112页PPT|产线浪费不断出现,供应链精益生产怎样化解效率隐患
- 2026-06-20 18:06:42
大家好,这里是“采购圈文库”微信公众号,为大家分享采购.仓储.生产.供应链.质量等实用干货资料。关注我并将公众号设置星标,避免错过最新资料!
每天盯着生产线流转,却总能看见物料来回搬运、工位之间堆积半成品;作业人员忙闲不均,有的工位手忙脚乱,有的长时间原地等待;明明工时投入不少,实际产出和品质却始终达不到预期。
这类场景,想必不少供应链与生产管理人员都深有体会。看似各司其职的运转模式,实则被大量看不见的浪费不断消耗着整体效率。
这些问题不只是流程衔接、人员安排表面的问题,深究下去,是生产环节缺少精益化的管理思维,人员操作、工序排布、时间标准全靠过往经验维持。
工序拆分随心所欲,操作动作冗余繁琐,现场摆放杂乱无章,再加上没有统一的时间参照标准,各类浪费就会在各个环节不断滋生。
物料转运、人员操作、设备启停、工序停顿,每一处无效行为,都会拉长交付周期、增加运营成本,也让整条供应链的运转节奏陷入被动。
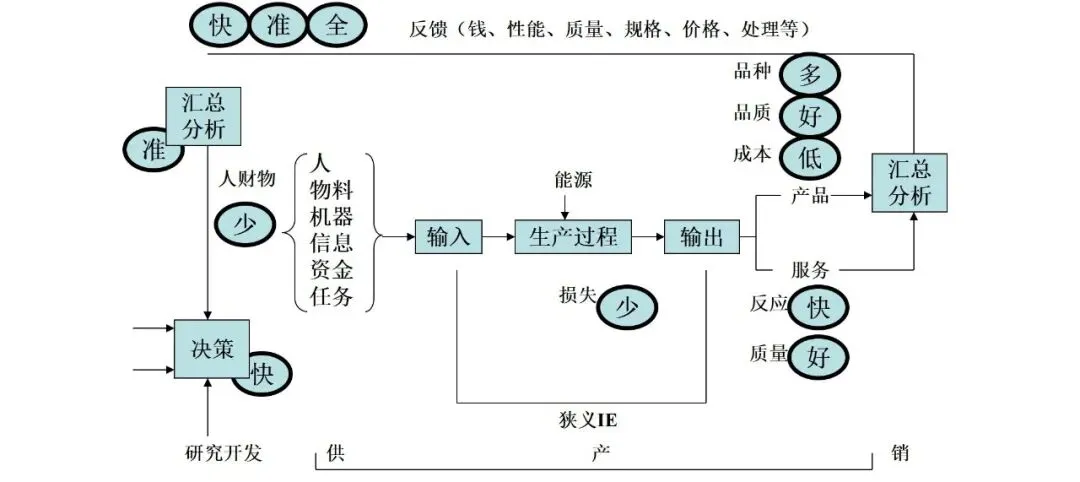
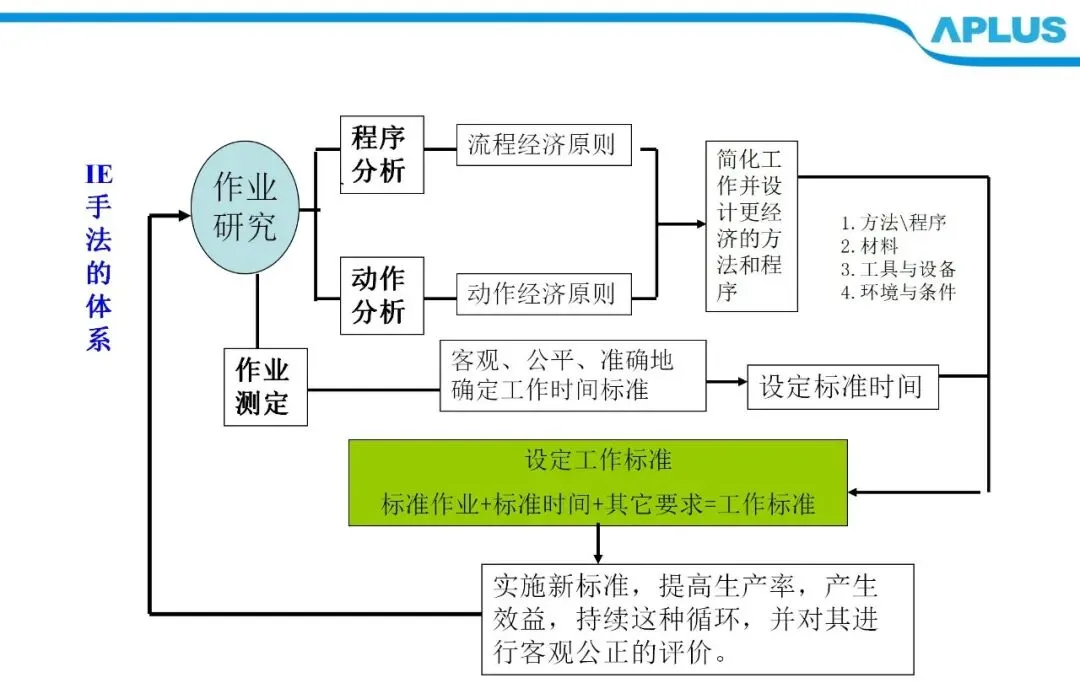
想要改变现状,可以借助工业工程整套方法搭建精益改善体系,从操作动作、作业流程、时间管控、现场布局四个方向逐步优化。
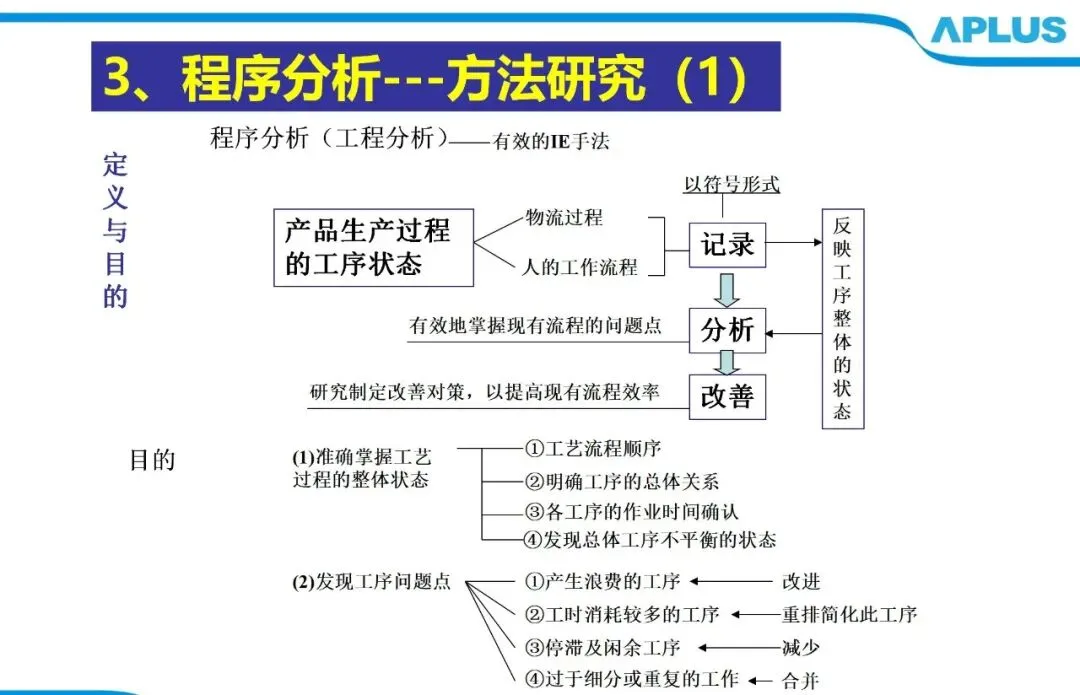
一、梳理作业流程
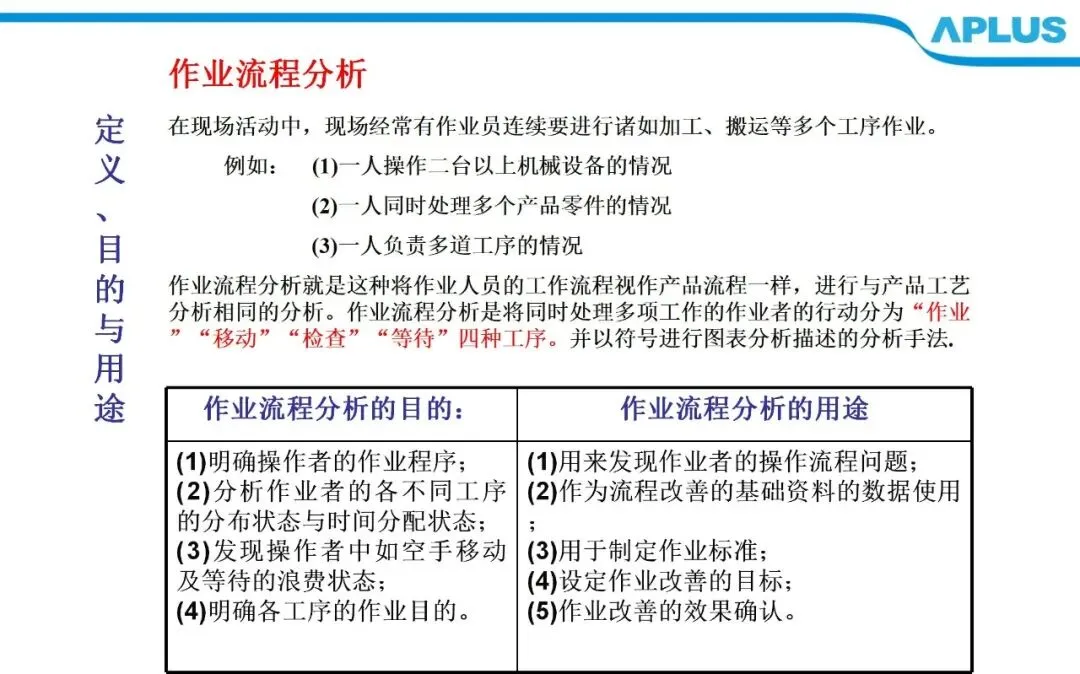
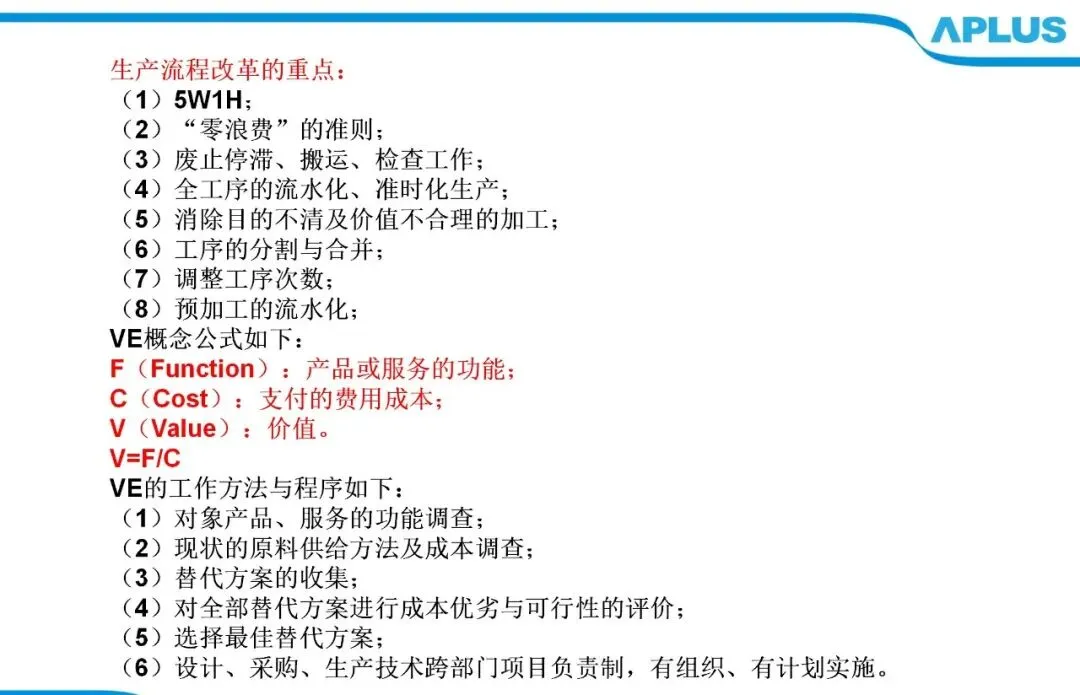
全面梳理全流程作业环节,逐一核对每一步操作的实际价值,按照剔除、合并、重新排序、简化优化的思路,砍掉重复且没有意义的操作。
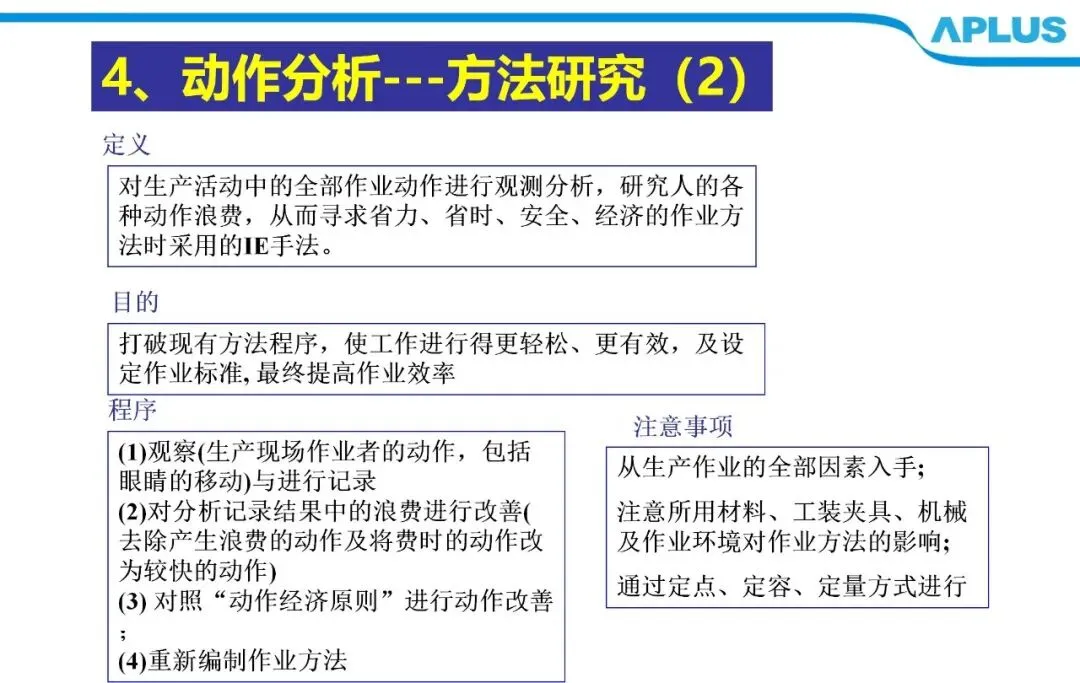
二、优化操作动作
在理顺流程的基础上细化人员操作细节,遵循动作优化原则,规范肢体行为、物料摆放和工具取用方式,减少弯腰、转身、空手等候等多余举动。
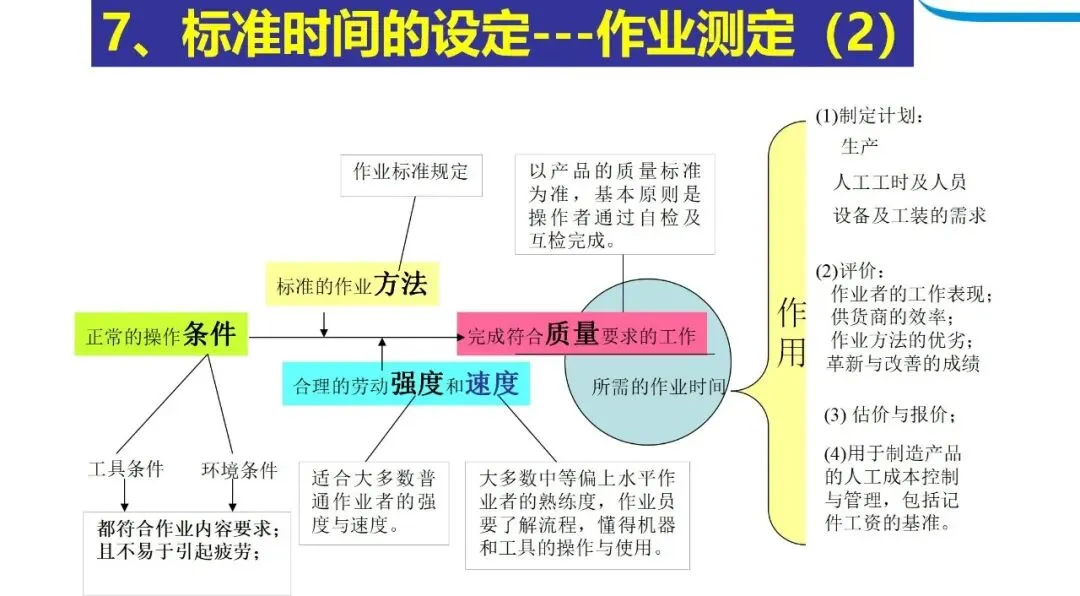
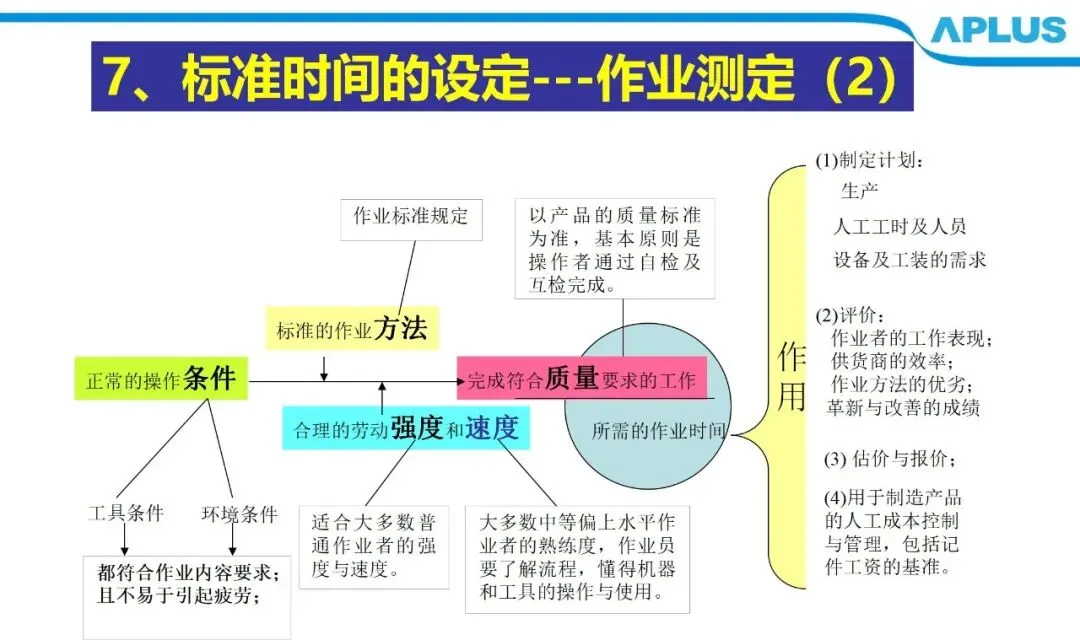
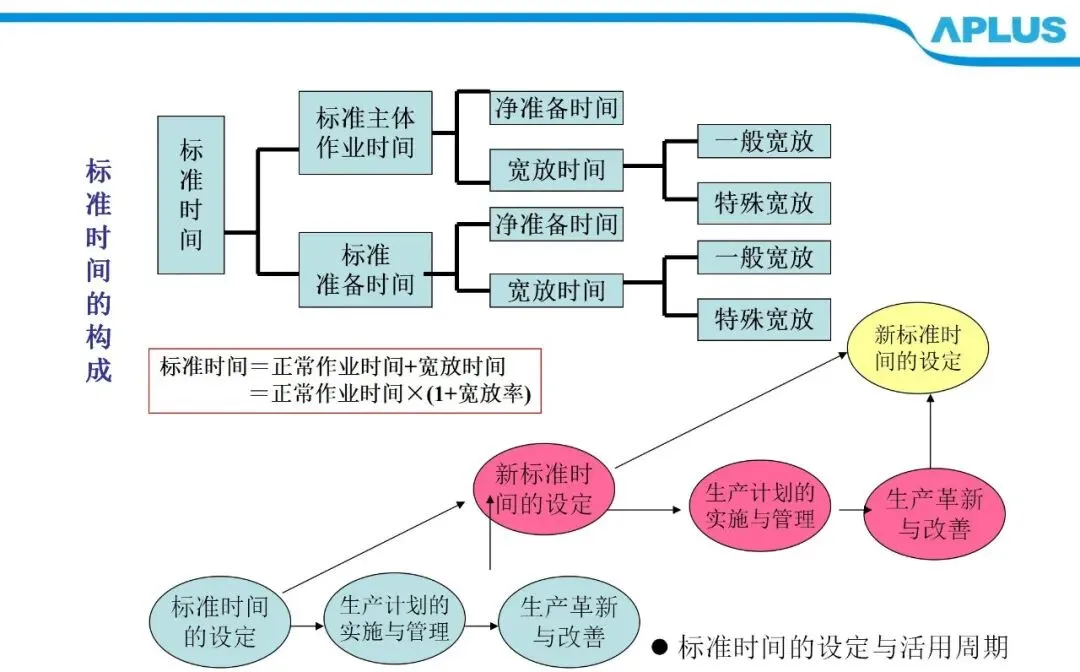
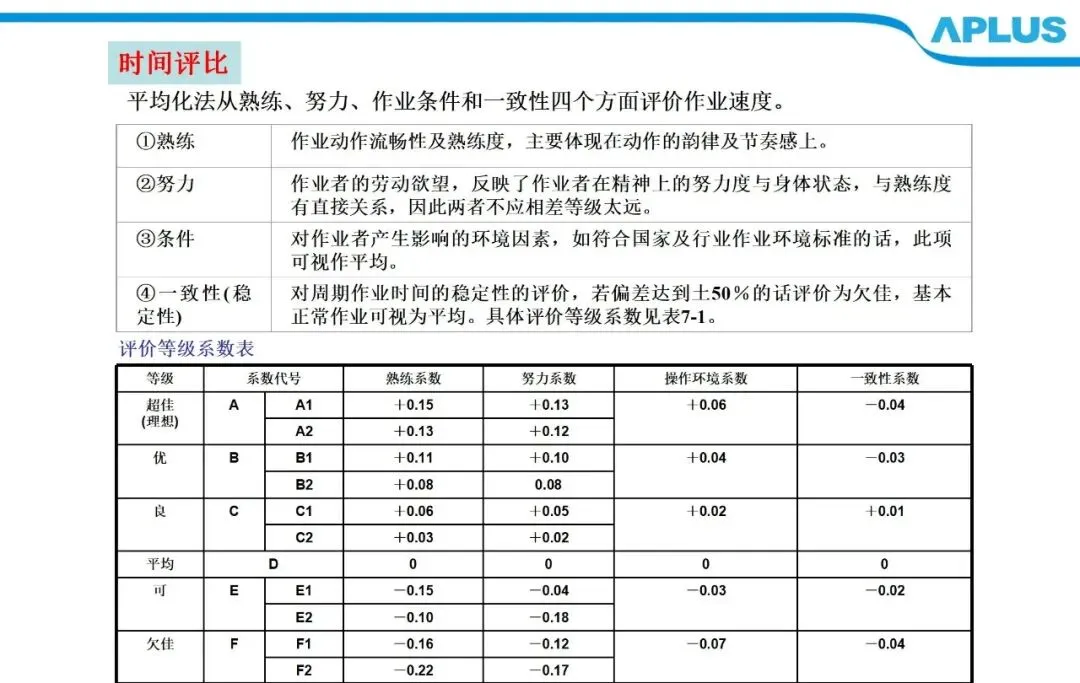
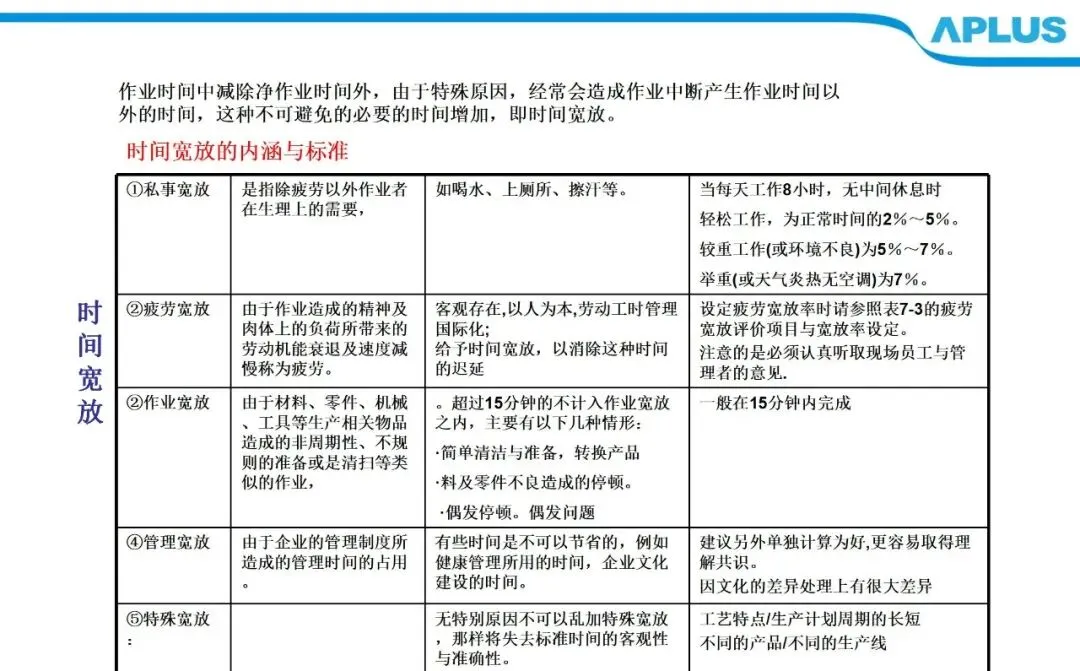
三、强化时间管控
时间把控是精益改善的核心。我们需要实地测算每道工序的实际耗时,结合人员状态、作业环境预留合理的休整时长,制定统一、客观的标准作业时长。以此为基础平衡整条产线的作业量,重新划分各区域工作内容,缩小不同区域的工时差距,避免半成品堆积。
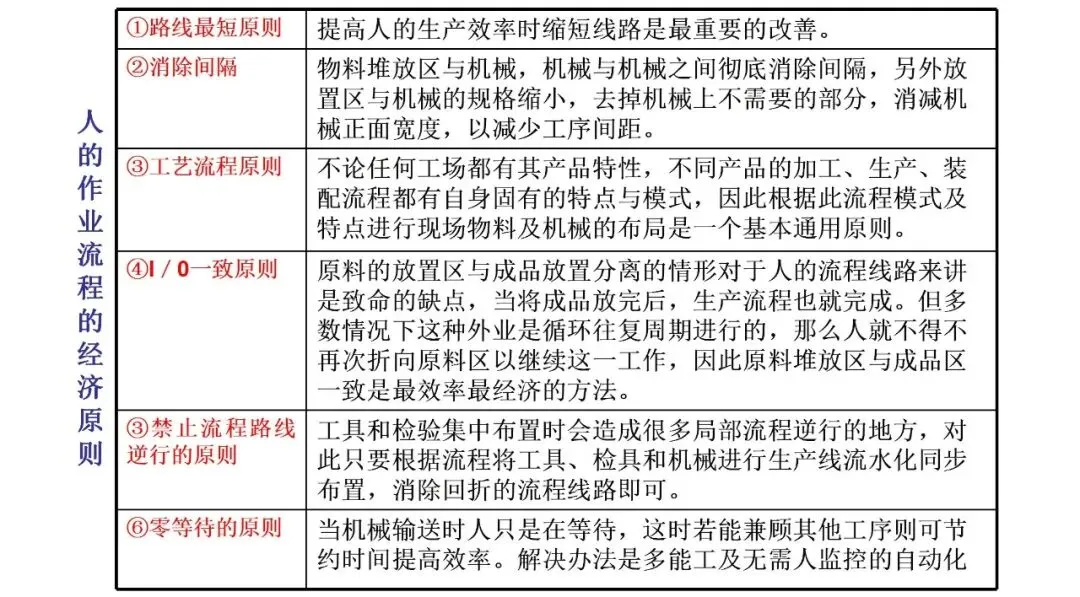
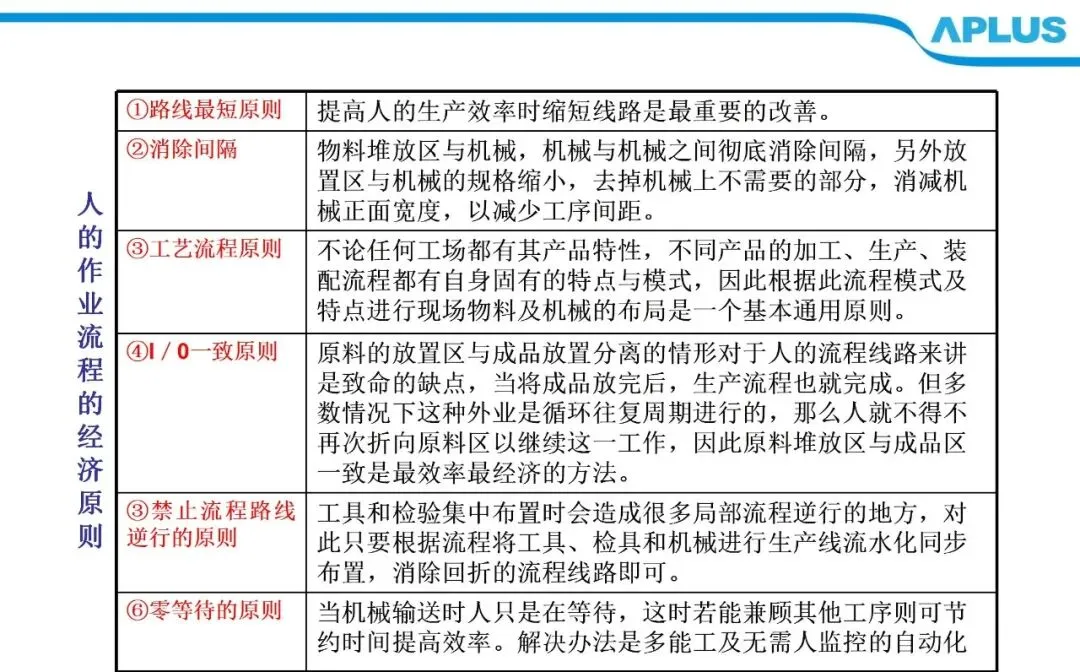
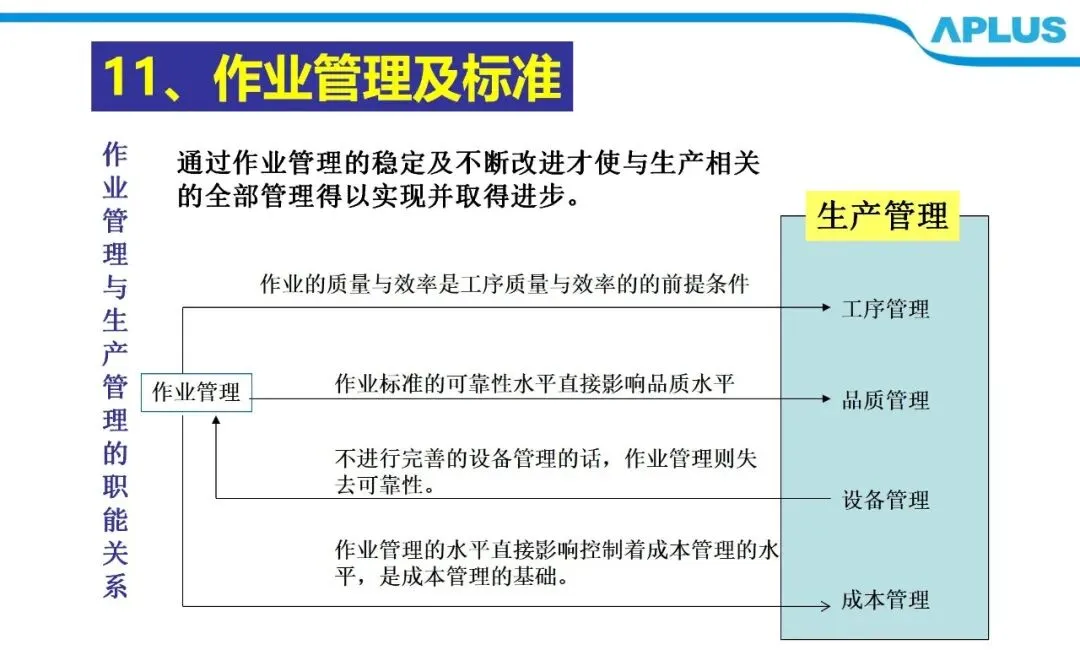
四、调整现场布局
遵循路线最短、工序集中排布、流程无交叉折返的原则,重新规划设备与物料的存放位置,最大限度缩短转运距离,减少物料停留时间。完成以上调整后,落地统一的作业规范与绩效管理制度,保障优化模式长效稳定运转。
一系列调整完成后,现场作业人员有所精简,每小时产出稳步提升,单人作业效率明显上涨,单件产品耗时大幅减少,整条产线的作业均衡度也得到大幅改善。以往频繁出现的物料滞留、人员忙闲不均的问题基本解决,产线流转变得顺畅,也让后端的排产、交付工作更加可控。
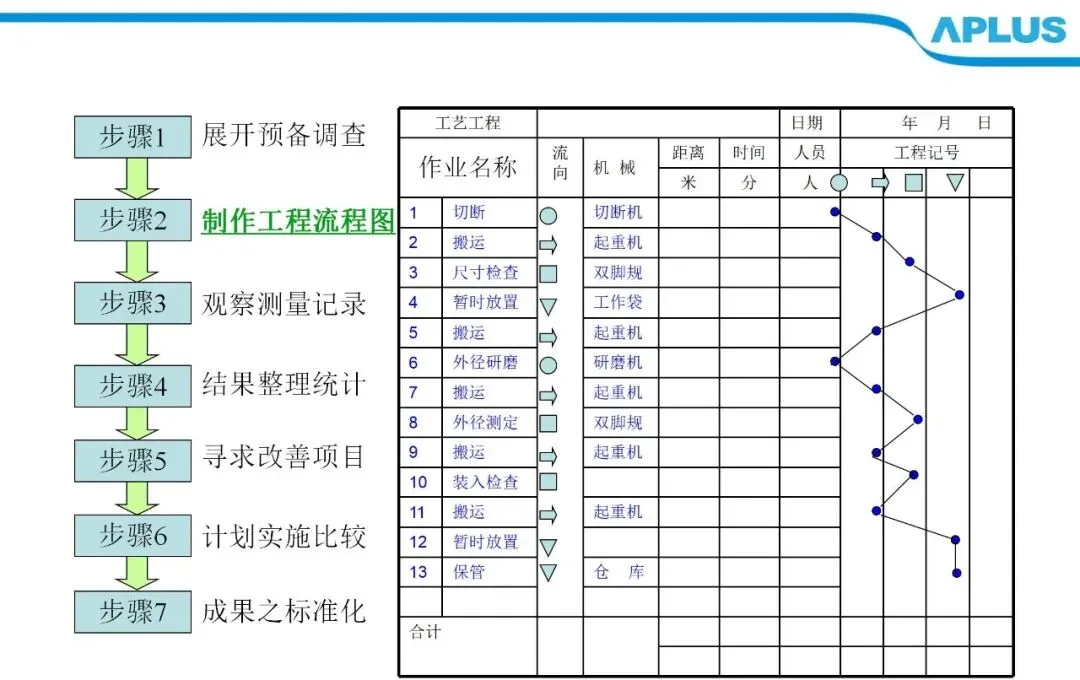
精益生产不是一次性的改造工作,而是长期坚持的优化习惯。落地可以循序渐进开展:先深入现场,完整记录现有工序、操作动作、作业时长与场地布局,找出看得见和隐藏的各类浪费;再用专业工具优化流程、操作方式与场地排布,制定标准化作业要求和标准时长;接着平衡全产线作业量、优化现场布局,打通物料流转的堵点;最后依靠绩效机制巩固改善成果,形成 “记录现状 - 优化调整 - 固化标准 - 持续迭代” 的循环模式。
如何获取更多资料?
 立即扫码
立即扫码

23页|供应链顶层全景架构图:整合采购、计划、战略、流程、生产等15个核心模型
94页PPT|供应链能力成熟度评估:以集成计划规范,打通计划、研发、采购、生产全链路壁垒
81页|企业采购供应链数字化实施方案:从流程图到集成化,涵盖寻源、生产、质量、销售
25页|2026年企业经营分析报告模板:供应链管理者如何拆解毛利与库存压力
263页|供应链规划怎么做?从需求到交付,如何建立可执行的供应链管理闭环

