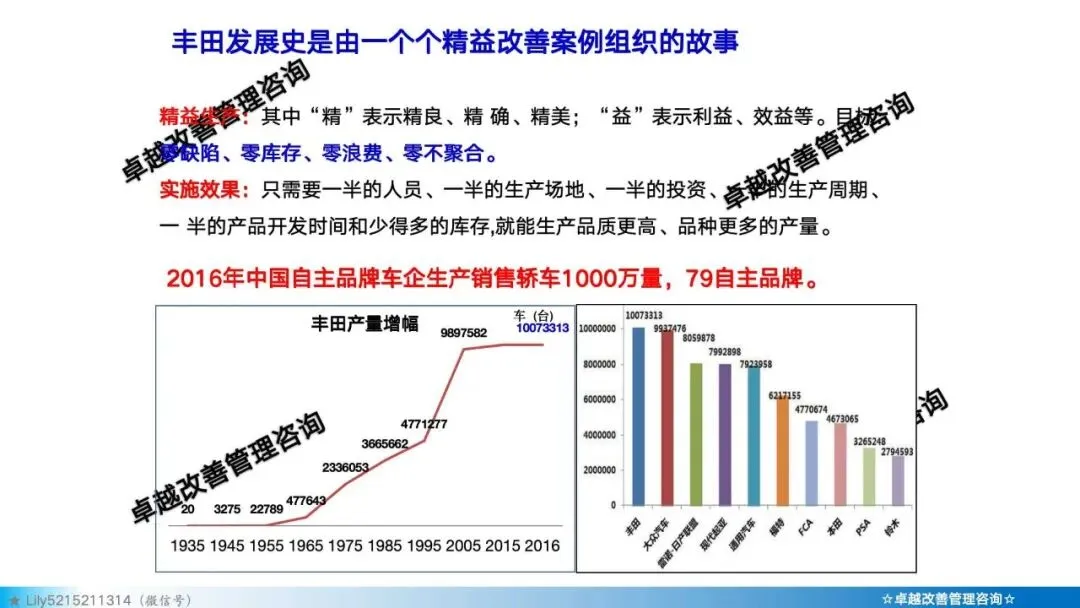
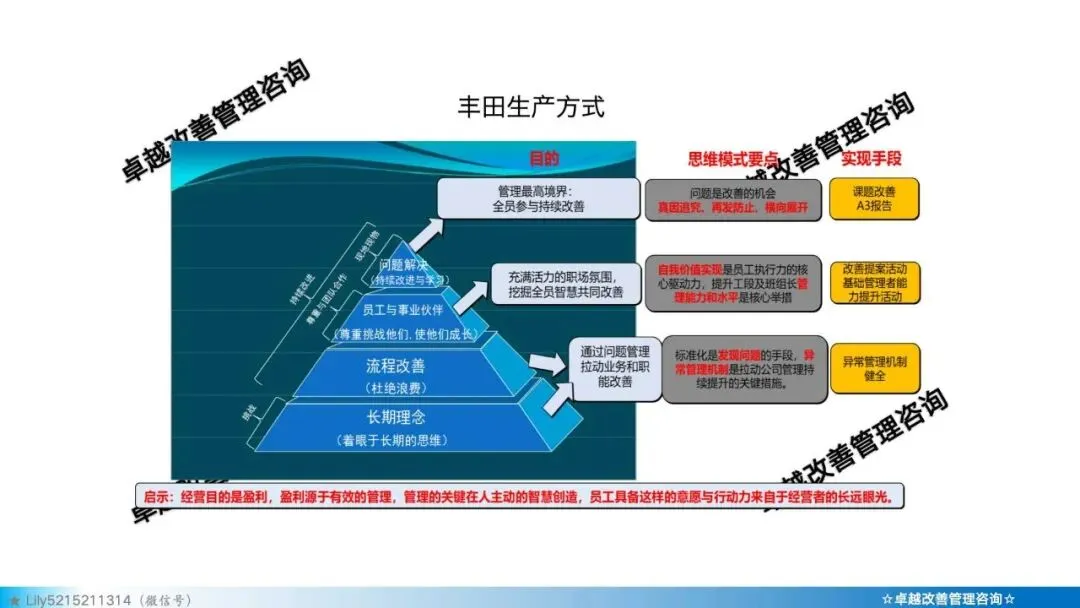
丰田生产方式(TPS, Toyota Production System)并非一蹴而就,而是从纺织机械到汽车制造、历经三代人、在战后资源匮乏的困境中逐步打磨出的管理哲学。其核心是彻底消除浪费,以准时化(JIT)与自働化(Jidoka)为两大支柱。
丰田生产方式(TPS, Toyota Production System)并非一蹴而就,而是从纺织机械到汽车制造、历经三代人、在战后资源匮乏的困境中逐步打磨出的管理哲学。其核心是彻底消除浪费,以准时化(JIT)与自働化(Jidoka)为两大支柱。
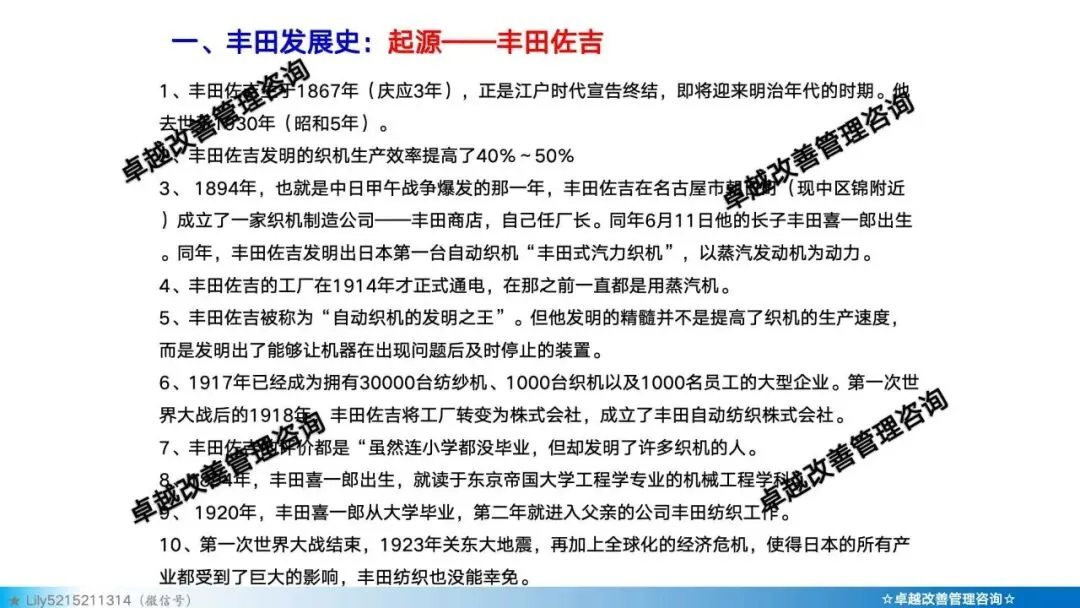
01 思想源头:从纺织机起步(1902–1930s)
丰田佐吉(Toyota Sakichi,1867–1930)—— 自働化的始祖
• 发明G型自动织布机(1924):
◦ 关键突破:断纱即自动停机(带人字旁的“自働化”)
◦ 核心理念:不制造不良、不传递不良、机器自动判断、异常即停
◦ 为 TPS 的 Jidoka(自働化) 奠定基因
• 1929年卖专利给英国,获100万日元,交给儿子丰田喜一郎:
“我搞织布机,你搞汽车,为国效力。”
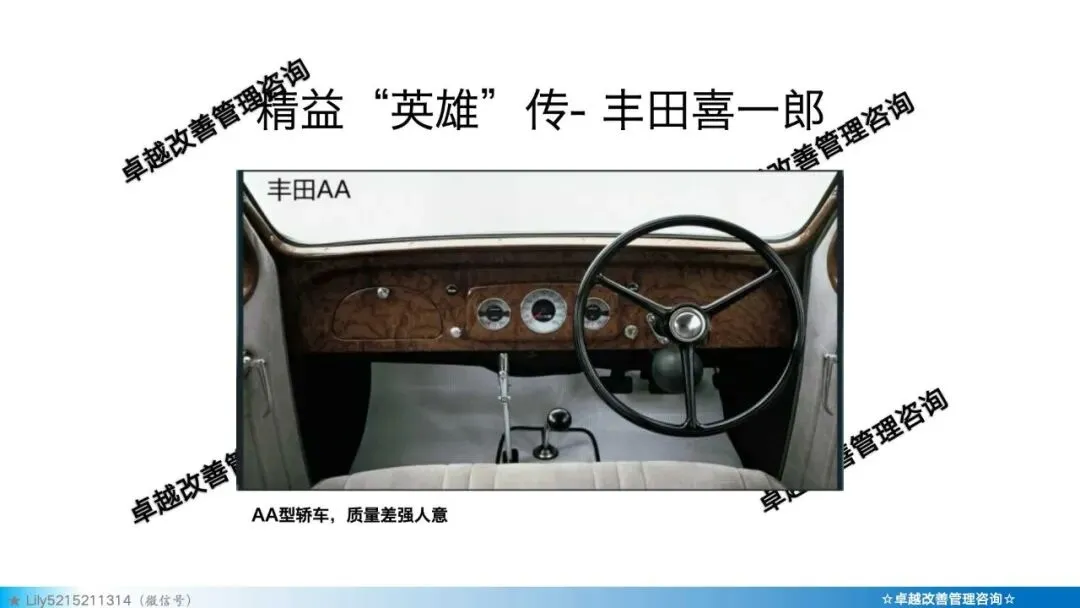
02 理念诞生:丰田喜一郎与准时化(1930s–1945)
丰田喜一郎(Kiichiro Toyoda,1894–1952)—— JIT之父
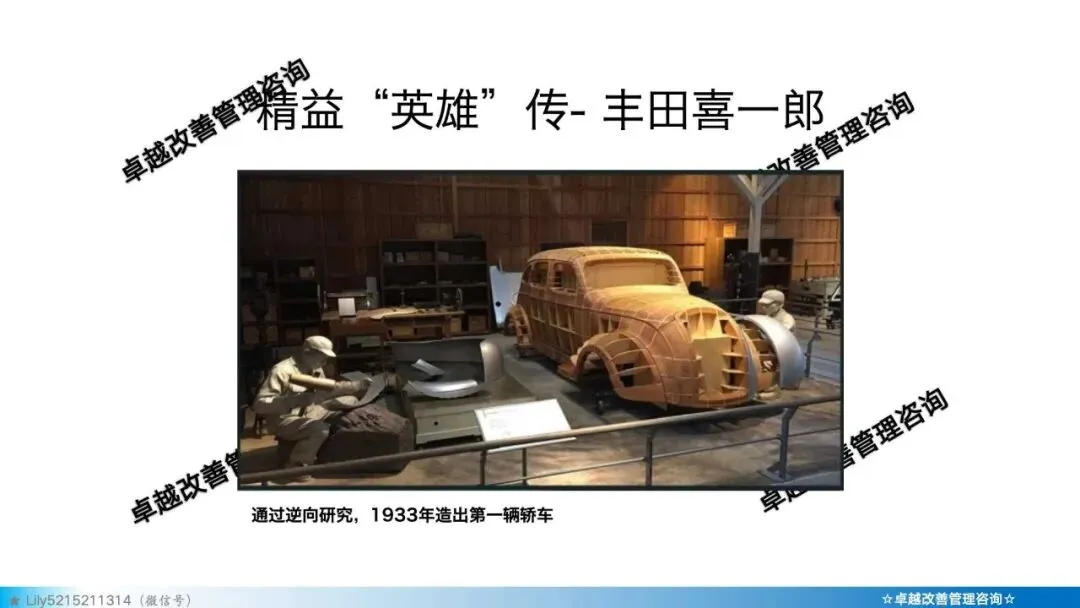
• 1933年在丰田织机成立汽车部
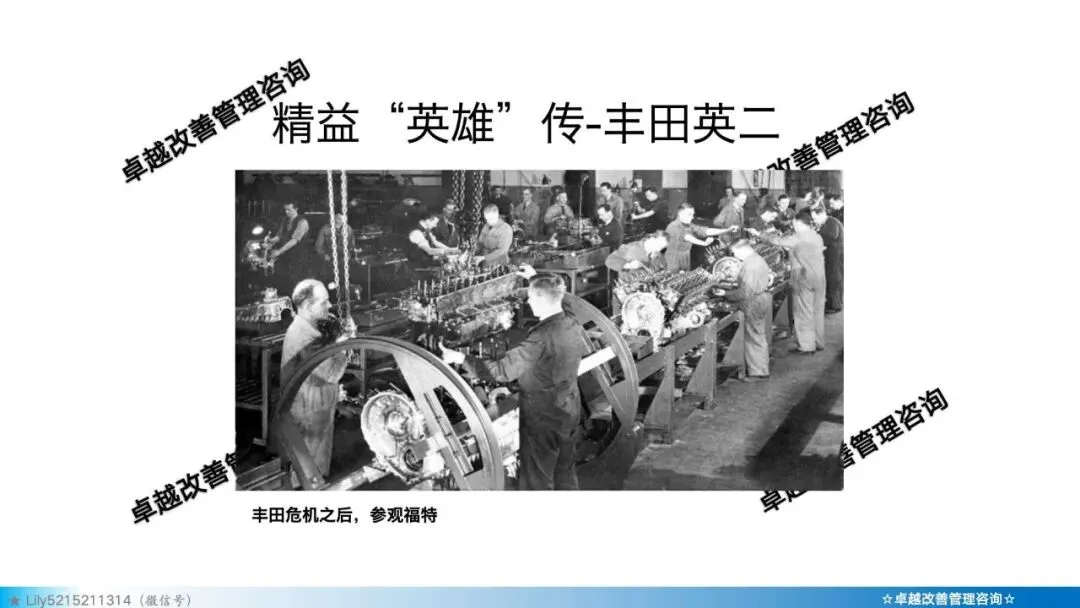
• 1930年代考察福特,发现大量库存、刚性生产、浪费严重
• 提出 Just-In-Time(准时化) 雏形:
“只在需要的时候,生产需要的数量,需要的品种。”
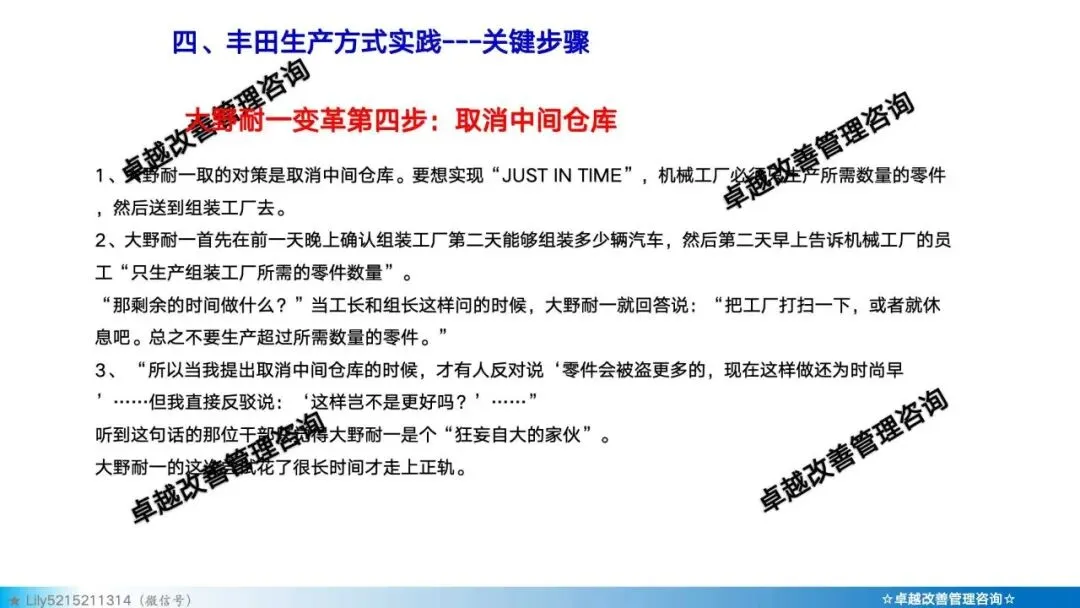
• 目标:零库存、零等待、零搬运浪费
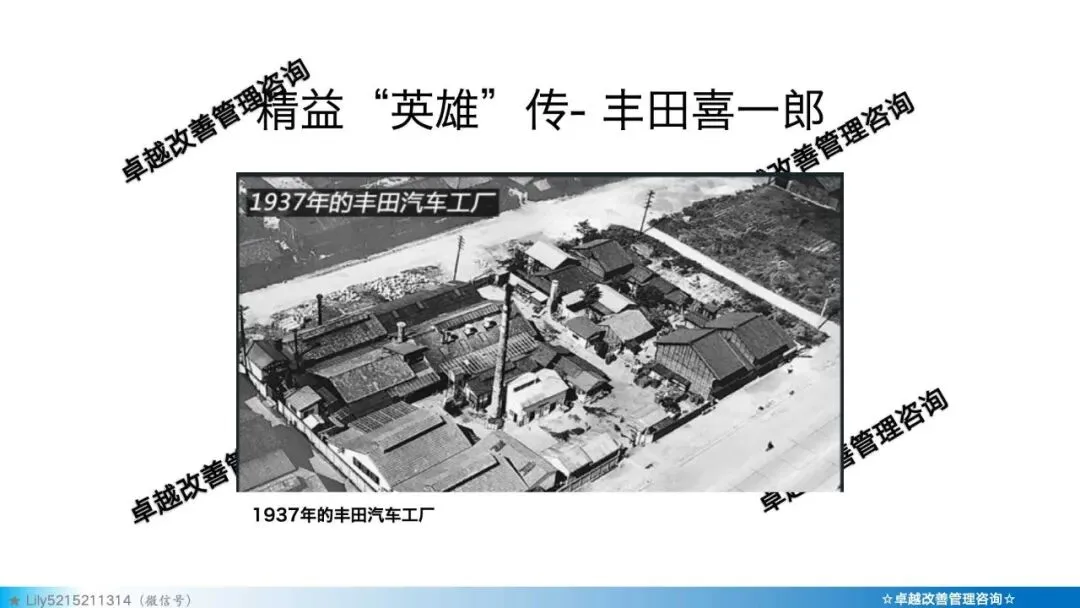
• 1937年成立丰田汽车,举母工厂(现元町工厂)开始实践
03 战后苦斗:大野耐一将理念变成体系(1945–1970)
大野耐一(Taiichi Ohno,1912–1990)—— TPS体系构建者
战后背景:
• 日本资金缺、材料缺、需求小、品种多
• 福特1天产量 > 丰田1年总产量
• 必须用最少资源、最高柔性生存
1. 现场革命(1947–1955)
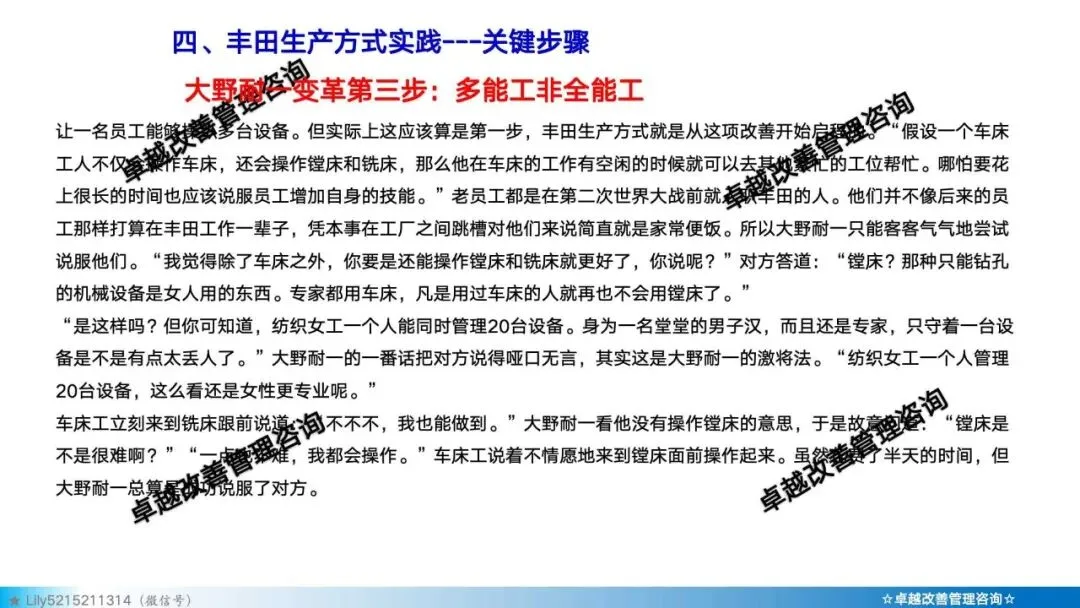
• 一人多机 + U型布局
◦ 从“二”→“L”→“口”→U型线
◦ 工人同时管多台设备,少人化、流动化
• 七大浪费定义(后扩展为八大)
◦ 过量生产、等待、搬运、加工、库存、动作、不良
• 1953 看板(Kanban)试验
◦ 受美国超市补货启发
◦ 后工序向前工序“拉动”,取代“计划推动”
◦ 初期用空肥皂箱,后改为标准卡片
2. TPS骨架成型(1955–1965)
• 1962 看板覆盖全工厂
• 平准化(Heijunka):月计划→日计划→均衡生产
• 节拍时间(Takt Time):按市场需求定生产线节奏
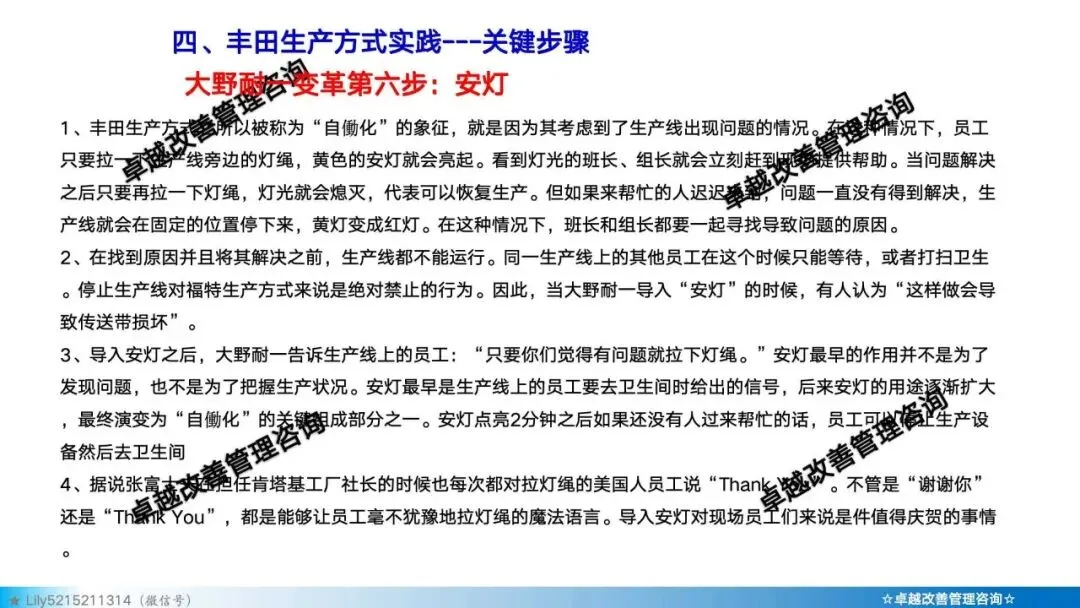
• 安灯(Andon):异常拉绳、停线、快速解决
• 快速换模(SMED):3小时→3分钟
• 1959 元町工厂:TPS完整落地
◦ 效率达美国同行2倍、库存降至1/10
04 体系成熟与全球扩散(1970–2000)
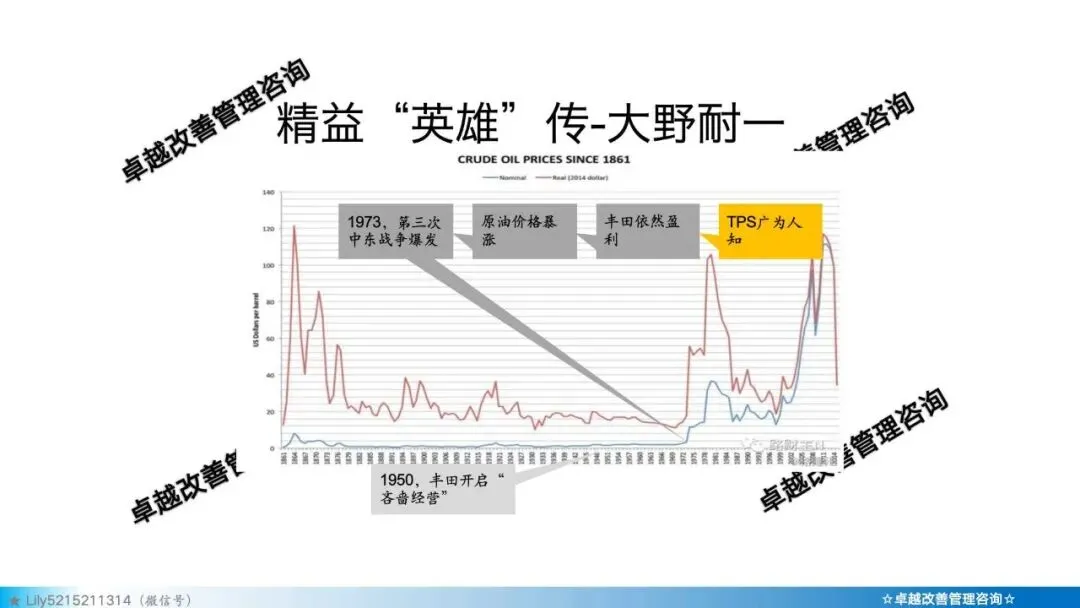
• 1973 石油危机:
◦ 丰田逆势盈利,TPS一战成名
◦ 低库存、高柔性成为危机生存利器
• 1980s 向全球/供应商推广
◦ 丰田集团、供应商全面导入
◦ 形成 Toyota Way:持续改善(Kaizen)+ 尊重人性
• 1990 《改变世界的机器》(MIT)
◦ 将 TPS 命名为 Lean Production(精益生产)
• 1996 《精益思想》:五大原则
◦ 价值→价值流→流动→拉动→尽善尽美
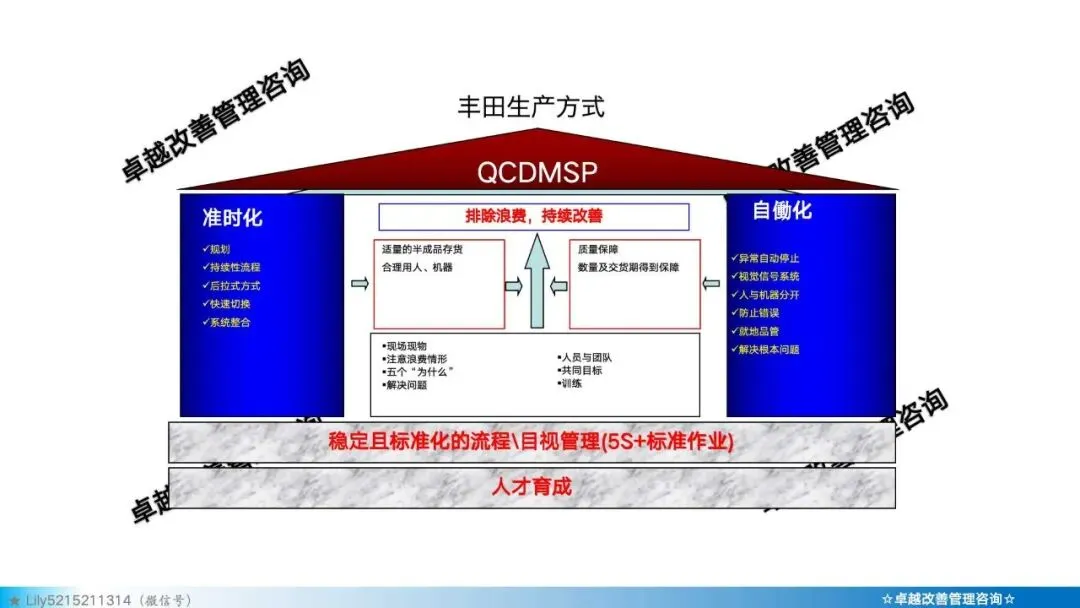
05 TPS 两大支柱(核心)
1. 准时化 JIT(Just-In-Time)
• 三必要:必要时间、必要数量、必要物品
• 拉动式:后工序取货,前工序补产
• 平准化:消除波动,均衡排产
• 单件流:一个流、最小化在制
2. 自働化 Jidoka(带人字旁)
• 异常自动停机(源自织布机)
• 人技分离:机器做重复,人做改善
• 安灯 + 现场解决:不制造不良
• 自工序完结:三不原则
06 关键人物谱系
• 丰田佐吉:自働化、质量防错、工匠精神
• 丰田喜一郎:准时化、零库存、柔性生产
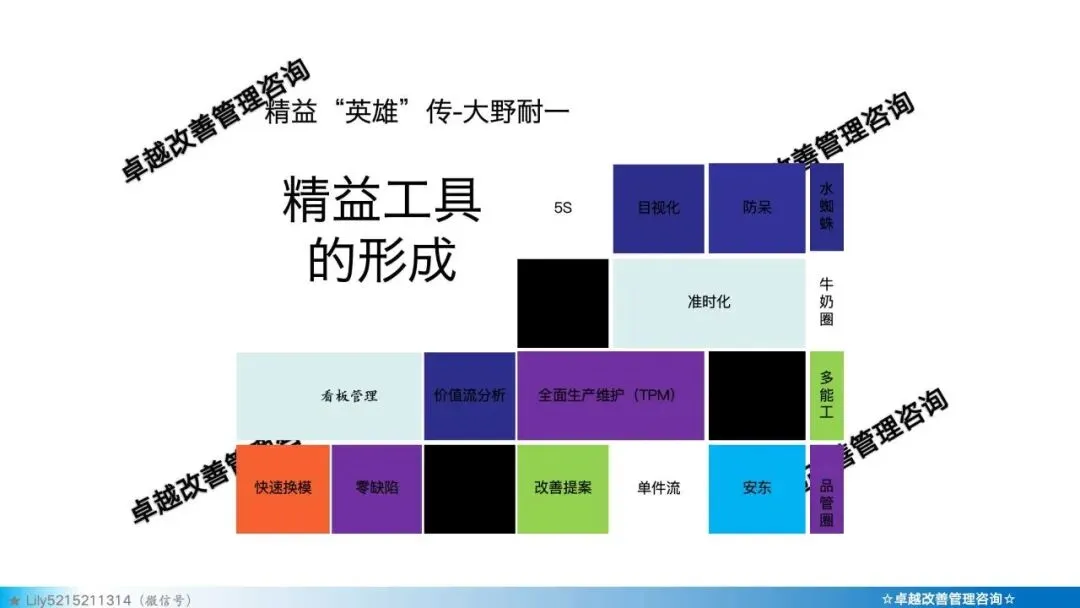
• 大野耐一:看板、U型线、安灯、浪费理论、体系化
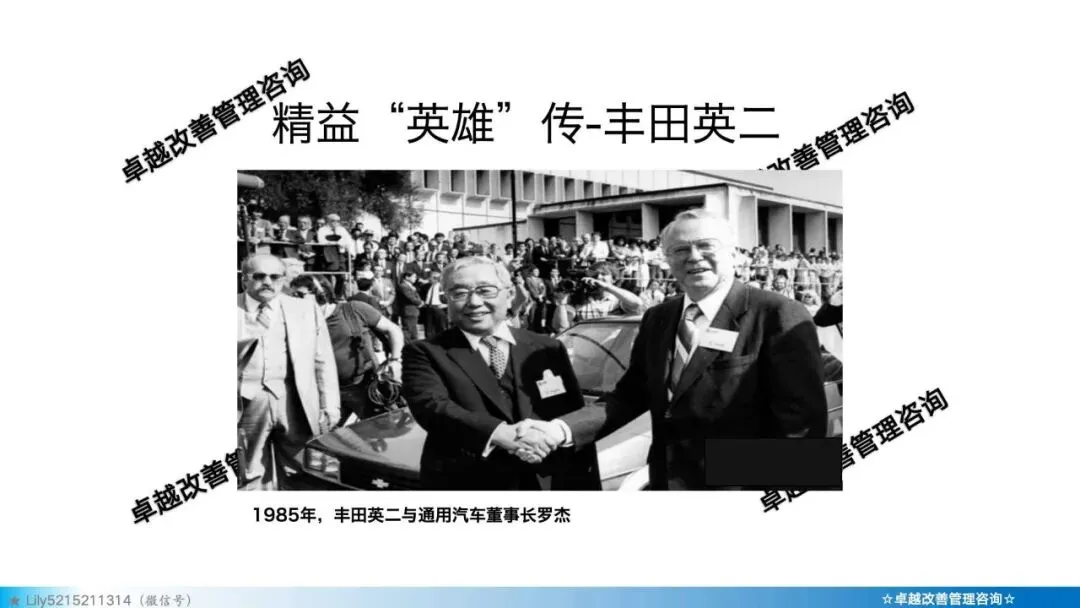
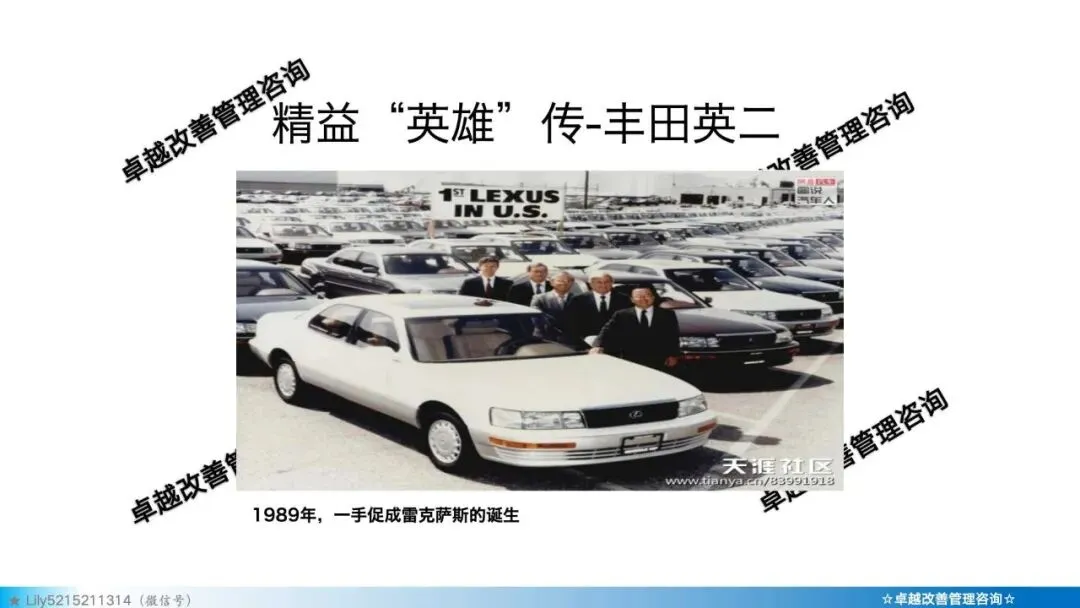
• 丰田英二:支持TPS、全球化推广
• 张富士夫:Toyota Way、全球标准化
07 TPS 历史意义
• 颠覆福特大批量刚性生产
• 开创多品种、小批量、高质量、低成本的柔性模式
• 成为精益管理、六西格玛、敏捷开发的源头
• 不仅是生产方式,更是持续改善、尊重人、问题导向的企业文化
一句话总结:
TPS = 丰田佐吉的质量基因 + 丰田喜一郎的准时化 + 大野耐一的现场体系 + 70年持续改善。
《丰田(TPS)的历史渊源》PPT内容分享:
对精益感兴趣的,想提升自己能力的伙伴可联系购买!