首件检验的时机和常见问题(含PPT)
- 2026-04-04 17:08:36
咱们做质量的都懂一个道理:预防永远比补救省事,首件检验就是干这个的——它不是领导用来“装样子”的流程,也不是检验员的“额外负担”,而是生产线上的“第一道保安”,专门拦着批量不良这个“捣蛋鬼”。
说出来你可能不信,首件检验这事儿,看着简单,实操起来能把人坑哭。很多企业天天做、月月做,到最后还是翻车:要么该做的时候忘了做,要么睁一只眼闭一只眼放放行,要么记录写得乱七八糟,更有甚者,为了赶进度,直接跳过首件检验,最后批量报废,哭都来不及。
1、首件检验:不是“测几个尺寸”,是给生产“踩刹车”
别以为首件检验就是拿尺子量几个数,合格就完事——它的真实身份,是生产前的“风险探测器”,核心目的就4个,说人话就是:
验能力:看看人、机器、物料、操作方法、生产环境这“五大金刚”,能不能稳定产出合格产品,别刚开工就掉链子;
防批量:把那些会导致“一错错一批”的问题,扼杀在批量生产前,不然报废一堆产品,成本能让老板心疼到跳脚;
立标杆:首件合格了,就相当于给后续产品定了个“参照物”,后续生产只要和它比对,就能及时发现问题;
留证据:万一后续出了质量问题,首件记录就是“破案线索”,能快速查到是哪里出了岔子。
2、灵魂拷问:首件检验,到底是“预防”还是“探测”?
质量圈里总有个争论:首件检验算“预防措施”还是“探测措施”?堪比“先有鸡还是先有蛋”,吵来吵去没个准。
(1)两种观点battle现场。一派说:首件检验和控制图一样,都是提前防着问题发生,属于预防措施;另一派反驳:它明明是生产出产品后才测量,就是找已经出现的问题,妥妥的探测措施。
(2)权威手册来“劝架”。根据FMEA手册的定义,咱们一句话搞懂:预防措施:生产前做的,比如优化工艺,目的是减少问题发生的概率;探测措施:生产后做的,比如测量产品,目的是找出已经出现的问题。这么一看,首件检验是生产出首件后才测的,本质就是探测措施。但重点来了:它虽然是“探测”,最终目的却是“预防”批量不良——相当于提前排查隐患,避免后续出大问题。
(3)实际应用:别纠结,按规矩来
实际做PFMEA的时候,首件检验一般按探测控制打分,打分高低看检验方法靠不靠谱,比如是不是用高精度设备,有没有防错设计,和检验次数没关系。只要它能有效找出潜在问题,打分就能往低了调。
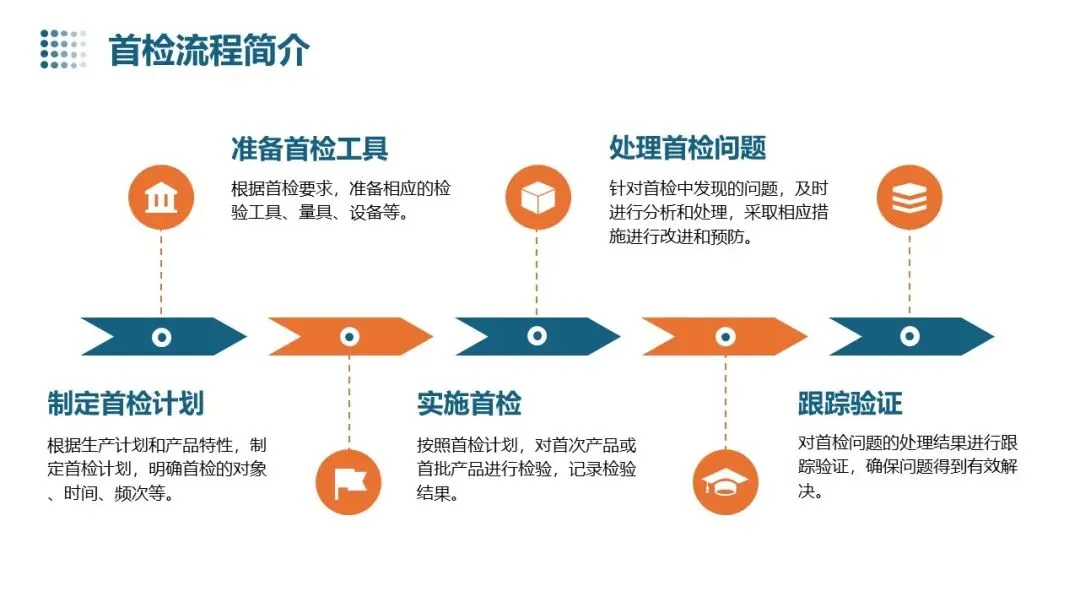
3、实操指南:首件检验这么做,不翻车!
很多人翻车,就是因为没搞懂“什么时候做、做什么、怎么做、怎么判”,咱们一条条说清楚,保证一看就会。
(1)时机:这些情况,必须做!少一次都不行
别等出了问题再后悔,以下场景,首件检验必须安排上,缺一不可:
每个生产班次开工后,第一件产品必须做;
设备停机重启、维修、调整参数后,重新生产的第一件;
更换原材料、毛坯、模具、工装夹具后;
生产人员变动(比如换操作工、换检验员)后;
产品型号、规格切换后,哪怕只是微小调整。

(2)范围:该查的都得查,别偷懒!
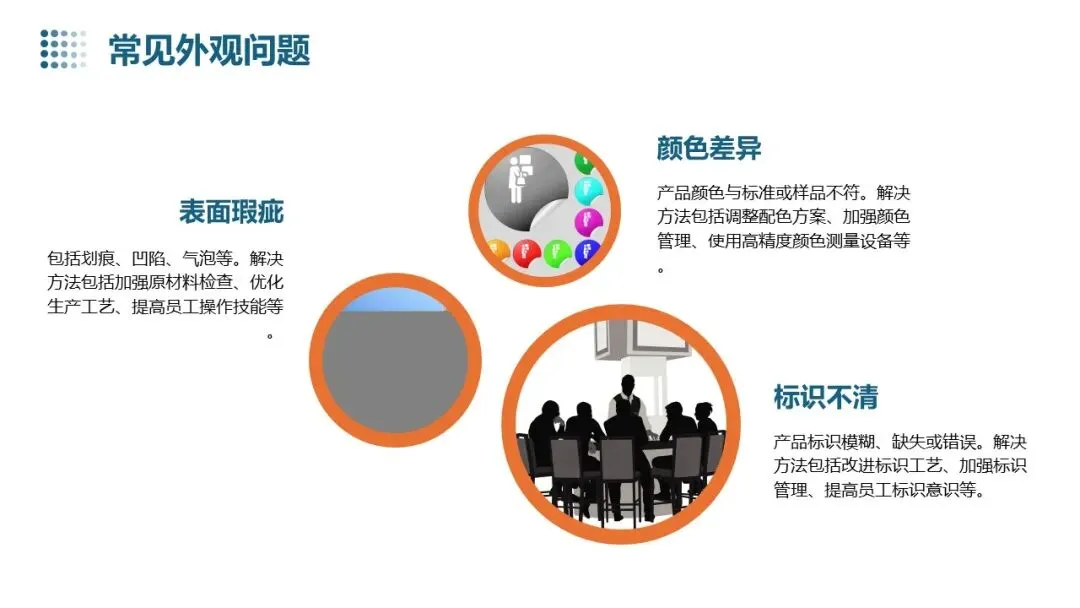
首件检验不是“挑着查”,以下内容必须全覆盖,少一项都可能出问题:
图号和工作单对不对、原材料/毛坯的牌号规格合不合规、表面处理和安装定位准不准、配方配料有没有错(化工行业重点)、产品的尺寸、外观、性能等关键特性达不达标。
(3)方法:三检制,层层把关不松懈
首件检验不是某一个人的事,必须走“三检制”,相当于三道“防火墙”,少一道都不行:
自检:操作工加工完首件,先自己对照图纸、工艺文件查一查,觉得合格了,贴个“待检”标签,连记录一起交给班组长;
互检:班组长或同事再复核一遍,看看操作工有没有漏查、查错,没问题就签字确认;
专检:最后由专职检验员做最终判定,合格了就打个“√”或者写“首件合格”,把首件留到本班或本批产品生产结束。
重点提醒:首件合不合格,最终说了算不算,看专职检验员,操作工和班组长说了不算!如果首件不合格,必须查清楚原因、解决问题,重新加工、重新三检,直到合格才能开工。
(4)判定准则:别只看“合格”,更要看“位置”!
这是最容易翻车的地方,很多人犯的错的是:只要首件数据在公差范围内,就判定合格——大错特错!
按统计过程控制(SPC)的道理,过程稳定的话,大概2/3的产品数据会落在公差带1/3的范围内。所以,为了保证过程有足够能力(Cpk≥1.0),首件的测量值最好控制在规格中心值的1/3以内;如果考虑过程漂移,建议控制在1/5以内。
举个通俗易懂的例子:某尺寸公差是10±0.1mm,规格中心是10.0mm。
错误做法:只要在9.9~10.1mm之间,就觉得合格;
正确做法:按1/3原则,得在9.97~10.03mm之间;按1/5原则,得在9.98~10.02mm之间,才算真正通过首件。
要是首件测量值是9.90mm(刚好在下差边缘),别觉得侥幸合格——这其实是个“危险信号”,说明过程中心已经偏得离谱,批量生产时稍微波动一下,就会出不合格产品!
4、首件记录:别只填数据,不然等于白写!
很多企业的首件记录,就写一串数字,看起来很规范,其实没一点用——万一后续出问题,光有数据,根本查不出原因。
(1)记录要填啥?两大类都不能少
①检验数据:产品各关键特性的测量值、公差范围、判定结果,缺一不可;
②作业条件:生产时间、操作工、设备编号、原材料批次、工艺参数(比如温度、压力)、工装夹具信息,这些才是“关键线索”。
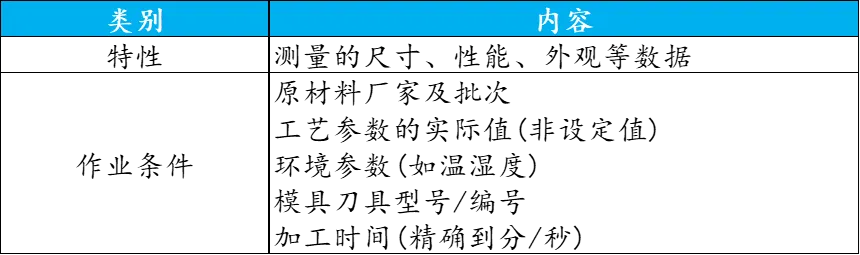
(2)为啥要记作业条件?简单说,就是“留个后手”。批量生产中出现不良,对照首件的作业条件,就能快速找到哪里变了——比如尺寸突然超差,一看首件记录,原材料批次不一样,问题大概率就在材料上。
(3)高阶玩法:从记录里找改进机会;如果出现尴尬情况:不良品的作业条件和首件没区别,那恭喜你——你发现了新的质量影响因素,这正是优化过程的好机会!
05 常见误区:这些坑,90%的人都踩过!
误区一:首件合格,就可以放心批量生产
真相:首件合格≠过程稳定,就像考试蒙对一道题,不代表能考满分。首件数据偏在公差边缘,批量生产大概率会翻车。
规避:按统计原理定判定准则,别只看“合格”,多关注数据在公差带里的位置。
误区二:首件检验是检验员的事,操作工只管送检
真相:操作工才是首件检验的第一责任人!“三检制”里,自检是基础,自己加工的产品,自己先查一遍,不合格就别送检,别把锅甩给检验员。
规避:明确三检流程,自检不合格不送检,互检不合格不专检,谁的环节出问题,谁负责。
误区三:首件记录,填几个数据就行
真相:首件记录的核心是“可追溯、可对比”,光有数据没有作业条件,出了问题就是一张废纸。
规避:设计首件记录表单时,必须加上“作业条件”栏,强制要求填写工艺参数、物料批次等关键信息,不填就不让过。
误区四:首件没完成,先生产,后面补检
真相:这是最致命的错误!首件检验就是为了防批量不良,没确认首件就生产,一旦出问题,就是成批报废,损失惨重。
规避:定死规矩——“无首件、不生产”,首件没判定合格前,生产线坚决不能启动批量生产,谁违规谁担责。
误区五:昨天做过首件,今天不用做
真相:每个班次、每次停机、每次换人,都是新的开始,哪怕产品一模一样,也得重新做首件——你永远不知道,一夜之间,哪个环节会出问题。
规避:把首件检验的时机做成清单,贴在生产线显眼的地方,交接班、开机前,必须先查清单,做完首件再开工。
误区六:三坐标测量太费时间,先生产再说
这是很多工厂的痛点:关键尺寸要送三坐标测量,排队要几小时,生产线等不起,就想先生产——大错特错!需要三坐标测量的尺寸,往往是关键尺寸,正是首件检验的重点,绝不能省。
分享5个解决方案,既不耽误进度,又不丢质量:
方案一:做专用检具。重复生产的零件,针对关键尺寸做通止规、位置度检具,检具公差控制在产品公差的1/3~1/5,几分钟就能完成测量;
方案二:开快速通道。和计量室协商,首件测量优先插队,建立紧急响应流程,缩短等待时间;
方案三:优化排产。排产时,给首件测量留30~60分钟,和设备调试同步进行,不耽误整体进度;
方案四:用SPC减少依赖。首件测量合格后,后续用控制图监控尺寸变化,出现异常再送三坐标复测;
方案五:上在线测量设备。有条件的企业,装加工中心测头、在线三坐标,首件加工完直接自动测量,实时出结果。
底线提醒:不管用哪种方案,首件没合格,绝对不能批量生产——质量面前,进度永远要让步!
6、血的教训:首件“走形式”,真的会亏惨!
2021年,两家电暖器企业栽了大跟头,产品被欧盟RAPEX系统通报,原因是测试棒用小于20N的力,就能穿过产品栅格碰到带电部件,有触电风险。
说出来你可能不信,这两家企业都是有8年以上出口经验的老厂,产品过了第三方认证,结构、原料都没问题,问题出在注塑环节——塑料原料里的增强剂没搅拌均匀,导致栅格强度不够。
根本原因就是:首件检验走形式!因为原料、工艺没变化,工作人员就放松了警惕,首件没查栅格强度和尺寸,导致不合格产品批量生产,最后不仅损失订单,还坏了名声。
这个案例给所有企业敲了警钟:首件检验不是“走过场”,是实打实的“保命符”。哪怕所有条件看起来都没变,也要警惕——那些看不见的变异,可能正在悄悄搞事情。
做好首件检验,其实很简单
首件检验看似麻烦,其实核心就4个关键点,记牢就行:
时机上:该做的场合,一个都不能漏;
判定上:不仅要合格,更要看位置;
记录上:不仅要记数据,更要记条件;
流程上:三检制,一个环节都不能少。
遇到测量等待、进度紧张的问题,多想想办法,别想着牺牲质量赶进度——批量报废的损失,可比等待的时间成本高多了。
接下来,本文分享完整版《首件检验》培训教材,欢迎收藏学习!














✨方式1. 欢迎赞赏支持后,添加薇♥信领取(有额外质量工具包赠送哦!)。
✨方式2. 本文PPT + 千份质量&精益资源库➤ 加入知识星球,即刻获取👇,(每日更新 | 行业报告 | 专属答疑🚀)
💡 更多质量&精益资源库 → 加入知识星球,即刻获取。

🧐互动话题:1. 你在工作中做首件检验时,遇到过最离谱的“翻车”情况是什么?(比如首件合格,批量全不合格、漏做首件被追责等)
2. 面对三坐标测量排队的问题,你所在的工厂有什么好用的解决办法?评论区分享你的实操经验~👇
欢迎大家持续关注“质量研讨班”,不定期 解锁一个质量干货!
解锁一个质量干货!


 哦
哦
