点击上方蓝字「关注并🌟星标」让我们每天学点精益知识,共同成长。
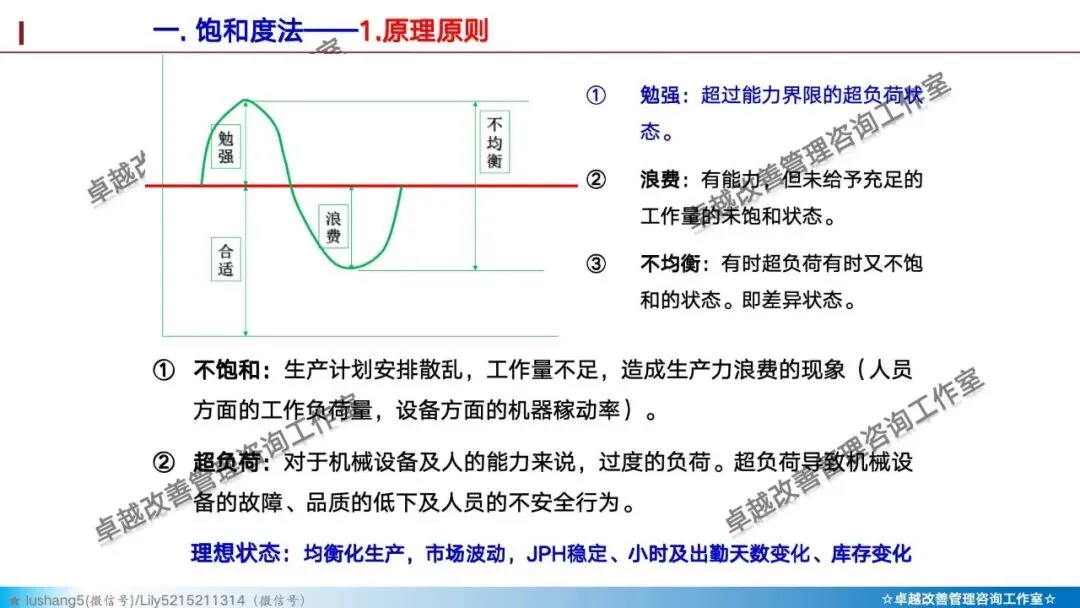
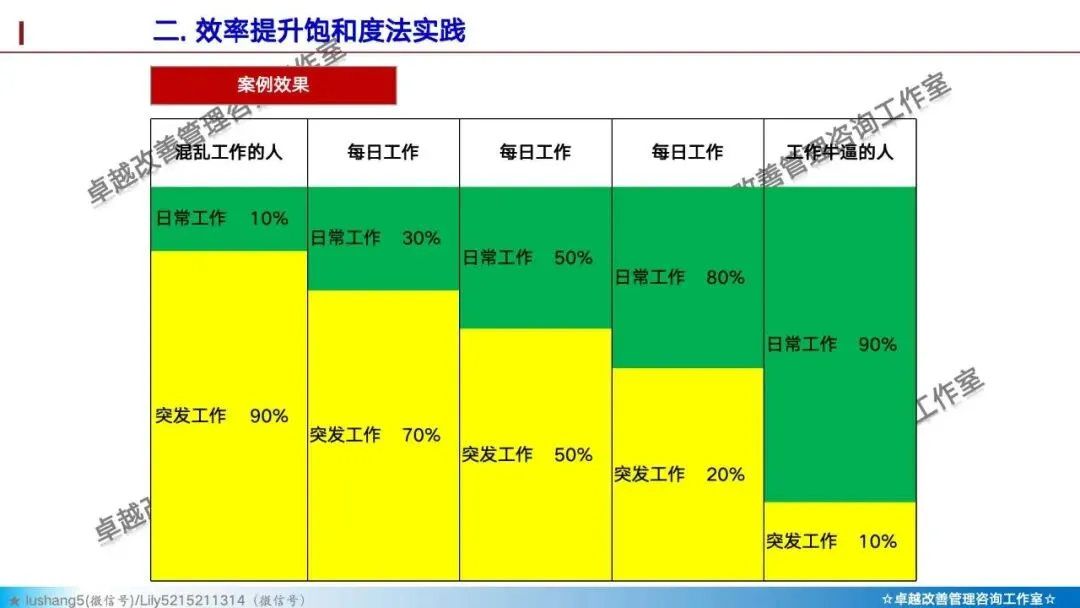
“效率提升饱和度法”不是某个经典管理理论的原词,而是一种广泛应用于精益生产、TOC约束理论、现场管理中的实用思路。它的核心洞察是:只有“被有效利用”的时间才算饱和,单纯把员工填满不等于效率高。
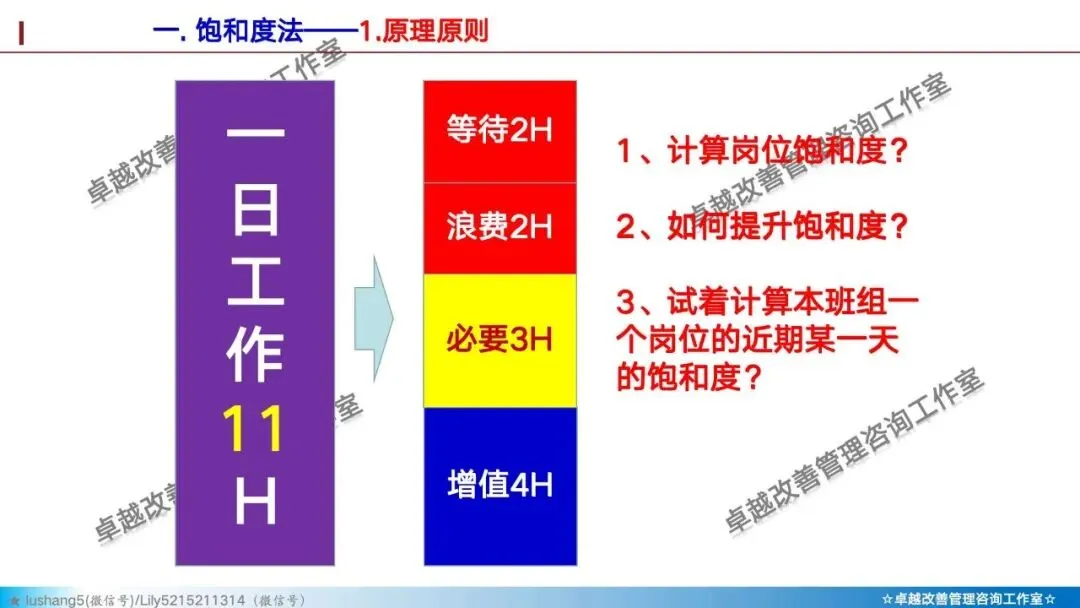
01 先看懂公式
饱和度 = 有效产出时间 / 员工出勤时间
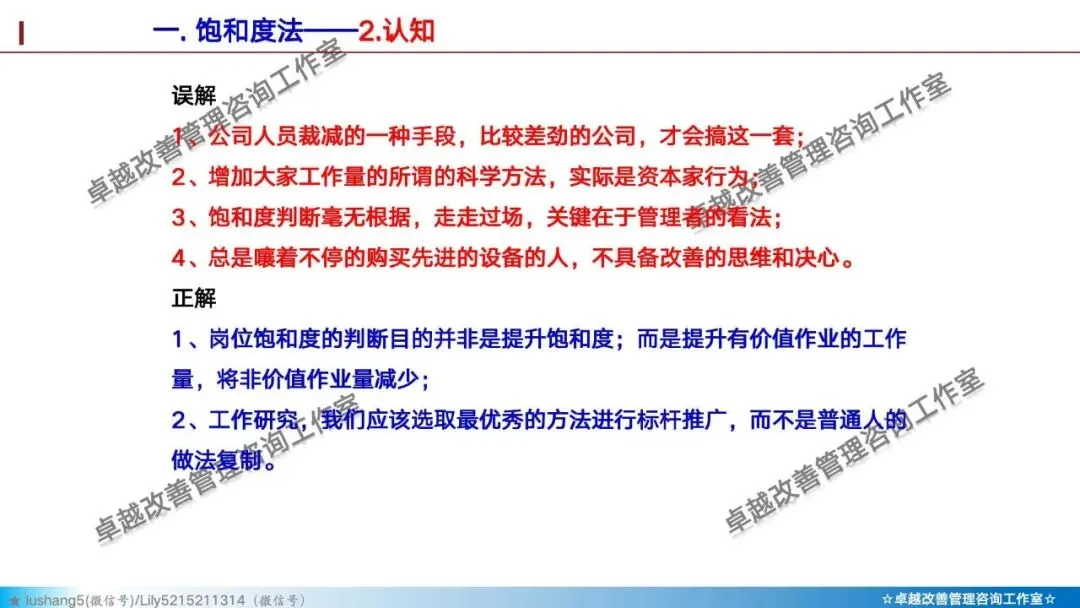
管理者常踩的坑是把“出勤时间”当“有效时间”,以为人没闲着就是效率高。饱和度法要解决的就是:剔除“假忙”,挤出“真效”。
02 四步操作法
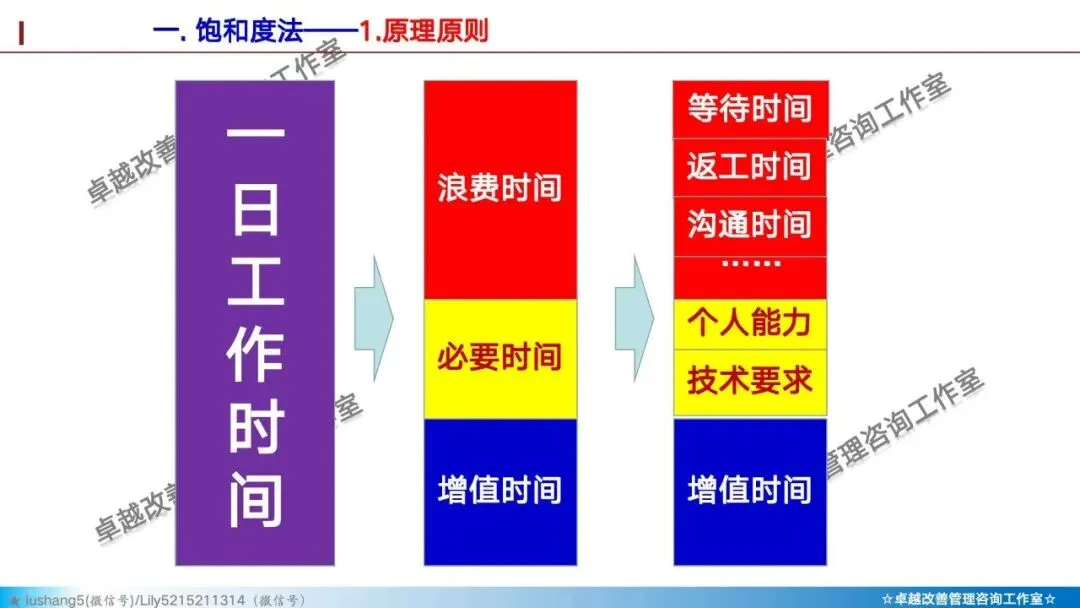
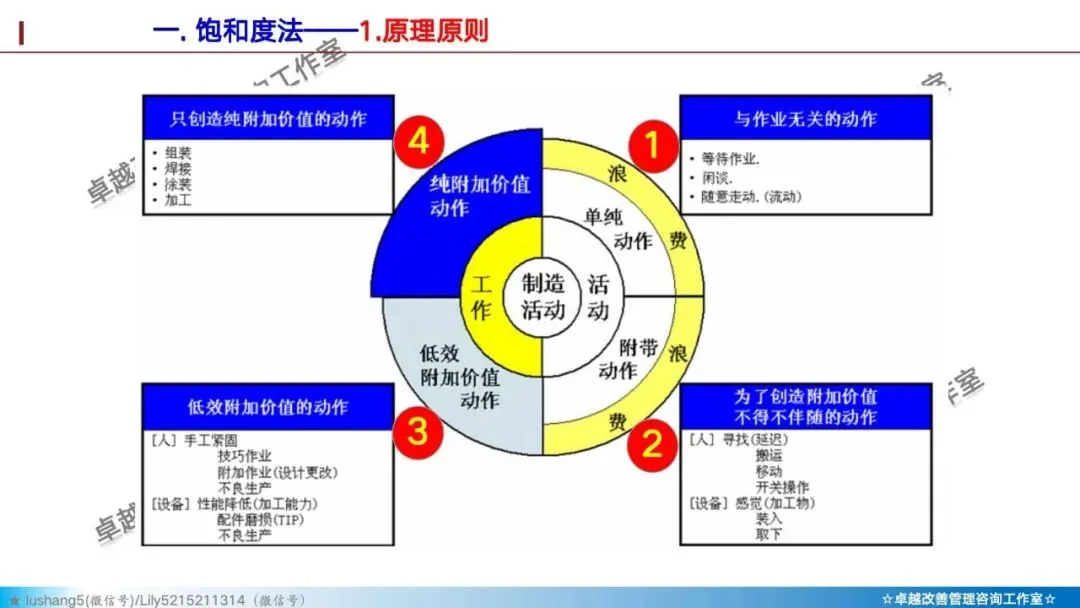
1. 动作分级(剔除假动作)
把员工一天的工作切成三档:
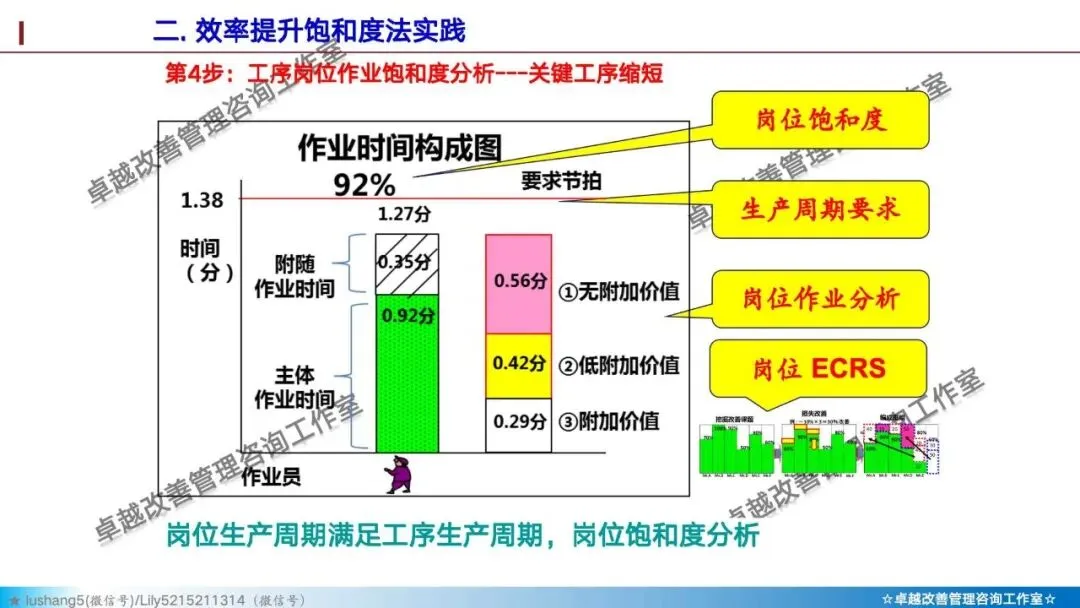
· Ⅰ类增值:直接产出价值(工人造产品、销售签单、程序员写核心代码)—— 提高占比
· Ⅱ类必要:开会、报表、交接 —— 压缩时长
· Ⅲ类浪费:等审批、找工具、重复搬运、返工 —— 直接砍掉
2. 测“真工时”
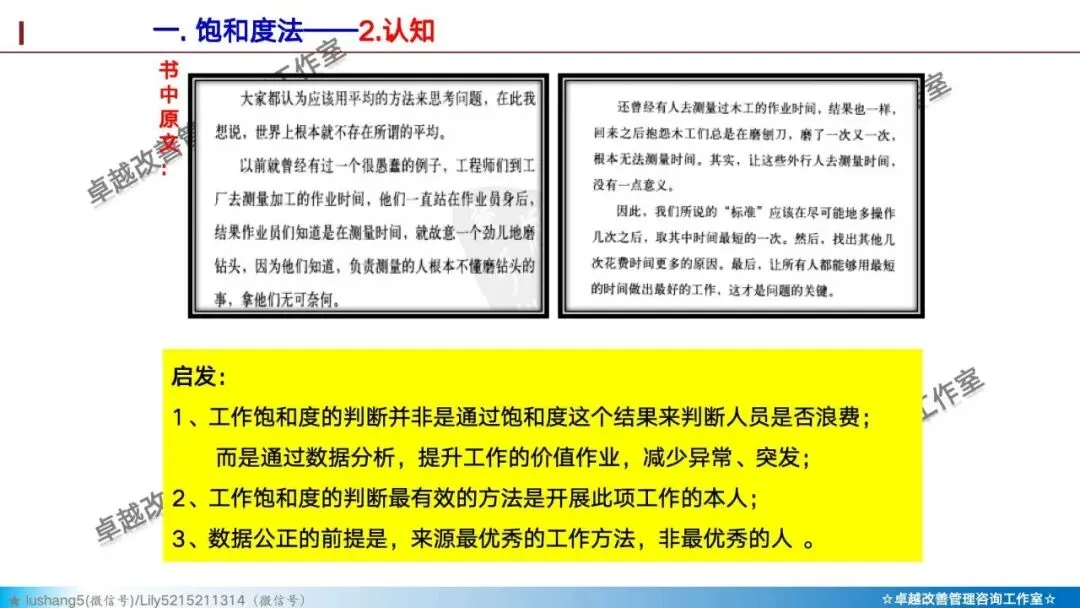
不用理论产能,直接跟线测。服务员看步数、文员看软件切换次数、工人看机器等待时间。找到“人停机器转”或“人等料”的空隙,这些是改善金矿。
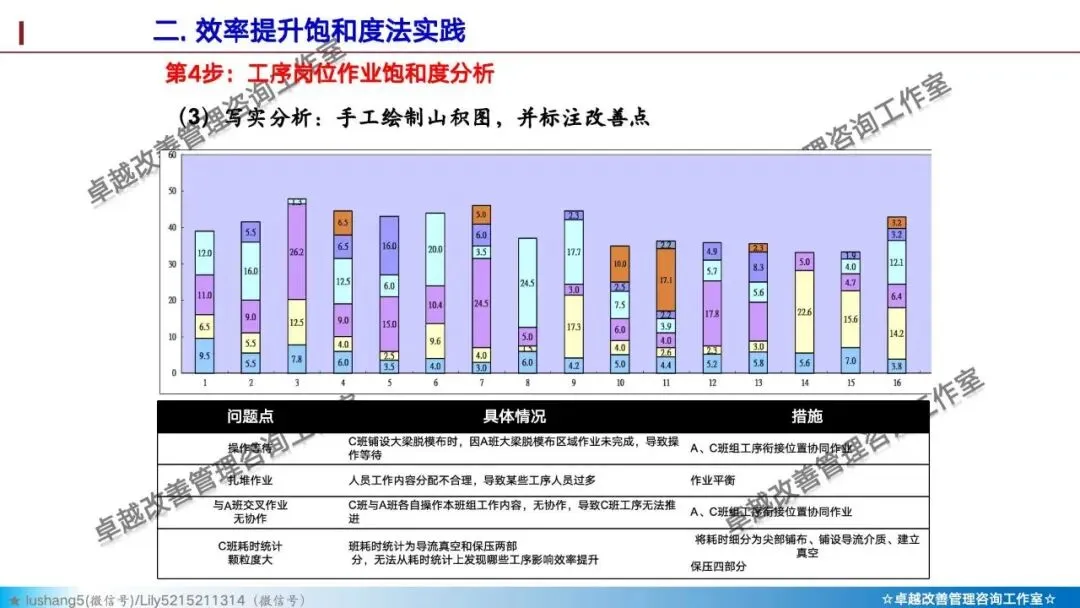
3. 削峰填谷
传统饱和追求“每人满负荷”,结果忙闲不均。饱和度法要求资源随需求流动:
· 跨岗位支援(高峰行政去仓库打包)
· 错峰排班(分时段上下班)
· 培养多能工
4. 留“余闲”不塞满
强行把饱和度拉到100%,系统会非常脆弱。最优区间通常在80%-85%,留出的缓冲用于应对异常、设备维护和员工恢复。
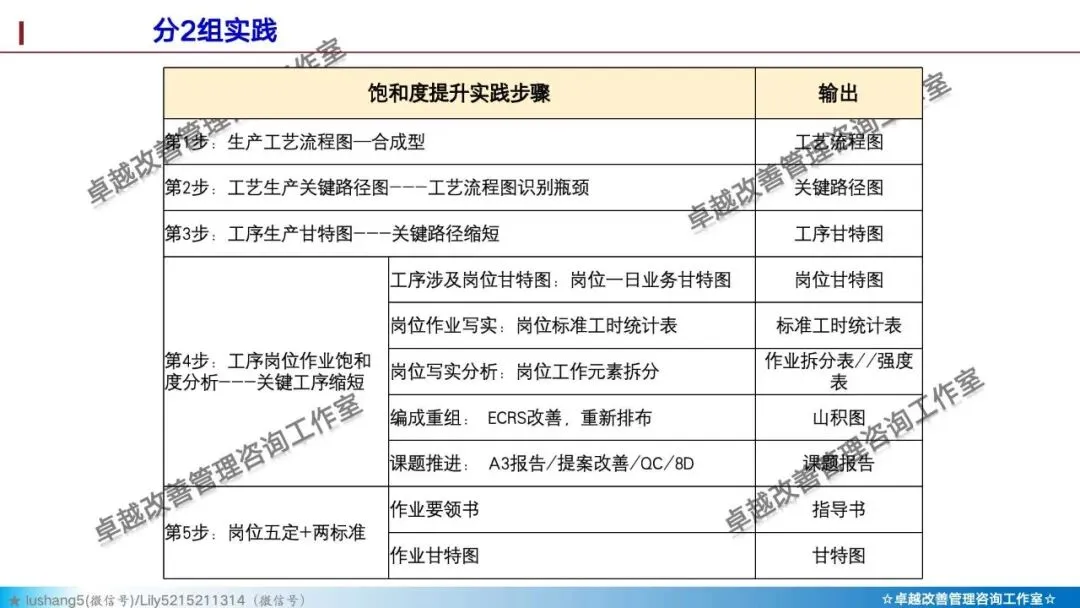
03 饱和度法四个工具
在精益生产的语境下,“效率提升饱和度法”不再是抽象的计算公式,而是一整套识别浪费、暴露问题、强制改善的实战工具。精益不追求“把人填满”,追求的是“人机料法的同步率”。
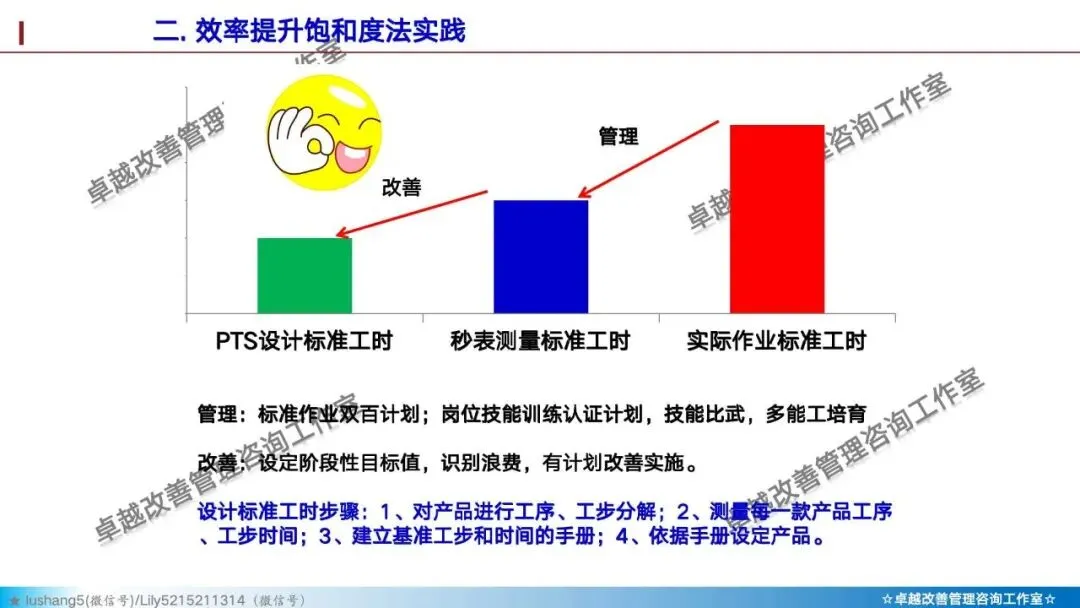
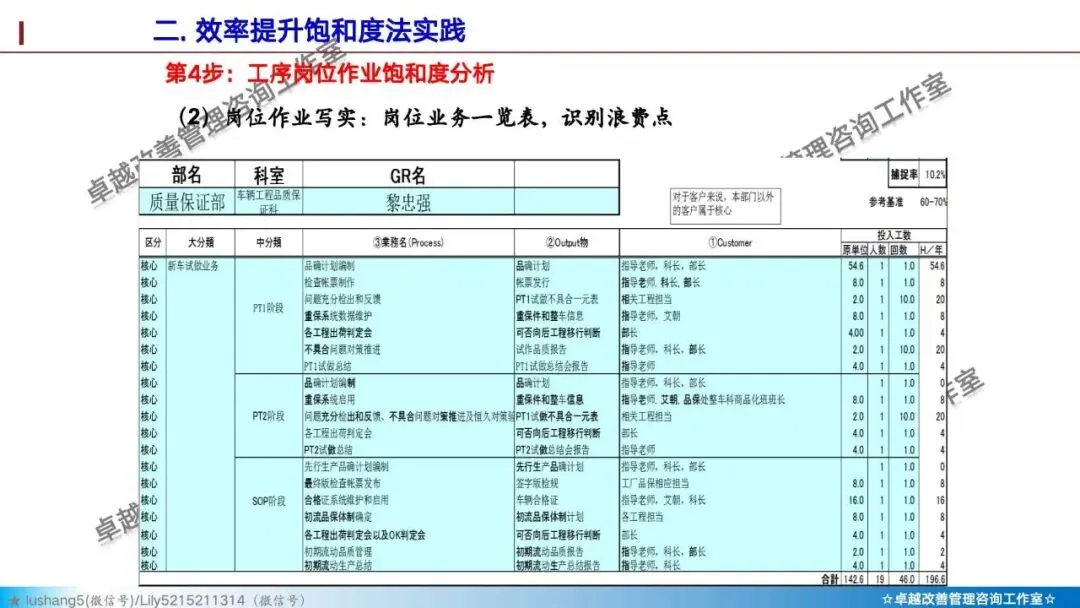
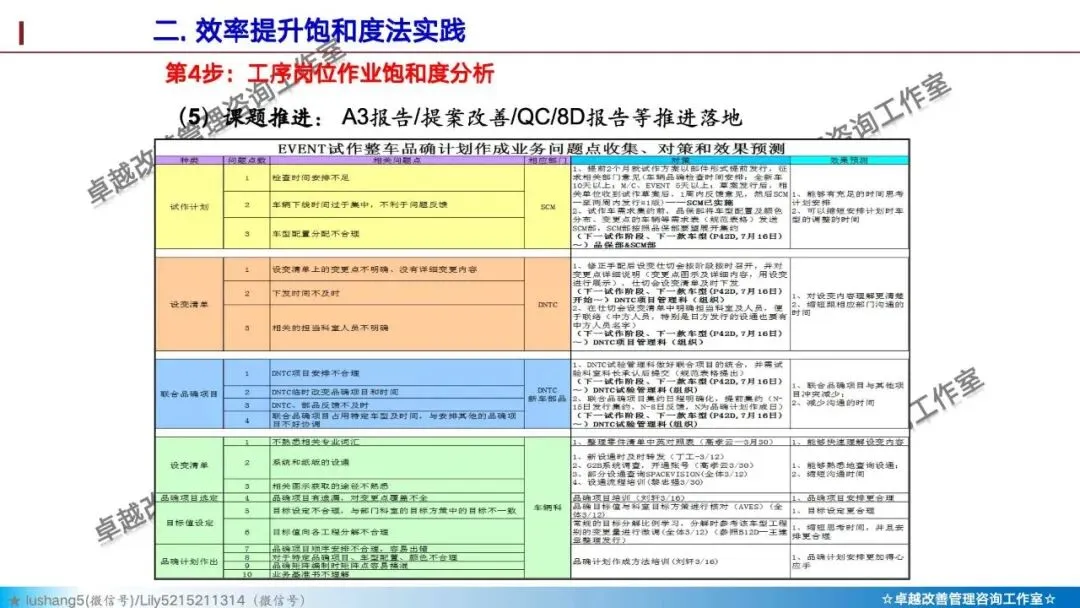
1. 标准作业三件套(测“真饱和”)
精益不依赖秒表测工时,而是用“循环时间”卡脖子:
· 工序能力表:卡设备。看机器实际加工时间与周期时间的差距(设备饱和度)。
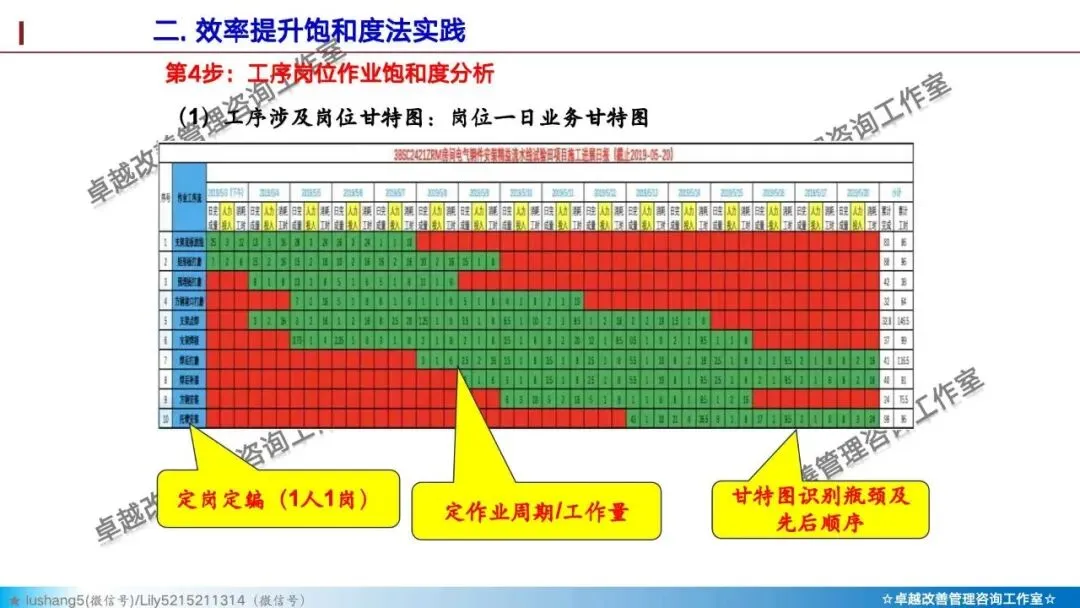
· 标准作业票:卡人。画“人机轨迹”,如果一个人在3台设备间来回走,步数超过5步就是浪费(人的饱和度虚高)。
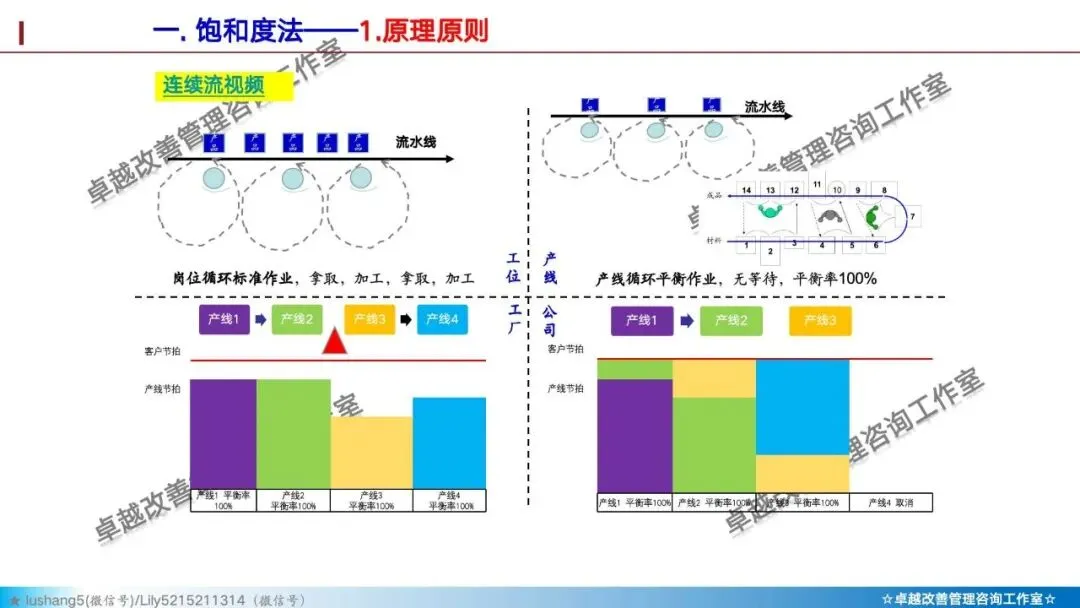
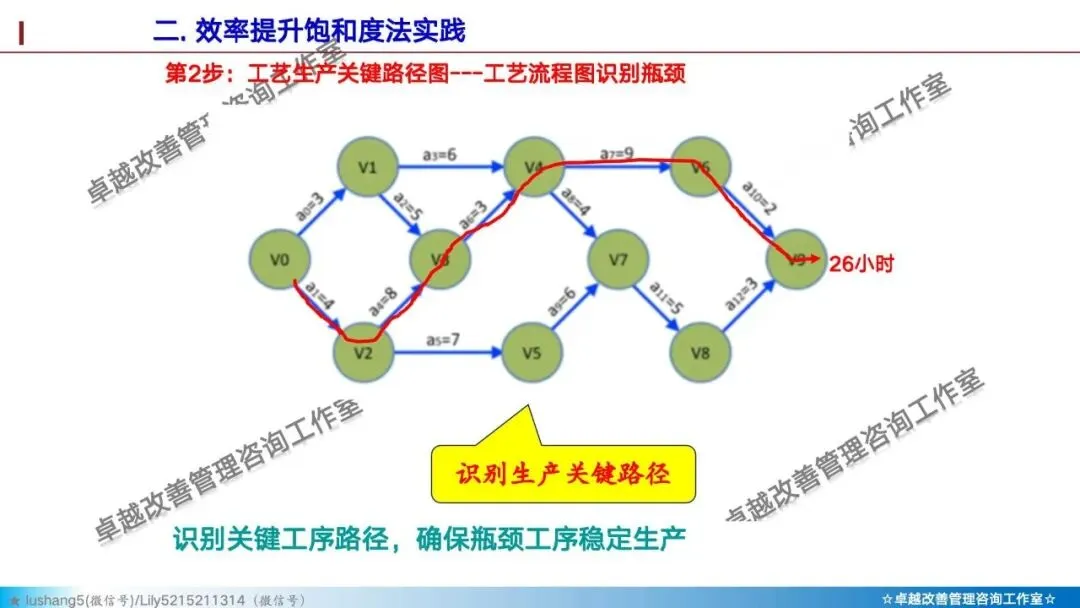
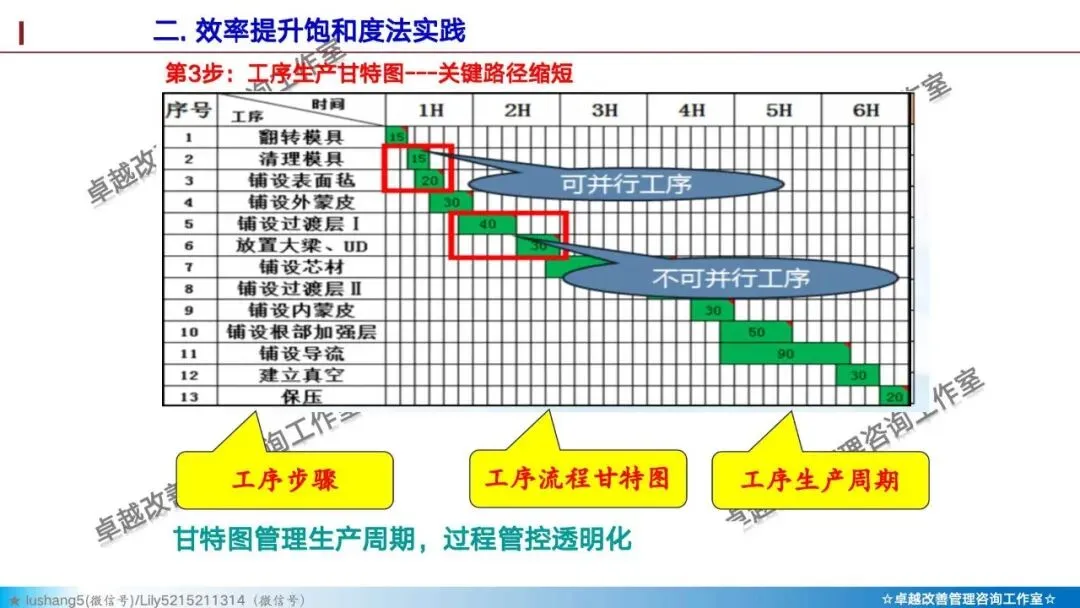
· 山积图:卡线。把每个工位的操作柱状图堆起来,最高的那根柱子就是产线实际节拍——瓶颈工位≠最累工位,往往是等料、弯腰、转身最多的工位。
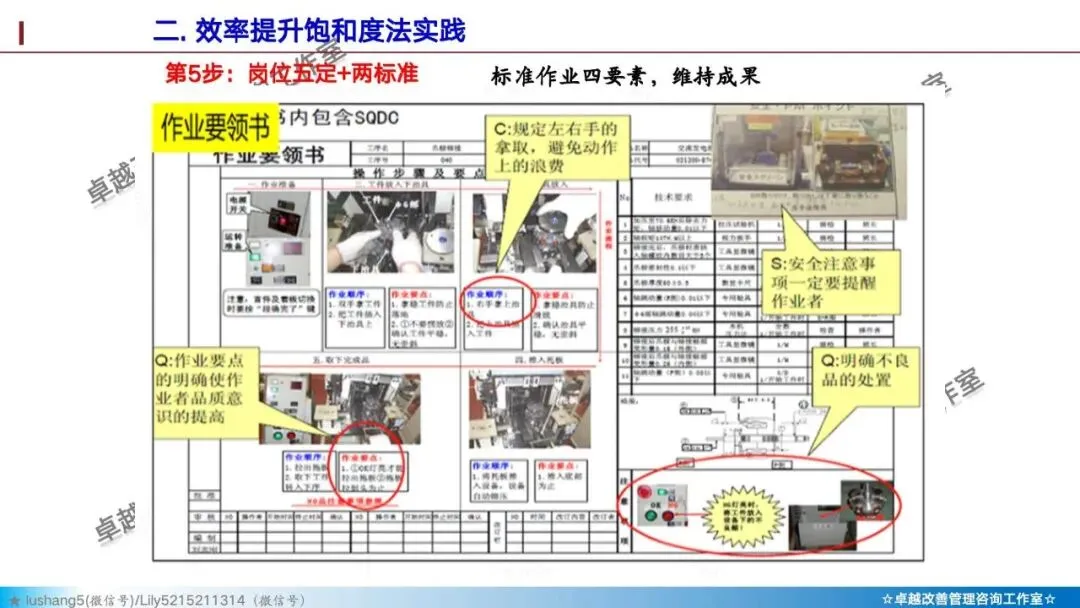
2. 人机分离(砍掉“看守式工作”)
精益最经典的饱和度改善:机器自动加工时,人不能盯着。
· 步行甘特图:记录员工在“手动操作”和“自动监视”之间的移动。
· 改善目标:把“人待机”变为“人走离”。比如注塑机合模后需要60秒冷却,这60秒工人如果站着看,饱和度100%但产出为0;若规定必须去隔壁处理毛刺,人的有效产出饱和度才真正提升。
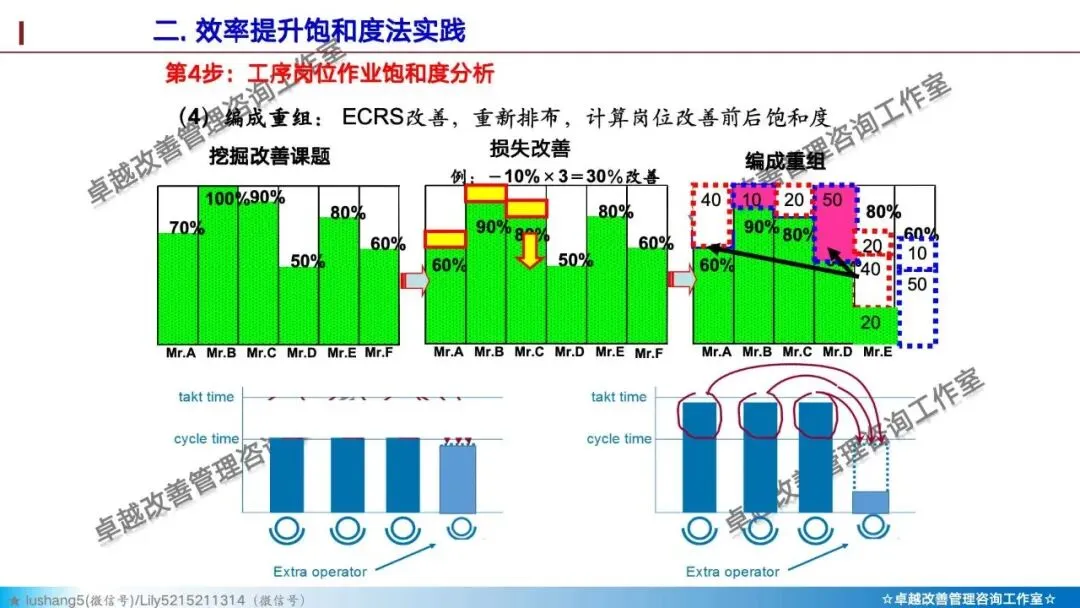
3. 省人化≠少人化(动态定员)
丰田的做法是:按“需求下限”配人,制造紧张感。
· 产线设计时故意少配0.5个人。
· 让员工主动思考:“如何消除转身/单手作业/换型时间,才能干完这些活?”
· 本质:用“人力短缺”倒逼饱和度从“假忙”转向“快流”。
4. 安灯与异常暴露(饱和度的底线)
精益认为:允许停线才是真效率。
· 传统管理者看到员工停手就焦虑;精益管理者看到异常没人拉绳才焦虑。
· 操作铁律:遇到缺料、品质异常,立即停线呼叫。
· 目的是把隐蔽的“等工饱和度”(磨洋工)转化为显性的停线记录,然后根除。
04 必须避开的坑
· 别把“省下的人”干晾着。效率提升省出人力,若不投入新业务,会反弹回“磨洋工”状态。
· 饱和≠强度。看的是产出效率,不是心跳速度。
· 计件工资要配质量门槛。否则容易变成“只做快单,不碰难单”。
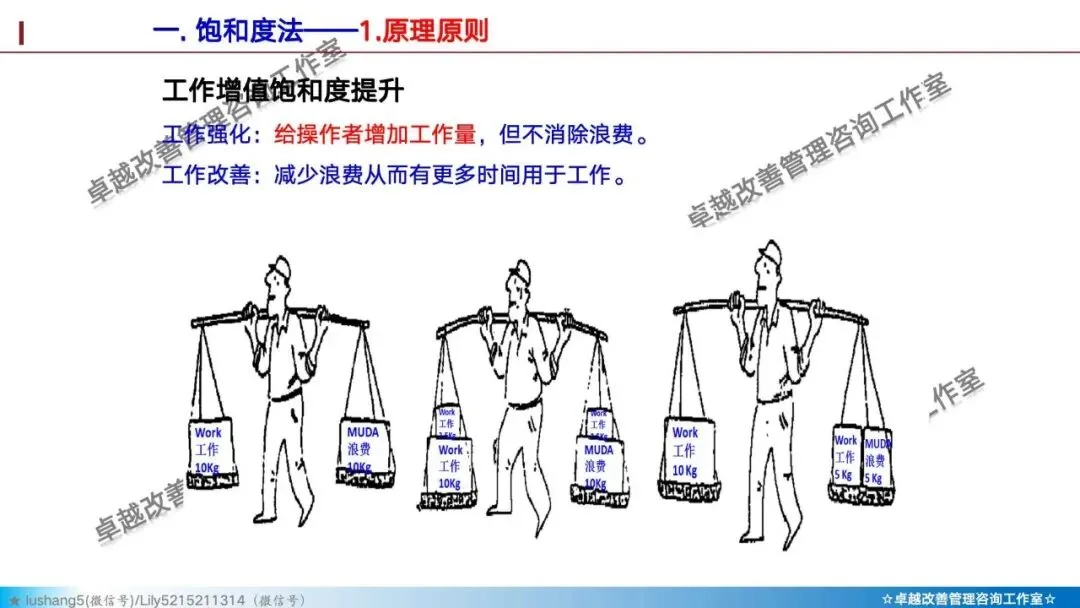
饱和度法的本质是“去脂肪,增肌肉”,把无效动作的时间还给员工,把省出的人力投入增长,而不是把人钉在椅子上演忙碌。
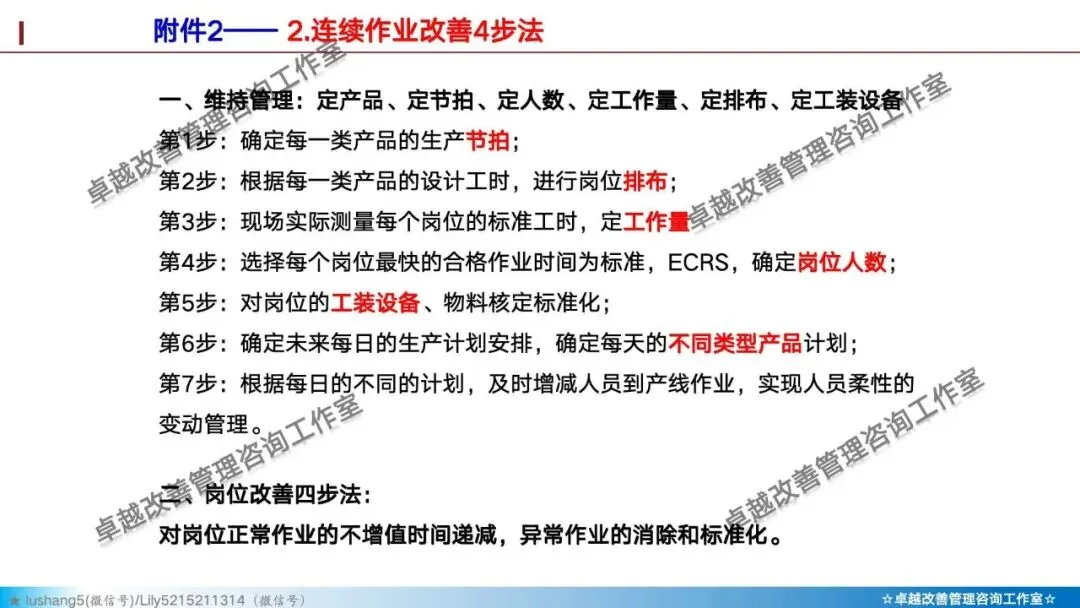
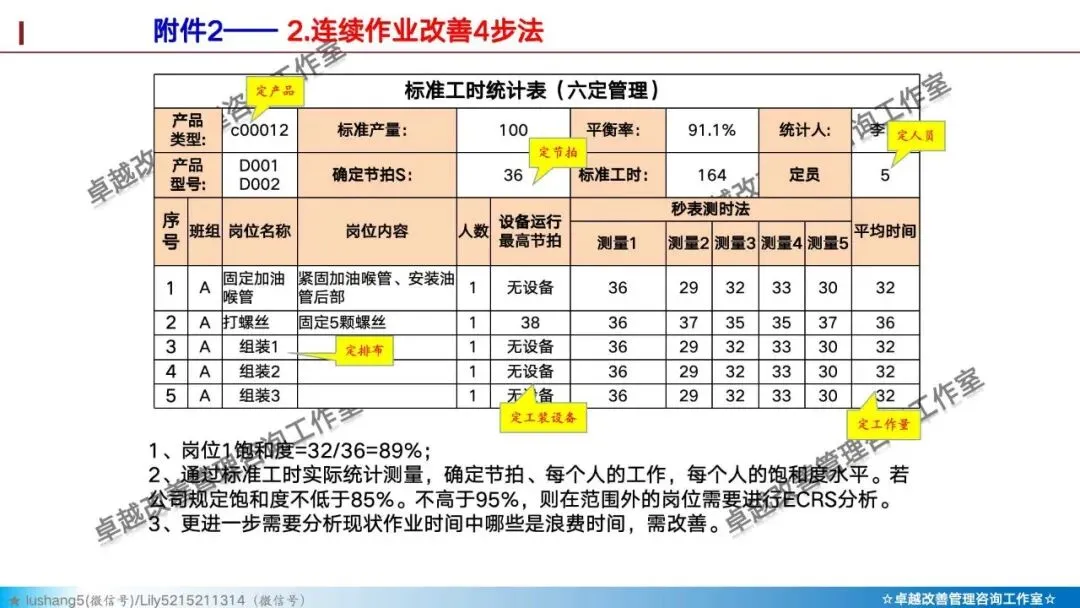
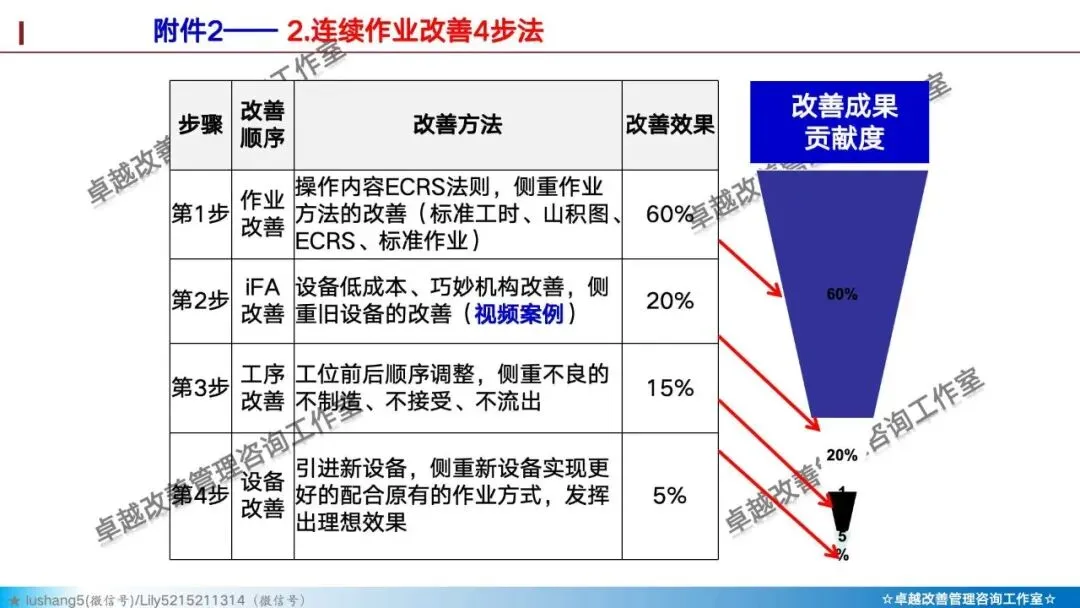
《效率提升饱和度法》PPT内容分享:
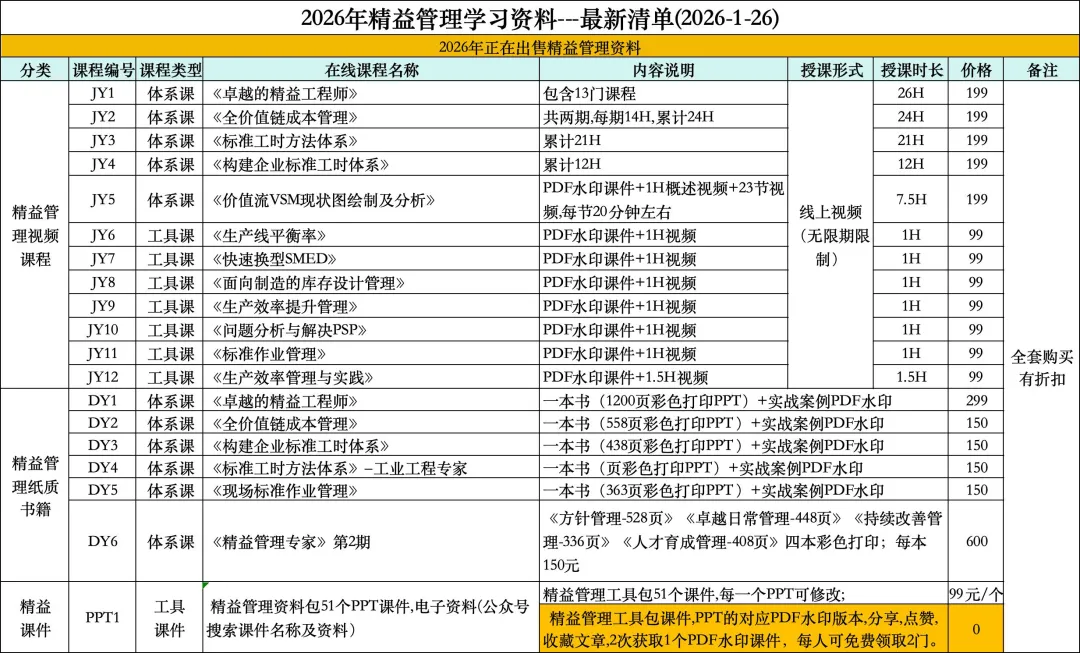
团队研发课程资料明细表(如下图):
对以上课程感兴趣的伙伴,可➕微信联系。另:公众号中所发的PPT课件只要收藏,转发,点赞,即可免费获得PDF水印版本课件(每个人最多可领取2门课程)。