点击上方蓝字「关注并🌟星标」让我们每天学点精益知识,共同成长。
精益生产中的产线布局是实现高效流动、消除浪费、提升柔性以及支持标准作业的物理基础。它不仅是设备的摆放,更是对物料、信息、人员流动的系统设计。
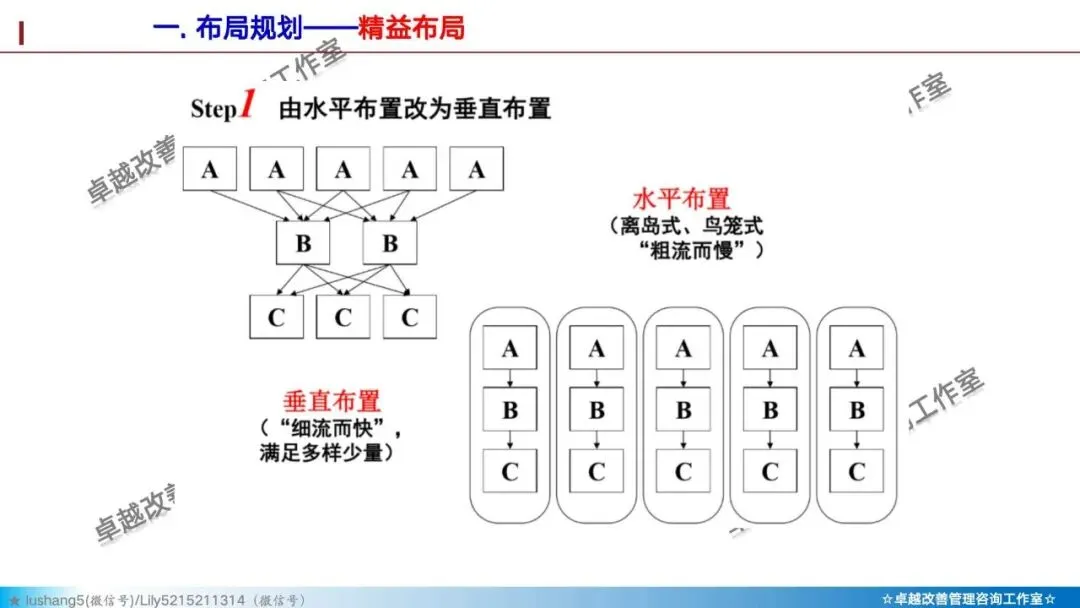
01 核心理念:从“功能式布局”到“流程式布局”
这是理解精益布局变革的起点。
| | |
| | |
| 将相同工艺/功能的设备集中在一起(如所有车床在一个区域,所有铣床在另一个区域) | 按照产品的生产流程顺序来安排设备和工序,形成连续流或制造单元。 |
| | |
| | |
| | |
| | |
| | |
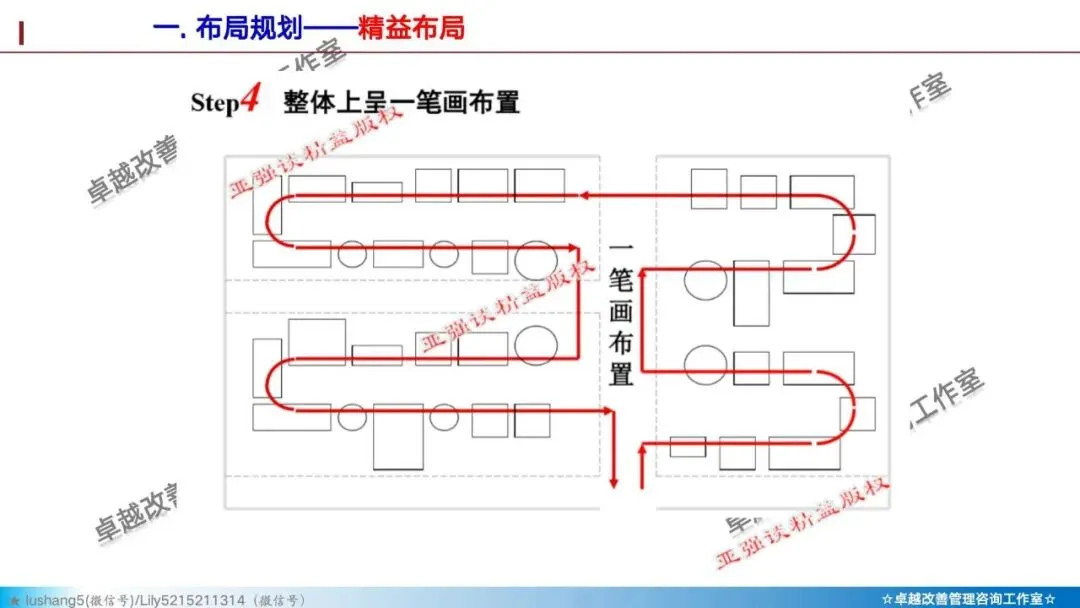
精益布局的本质是创造“价值的连续流动”。
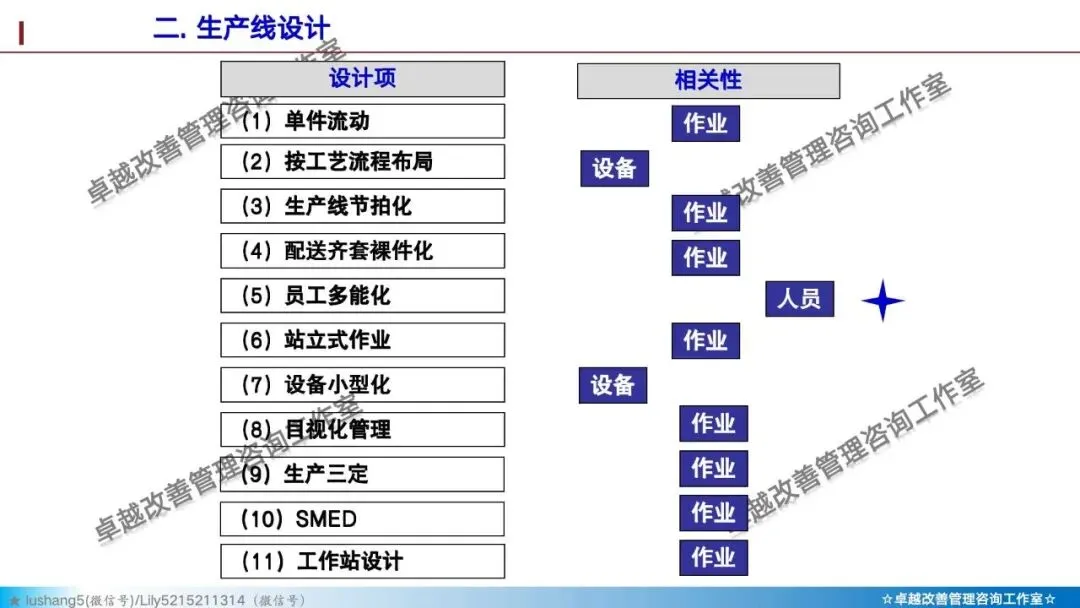
02 精益产线布局的六大指导原则
1. 以产品族为中心:首先通过“产品-数量分析”识别出有相似工艺路径的产品族,为其设计专用或柔性的生产线。
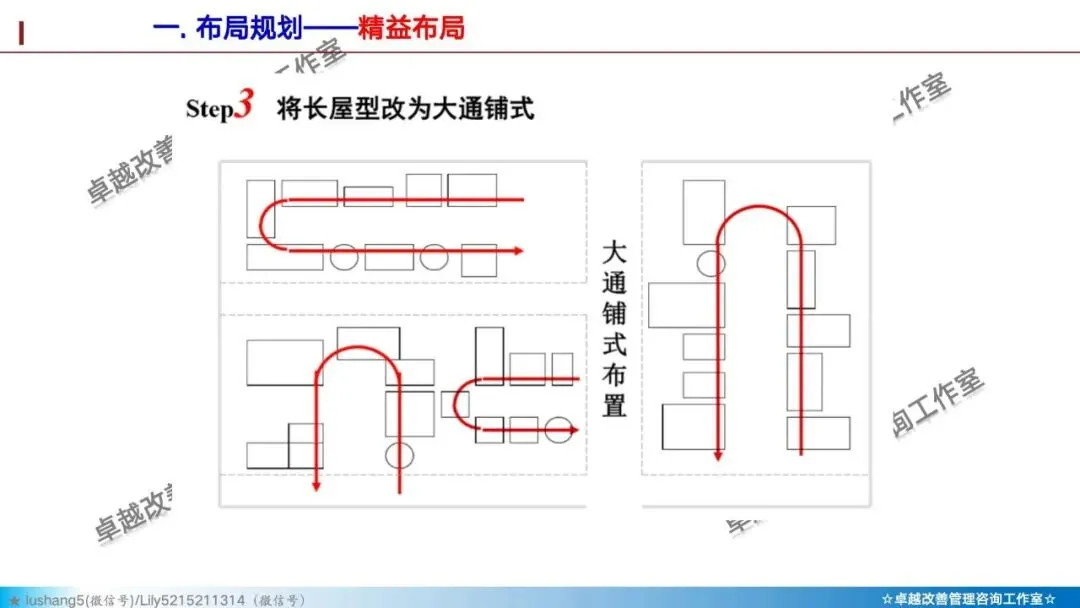
2. 追求单件流:布局的最高目标是实现工序间“一个流”传递,即每次只移动一件在制品,最大限度减少等待和搬运。
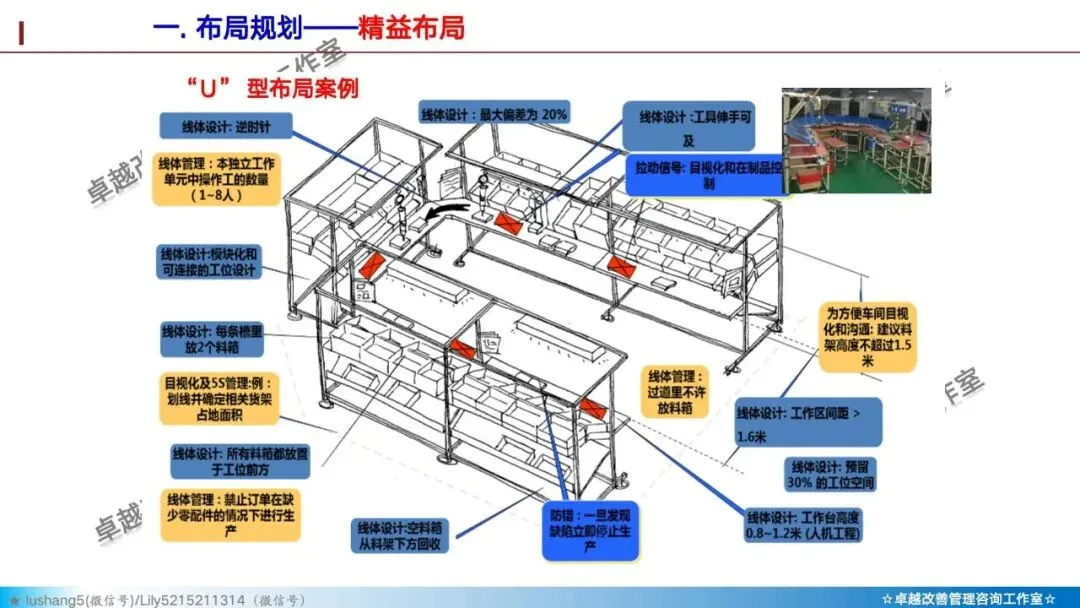
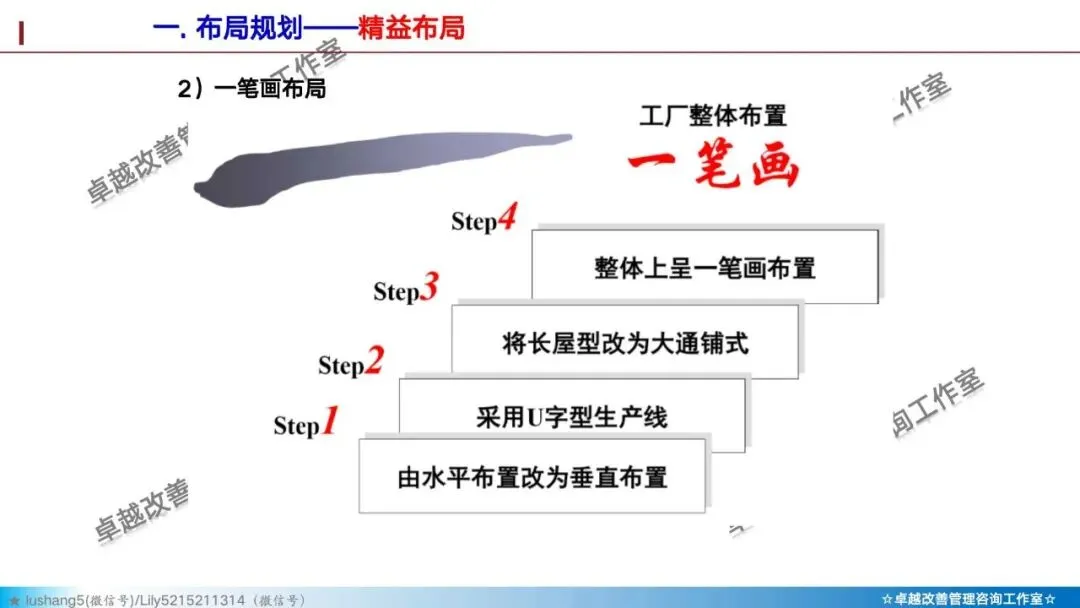
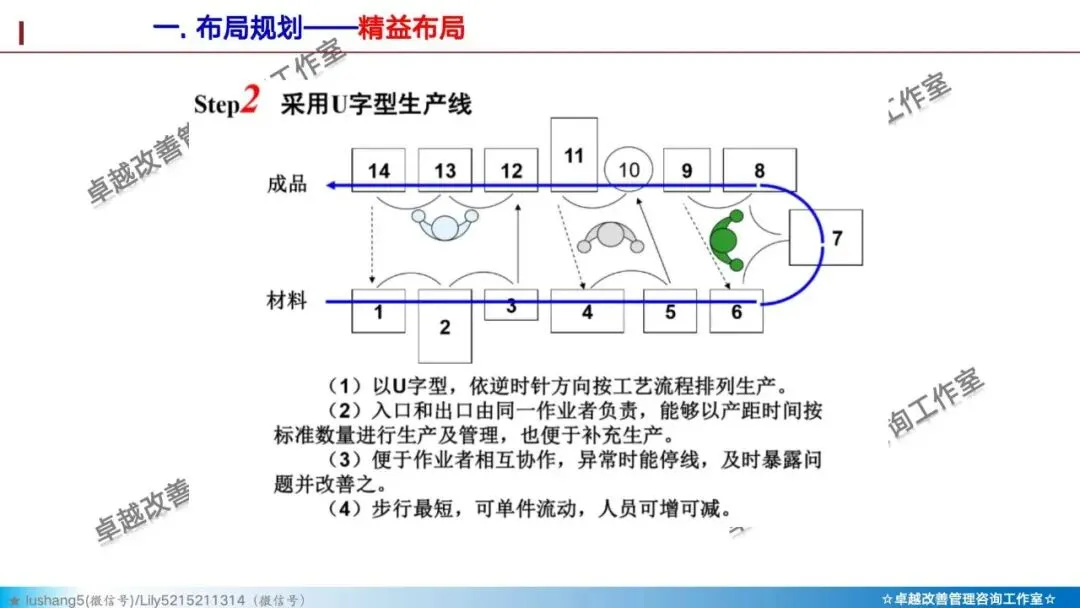
3. U型布局为主:这是精益布局的典型形态。其优势包括:
缩短走动距离:操作员起点和终点靠近,便于一人多机操作。
利于协同与沟通:操作员在U型线内,易于互助和传递信息。
节省空间:设备紧凑排列。
入口与出口一致:便于物料投入和成品取出的集中管理。
4. 实现“少人化”:布局设计应支持根据需求(节拍变化)灵活增减作业人数,而非固定编制。
5. 人机分离与协同:区分人的“手动作业时间”和设备的“自动加工时间”,让设备在自动运行时,人可以离开去操作其他设备或进行质量检查,提高人效。
6. 可视化与自働化:
03 主要精益布局类型
1. U型单元线
2. 直线/蛇形流水线
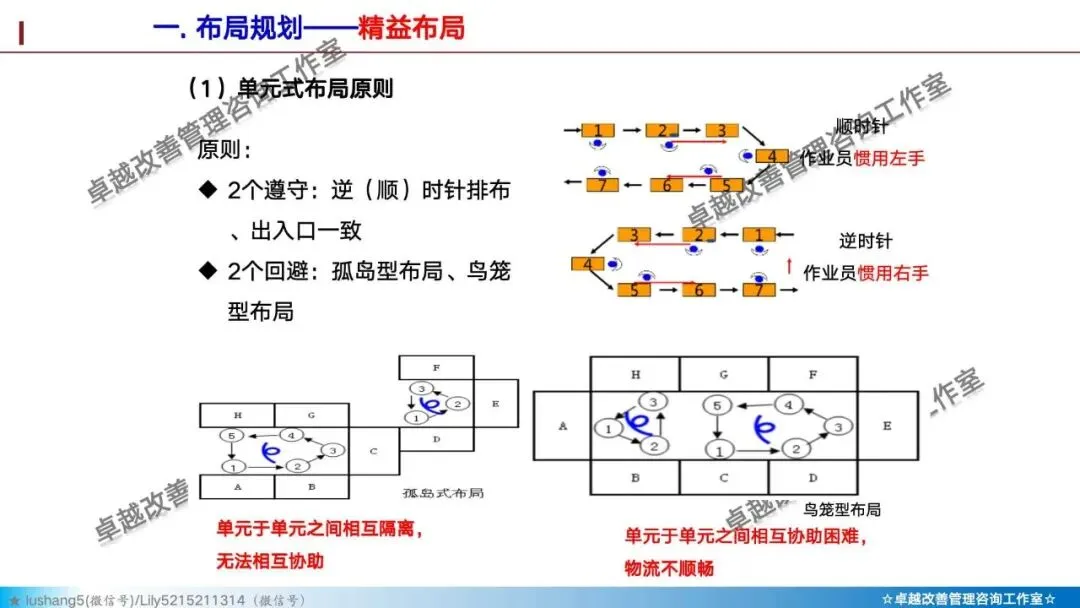
3. “孤岛式”单元(独立工作单元)
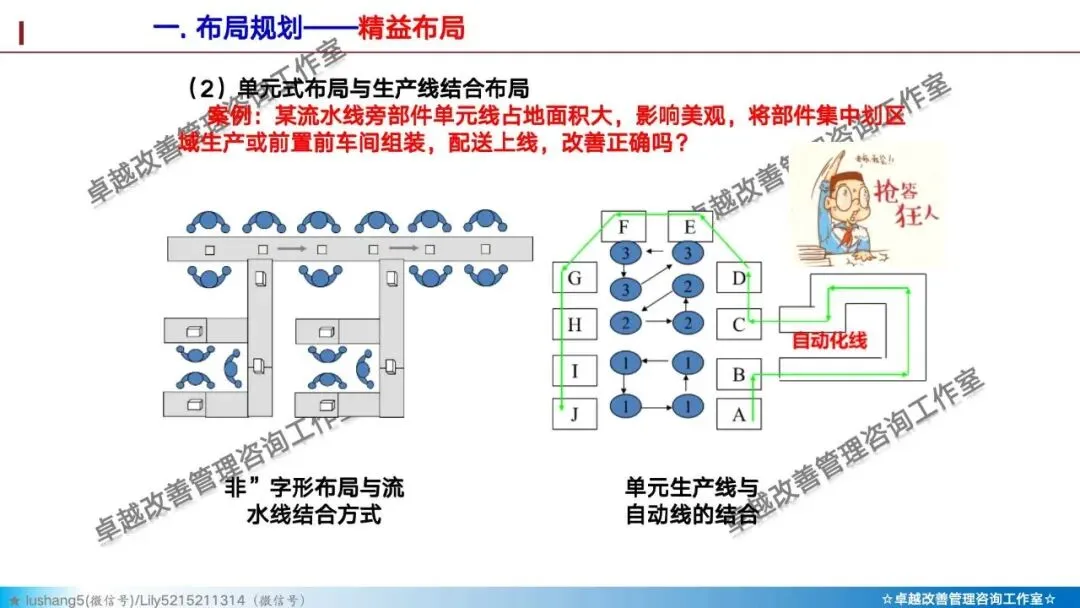
4. “花瓣式”单元
04 设计精益产线布局的步骤
1. 价值流分析:识别目标产品族,绘制当前状态图和未来状态图。未来状态图的理想流动模式是布局设计的蓝图。
2. 计算节拍时间:明确客户需求速率,这是布局设计的速度基准。
3. 作业测定与平衡:使用标准作业的方法,测量并平衡各工序工时,使其尽可能接近节拍时间。
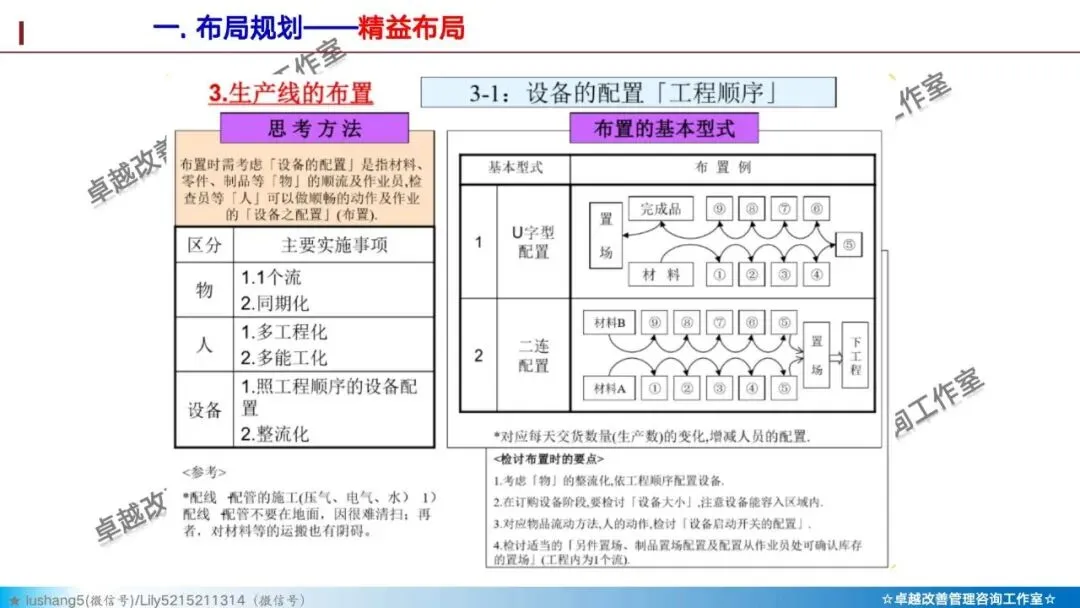
4. 确定布局类型与设备需求:基于产品特性、产量和柔性需求,选择U型、直线型等。计算所需最小设备数量。
5. 详细设计:
物料流:设计物料(原材料、在制品)的进入点、流动路径和成品取出点。优先使用重力滑道、滚轮等低成本自动化。
信息流:设计安灯、生产管理板、看板领取位的位置。
人流:设计操作员的标准作业行走路径,确保安全、高效。
空间规划:考虑设备尺寸、操作空间、物料暂存区、通道宽度。
6. 制作3D模拟或布局沙盘:在物理实施前,用软件或纸板模型进行模拟,优化细节。
7. 试点与调整:先在小型试点线上实施,验证并调整布局,成熟后再推广。
8. 标准化与持续改善:将布局标准化,并作为持续改善的基线。
05 关键考量与常见误区
1、柔性为王:布局必须能够适应需求波动、产品换型和未来的产能扩展。使用可移动的设备、模块化的工作台。
2、 重视人因工程:工作台高度、物料摆放位置(定点、定容、定量)、照明、噪音等都要以减少操作员疲劳和错误为目标。
3、 预留改善空间:不要在布局初期就塞满整个空间,要为未来的改善(如增加工序、设备)留有余地。
4、物流与信息流先行:“先有流,再有布”。先规划理想的物料和信息流动方式,再据此安排设备位置。
常见误区:
1、为布局而布局:未基于未来状态价值流图。
2、忽视员工参与:一线员工的实践经验对布局细节至关重要。
3、过度追求单件流:对于某些自然批量的工序(如热处理、清洗),强行单件流可能不经济,需灵活处理。
4、低估了改变布局的文化阻力:需要强有力的领导和充分的沟通。
精益产线布局是将价值流未来状态图“固化”在物理空间上的艺术与科学。它通过创造连续、顺畅、高效的流动,直接攻击等待、搬运、库存等浪费,并为标准作业、全面生产维护和自働化提供了完美的舞台。一个优秀精益布局的标志是:物料像水一样顺畅地流经每个工序,信息像神经一样快速传递,而人员则能高效、安全地创造价值。
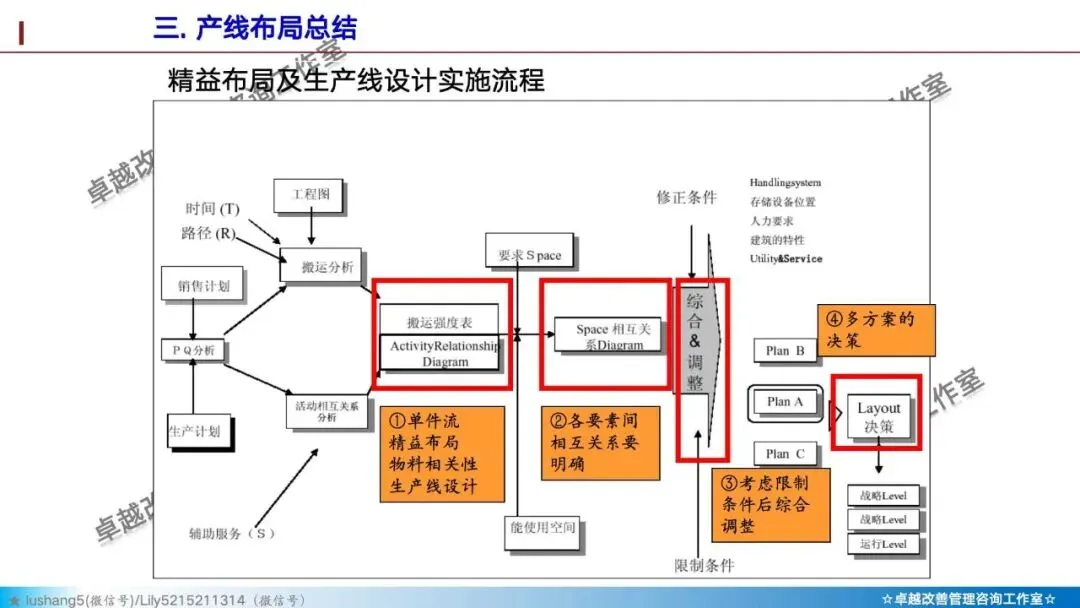
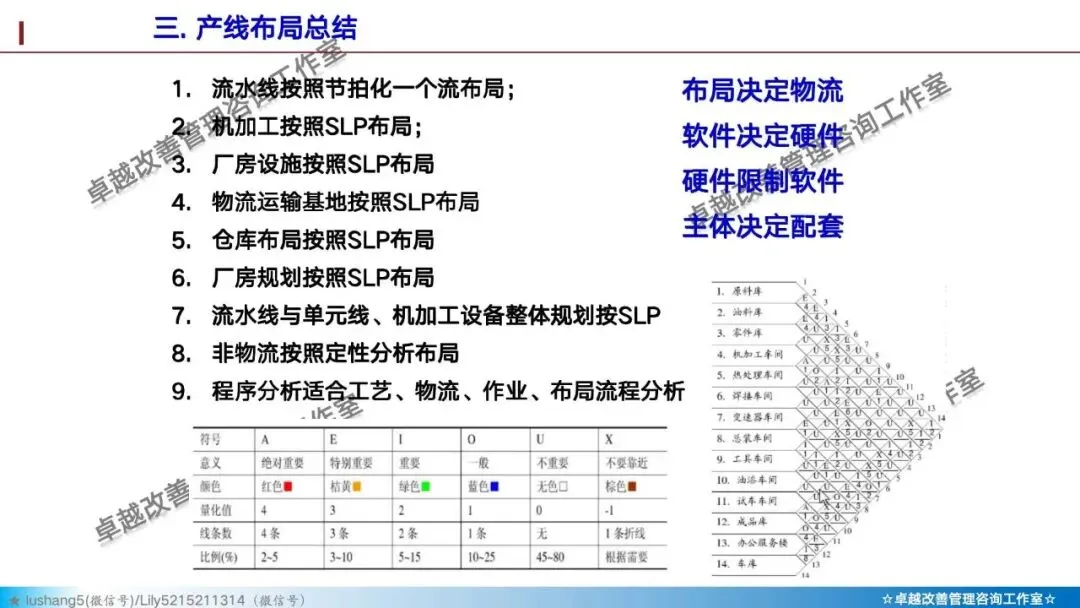
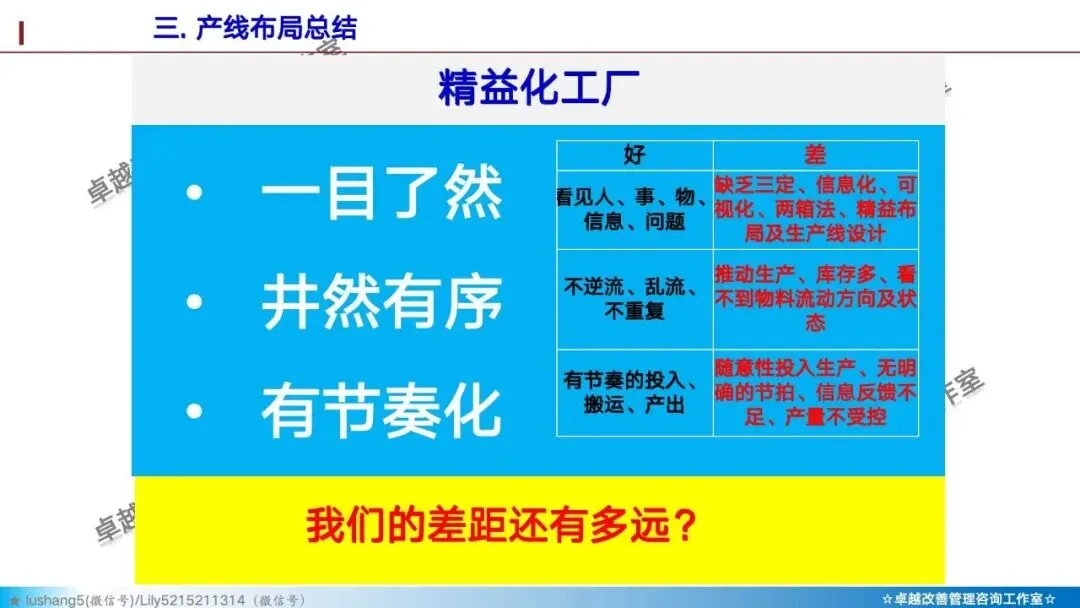
《精益生产方法--产线布局》PPT内容分享:
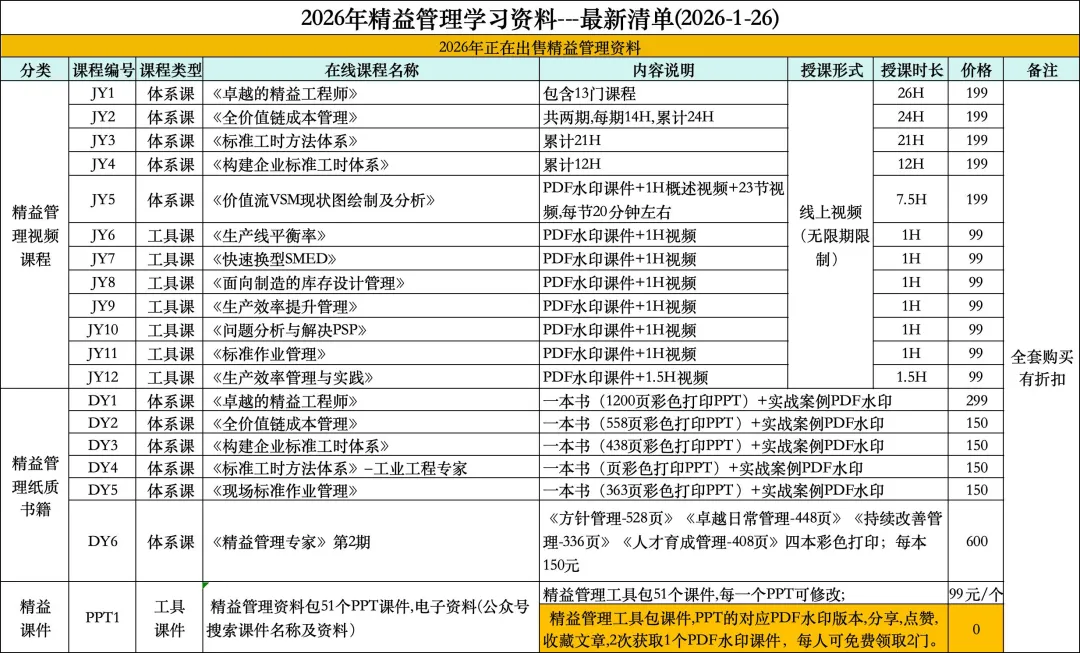
团队研发课程资料明细表(如下图):
对以上课程感兴趣的伙伴,可➕微信联系。另:公众号中所发的PPT课件只要收藏,转发,点赞,即可免费获得PDF水印版本课件(每个人最多可领取2门课程)。