ICH发布《Q9(R1)培训PPT》:失效模式效应分析(FMEA)失效模式、效应及危害性分析(FMECA)
- 2026-05-26 10:15:15
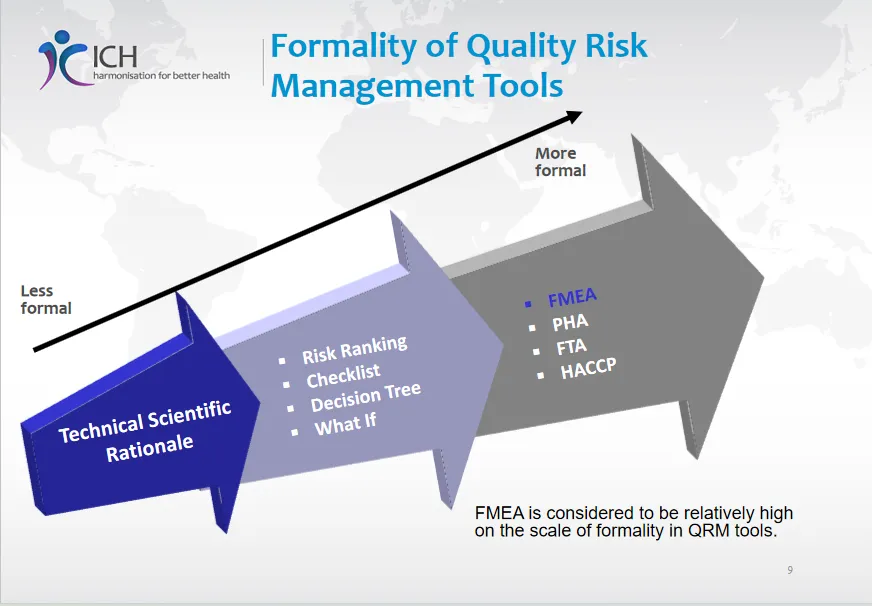
ICH发布《Q9(R1)培训PPT》:失效模式效应分析(FMEA)失效模式、效应及危害性分析(FMECA)2026年03月ICH发布质量风险管理(ICH Q9(R1)) 的培训材料,其中一章节重点讲解了失效模式与影响分析(FMEA)和失效模式、影响与危害性分析(FMECA) 这两种风险管理工具。以下是详细总结: 1. FMEA (失效模式与影响分析): 2. FMECA (失效模式、影响与危害性分析): 3. 关键术语: 1.潜在应用领域: 2.主要益处: 3.局限性: 4.在QRM工具中的定位: FMEA被认为是形式化程度相对较高的质量风险管理工具。 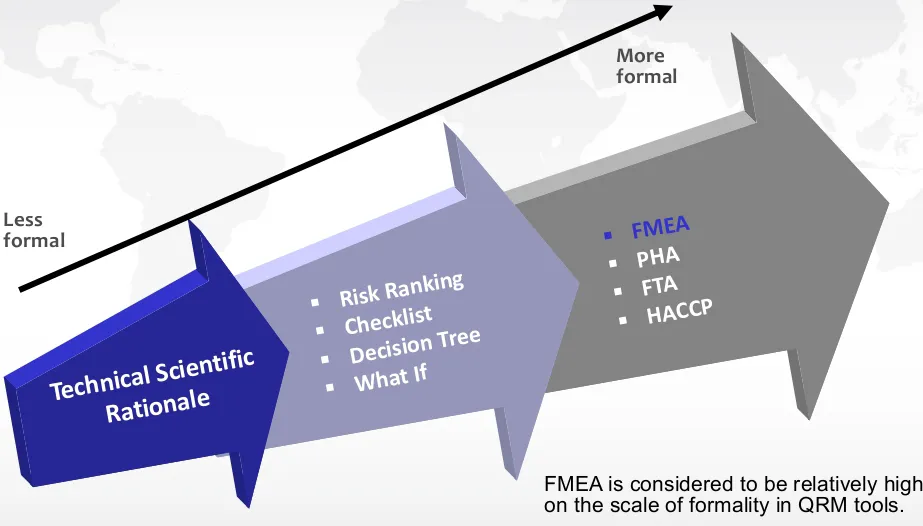
1.常见类型: 2.关键实施步骤: 1. 控制措施类型: 2.评分与决策流程(以无菌注射器包装完整性失效为例): 1.模板与评分: 2.关于RPN的警示: 3. 风险控制路径: FMEA/FMECA 是一种强大的、结构化的工具,用于系统化地识别、评估和控制产品和工艺中的潜在失效风险。其核心价值在于通过主动、系统的方法理解残余风险,并通过区分预防与检测控制,引导资源投入到最有效的风险降低活动中,从而设计出更稳健、高效和安全的流程、设备和系统。成功应用的关键在于跨职能团队的参与、清晰定义的评分标准、以及对“预防优于检测”原则的坚持。 

一、 核心概念与定义
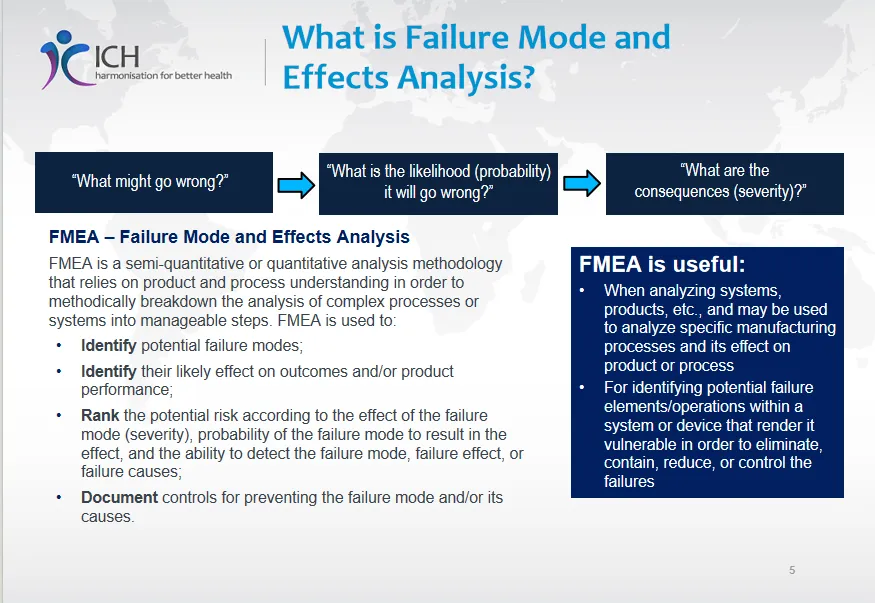
一种半定量或定量的分析方法。
基于对产品和工艺的理解,将复杂流程分解为可管理的步骤。
核心是回答:“什么可能出错?”、“发生的可能性多大?”、“后果有多严重?”。
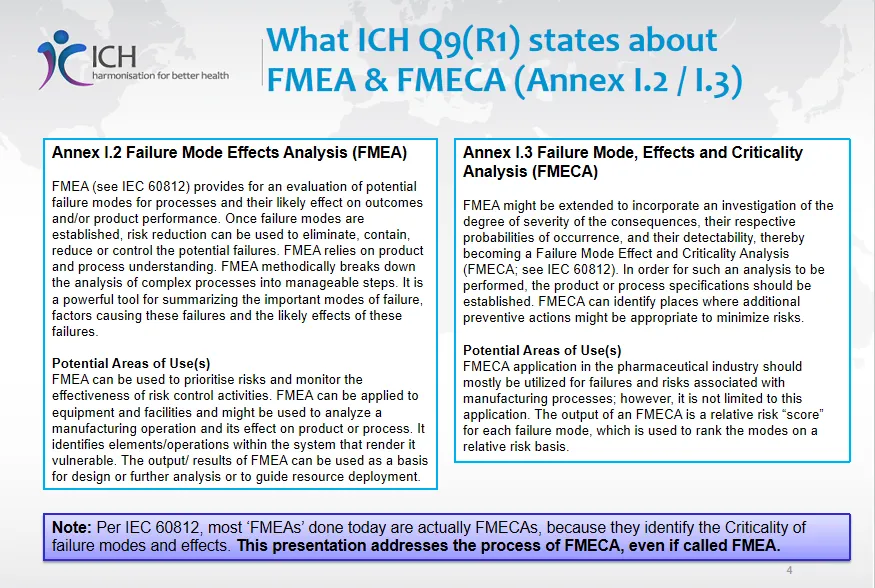
用于识别潜在失效模式、其影响、并根据严重性、发生概率和可检测性对风险进行排序。
是FMEA的延伸,增加了对失效后果严重程度、发生概率和可检测性的调查,从而评估失效模式的“危害性”。
输出结果是每个失效模式的相对风险“分数”,用于风险排序。
文档指出,根据IEC 60812标准,如今大多数所谓的“FMEA”实际上都是FMECA。
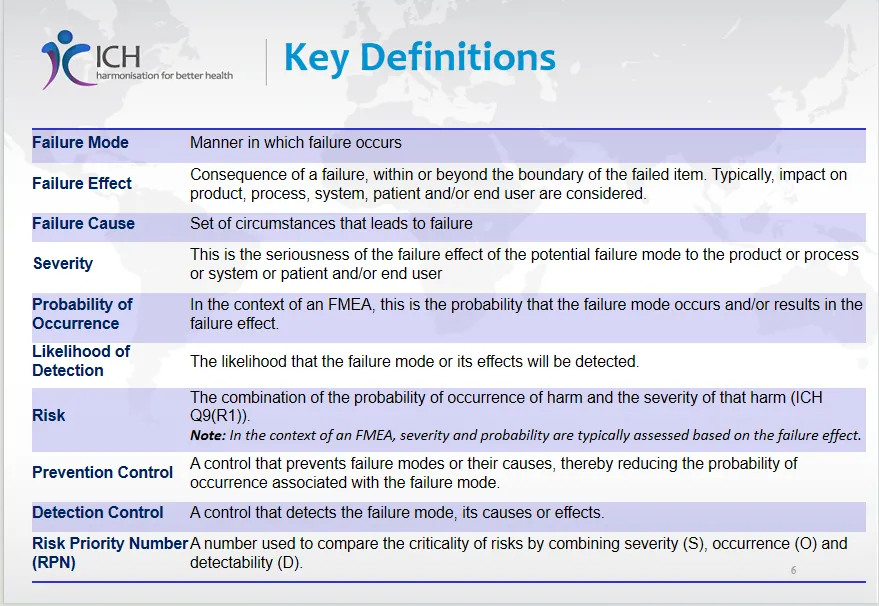
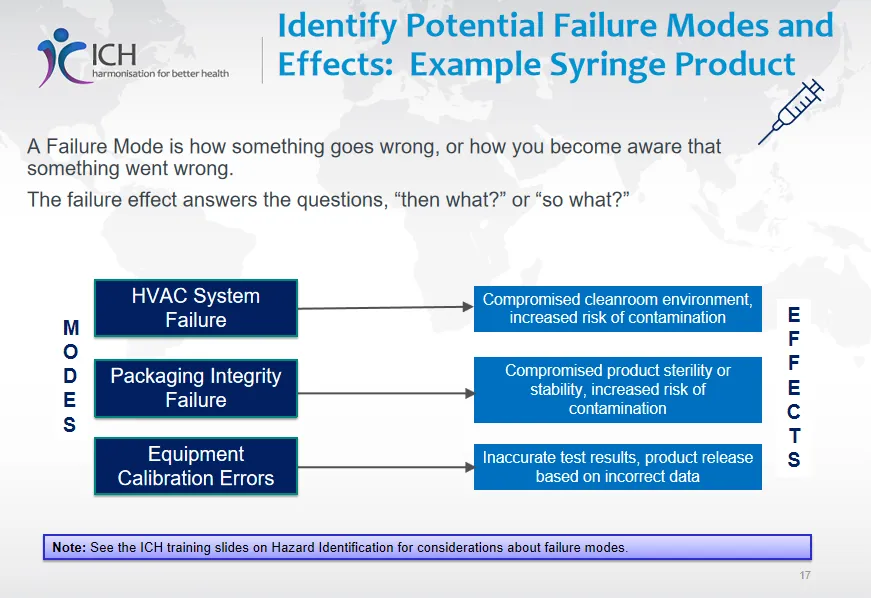
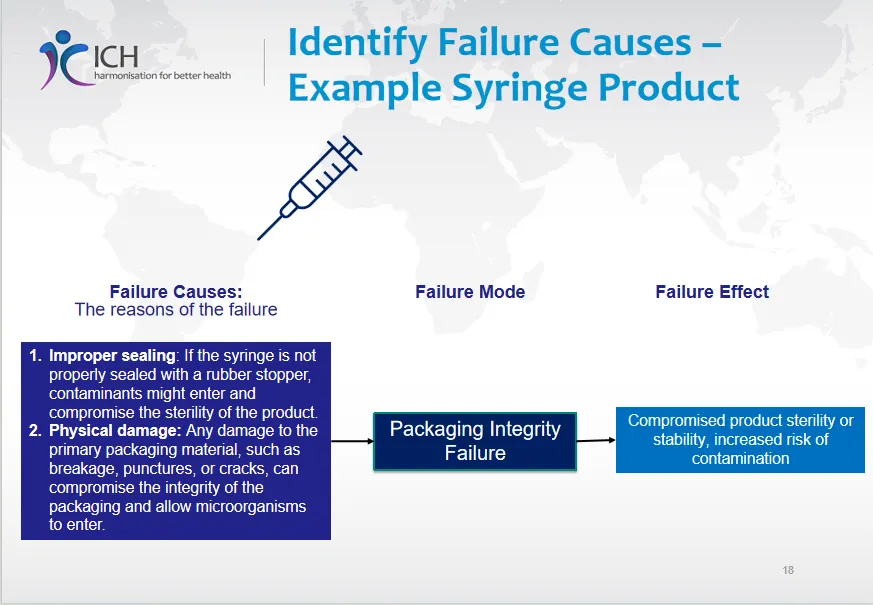
- 失效模式:失效发生的方式。
- 失效影响:失效造成的后果(对产品、工艺、系统、患者等)。
- 失效原因:导致失效的一系列情况。
- 严重性:失效影响对产品/工艺/患者等的严重程度。
- 发生概率:失效模式发生并导致失效影响的可能性。
- 可检测性:失效模式或其影响被检测出来的可能性。
- 风险:危害发生的概率与该危害严重性的组合。
- 预防控制:防止失效模式或其原因发生的控制措施,旨在降低发生概率。
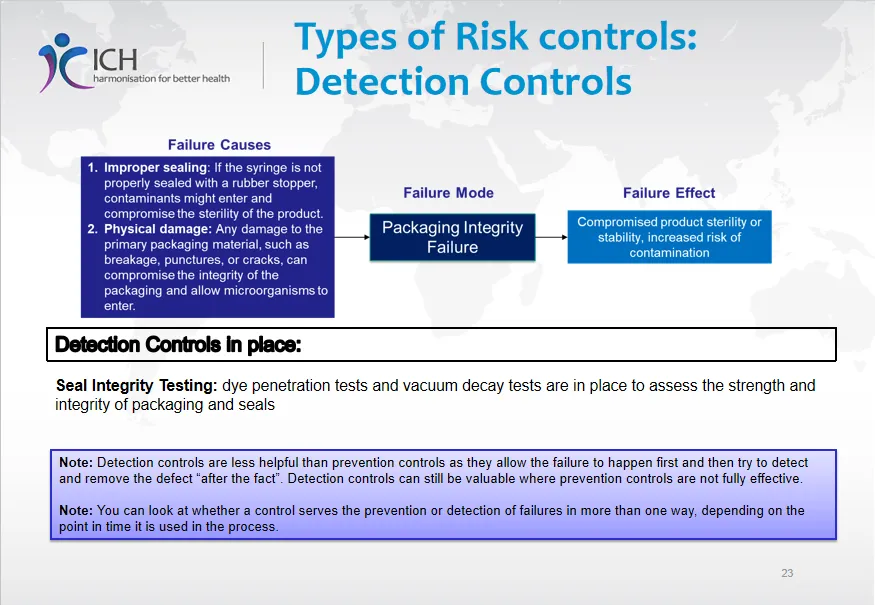
- 检测控制:检测失效模式、其原因或影响的控制措施。
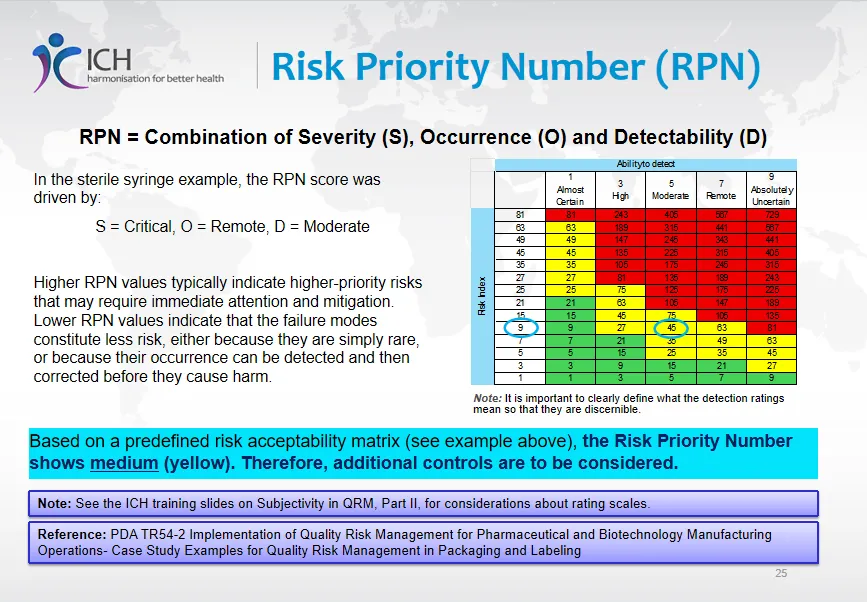
- 风险优先数:通过将严重性、发生概率和可检测性的评分相乘(S × O × D)得到的数值,用于比较风险的优先级。
二、 FMEA/FMECA 的应用与特点
用于优先排序风险并监控风险控制活动的有效性。 可应用于设备、设施、制造操作,分析其对产品或工艺的影响 识别系统内易受攻击的环节/操作。
输出结果可作为设计、进一步分析或资源部署的基础。
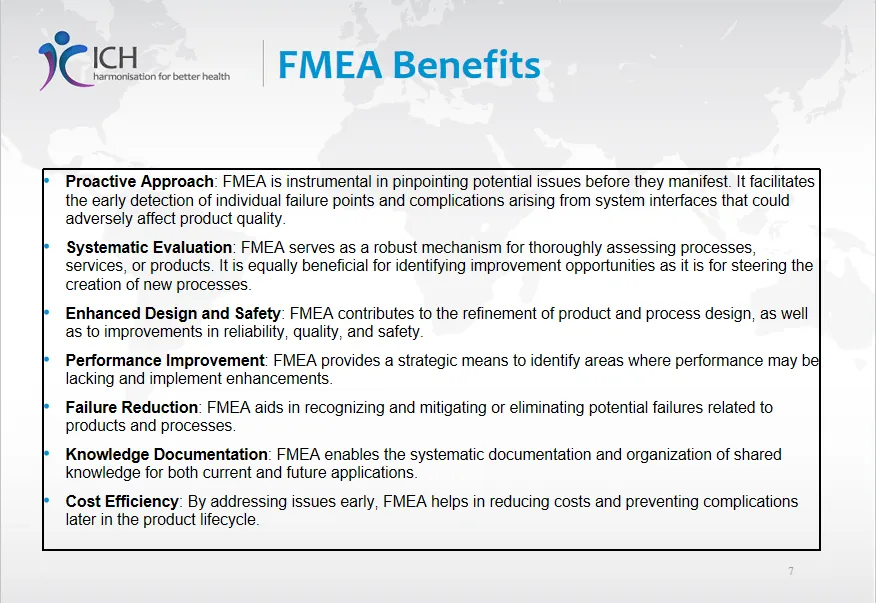
- 主动预防:在问题发生前识别潜在故障点。
- 系统评估:全面评估流程、服务或产品,并识别改进机会。
- 提升设计与安全:改进产品和工艺设计,提高可靠性、质量和安全性。
- 降低成本:早期解决问题,避免后期产生更高成本。
- 知识管理:系统化地记录和整理知识。
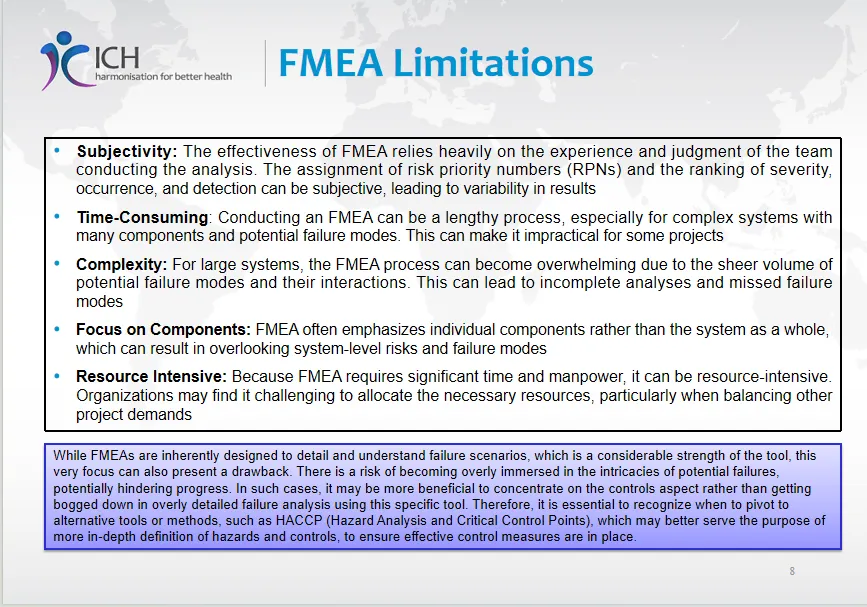
- 主观性:严重依赖分析团队的经验和判断,评分可能因人而异。
- 耗时耗力:对于复杂系统,过程可能非常漫长且资源密集。
- 关注组件而非系统:可能忽略系统层面的风险和失效模式间的相互作用。
- 可能陷入细节:过度关注失效细节可能阻碍进展,有时需转向其他工具(如HACCP)。
三、 FMEA 的类型与实施步骤
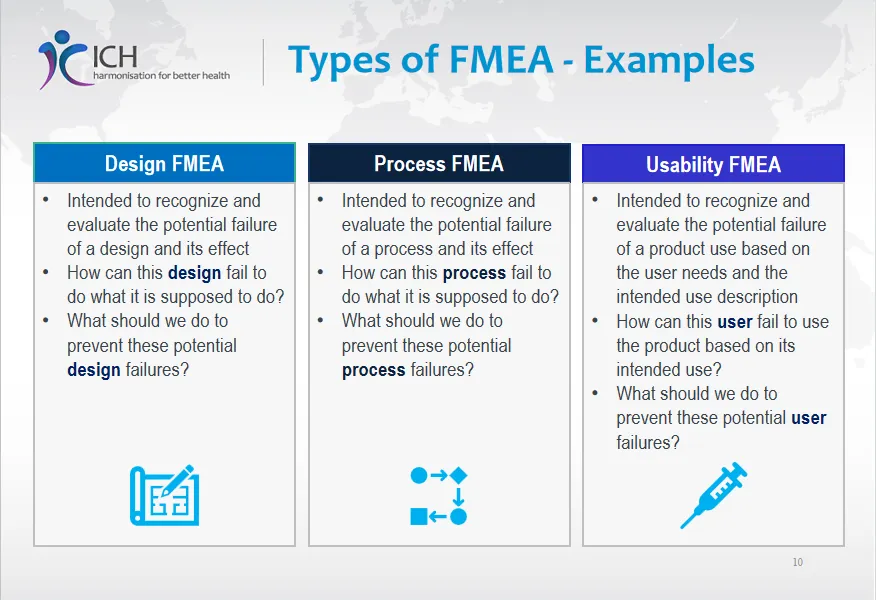
- 设计FMEA:评估设计缺陷及其影响。
- 过程FMEA:评估工艺缺陷及其影响。
- 可用性FMEA:评估基于用户需求和预期用途的产品使用缺陷。
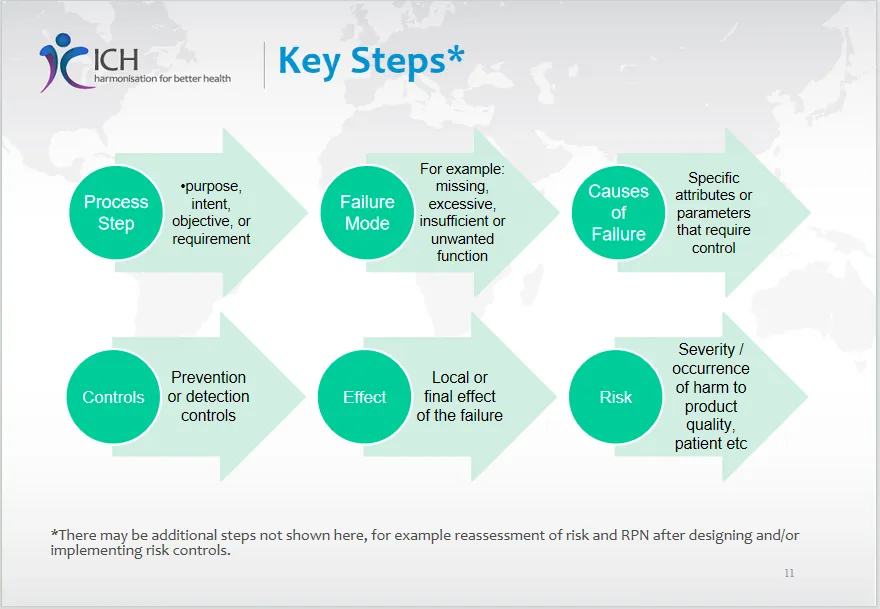
- 识别过程步骤/功能:明确分析对象的目的或要求。
- 识别潜在失效模式:例如功能缺失、过度、不足或出现非预期功能。
- 识别失效影响:失效对本地和最终结果的影响。
- 识别失效原因:导致失效的具体属性或参数。
- 识别现有控制措施:当前的预防或检测控制。
- 评估风险:对失效影响的严重性和发生概率进行评分。
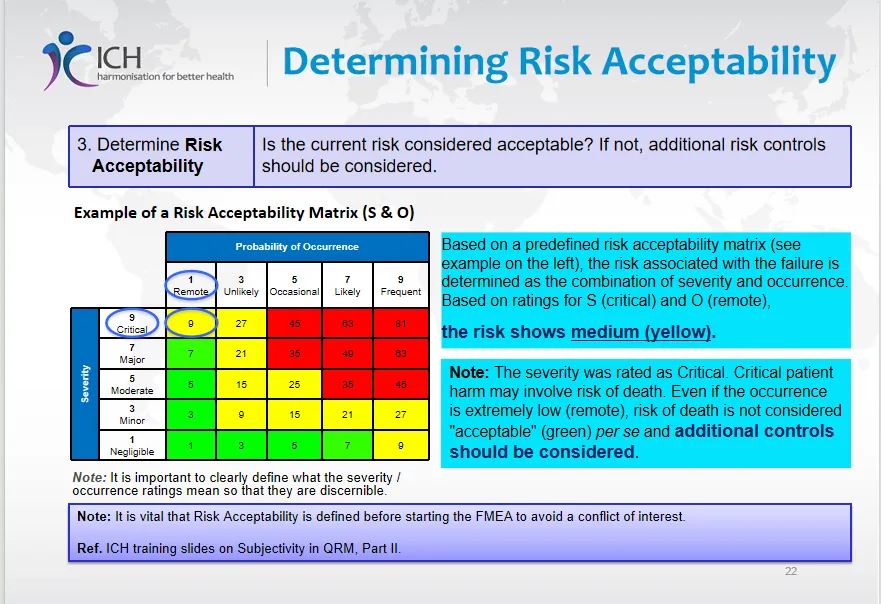
- 确定风险可接受性:判断当前风险是否可接受
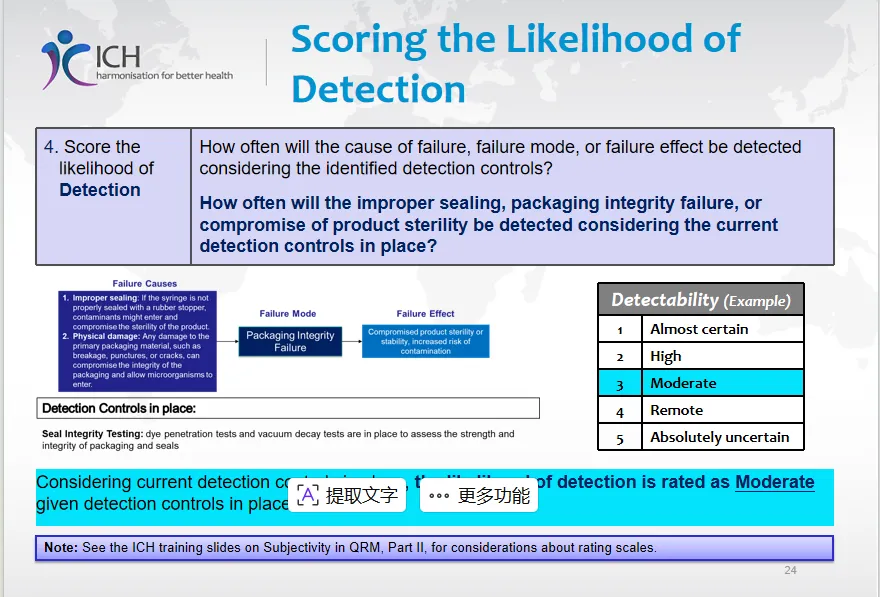
- 评估可检测性:对现有检测控制的有效性进行评分。
- 计算RPN并优先排序:确定需要采取额外控制措施的高风险项。
- 建议并实施额外措施:设计并实施新的风险控制措施。
- 重新评估风险:在实施额外控制后,重新评估风险水平(严重性、发生概率、可检测性、RPN)。
四、 风险控制措施与评分
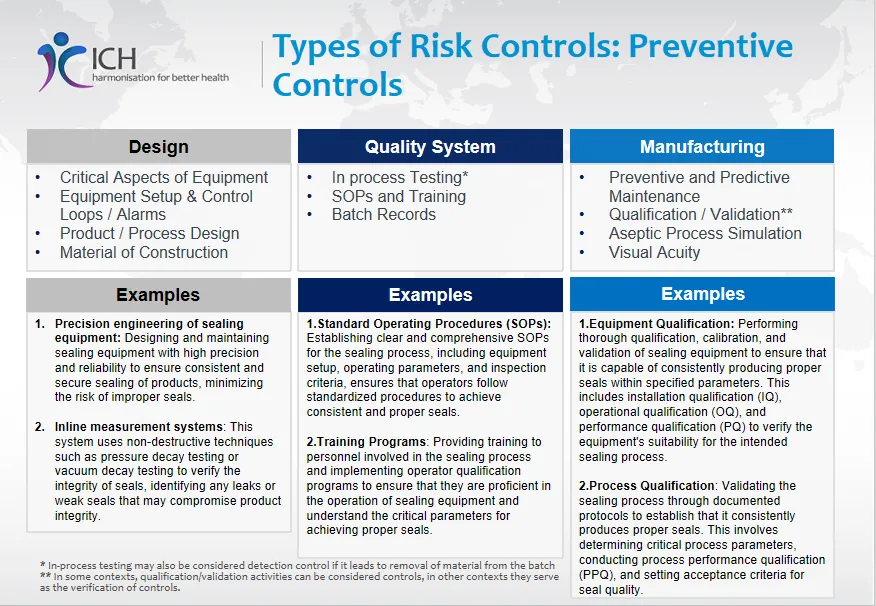
预防控制:旨在防止失效发生,优先采用。 - 设计层面:关键设备特性、控制回路/警报、产品/工艺设计、材料选择。
- 质量体系层面:SOP、培训、批记录。
- 制造层面:预防性维护、确认/验证、无菌工艺模拟。
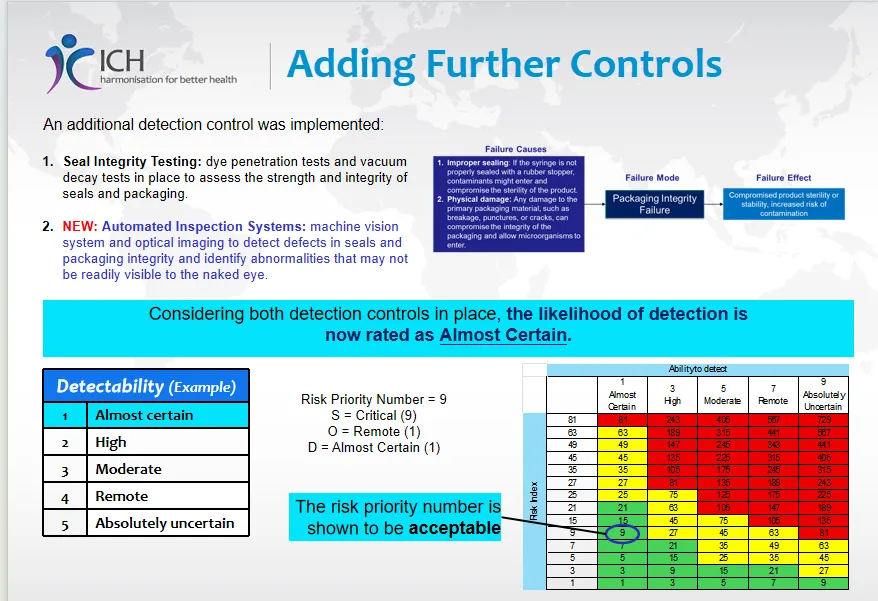
检测控制:旨在失效发生后将其检测出来,是预防控制的补充。 例如:在线测试、视觉检查、完整性测试等。
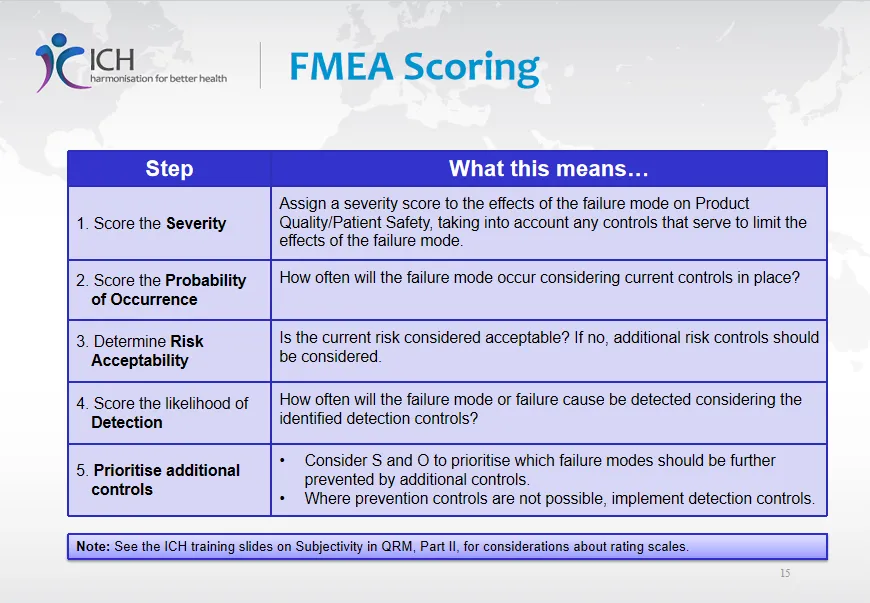
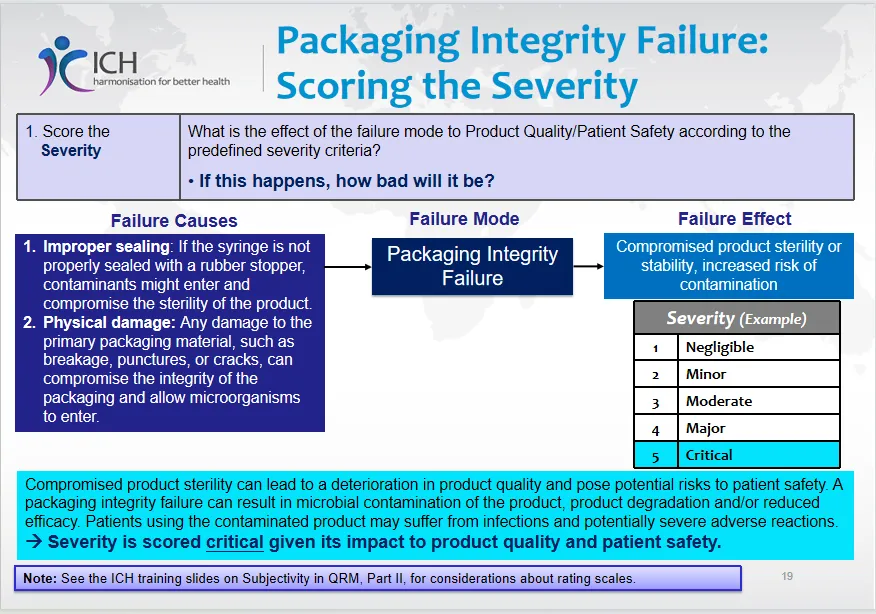
- 步骤1:评分严重性
- 评估失效影响对产品质量/患者安全的严重程度(例如:1-5分,5为“关键”)。示例中,包装完整性失效可能导致产品污染和患者感染,严重性评为“关键”。
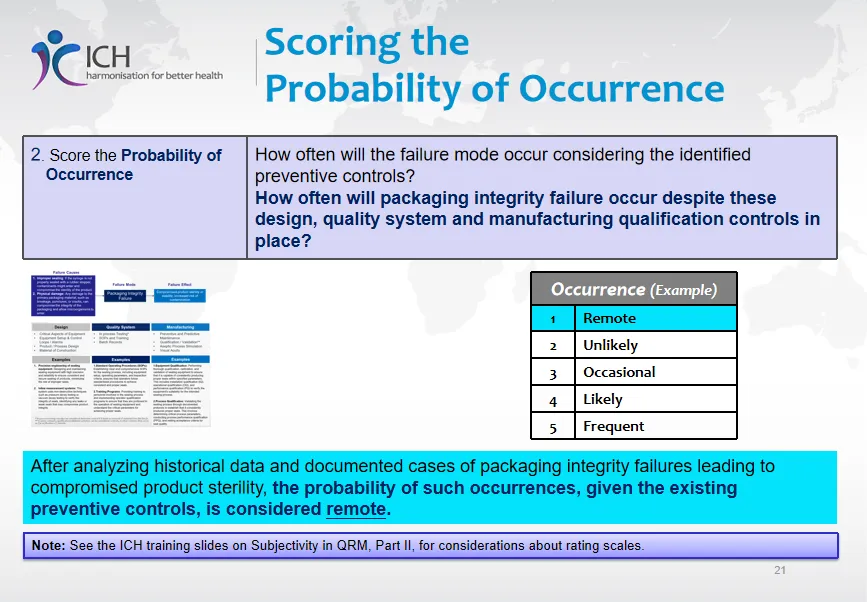
- 步骤2:评分发生概率
- 在考虑现有预防控制下,失效模式发生的可能性(例如:1-5分,1为“极少”)。示例中,由于有精密封设备、SOP、验证等控制,发生概率评为“极少”。
- 步骤3:确定风险可接受性
- 使用风险可接受性矩阵(基于严重性和发生概率)判断风险等级。示例中,“关键”严重性 × “极少”发生概率 = 中等(黄色)风险,通常认为不可接受,需考虑额外控制。
- 步骤4:评分可检测性
- 在考虑现有检测控制下,失效被检测出来的可能性(例如:1-5分,1为“几乎肯定”)。示例中,现有密封完整性测试(如染料渗透测试)使可检测性评为“中等”。
- 步骤5:计算RPN并优先排序
- RPN = S × O × D。示例初始RPN较高,表明需要优先处理。
- 步骤6:实施额外控制并重新评估
- 例如,增加自动化检测系统(机器视觉)作为新的检测控制。这使得可检测性从“中等”提升至“几乎肯定”。重新计算后,RPN显著降低,风险变为可接受。
五、 重要注意事项与最佳实践
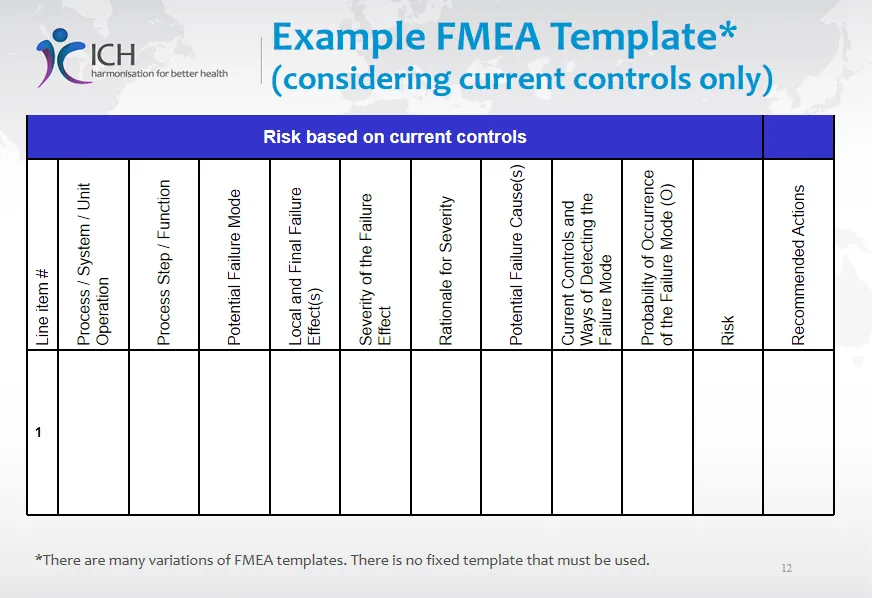
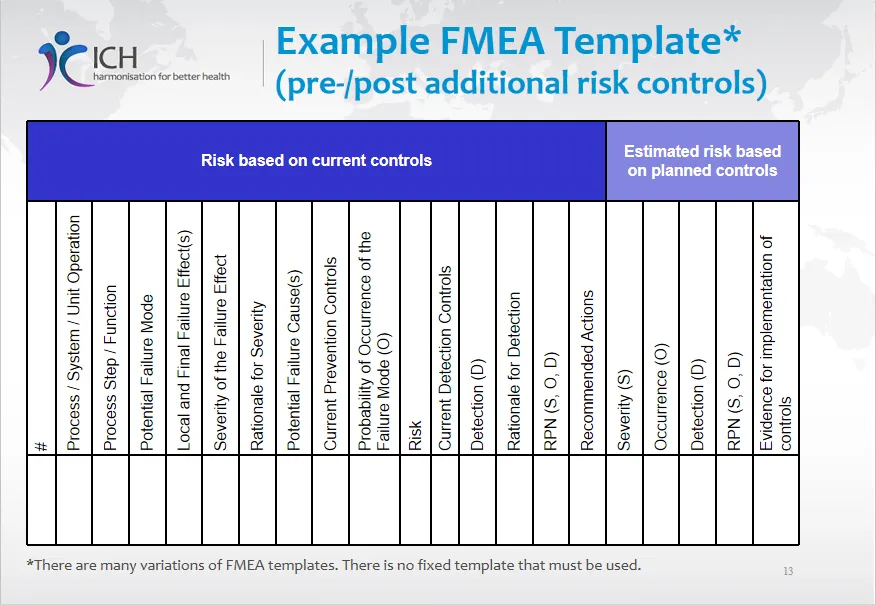
没有固定的FMEA模板,组织可根据需要设计。
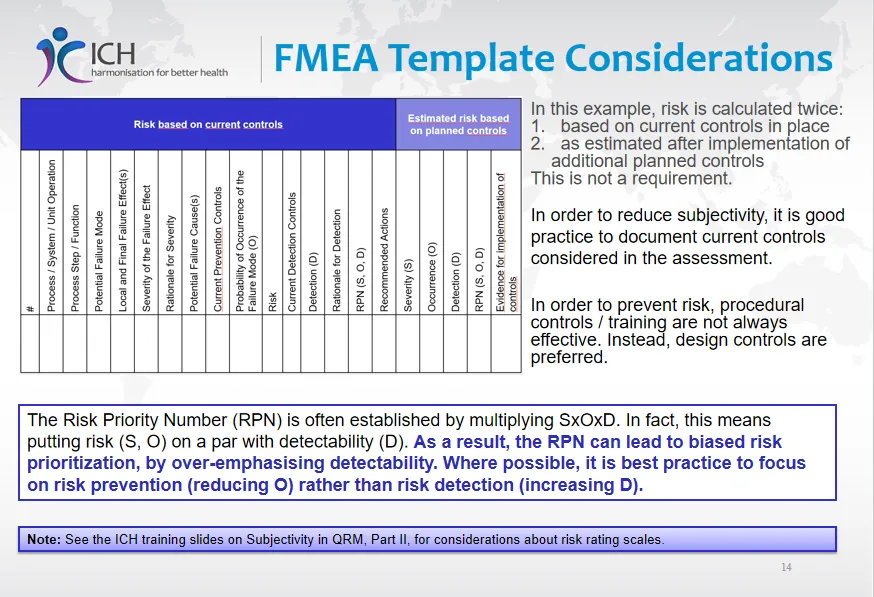
建议记录评估中考虑的现有控制措施,以减少主观性。
- 风险可接受标准必须在开始FMEA前定义,以避免利益冲突。
RPN(S×O×D)将风险(S, O)与可检测性(D)等同看待,可能导致风险优先级排序出现偏差,过度强调可检测性 最佳实践是优先关注风险预防(降低O),而非仅仅依赖风险检测(提高D)。
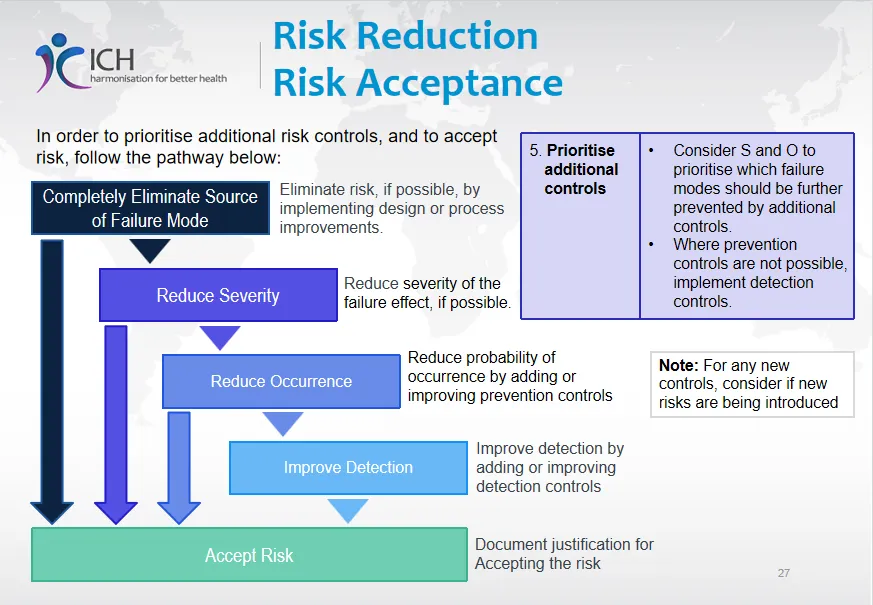
风险降低和接受的优先路径是:完全消除失效源 → 降低严重性 → 降低发生概率(增加预防控制)→ 提高可检测性(增加检测控制)→ 接受风险。
在实施任何新控制措施时,需考虑是否引入了新的风险。
接受风险时,必须记录理由并证明其合理性。
六、 总结
注:关注公众号,点击ICH Q9(R1)BriefingPack FMEA&FMECA 2026 03.pptx”获取原文,公众号已经有"ima 数据库”了,可在众号内点击“数据库”获取二维码,扫码加入ima数据库进行提问呦!
本文来自网友投稿或网络内容,如有侵犯您的权益请联系我们删除,联系邮箱:wyl860211@qq.com 。
随机文章
-
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
- 刘佳梁塌房事情ppt完整版
- 分享:0327页PPT-长期护理保险制度政策解读
- Excel高级应用方案,优化工作流程
- 可编辑综述图(PPT版)——免费下载
- 麻疹精品 PPT 上线!传染病诊疗学习必备
- 古风茶话会东方禅意茶文化品茶品茗PPT
- 公众号文章插入附件、PDF、Word、Excel表格等文档,教你一招【微简传档】小编必备,永久免费,一分钟搞定
- 260+《报价单格式表》word|excel空白电子版,可免费下载修改打印\电子版下载
- 看完这篇!小白也能做出高级感PPT了
- 【PPT课件】高中生物学选择性必修3:§1.2 微生物的培养技术及应用(2)微生物的选择培养和计数 | 新课课件(2026版)
