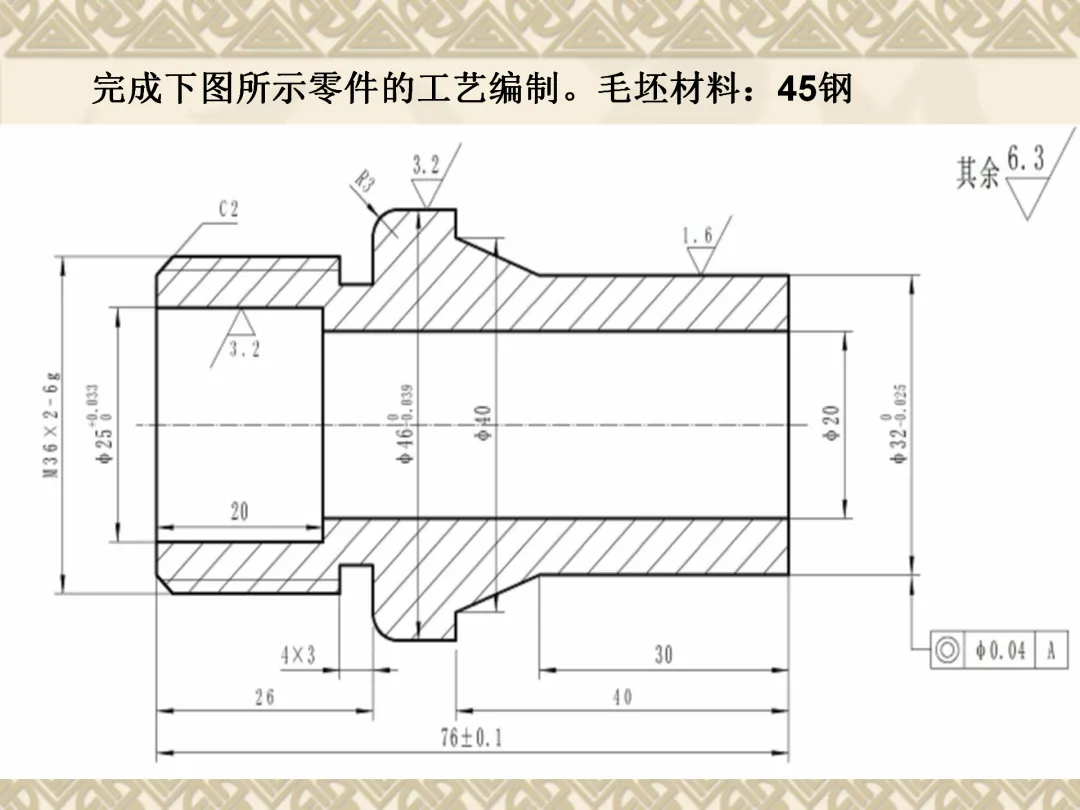
本文将系统总结轴类零件数控加工的关键工艺知识点,涵盖技术要求、工艺路线、基准选择、工序划分及编程要点五个方面。
一、 轴类零件的技术要求
轴类零件的主要功能是支承齿轮、带轮等传动件并传递扭矩,因此其技术要求主要集中在与轴承配合的支承轴颈和与传动件配合的配合轴颈上。
技术要求通常包括四个方面:尺寸精度(支承轴颈一般为IT5~IT7级)、几何形状精度(圆度、圆柱度)、相互位置精度(如同轴度、径向跳动,普通精度轴一般为0.01~0.03mm)以及表面粗糙度(轴承配合面Ra值通常为0.16~0.63μm)。这些要求直接决定了后续加工方法、刀具选择和工艺路线的制定。
二、 加工工艺路线
针对不同材料和精度要求,轴类零件的外圆加工存在几条典型工艺路线。对于一般材料,常采用从粗车到半精车再到精车的路线;对于需淬硬的黑色金属高精度零件,则采用粗车-半精车-粗磨-精磨的路线;
有色金属零件因易堵塞砂轮,常采用精车后金刚石车的路线;而对超高精度的淬硬零件,可能在精磨后还需增加光整加工。这体现了工艺设计需“因材施教”的基本原则。
三、 定位基准的选择
轴类零件加工中,最常用且符合基准重合与统一原则的定位基准是两端中心孔,它能一次装夹加工多个外圆和端面。对于重载或粗加工工况,为提高刚性,可采用外圆表面与一中心孔共同定位。
当加工空心轴内孔等无法使用中心孔的情况时,则需采用两外圆表面作为定位基准。对于带通孔的主轴类零件,常使用锥堵或锥套心轴来重建中心孔基准,并通过互为基准的原则反复加工,以保证关键表面(如锥孔与支承轴颈)的同轴度。
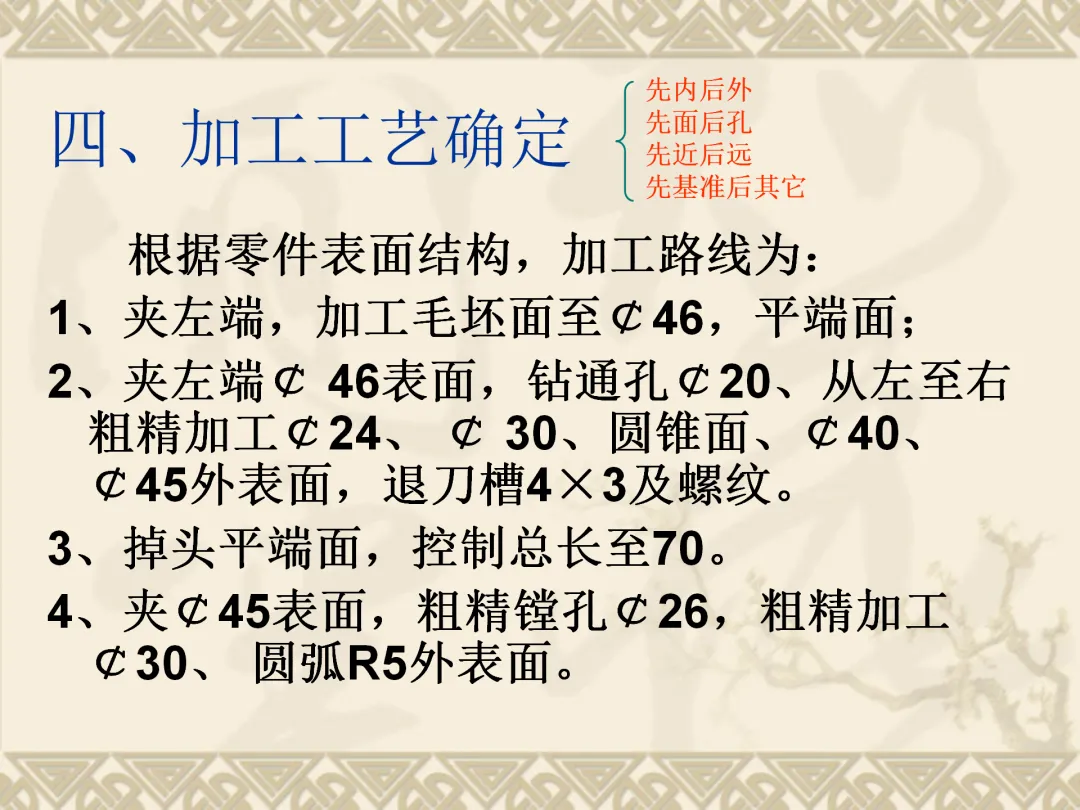
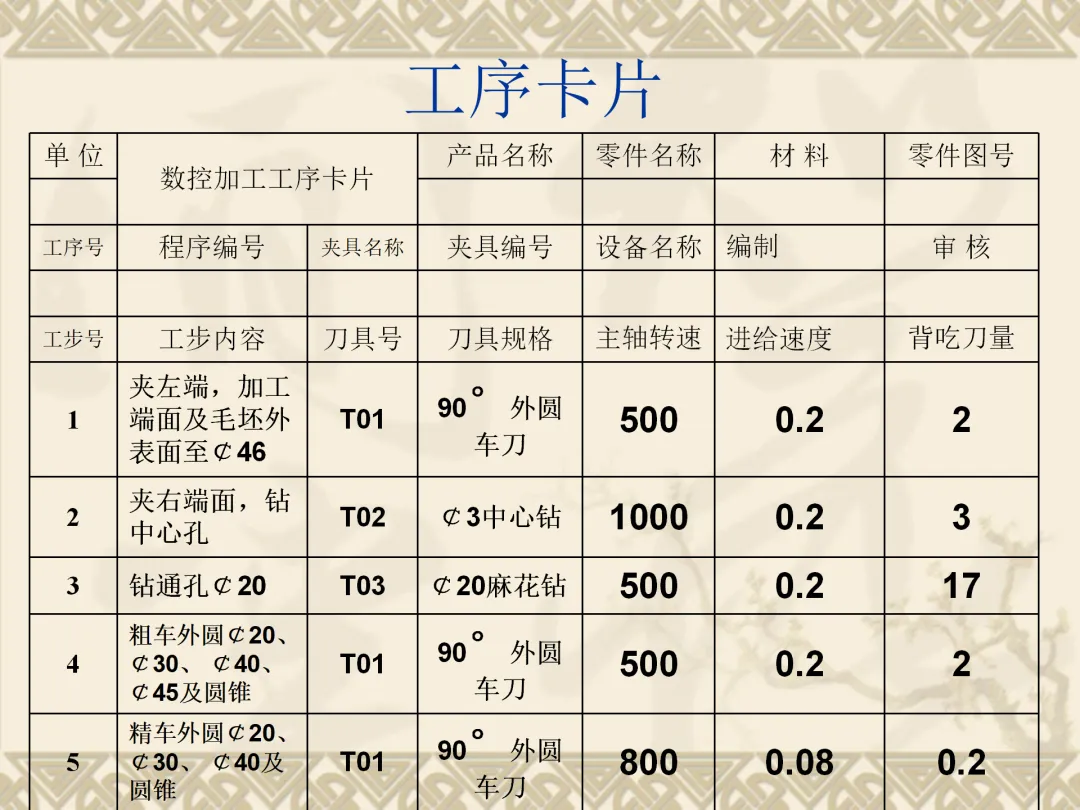
四、 加工工序
合理的工序划分是保证质量与效率的关键。常采用的方法包括:按所用刀具集中的分序法、按加工部位分序法以及按粗、精加工分序法(尤其对易变形零件)。同时,热处理工序必须合理安排:
毛坯锻造后常安排正火或退火以改善切削性能;粗加工后安排调质处理以提高综合力学性能;精加工前对需要耐磨的表面(如支承轴颈)进行表面淬火等最终热处理。这构成了“预备加工-粗加工-热处理-半精加工-最终热处理-精加工”的典型工艺阶段。
五、 数控编程与切削参数
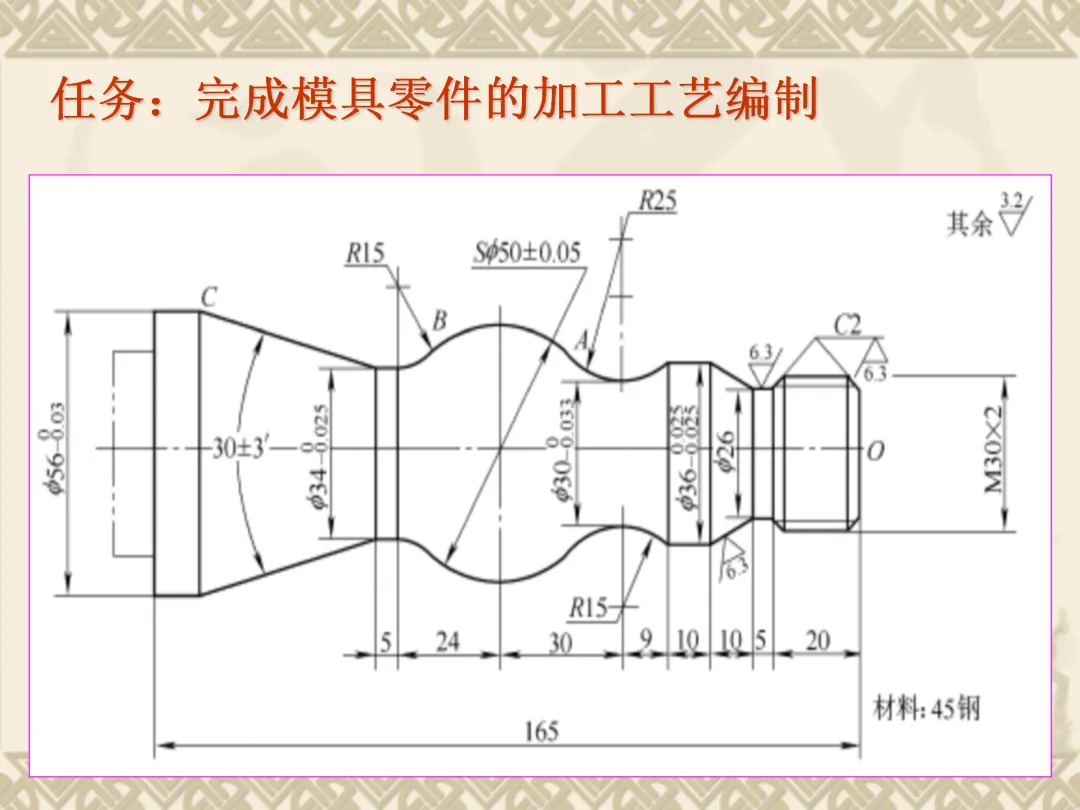
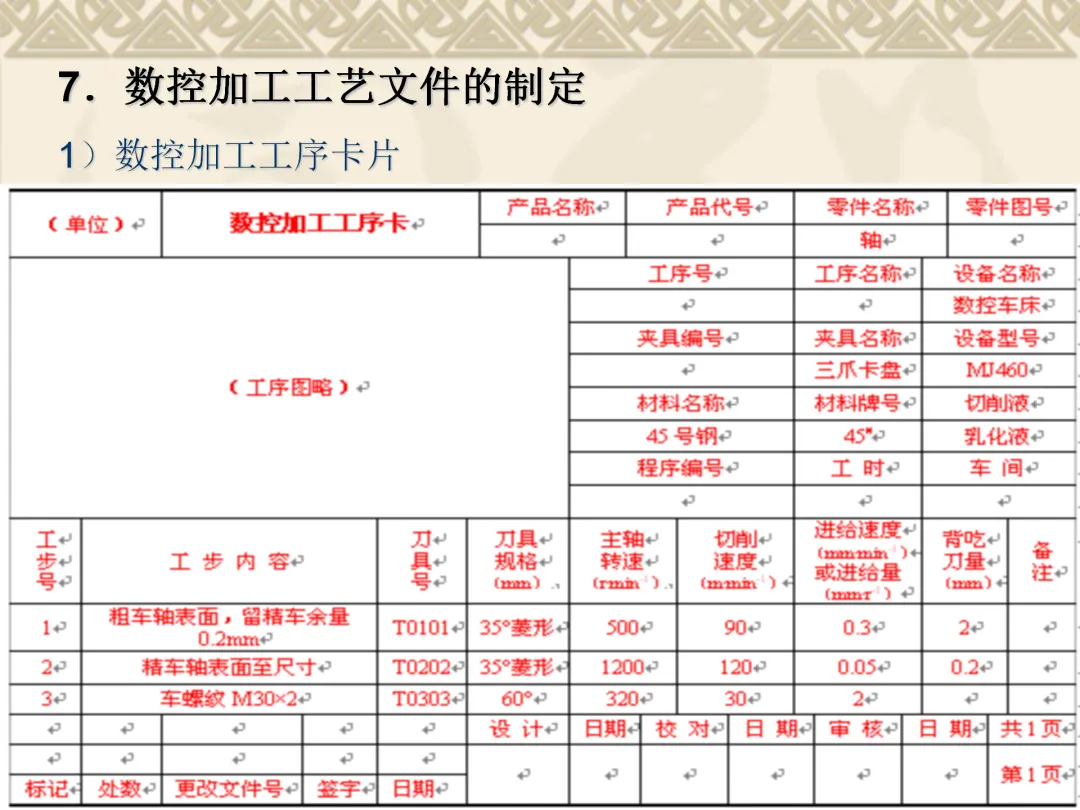
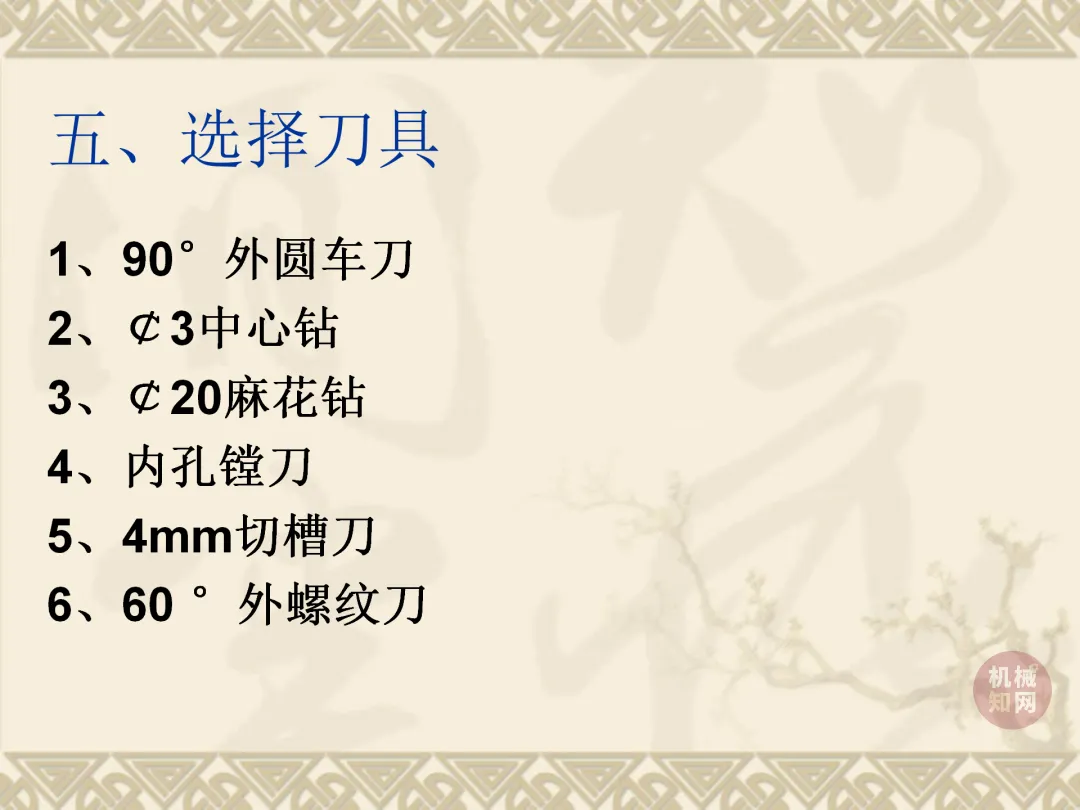
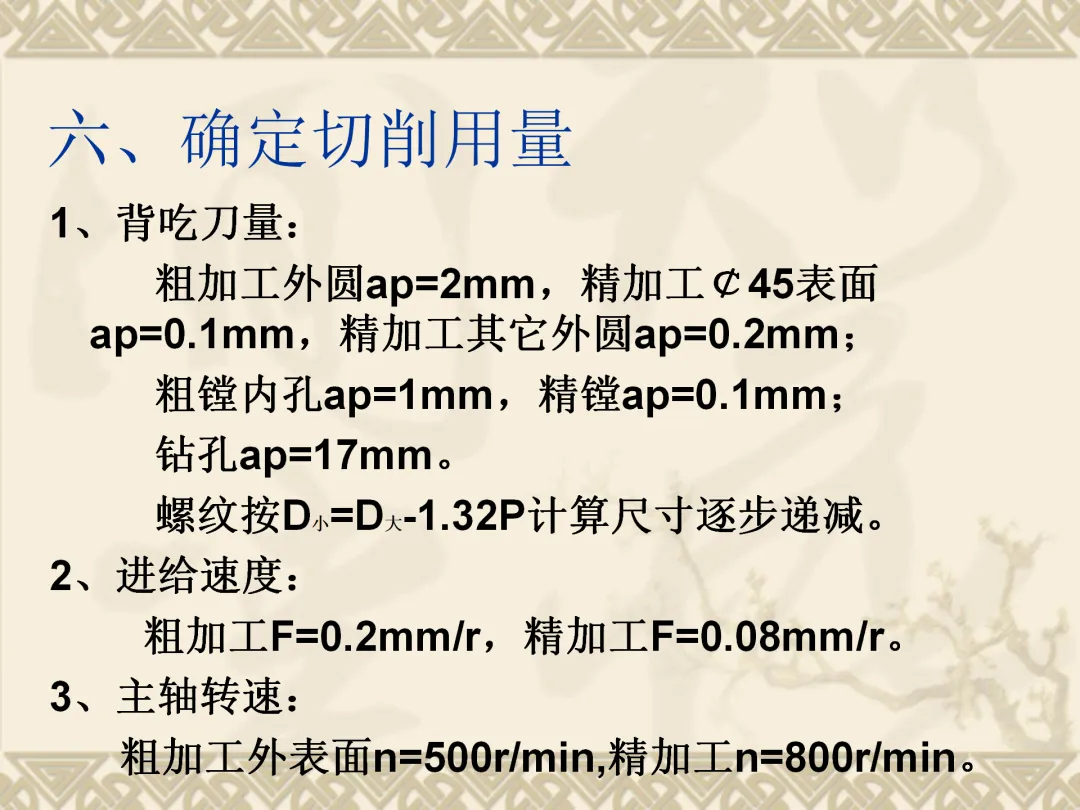
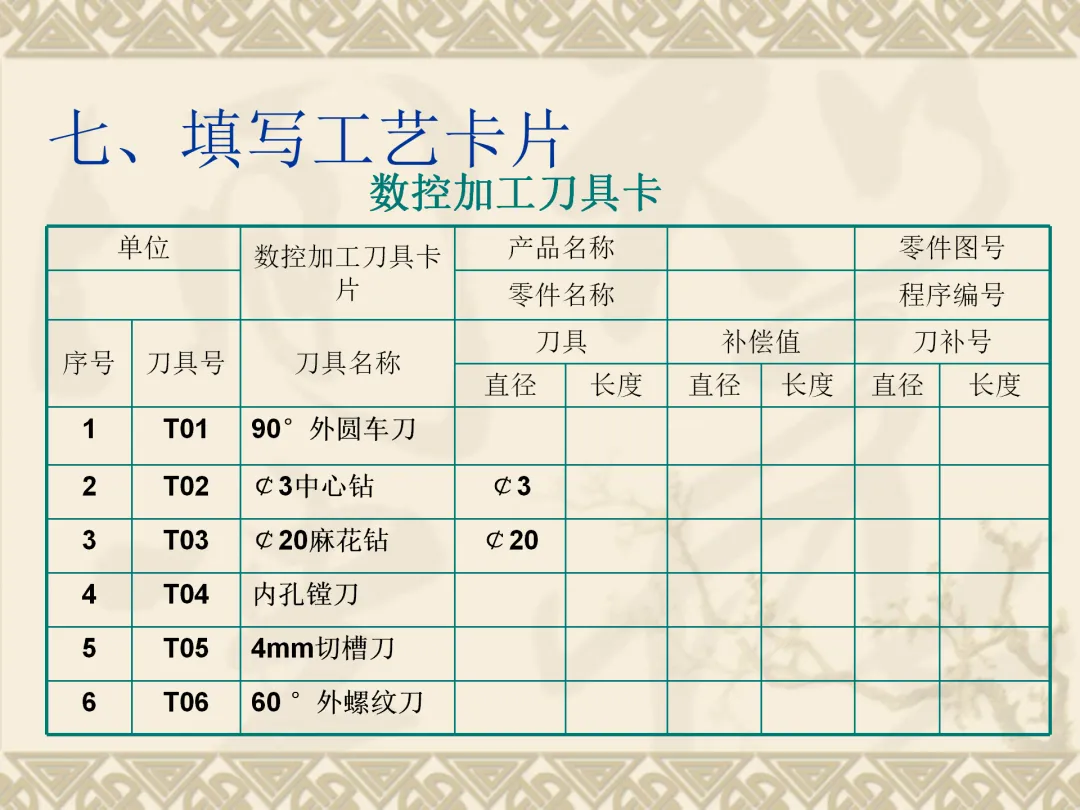
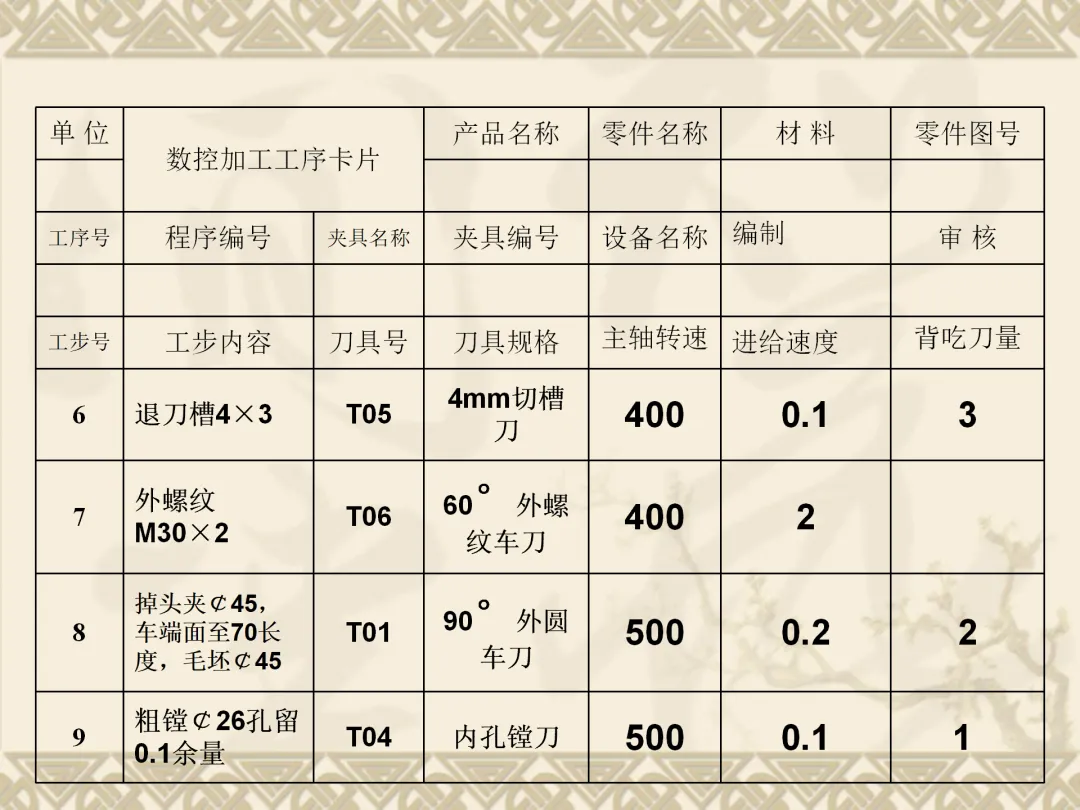
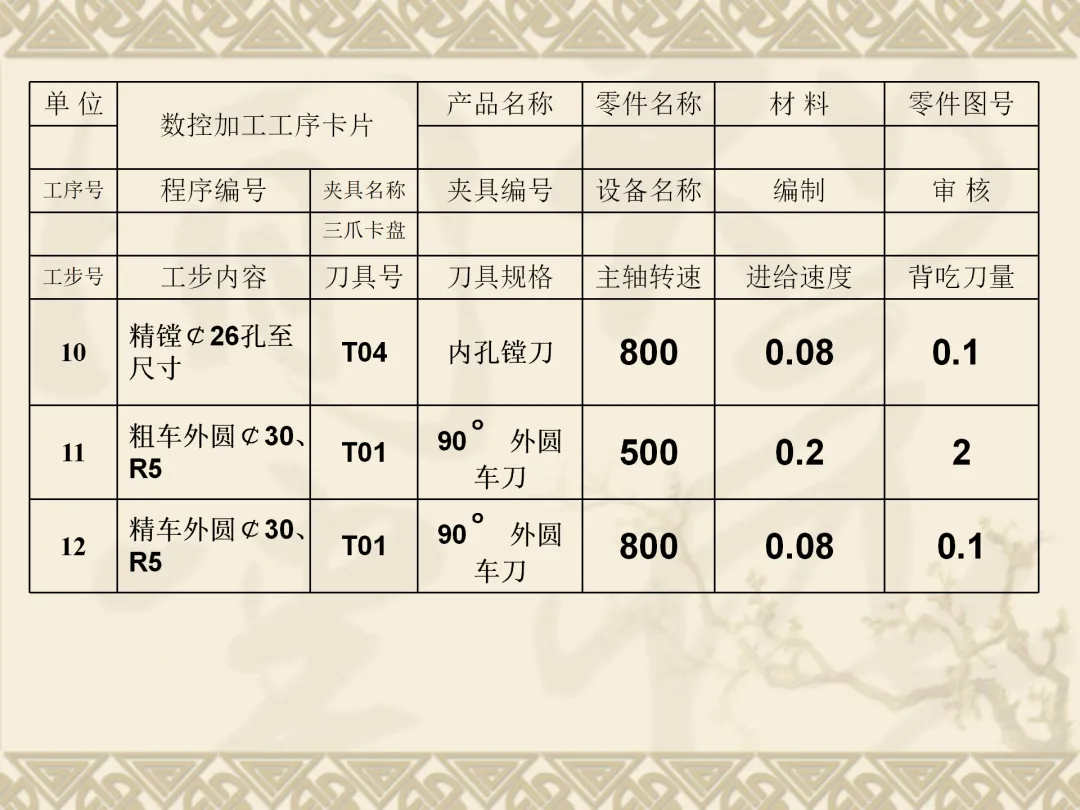
在数控车床上加工轴类零件,编程需综合考虑工件装夹(如三爪卡盘)、坐标系设定(通常以工件右端面中心为原点)、刀具选择与切削参数。例如,粗车外圆可选用CNMG型刀片,切削速度150-200 m/min,进给量0.3-0.5 mm/r;
精车则可选用DNMG型刀片,提高转速并降低进给以保证表面质量。编程中应善用G71、G72等循环指令简化阶梯轴编程,用G76指令高效加工螺纹,并通过恒线速功能(G96)保证表面一致性。
关注上方公众号,回复关键词,免费领取海量资料!!
1. 回复【动图】领取10000+个机械动图及视频包
2. 回复【CAD】领取800GAutoCAD全套视频教程
3. 回复【UG】领取800G的UGNX全套视频教程
4. 回复【SW】领取800G的Solidworks全套教程
5. 回复【机械设计】领取800G(非标)机械设计