5M1E的六大核心要素解读(附PPT)
- 2026-06-29 08:54:49
做质量的小伙伴,没人能绕开5M1E。它堪称制造业质量圈的万能钥匙,不管是排查现场疑难杂症、日常过程管控,还是体系审核、问题整改、持续改善,只要是质量相关的问题,套上5M1E的逻辑基本不会出错。
但很多人对它的认知,只停留在人、机、料、法、环、测六个字的口诀上。干活时只会机械对照清单打勾,完全浪费了这套方法论的系统性思维。
今天咱们抛开枯燥的教科书话术,用接地气、好懂的方式,把5M1E的前世今生、核心要点、用法场景一次性讲透,看完再也不用死记硬背!
一、5M1E到底从哪来?核心逻辑是什么?
1、从4M1E升级而来,专为精准控质而生
在早期的全面质量管理体系中,行业只总结出了4M1E五大影响质量的核心因素:人、机、料、法、环。

那时候大家觉得,测量这件事归属于方法里,跟着工艺方法一起管控就行。但随着工业生产越来越精细、产品标准越来越严苛,大家慢慢发现:测量真的太重要了。
仪器不准、测量方法错了、读数有偏差,哪怕人员、设备、物料全部没问题,最后测出来的质量数据也是错的,合格产品会被误判不良,不良品可能蒙混过关。
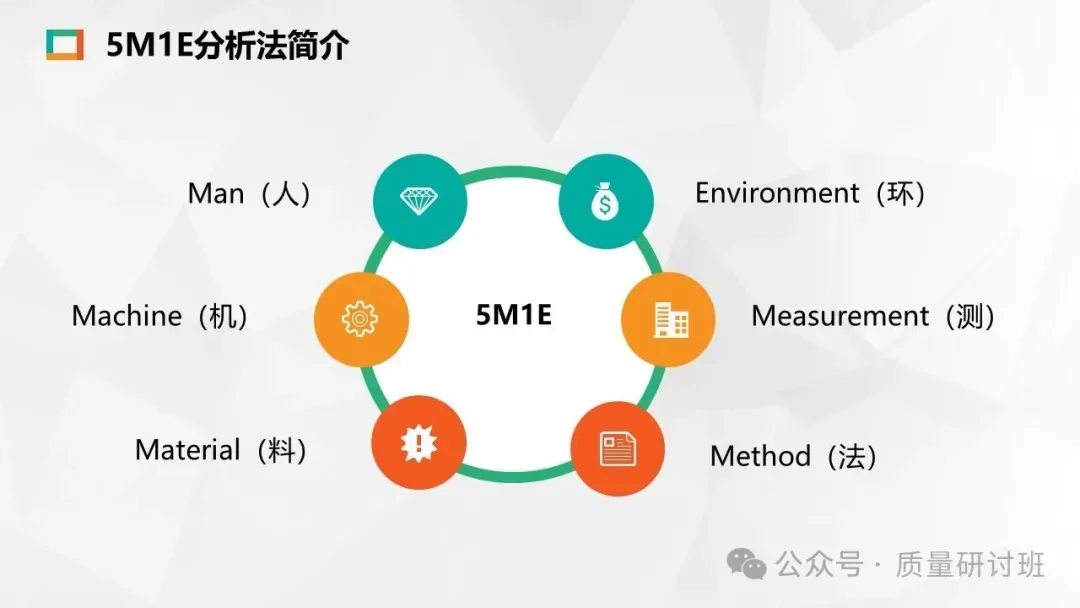
于是,测量(Measurement)正式从法里独立出来,升级成如今各行各业通用的5M1E六大核心要素。
2、不是简单凑数,是环环相扣的整体逻辑
千万别把5M1E当成六个互不相干的检查项!它是一套牵一发而动全身的闭环系统。
简单说几组大家秒懂的关联关系:
人的操作习惯,会直接影响设备的运行状态;设备的精度上限,决定了物料能不能加工出合格效果;工艺方法要适配员工能力和车间环境;而测量系统准不准,又决定了我们对前面所有环节的判断是否靠谱。
这也是质量圈的黄金规则:5M1E任意一个要素发生变动,必须重新做质量验证和风险评估。换了操作员、换了物料批次、调了设备参数,不验证就直接量产,迟早要翻车!
二、六大要素通俗拆解,每一个都是质量关键点
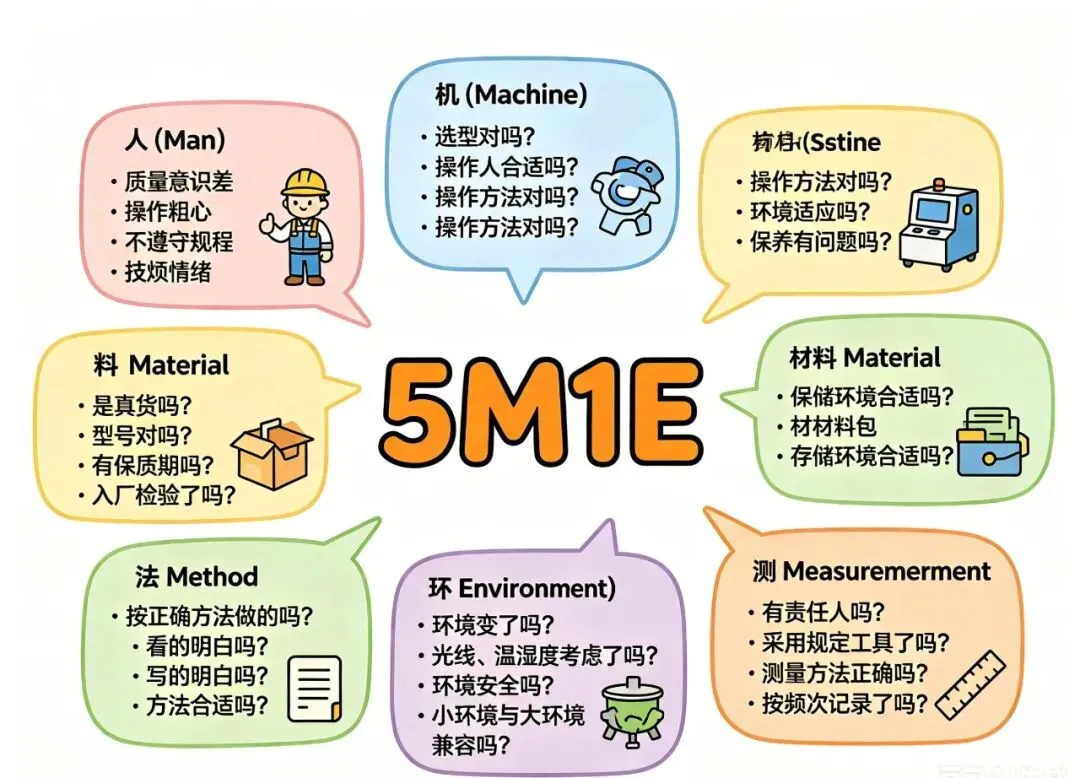
1、人(Man)——最不稳定、最核心的变量
机器、物料都是死的,唯有员工是活的,也是质量波动最大的源头。很多质量问题,说到底都是人的问题。
管控从来不只是看员工到没到岗,核心是看能不能稳定干好活。
核心管控重点:质量意识、岗位技能、上岗资质、作业状态、岗位职责
灵魂自查三问:
是员工不会做,还是不想好好做?是培训没到位,还是制度太敷衍?员工真的懂工艺标准,还是只会机械跟风操作?
常用管控手段:持证上岗、关键岗位专人专管、常态化技能培训、压实质量责任、杜绝虚假记录
2、机(Machine)——工序稳定的硬核底气
设备是生产的硬骨架,骨架不稳,再熟练的员工、再好的物料也做不出合格品。很多批量不良,根源就是设备带病上岗。
核心管控重点:设备适配性、精度性能、维保状态、人机适配度、运行环境
灵魂自查三问:
设备精度能不能持续满足生产要求?调机参数是否可追溯、不随意变动?是不是过度依赖老员工经验调机,换个人就出错?
常用管控手段:日常点检、定期维保、关键设备重点管控、首件确认、参数自动留存,减少人为干预误差
3、料(Material)——质量问题的高频背锅侠
巧妇难为无米之炊,物料是产品质量的基础。十次质量问题,至少有三四次和来料、物料管控脱不了干系。
核心管控重点:物料规格真实性、批次管控、存储有效期、来料质量、料机料艺适配性、物料兼容性
灵魂自查三问:
来料质量是否稳定,有没有忽好忽坏?现有物料适配当前工艺吗?不良物料能不能快速识别、彻底隔离,不混入生产?
常用管控手段:全流程物料管控、严格来料检验、物料状态标识、批次追溯、不合格品隔离处置机制
4、法(Method)——告别靠经验干活的核心关键
所谓的法,不只是一张工艺图纸、一份作业文件,而是整套标准化、可复制、可落地的做事方法。很多车间乱象,都是因为有文件但没人按规矩来。
核心管控重点:工艺清晰度、文件可操作性、方法适配性、合规性、工艺更新及时性
灵魂自查三问:
是没有作业方法,还是方法根本不好用、不落地?工艺更新了,现场有没有同步更新?是不是存在文件一套、现场操作一套的两张皮现象?
常用管控手段:首件确认、工艺纪律稽查、工装刀具标准化管理、SPC过程监控、定期工艺复盘优化
5、环(Environment)——最容易被忽视的隐形杀手
环境问题最隐蔽,不会立刻出不良品,但一旦失控,大概率是批量性、重复性的质量顽疾,怎么整改都没用。
核心管控重点:温湿度、照明、洁净度、安全生产条件、环境稳定性、现场整洁度
灵魂自查三问:
当前环境能不能满足产品和工艺要求?环境波动有没有实时监测记录?有没有人为破坏现场标准化环境的情况?
常用管控手段:建立现场环境管理制度、关键参数实时监控、常态化5S管理、物料定置管理、环境记录可追溯
6、测(Measurement)——质量判定的唯一标尺
一句话总结:测量不准,一切质量判断都是空谈。仪器失准、方法错误,相当于拿着一把不准的尺子量产品,合格与否全靠蒙。
核心管控重点:测量权责、工具选型、测量点位、操作规范、记录完整性
灵魂自查三问:
测量系统能力够不够、数据可信吗?测量误差会不会导致误判?一旦发现测量失效,过往的产品数据和库存产品该怎么处理?
常用管控手段:明确测量精度标准、设备定期校准、留存校准记录、异常数据追溯复盘
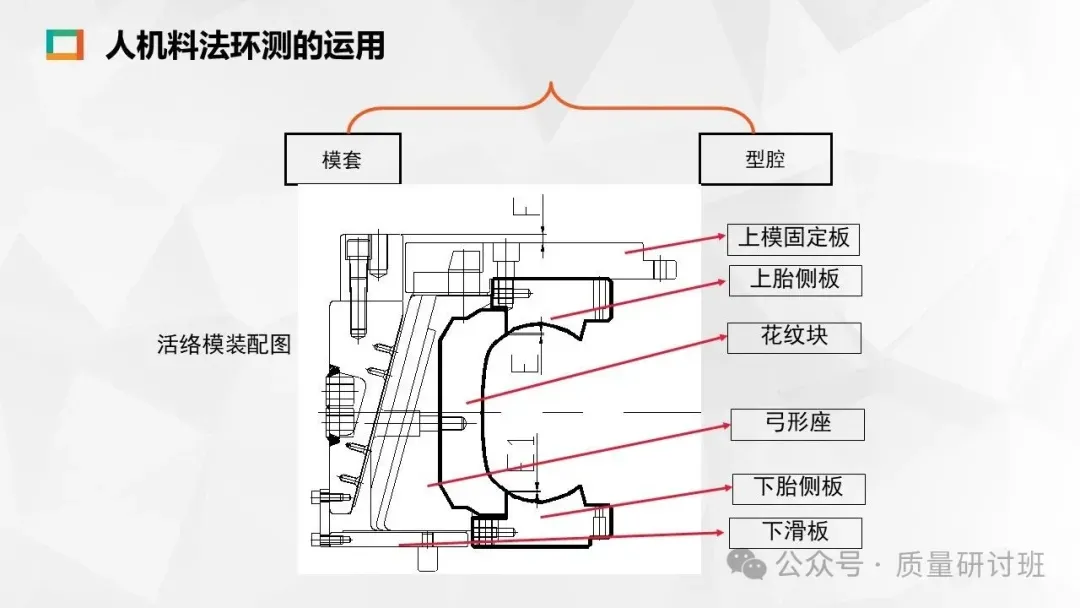
三、5M1E到底能用在哪?覆盖质量全场景
很多人学不会5M1E,是因为只把它当理论,其实它是质量工作的万能工具,适配所有核心场景。
1、工序标准化管控
工序不稳定、品质忽高忽低,本质就是5M1E六大要素没做到标准化。只要把人、机、料、法、环、测全部固化标准,生产稳定性自然拉满。
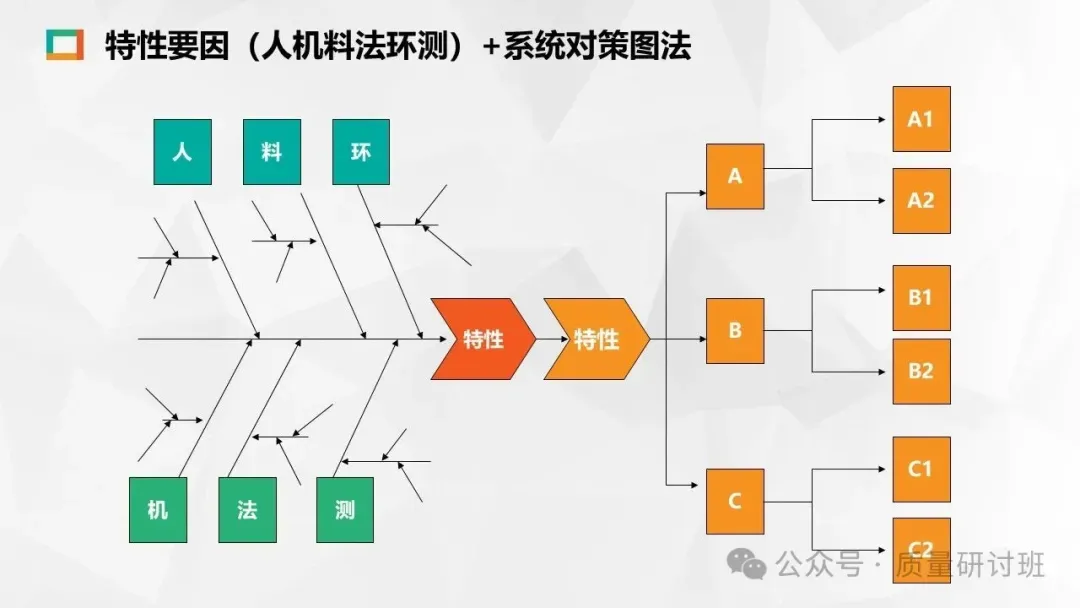
2、质量问题高效分析
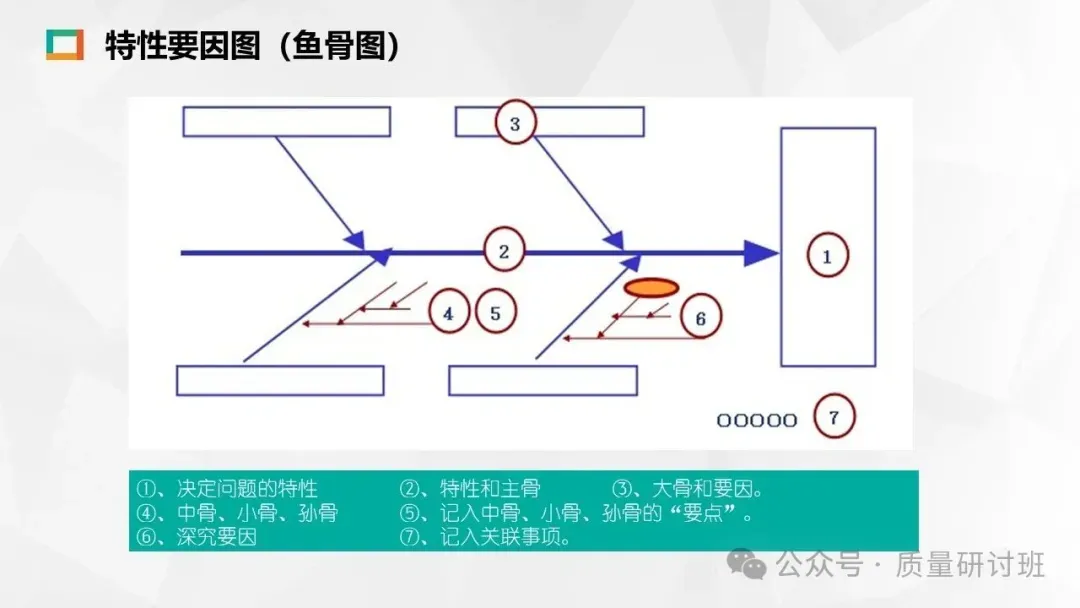
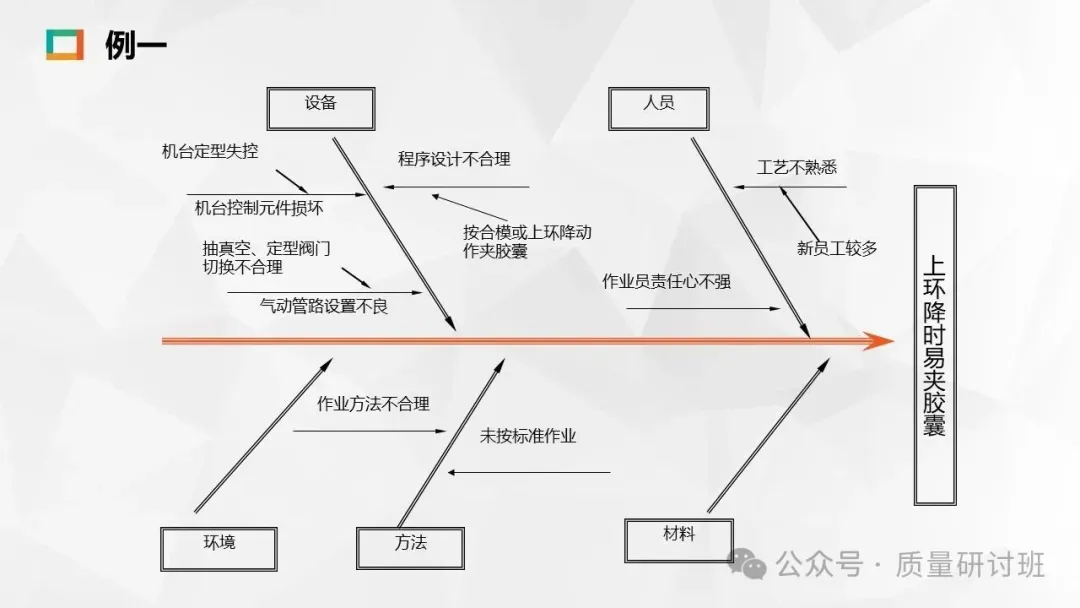
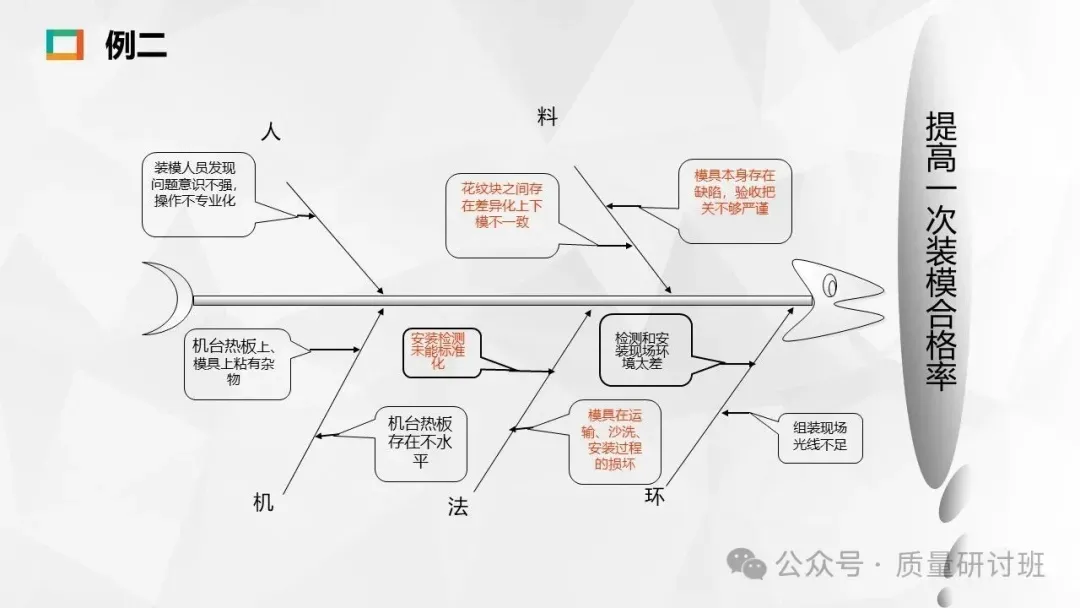
遇到质量异常无从下手时,用5M1E框架排查,基本不会遗漏任何风险点。日常可以搭配鱼骨图、5WHY、头脑风暴、5W2H等工具使用,问题定位又快又准,告别盲目整改。
3、管理体系搭建落地
5M1E是现场和体系的通用语言,能帮企业摆脱只看结果、不控过程的低效管理模式,把质量管控前置,从源头减少问题。
4、工艺设计与风险预判
新产品、新工艺上线前,用5M1E做全方位评估,提前排查工艺可行性、人机适配、环境适配、测量难点等问题,从源头规避后期批量质量隐患,省下超多整改成本。
说到底,5M1E从来不是用来应付审核的模板,而是质量人的结构化思考神器。不管是新手小白排查问题,还是资深质量人做体系优化、工艺改善,这套框架都是最靠谱的底层逻辑。看懂、用好5M1E,你的质量工作能力直接上一个台阶。
接下来,分享一篇《人机料法环测的分析》的培训教材,欢迎收藏学习!


















✨方式1. 欢迎赞赏支持后,添加薇♥信领取(有额外质量工具包赠送哦!)。
✨方式2. 本文PPT + 千份质量&精益资源库➤ 加入知识星球,即刻获取👇,(每日更新 | 行业报告 | 专属答疑🚀)
💡 更多质量&精益资源库 → 加入知识星球,即刻获取。

🧐互动话题:你在工作中,遇到过最坑的质量问题,是“人、机、料、法、环”里哪个要素出了问题?👇
欢迎大家持续关注“质量研讨班”,不定期 解锁一个质量干货!
解锁一个质量干货!


 哦
哦
