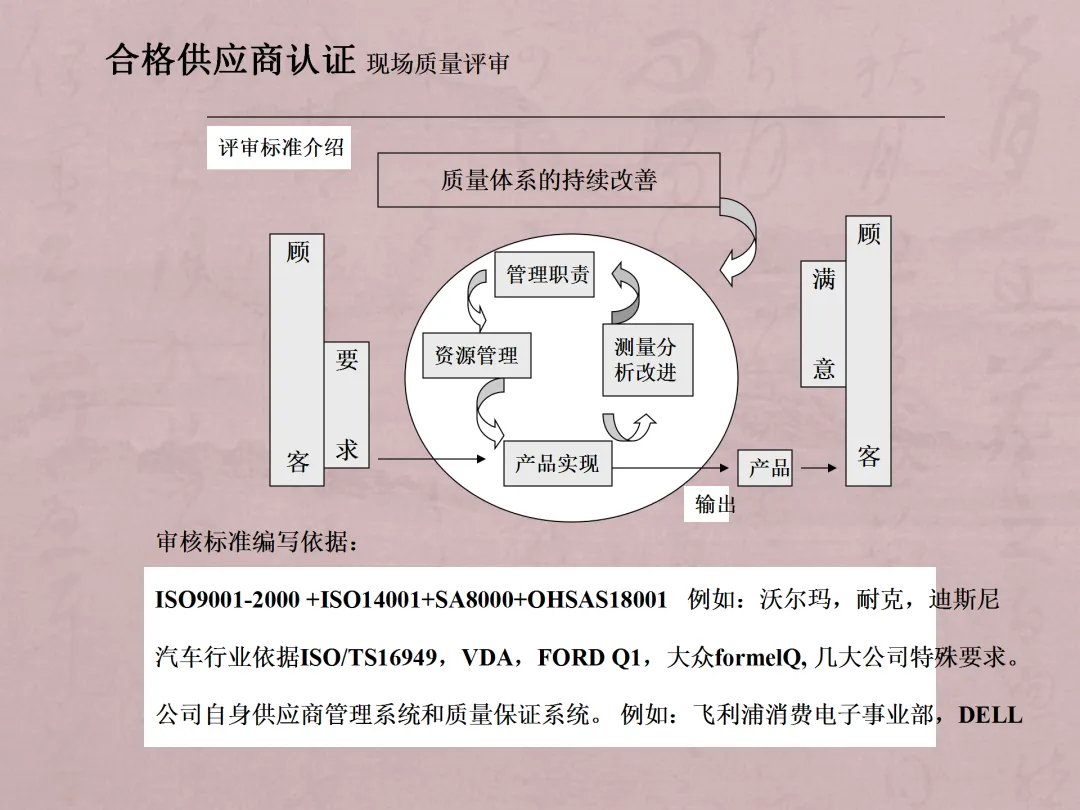
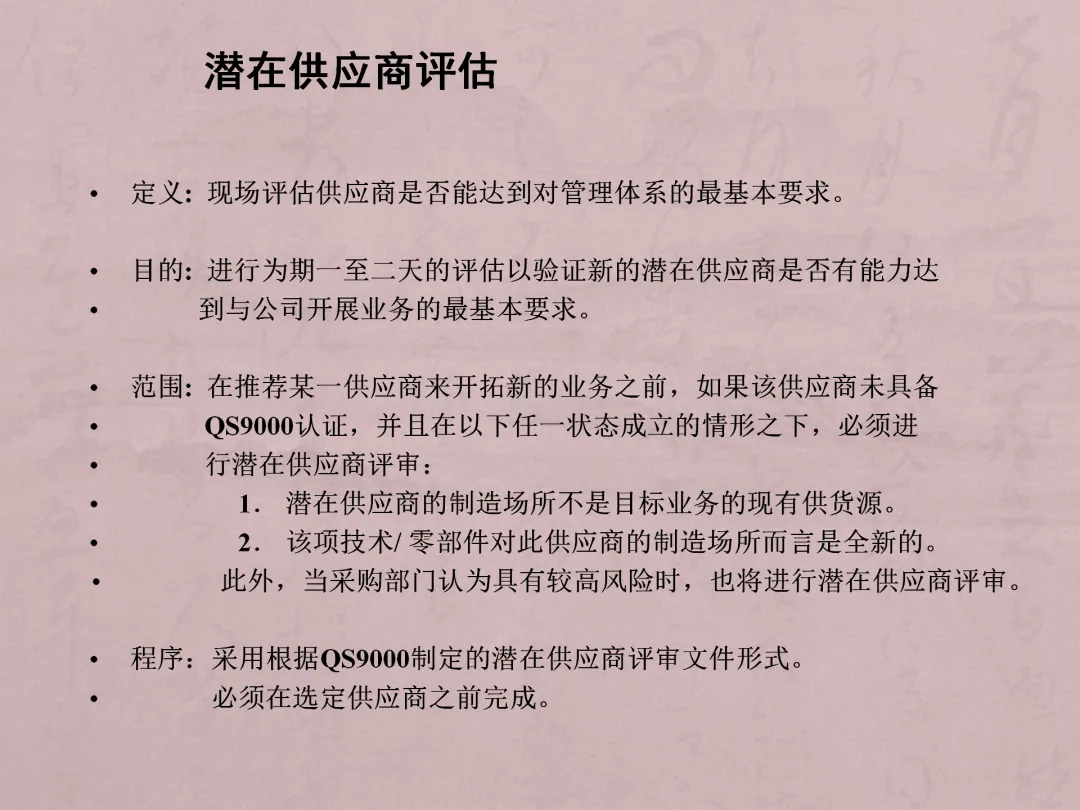
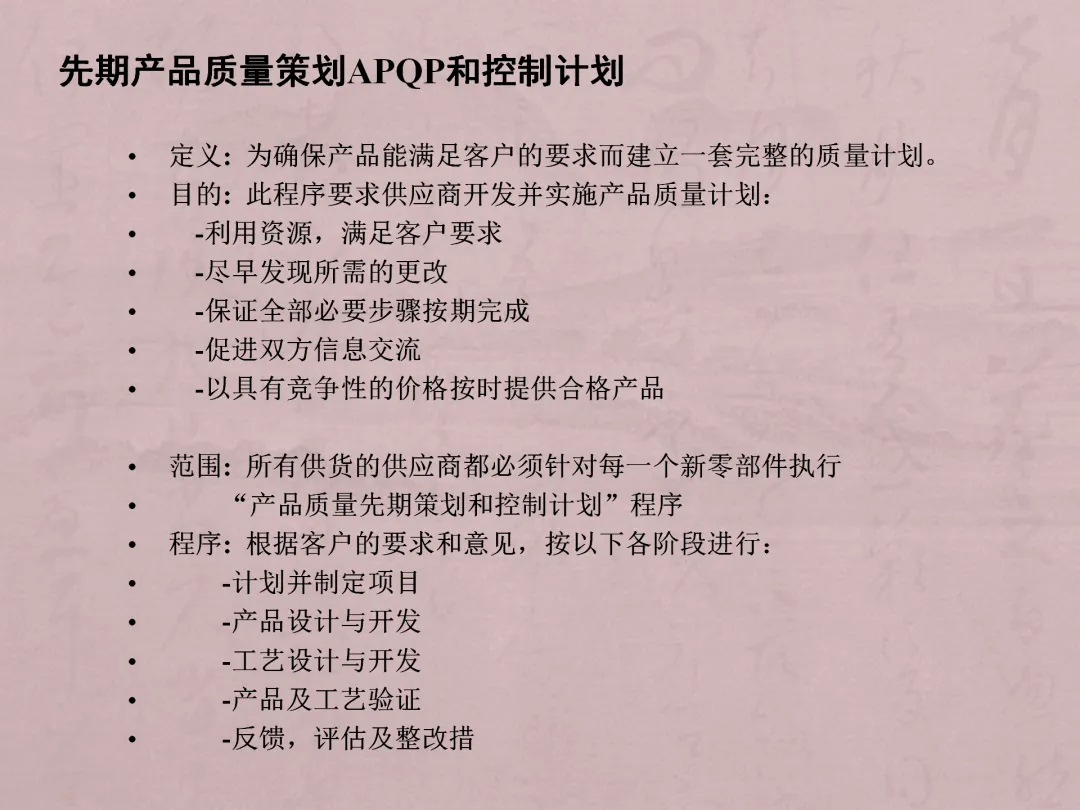
在新产品导入阶段,SQE(供应商质量工程师)需深度参与供应商的产品设计与过程设计评审,推动潜在失效模式分析与控制计划落地。通过生产件批准程序验证供应商的稳定量产能力,而非仅依赖样件合格判断。
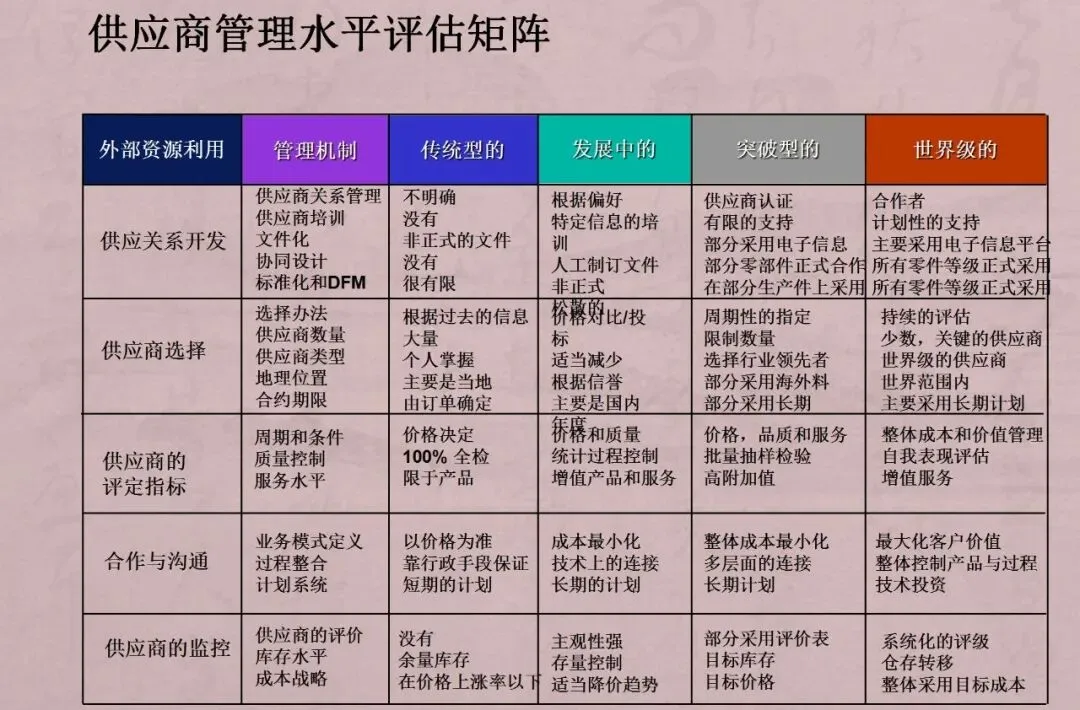
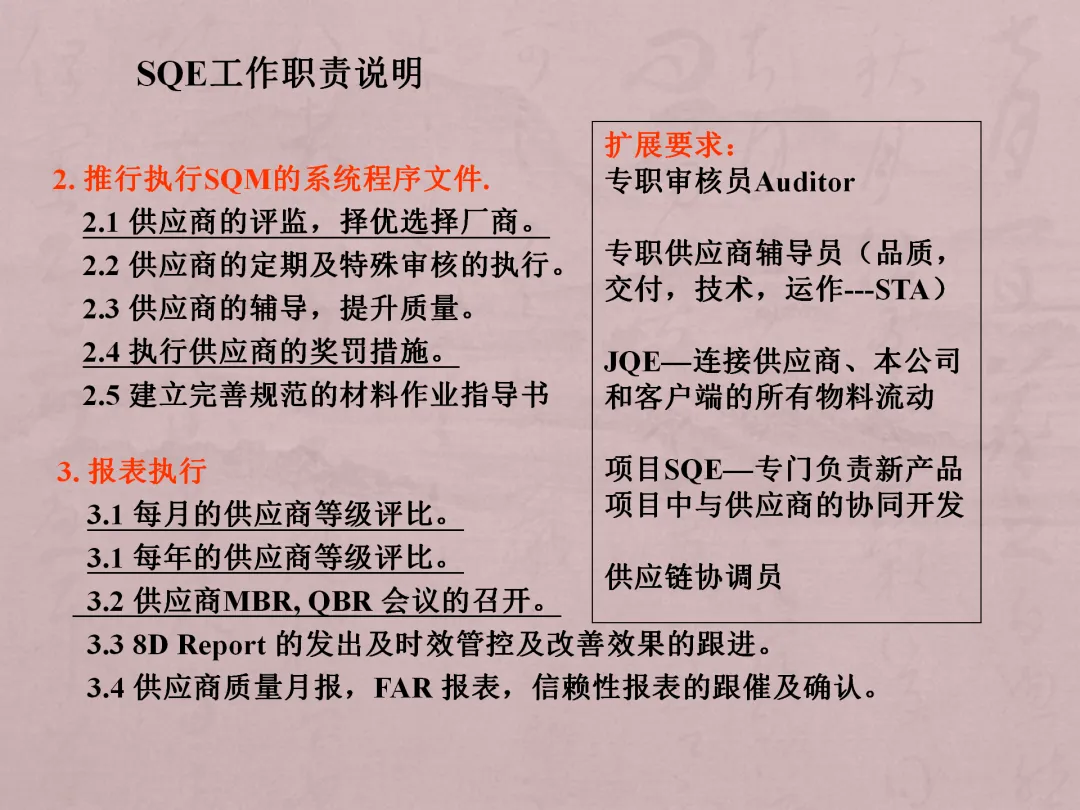
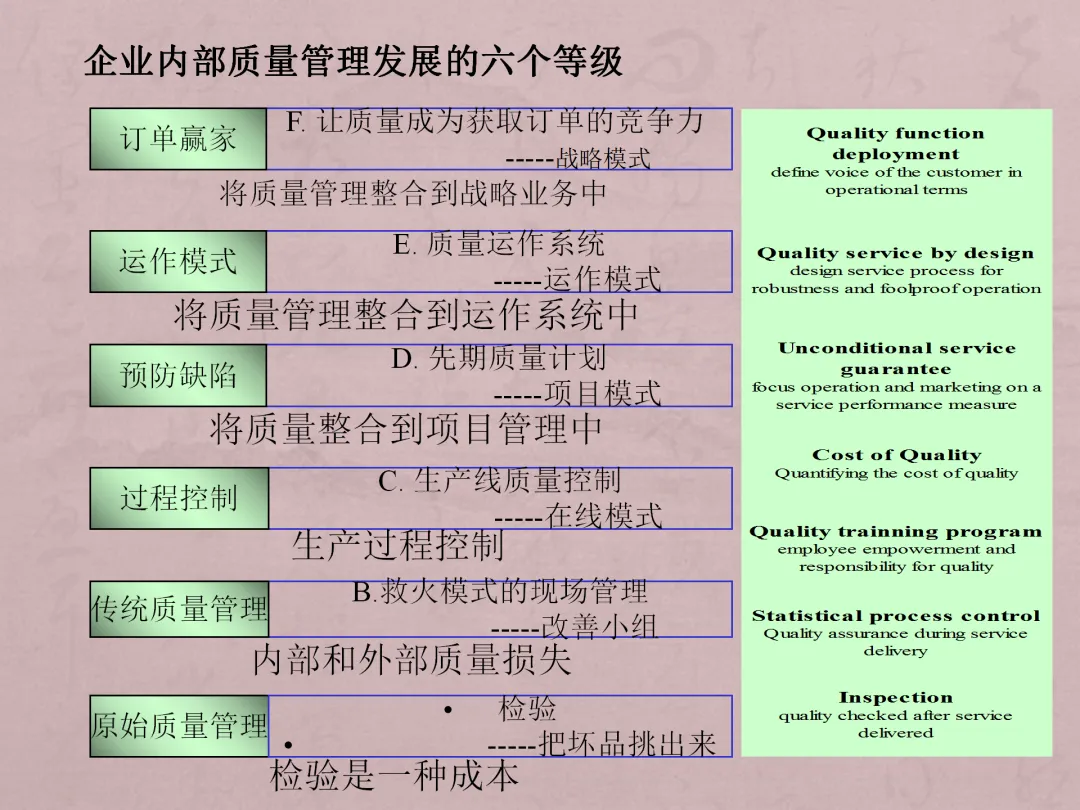
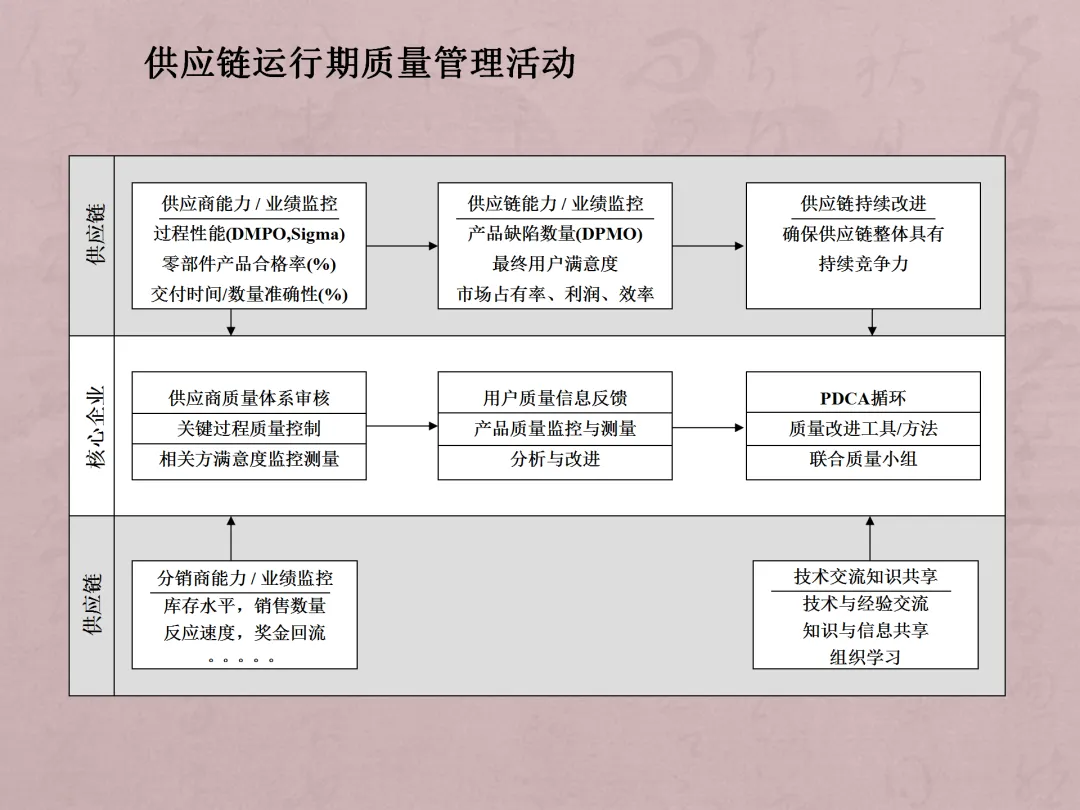
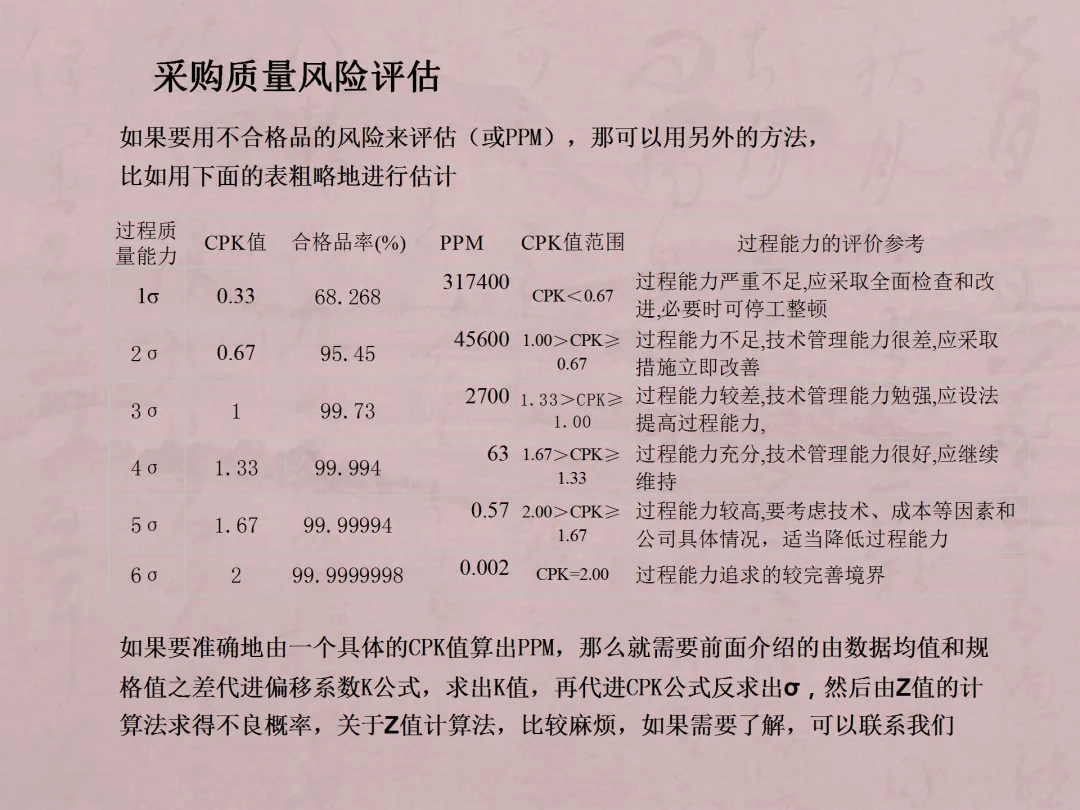
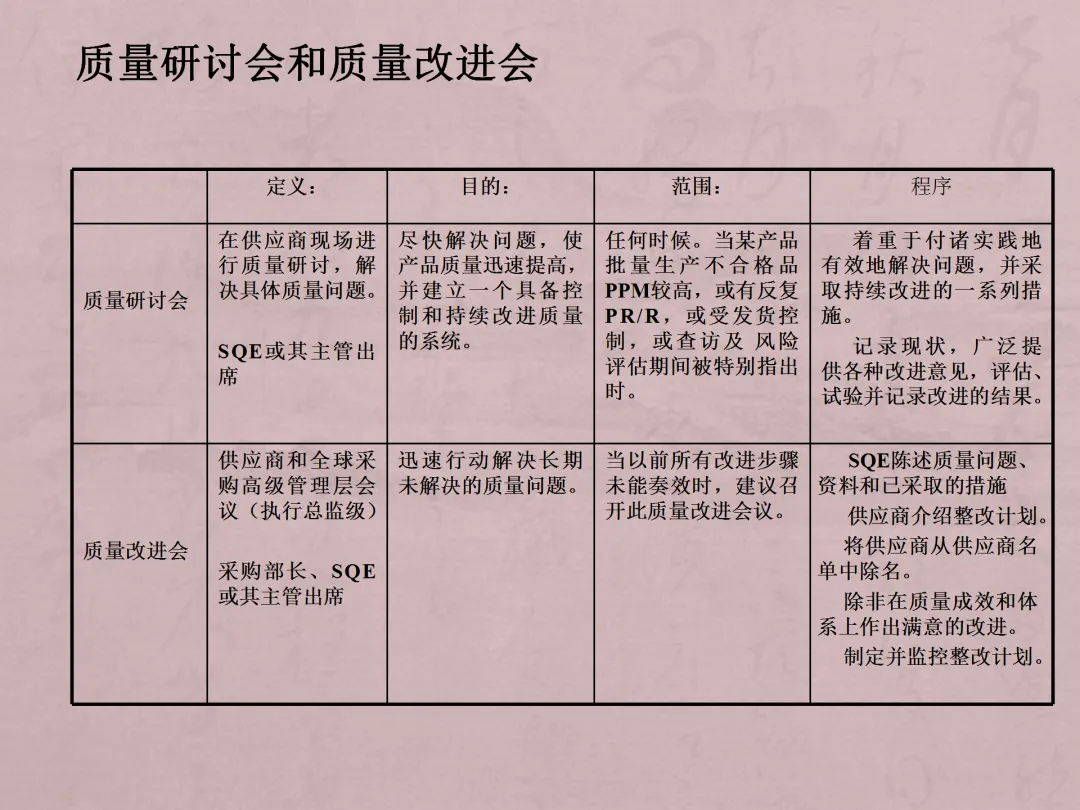
在量产阶段,应建立以数据驱动的供应商绩效考评机制。将批次合格率、制程能力指数、现场审核得分等指标纳入月度评比,实施A/B/C/D分级管理。同时,通过8D报告规范质量问题闭环处理流程,推动供应商成立QIT(质量改善小组)开展根本原因分析。
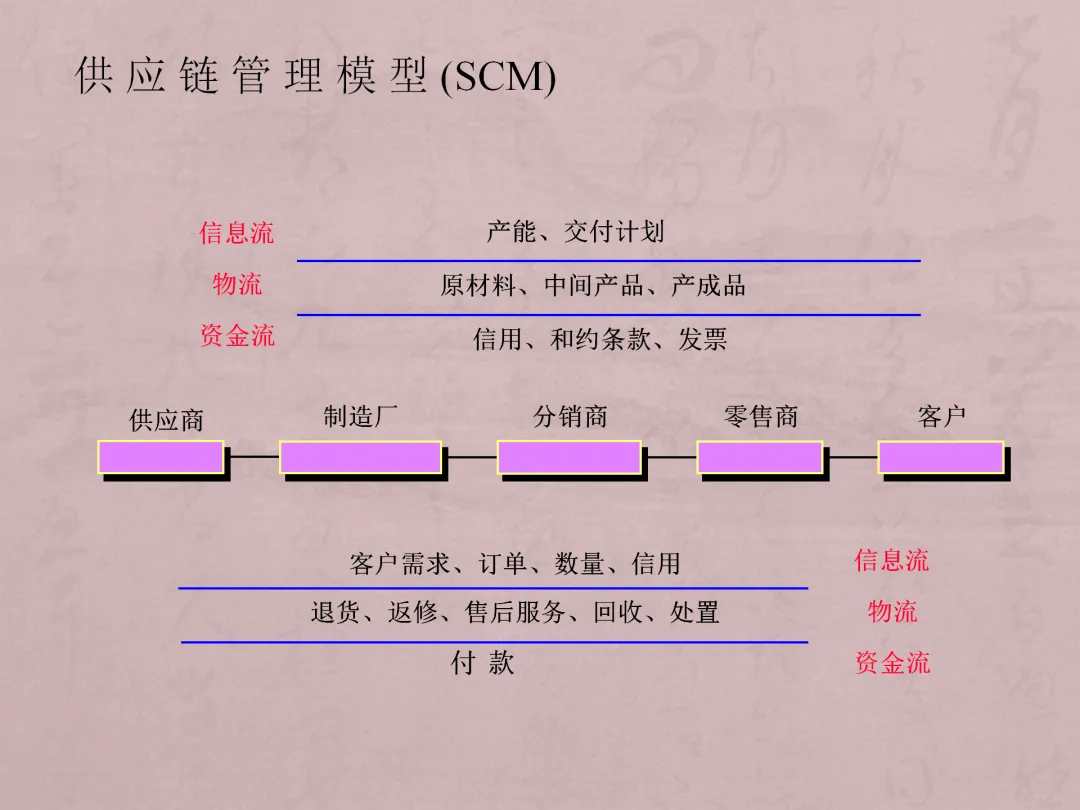
对于高风险物料,可推行源头检验策略。SQE驻厂监控关键工序参数,将质量管控嵌入供应商生产流,缩短质量反馈周期。此外,需建立包装运输评估机制,通过跌落测试、振动测试验证物流环节的质量防护能力。
如何获取更多资料下载?
·加入方式
立即扫码
本文来自网友投稿或网络内容,如有侵犯您的权益请联系我们删除,联系邮箱:wyl860211@qq.com 。
随机文章
-
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
- 【PPT分享】未来空域:先进空中交通(AAM)深度展望与战略蓝图
- 放大胃镜·使用技巧 | PPT演示版
- 药理学ppt-----影响其他代谢的药物
- 【ppt】新员工职业健康与安全培训(64页)
- 人行横道的法律属性研究(PPT)
- 公众号直接添加附件!上传Word、Excel、Pdf、PPT文档在线预览下载!
- 公众号直接添加附件!上传Word、Excel、Pdf、PPT文档在线预览下载!
- 《带你学透89个Excel函数公式》,今日免费学习
- 《带你学透89个Excel函数公式》,今日免费学习
- 【PPT】2026年开工第一课!全员安全意识提升专题培训必修课课件()53页
