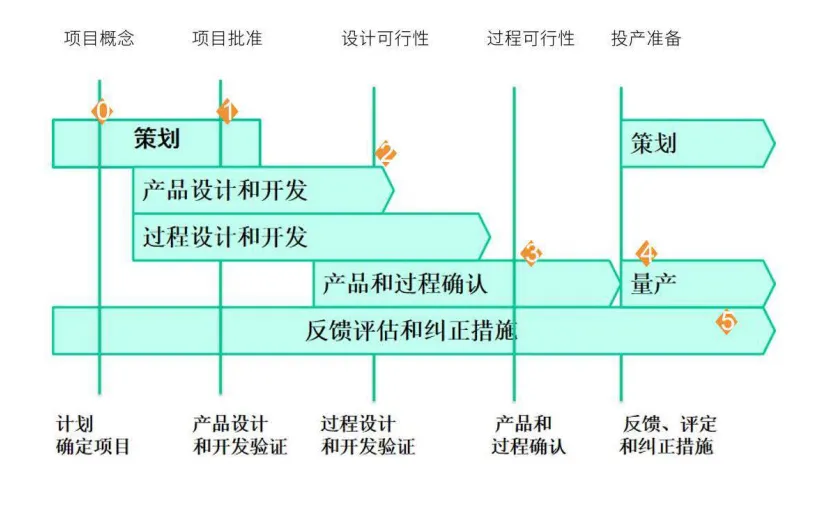
新版APQP(III)将重点放在了产品开发整个过程中的风险控制和部门间的协作上,从单纯的文档化转向了对实施结果的关注;在此基础上,提出了一种新的产品开发质量保证体系,即 CP (1.0),该体系强调对产品关键特征和对生产过程的精细控制,这两个方面共同组成了产品开发质量保证体系。
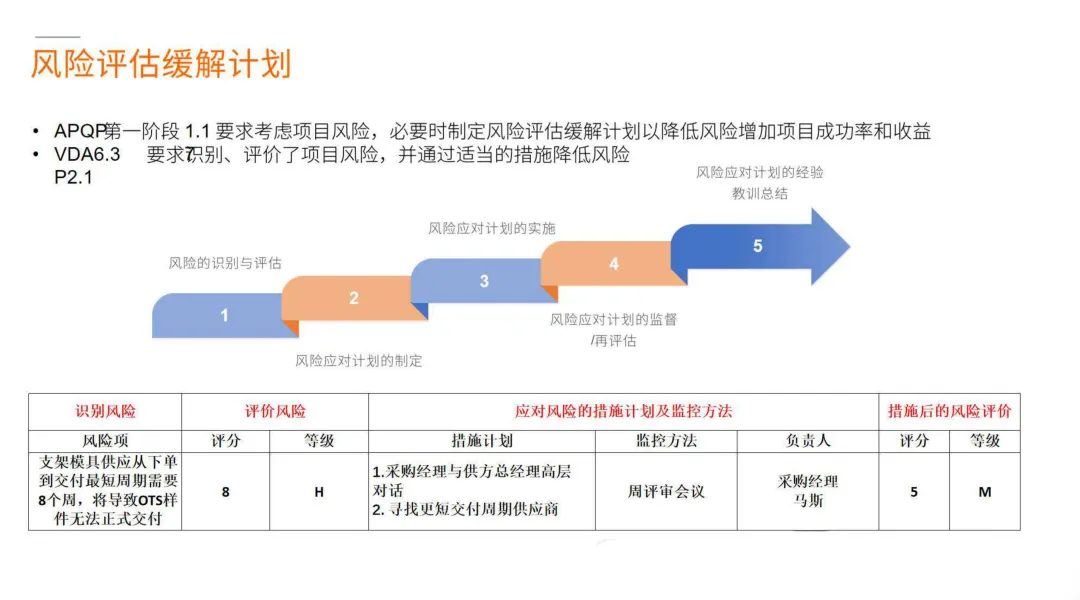
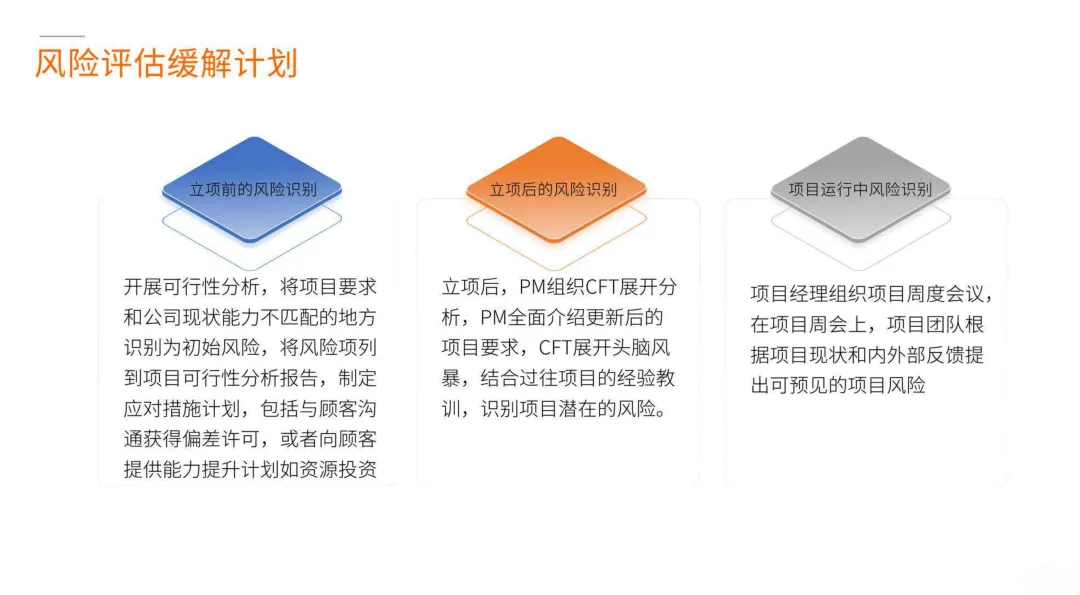
风险管理贯穿于APQP核心的实战模块。在项目启动之前,通过项目可行性分析对项目需求和公司能力之间的不匹配进行初步风险排查;项目立项后,由项目经理组织CFT团队进行集体讨论,根据以往的经验进行风险识别;运行过程中,依靠每周例会追踪内部和外部反馈。如支架模具的供货周期为八周,导致OTS样品的交货延迟,经采购经理沟通供应商高层,寻找供货周期较短的供应商后,将风险级别由“H”降低到“M”。
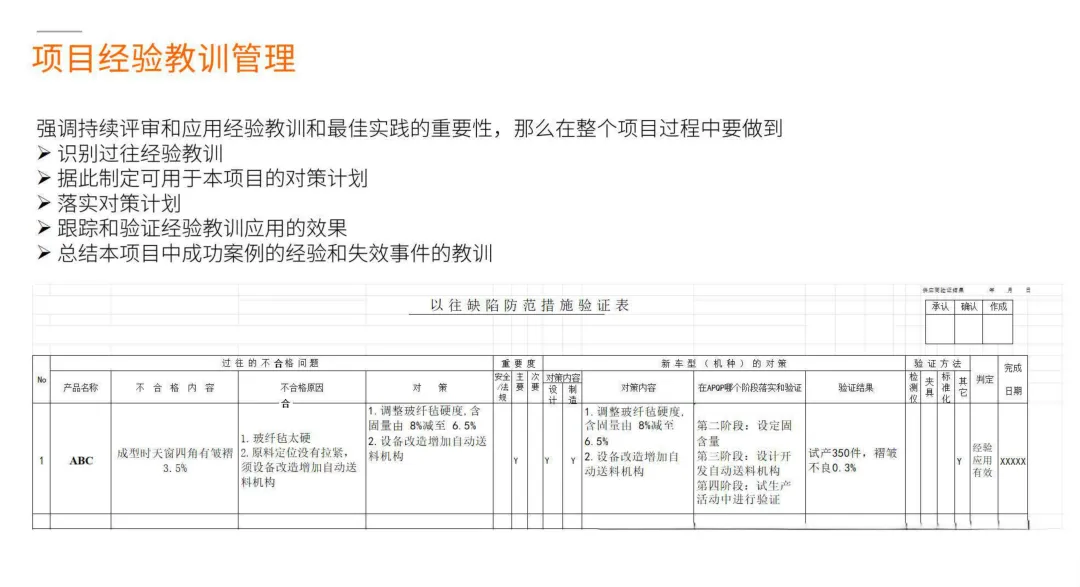
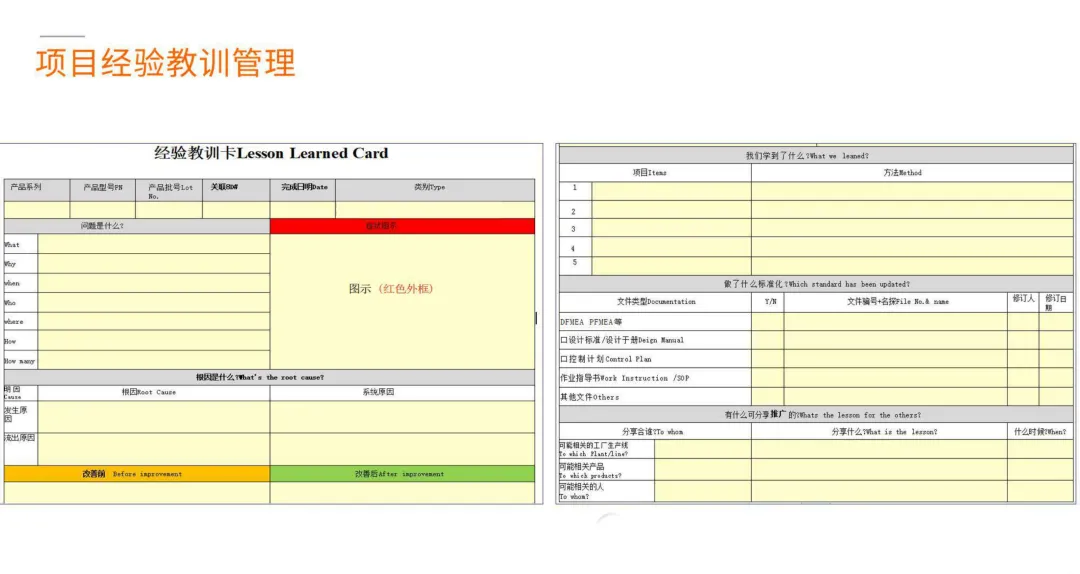
经验管理是一个闭环,首先要对过去的问题进行梳理,例如ABC制品在成型过程中,由于玻璃纤维毡质量过硬、原材料的位置偏差等原因,导致天窗角部出现褶皱,将固体含量调整到6.5%,并对自动进给机构进行改造,经过多次验证,次品率降低到0.3%。同时,通过“学习卡”记录问题根源和改进措施,对DFMEA和控制计划等文档进行更新,以达到可重用的目的。
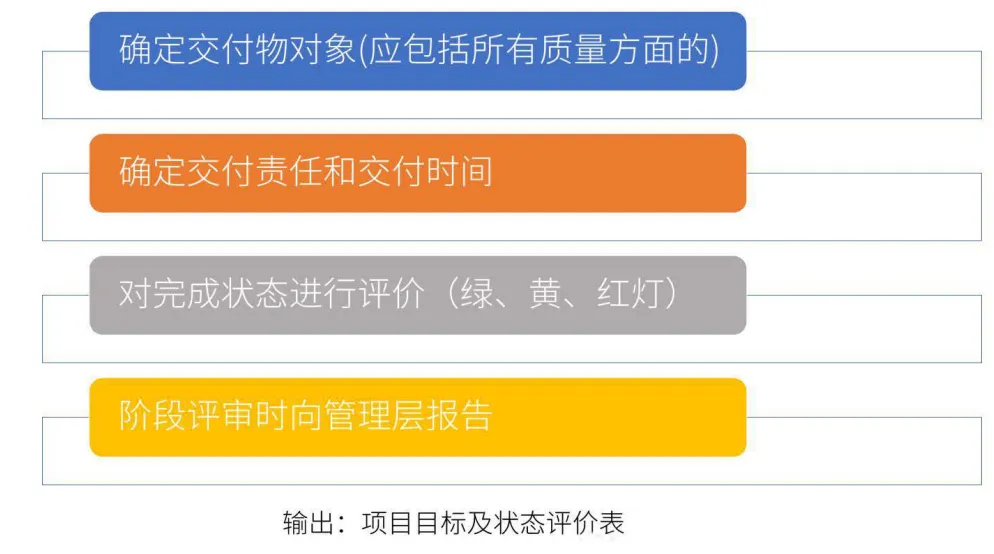
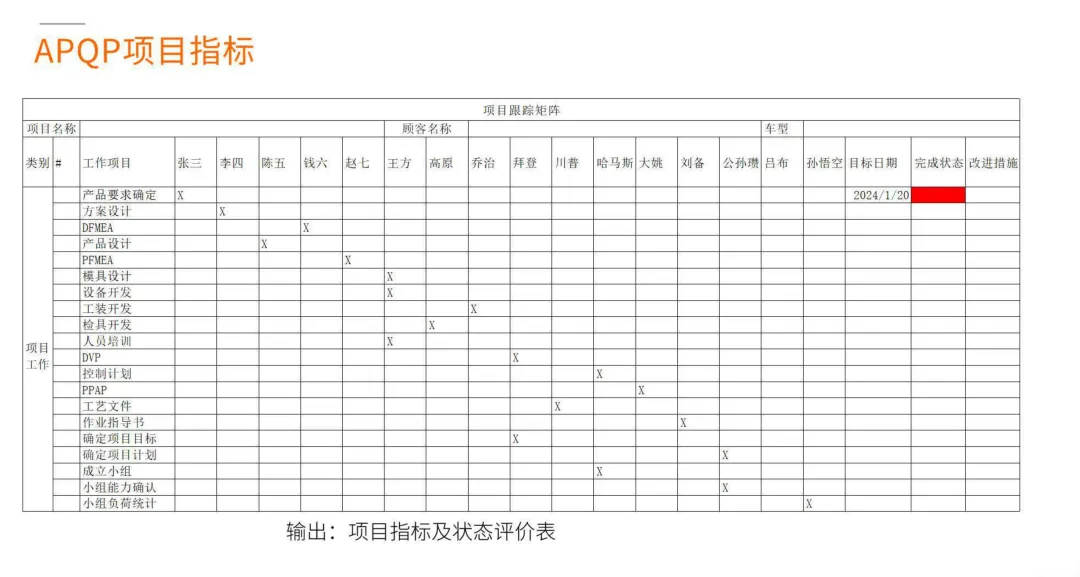
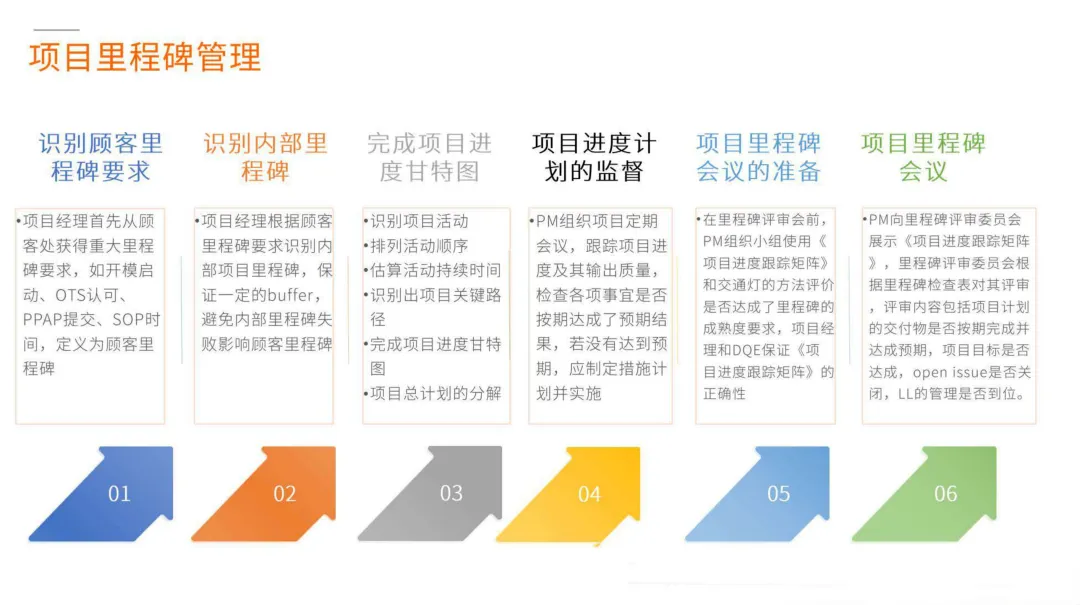
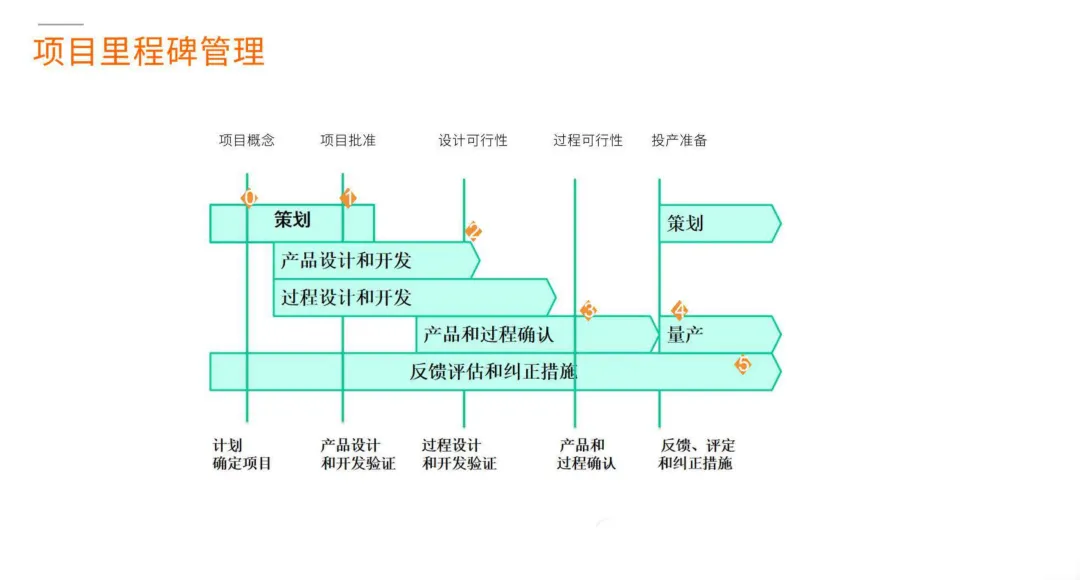
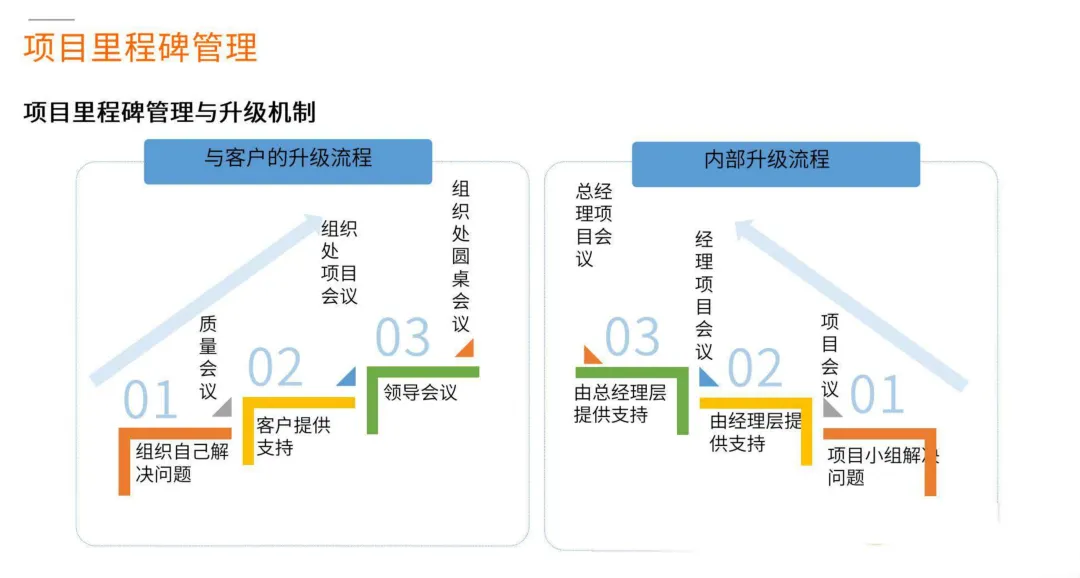
里程碑管理是通过对OTS的批准、PPAP的提交等关键客户节点的定义,建立企业内部的缓冲里程碑,并利用甘特图对关键路径进行梳理来实现的。定期召开例会跟进进展,评审前采用“追踪矩阵+红绿灯”进行成熟度评估,重点审核项目交付、目标实现、问题解决等方面,不合格的启动提升机制,对内联动经理层、总经理支持,对外与客户合作解决问题。
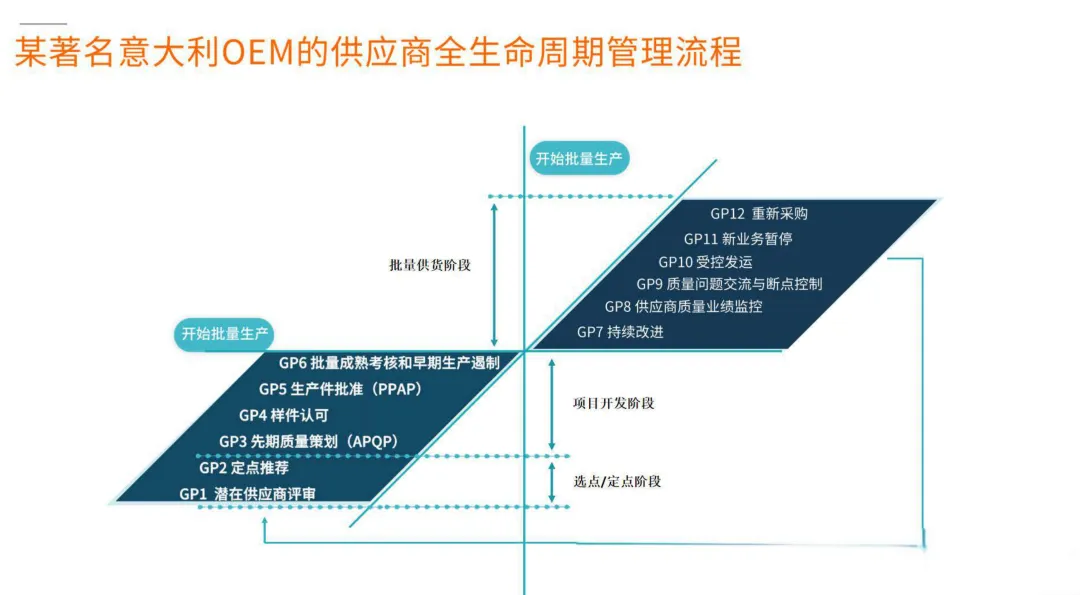
采购管理实行供应商生命周期管理,从 GP1 潜在供应商评审到 GP12 重新采购,每一个环节都制定了明确的标准。如在GP3阶段SQE需要对SOR文件进行分析,制定外购件的质量要求,并对模具样品进行确认和能力评估,以保证供应商能够满足大批量生产的要求。
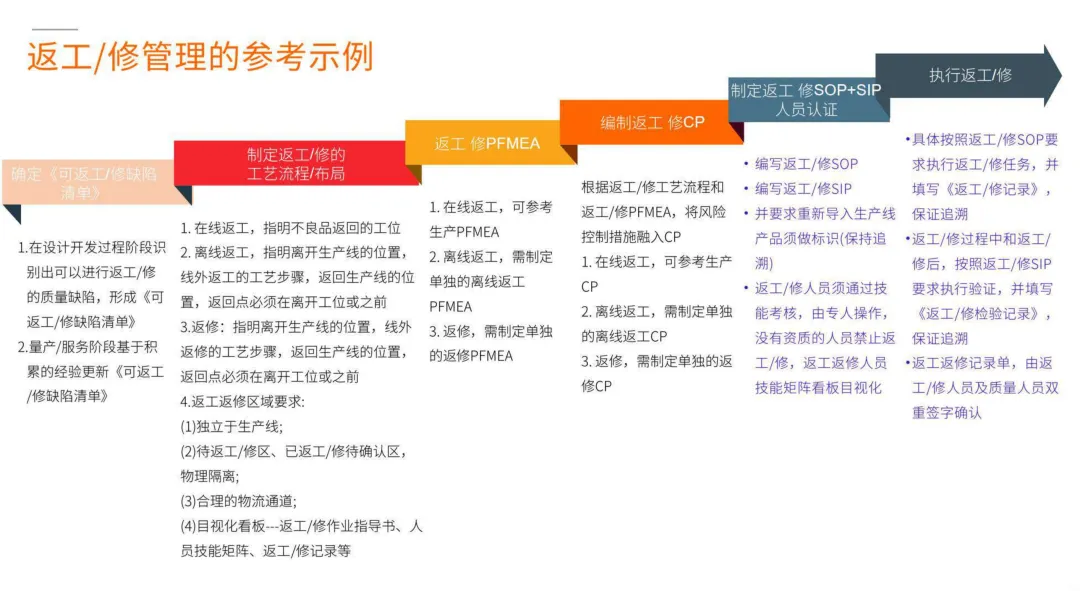
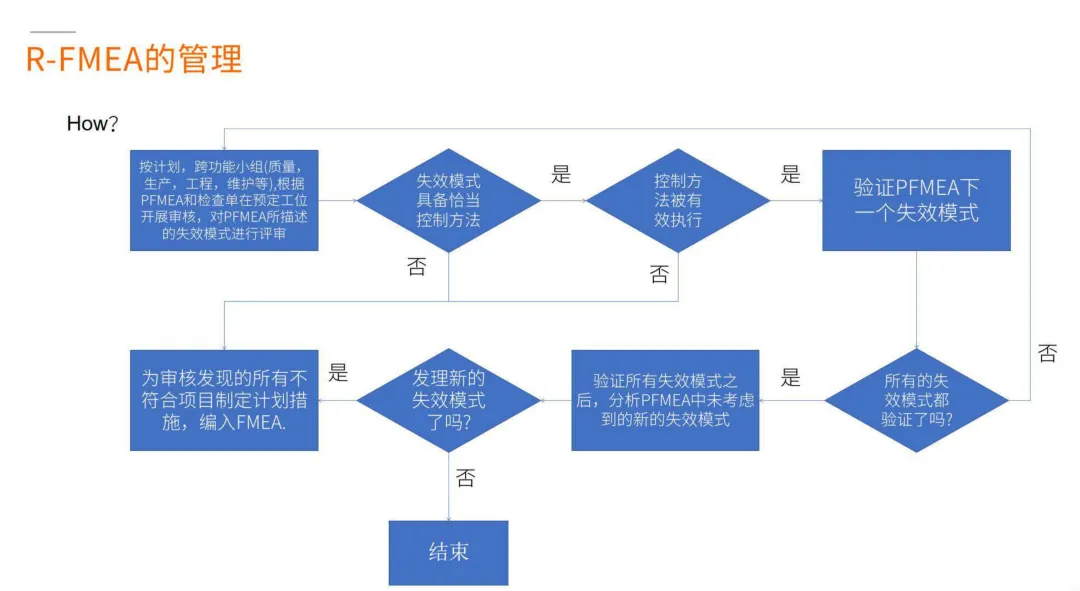
CP实施要点的定义包括:DFMEA中需要标注特殊特性的S=9或10项,以及不同OEM的专用标记(例如通用的专用标记 <S/C>、福特的CC);转移特性的最终控制点是供应商,在试产之前需要和客户一起对 PTC列表进行审核;防错检验按风险设定检验频率,以挑战件来模拟故障,挑战件需要识别标定;返工或返修应制定专用的CP和PFMEA,并对相关人员进行资格认定,对相关记录进行双签名可追溯。此外,在产品试产、爬坡和量产的过程中,通过多功能小组对R-FMEA的控制效果进行现场验证,并及时对新的失效模式进行补充。
两者相互配合,通过风险全过程监控、经验可重用和关键环节的精细化管理,保证了项目的有效推进和产品的稳定质量。
点击阅读原文获取《新版 APQP&CP 实战核心:跨职能协同与供应商全生命周期管控》




 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
