《精益成本管控与持续改善》PPT分享(中)
- 2026-04-12 19:31:42

01 先抓最容易见效的“三大浪费”
现场能立刻降本的,永远是这三个:
1. 物料浪费(最直观)
• 推行定额领料:不超领、不凭感觉领。
• 做边角料回收分类:把还有利用价值的料头分类存放。
• 建立工位物料超市:减少多拿、乱拿造成的损耗。
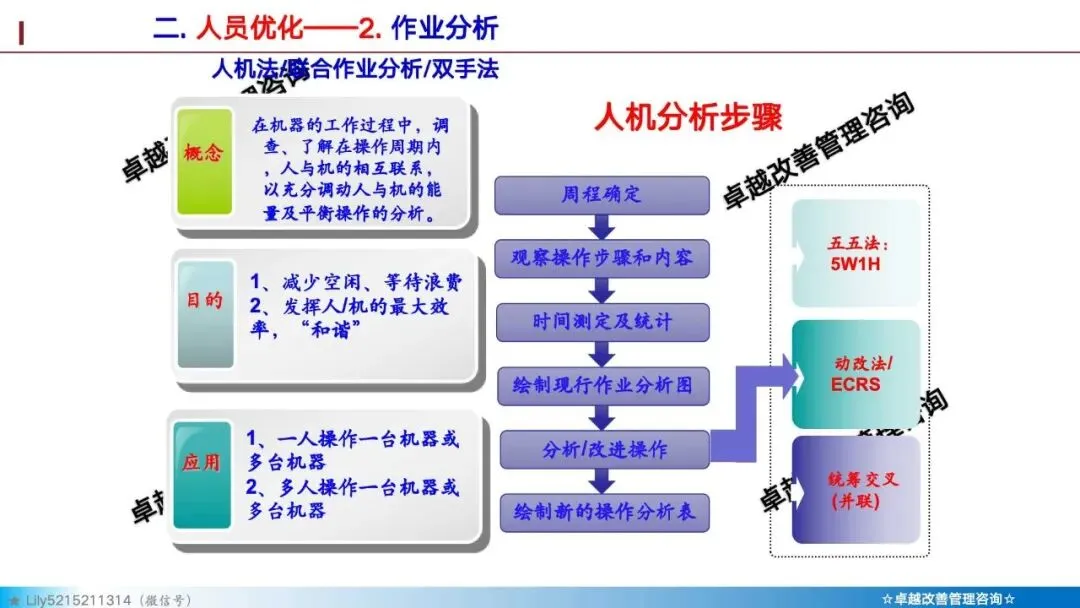
2. 时间浪费(效率降低=成本升高)
• 检查工序是否存在等待、排队、闲臵。
• 优化工位布局,减少物料搬运距离。
• 制作快速换模(SMED)标准动作,让换线时间下降。
3. 动作浪费(人人都有,但最容易忽视)
• 去掉弯腰、伸手、来回走的无效动作。
• 工具定置管理,放在最顺手的位臵。
• 用工装夹具替代手工费力操作。
02 现场改善四步法(直接落地)
步骤 1:拍照记录现场问题
不用写长篇大论,用“三拍照法”:
• 全景照(哪里乱)
• 近景照(什么问题)
• 对比照(理想状态是什么)
步骤 2:标出 3 个最影响成本的点
例如:
• 物料散落
• 工位无标识
• 设备点检不到位
步骤 3:现场 5 分钟改善
任何能马上减少浪费、提高效率的动作,都可以立即做,不需要等制度。
步骤 4:形成 1 页《现场改善记录卡》
包含:问题→原因→改善动作→效果→负责人。
03 现场立刻能执行的“6 个微改善动作”
不用大投入,这 6 个马上能控成本:
1. 5S 整理现场
清理无用物,减少找东西的时间浪费。
2. 看板目视化
让进度、库存、异常一目了然,减少沟通成本。
3. 建立员工提案制度
提小改善给积分奖励,让现场自己“找问题”。
4. 设备点检表优化
把高频故障点列出来,提前预防,减少停机成本。
5. 工位能耗控制
人走灯灭、设备空转限时、空调温度标准化。
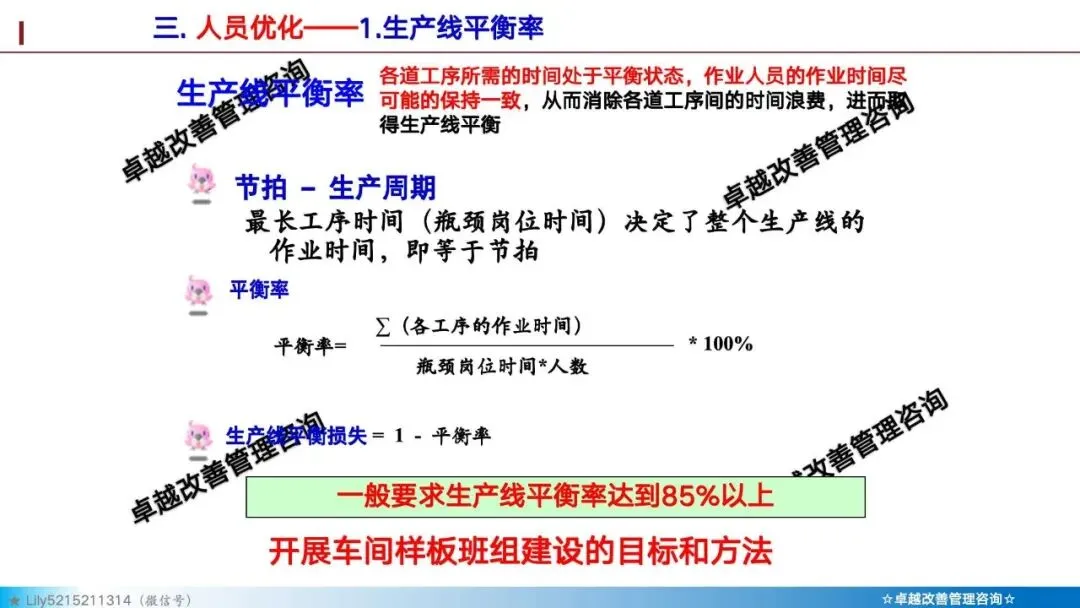
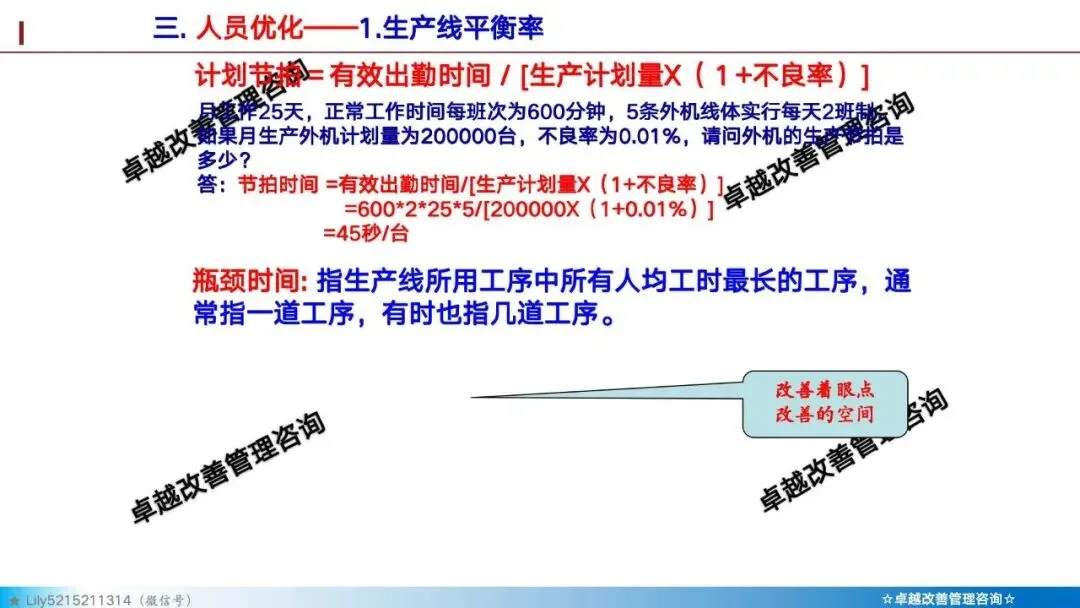
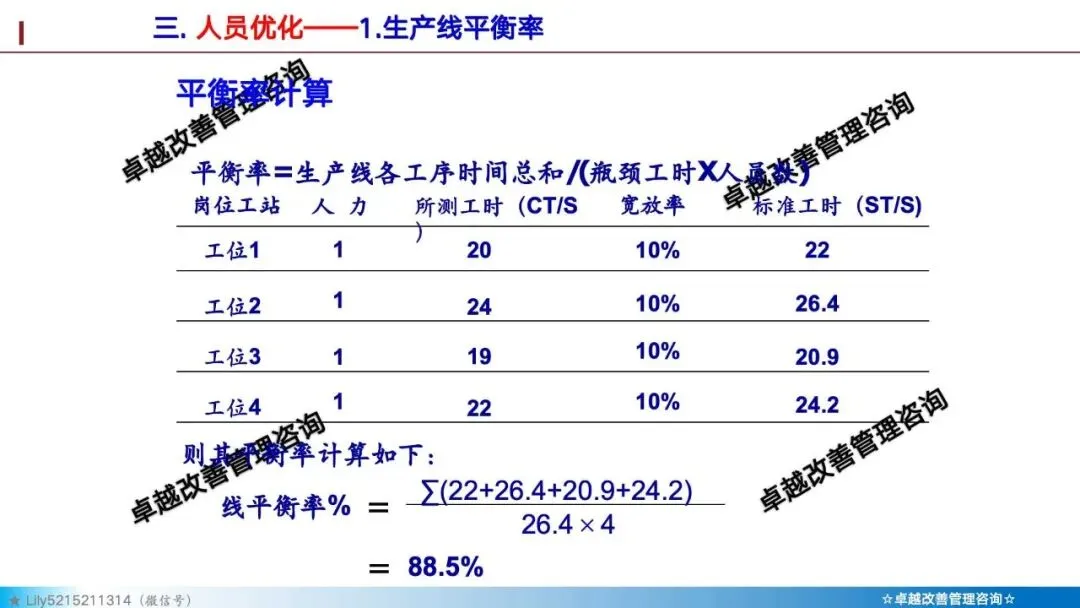
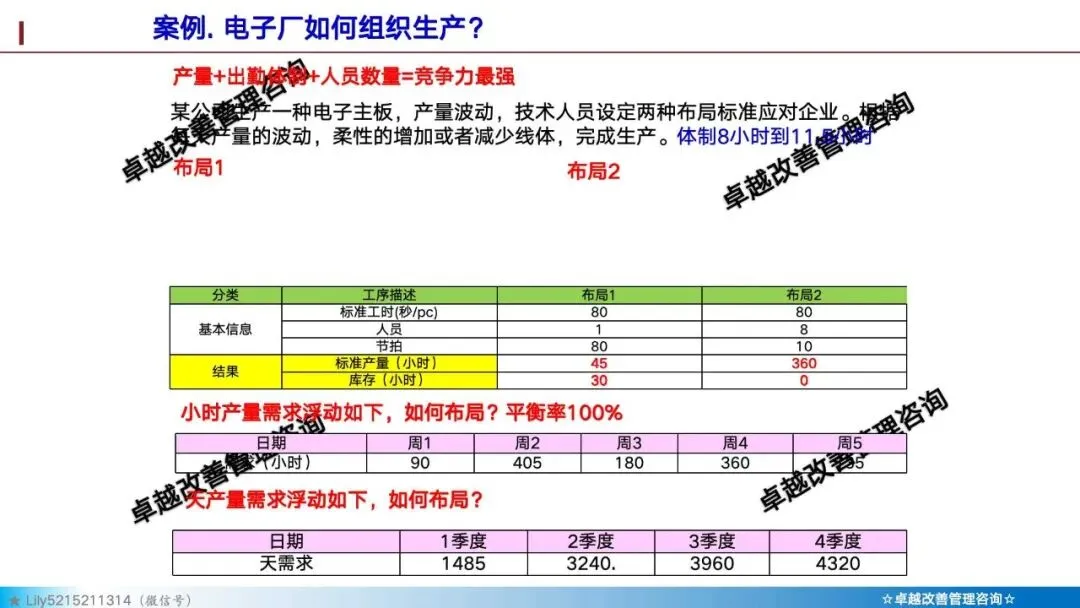
6. 产线平衡优化
把瓶颈工序的人或设备适当调整,效率立刻提升。
04 现场改善的关键机制(让效果可持续)
• 班组长每日现场巡查(10 分钟就够)
• 每周公布改善排行榜(积分制最有效)
• 数据化跟踪:每天记录效率、损耗、停机时间
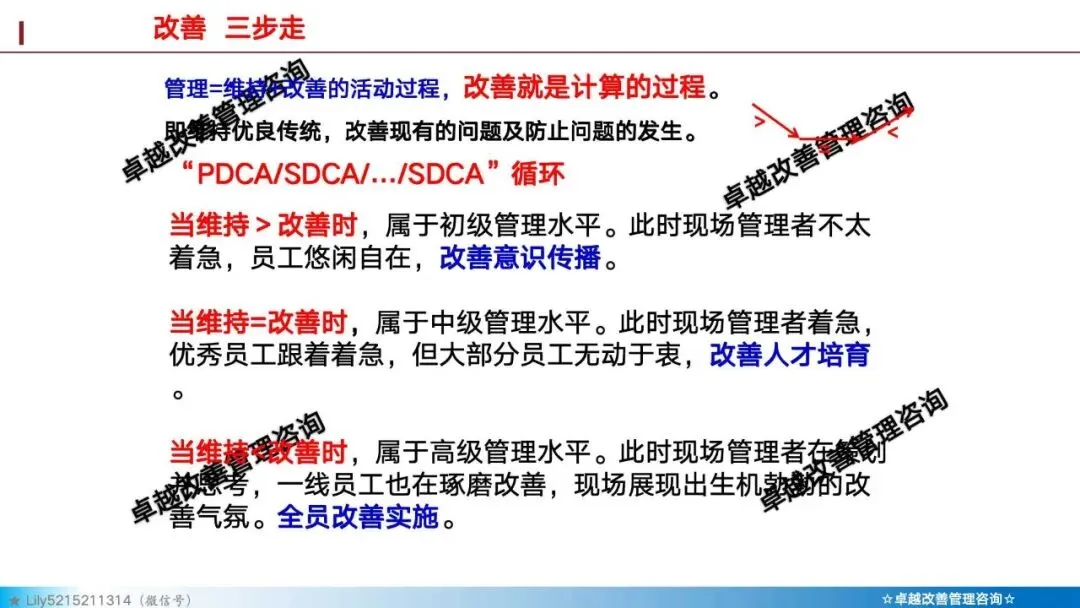
• PDCA 循环:今天改善 → 明天验证 → 后天固化
05 可直接用的“现场成本控制改善清单”
1. 物料是否有超领、漏领?
2. 工位是否存在长期闲置的工具?
3. 每个岗位有没有 2 个以上明显浪费动作?
4. 产线节拍是否均匀?
5. 设备是否经常带病运行?
6. 物料搬运是否走了多余路线?
7. 班组是否有明确的成本降低目标?
8. 最近 1 周有没有产生可量化的改善成果?
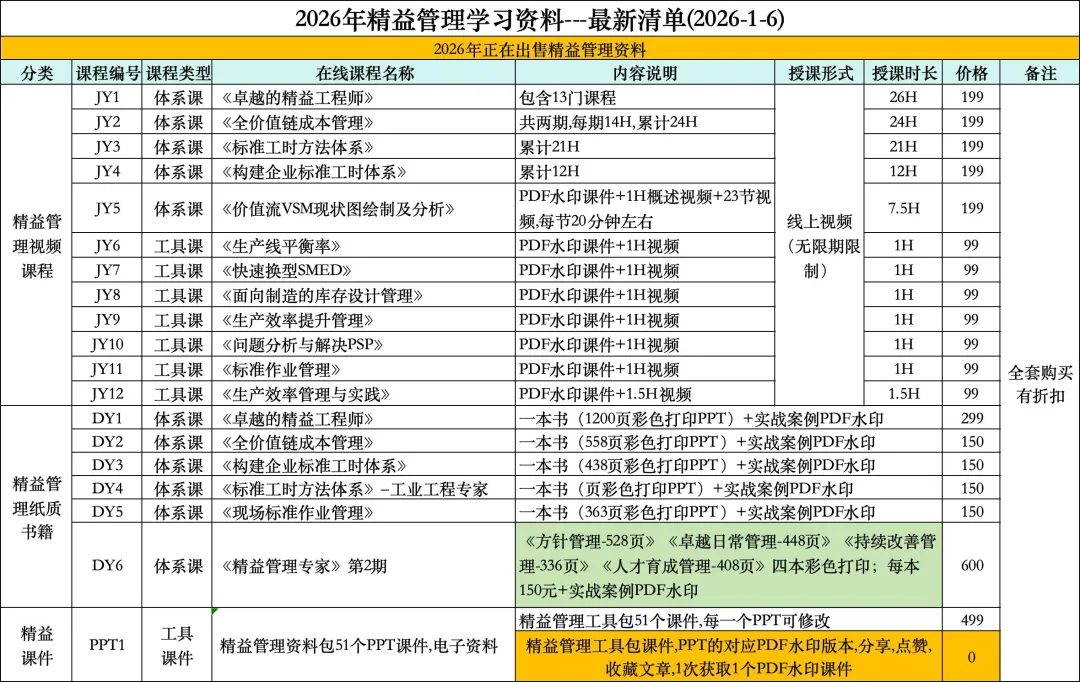
《现场成本控制改善》PPT内容分享:





对精益感兴趣的,想提升自己能力的伙伴可联系购买!