【75页PPT】智能工厂MES系统总体解决方案:顶层战略、MES业务模型、MES十大核心功能模块、关键技术应用、汽车行业MES应用案例、EMS能源
- 2026-03-27 16:09:25
该方案涵盖从顶层战略到底层执行的全价值链数字化转型,通过化工行业整体规划与MES系统落地相结合,打通信息孤岛,实现生产透明化、质量可追溯、设备智能化,最终达成降本增效、协同优化的核心价值。
1000余份(PPT+WORD)数字工厂合集:智能工厂+工业互联网+供应链+智能制造+制造业数字化+MES+APS+PLM

一、MES系统概述
1. 信息化与MES定义
信息化:利用现代通信、网络、数据库技术,将各要素汇总至数据库,辅助决策,提高效率。
MES定义:位于上层计划管理系统(如ERP)与底层工业控制之间的面向车间层的管理信息系统。它负责承接ERP下达的生产计划,并将其转化为可执行的车间作业,同时对生产过程进行实时监控、数据采集和反馈。
2. MES业务模型
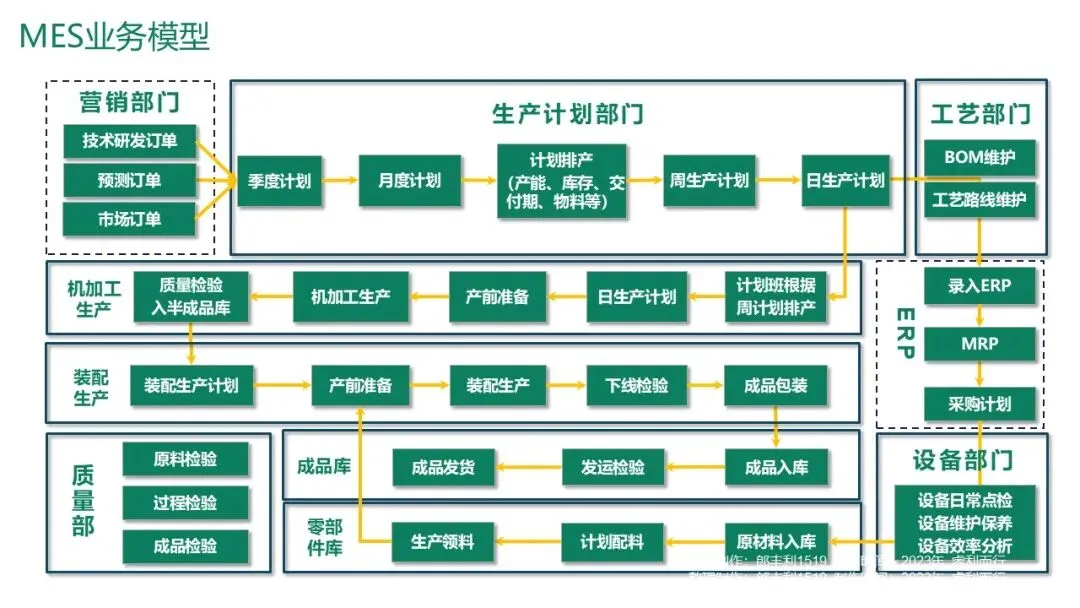
MES在整体企业信息架构中处于核心位置,连接了ERP(企业资源计划)、技术研发、采购、质量、设备等部门。其业务模型涵盖了从计划排产、生产准备、生产执行、质量检验到成品入库和发货的全过程。主要输入包括:
计划来源:ERP季度/周计划、市场订单、预测订单、技术研发订单。
执行过程:产前准备、机加工生产、装配生产、质量检验、设备维护。
输出结果:成品入库、发货、工时统计、效率分析。
二、MES核心功能模块详解
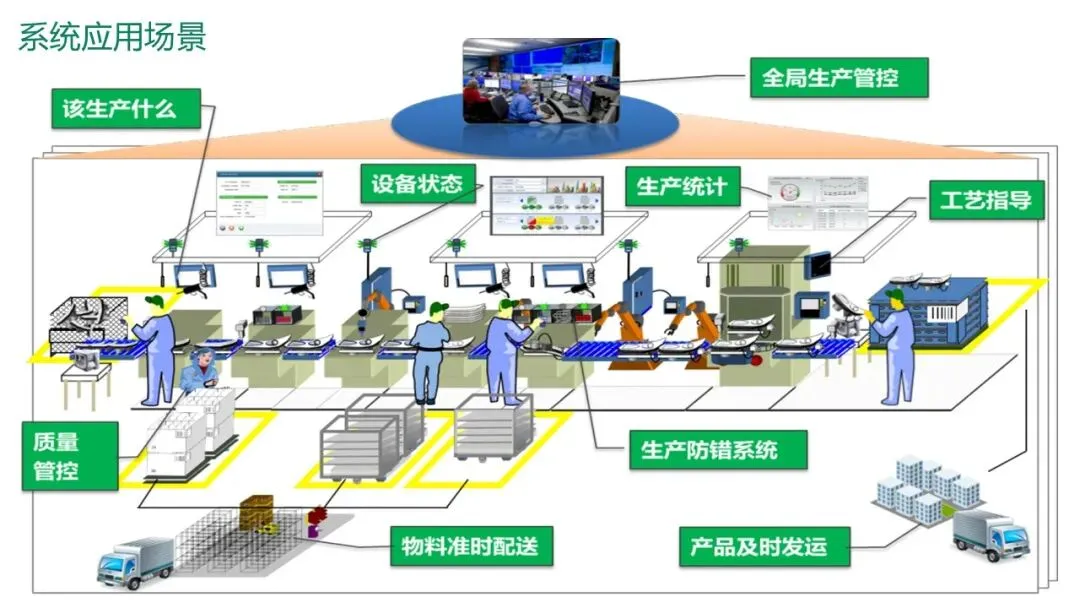
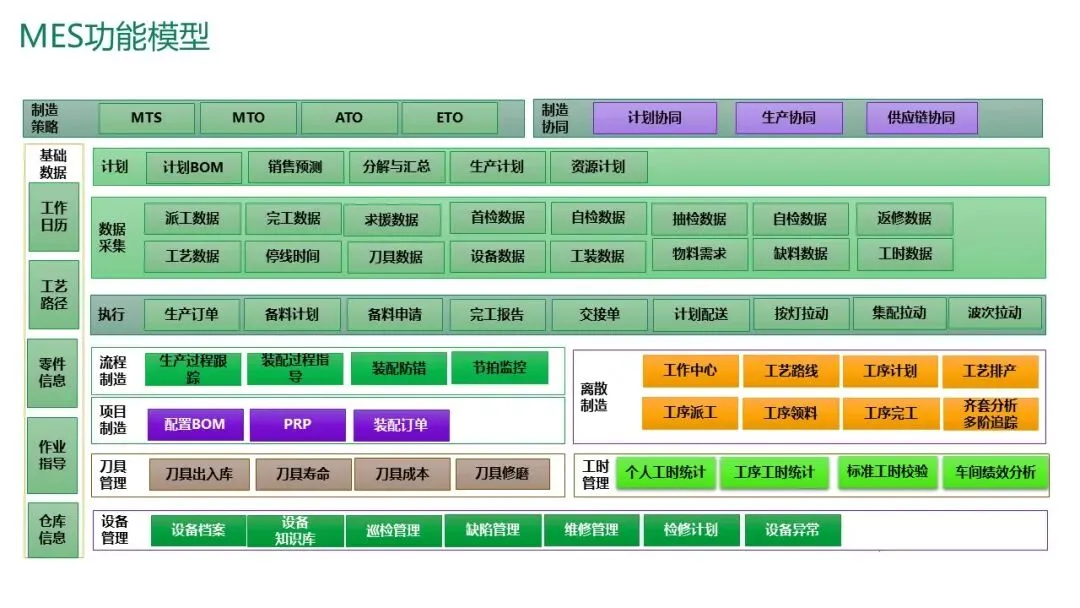
MES系统围绕车间管理的核心需求,设计了十大功能模块,以实现生产过程的透明化、精细化和可追溯。
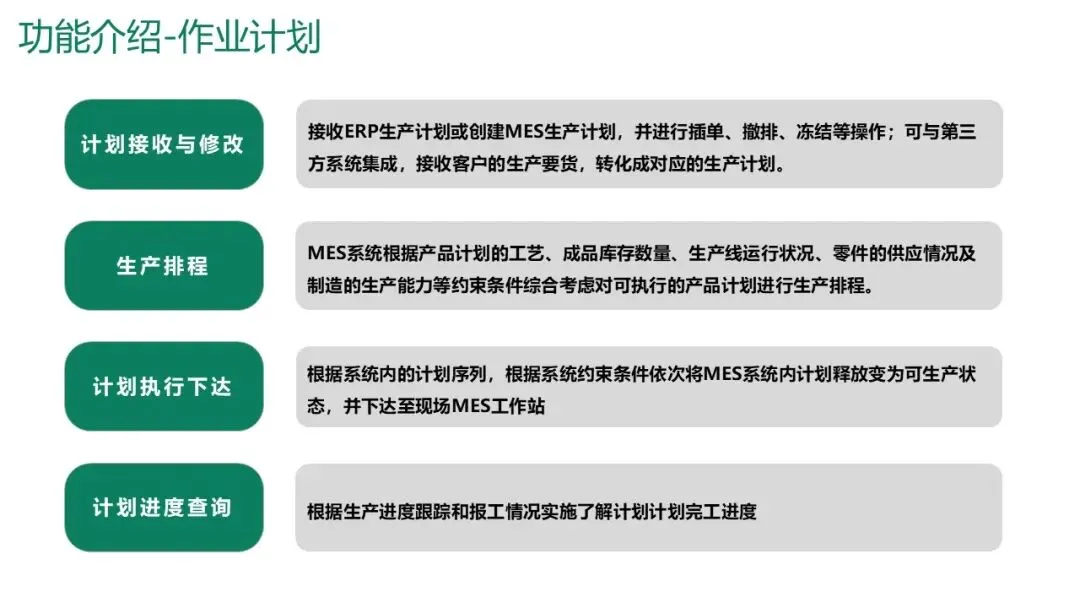
1. 作业计划
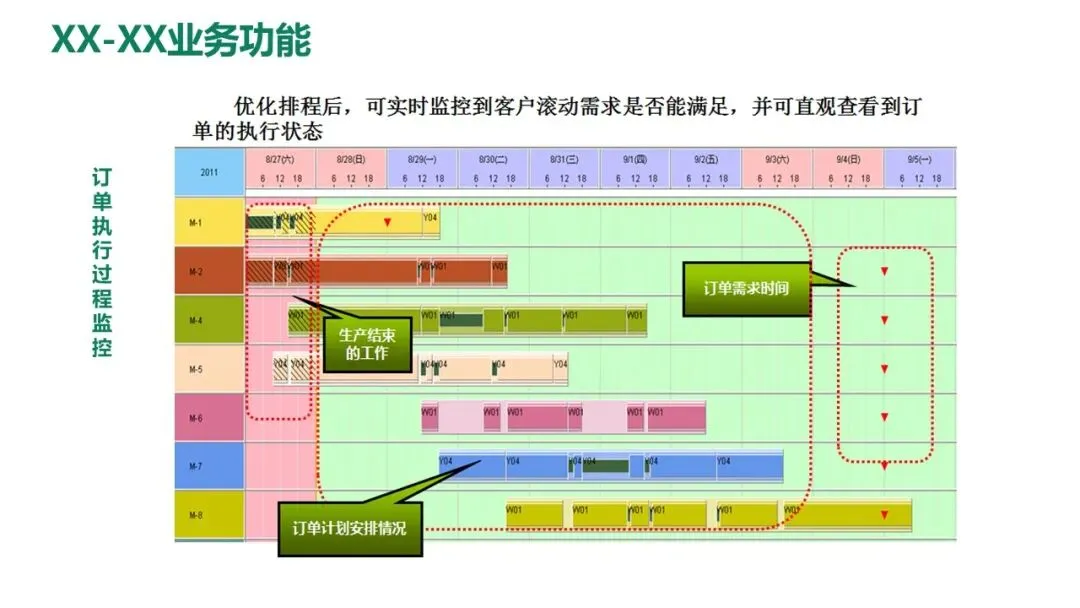
生产排程:综合考虑工艺路线、成品库存、生产线状态、物料供应和生产能力等约束条件,对生产计划进行优化排序。
计划接收与修改:从ERP接收生产计划,或在MES内创建计划,支持插单、撤排、冻结等操作。
计划下达与进度查询:将排程后的计划释放为可执行状态,并实时跟踪计划完工进度。
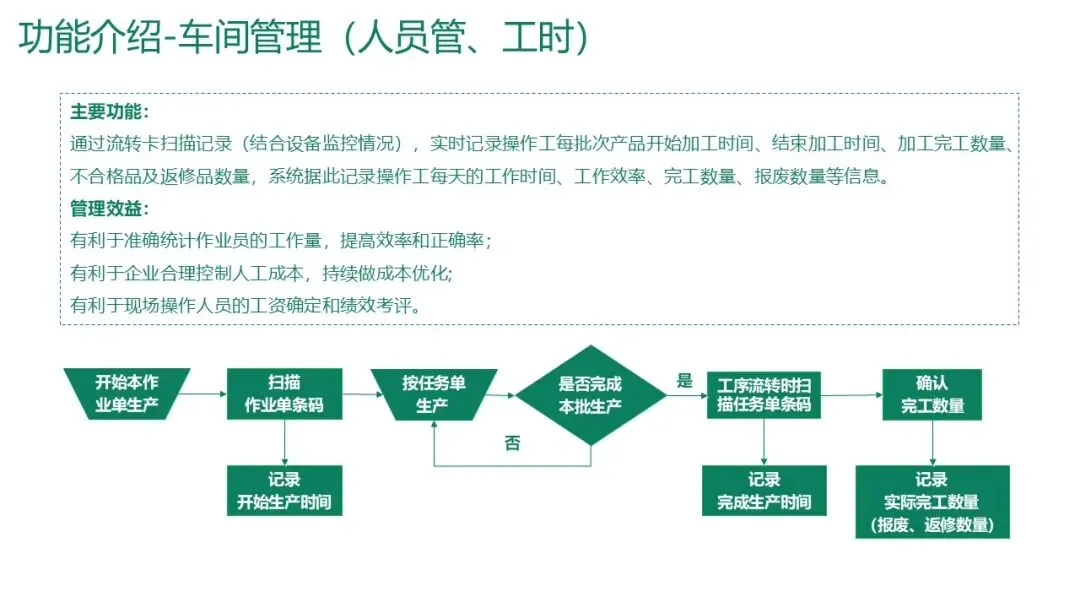
2. 车间管理(人员与工时)
人员管理:通过扫描流转卡或作业单条码,记录操作工每个批次的开始/结束时间、完工数量、不合格品及返修数量。
工时统计:自动统计个人和工序的工时,用于成本核算、绩效考评和工资确定。
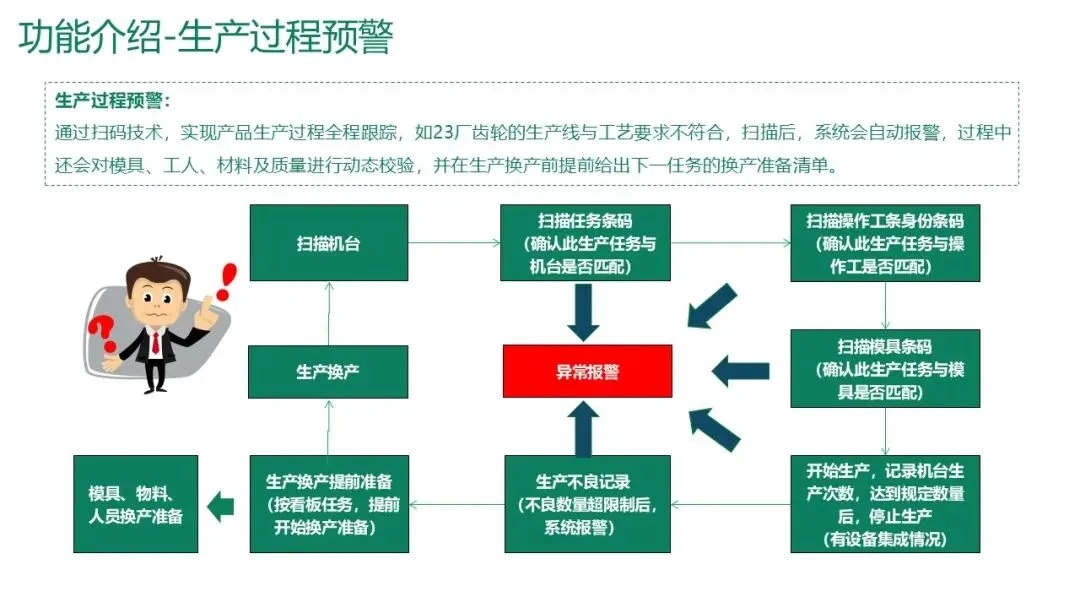
3. 生产管理
产品跟踪:利用条码/RFID技术,对生产订单从上线到下线全程跟踪,实时识别产品状态(毛坯、半成品、成品)。
完工确认:订单下线时进行完工操作,记录完工数量、合格/不良品数量,并计算生产耗时。
生产过程预警:在扫描过程中自动校验机台、操作工、模具是否匹配,发现不符或不良品超限时报警。同时,在换产前自动提示下一任务的准备清单。
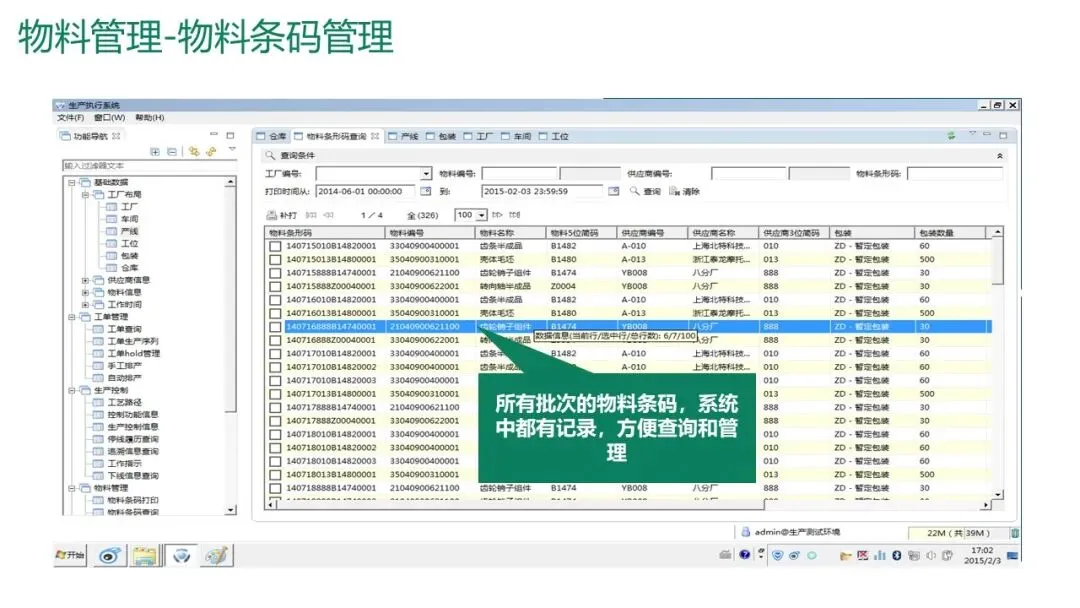
4. 物料配送
物料条码管理:为物料和包装箱生成并打印条码,记录供应商、批次、生产日期等信息,支持批次管理。
物料配送看板:根据生产计划和过点采集数据,实时计算线边库存,动态显示各工序的物料配送需求,触发拉动式配送。
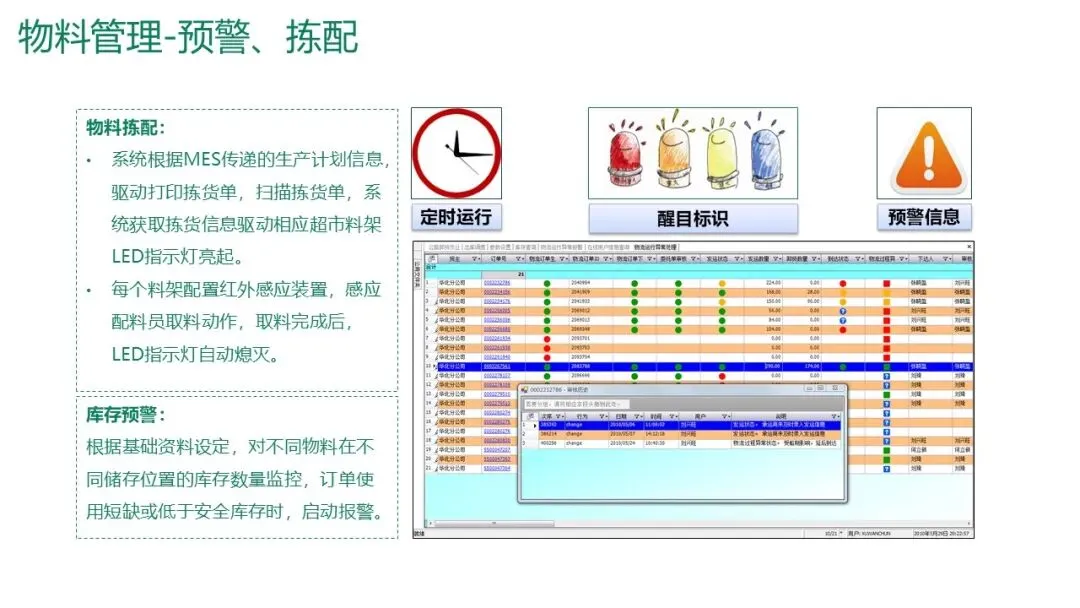
物料拣配:系统驱动打印拣货单,扫描后通过料架LED指示灯引导拣选,红外感应确认取料,实现精准配料。
库存预警:监控库存数量,低于安全库存时自动报警。
5. 设备管理
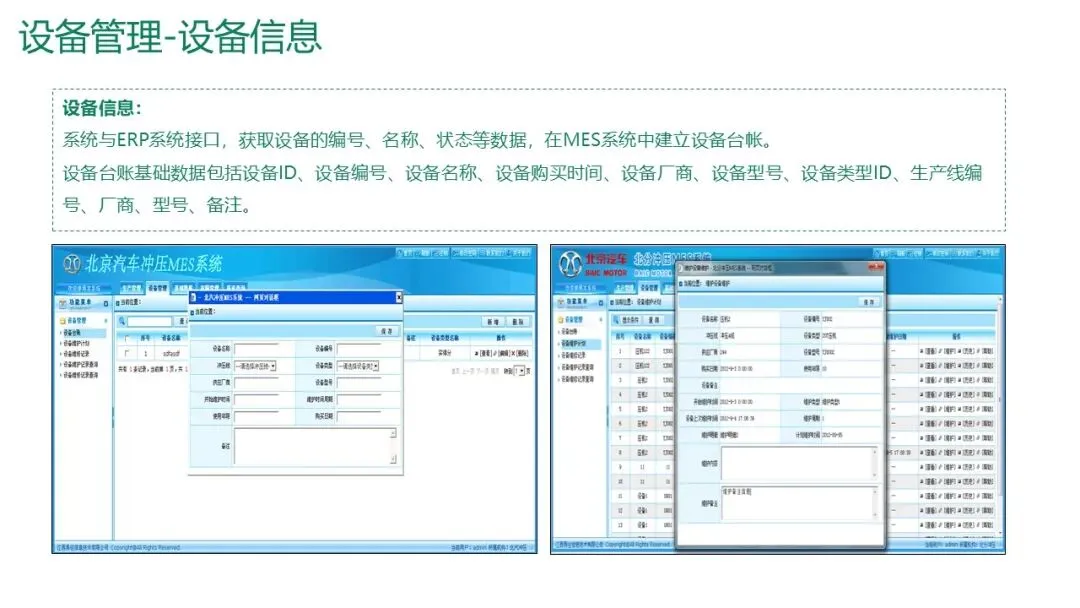
设备台账:与ERP接口同步建立设备档案,记录设备ID、型号、购买时间等信息。
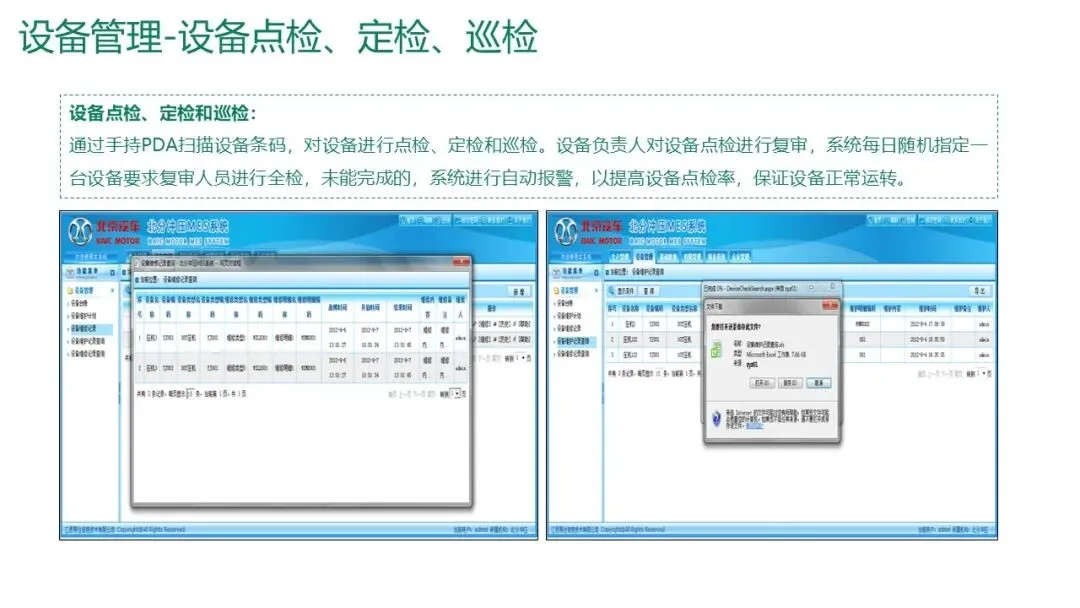
设备点检/巡检:通过PDA扫描设备条码进行点检、定检和巡检,系统自动提醒并记录,异常时报警。
设备监控:在车间布局图上实时显示设备运行状态(运行、停机、故障),出现异常时高亮显示。
6. 工装管理
工装计划:根据生产计划和工装整备周期,提前生成工装准备计划。
工装寿命监控:记录工装实际生产数量,监控其使用时间和次数,接近保养寿命时自动提示保养计划。
工装统计:统计工装使用情况,为维护和更换提供数据支持。
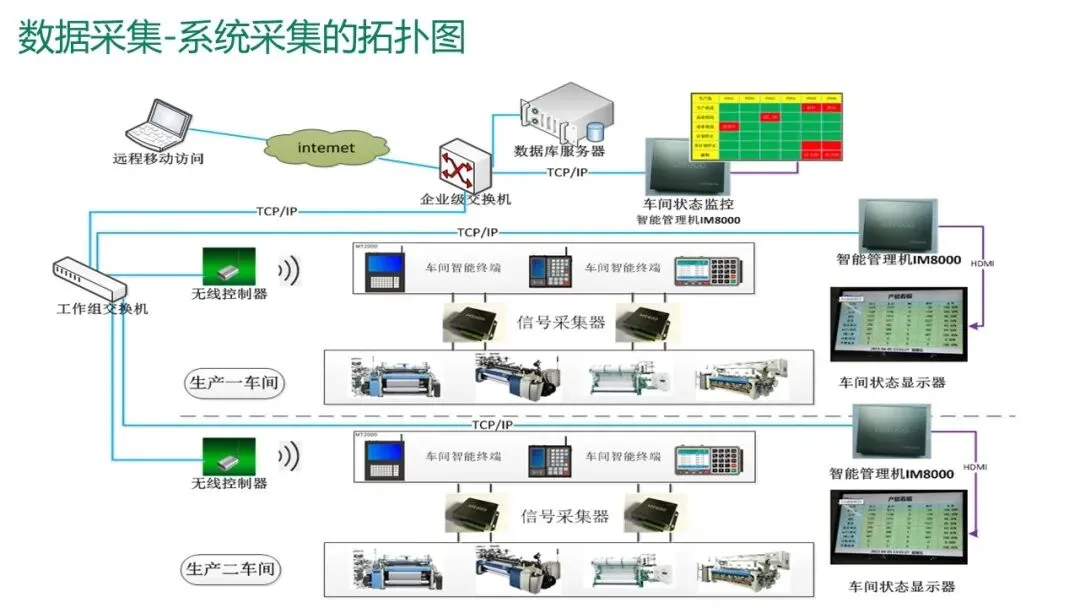
7. 数据采集
采集内容:包括生产数据(派工、完工、不良)、质量数据(首检、过程检、终检)、工艺数据(设备参数)、设备数据(运行状态、故障)、物料数据、人员数据等。
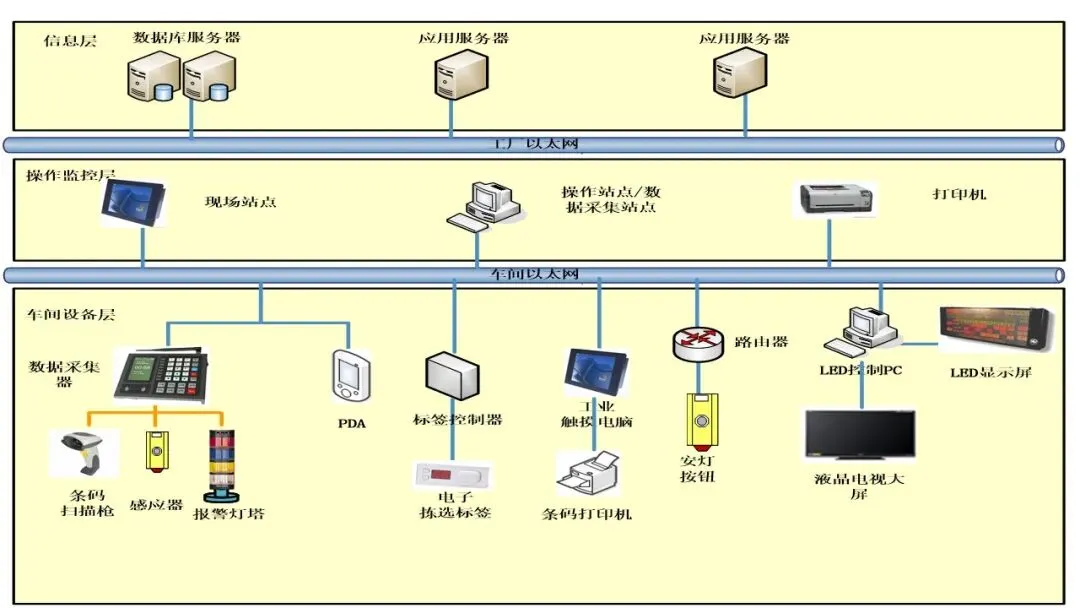
采集方式:通过条码扫描、PDA、设备接口(如数控系统)自动采集,形成完整的生产数据库。
8. 作业监控
过点记录:通过扫描或设备连线,实时采集每个工单的过站记录,得出上下线时间和设备启停记录。
在制品管理:工序间交接时,班组长用PDA扫描转序单,确认产品型号和合格品数量,系统自动调整工序在制品库存。
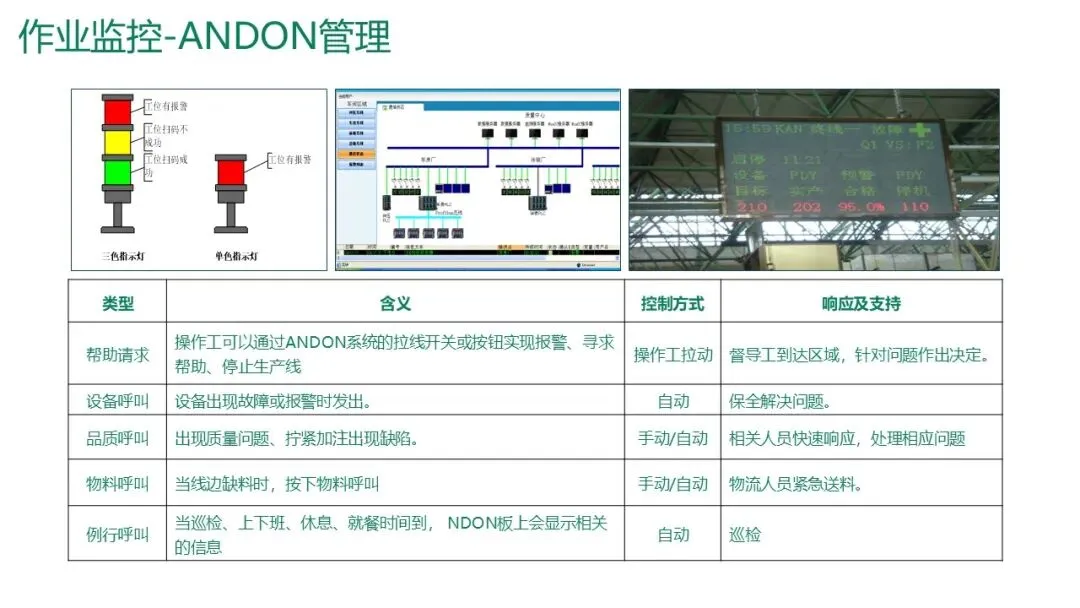
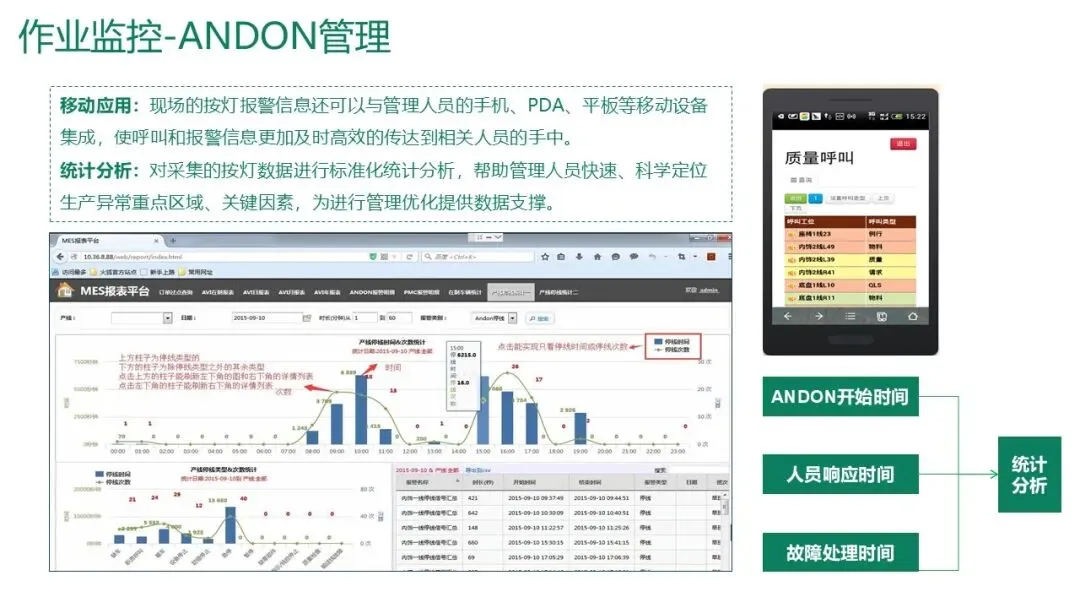
ANDON管理(安灯系统):现场通过按灯呼叫物料、质量、设备等支援。系统记录开始时间、响应时间和处理时间,并通过移动端推送给相关人员。统计分析异常区域和因素,辅助管理优化。
9. 质量管理
品质信息采集:在质检工位记录质量缺陷,系统自动放行缺陷产品至返修工位,返修终端显示所有缺陷明细。
质量追溯:记录产品生产全过程的物料、设备、人员、工艺参数,实现从成品到原料的正向/反向追溯。
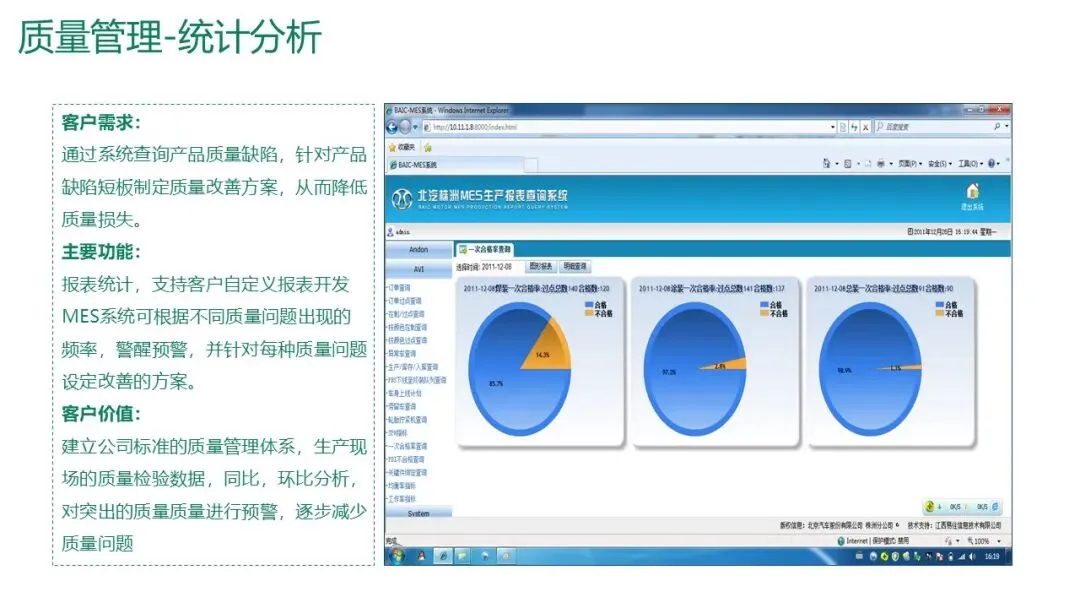
统计分析:提供质量缺陷报表,支持同比、环比分析,对突出问题进行预警,辅助制定改善方案。
三、关键技术应用
1. 条码/RFID技术
贯穿所有环节,用于物料识别、任务绑定、人员/设备验证、过站采集、交接确认,是数据自动采集的基础。
2. DNC/MDC(分布式数控与设备数据采集)
DNC:实现数控程序(G代码)的网络化传输、在线加工、远程调用和版本管理,解决传统U盘/手工传输的低效和错误问题。
MDC:实时采集数控机床的运行状态、开机/停机时间、故障时间、工艺参数等,以图表形式直观反映设备利用率(OEE)和生产状况,支持多种主流数控系统(如FANUC、西门子、海德汉等)。
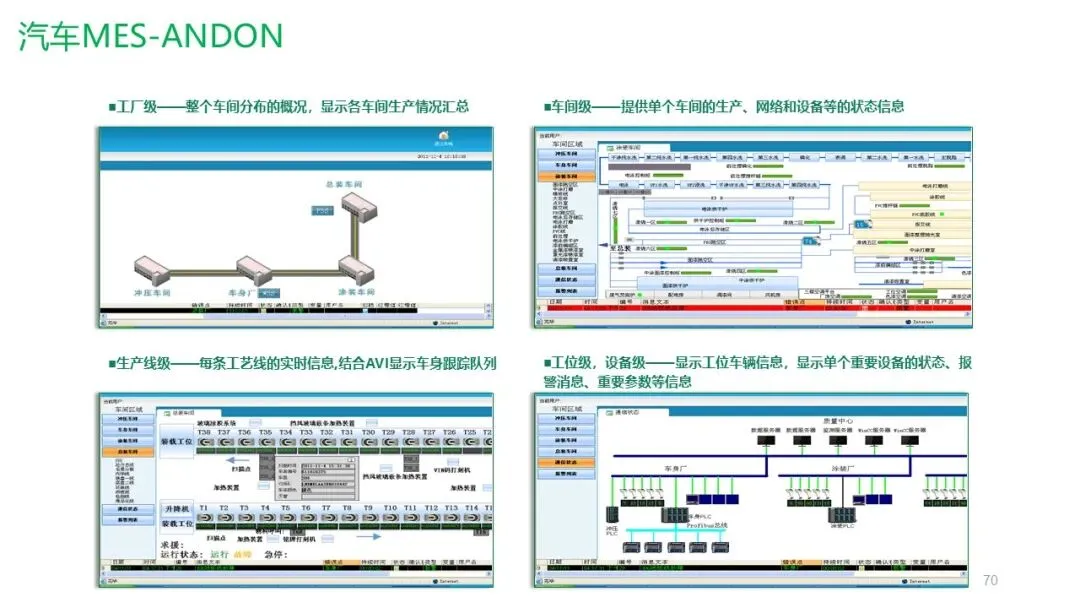
3. ANDON(安灯系统)
现场层:工位上的拉绳/按钮触发呼叫,线体上方的显示屏显示呼叫位置和类型。
管理层:通过移动端(手机/PDA)推送信息,确保相关人员及时响应。系统自动记录响应和处理时间,生成分析报表。
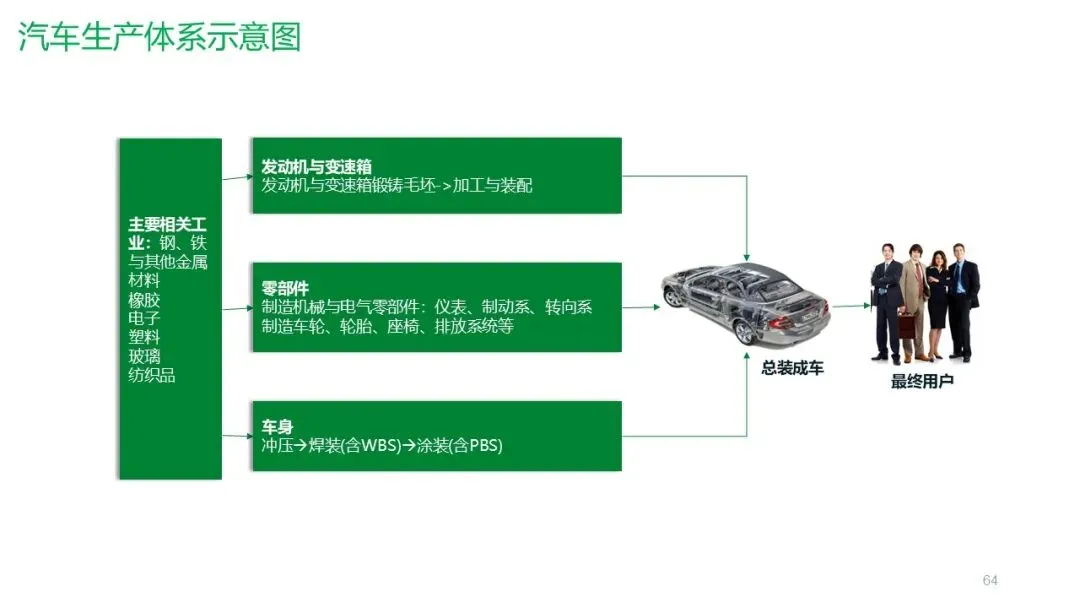
四、汽车行业MES应用案例
汽车行业是MES应用的典型场景,PPT详细介绍了在冲压、焊装、涂装、总装四大工艺中的应用。
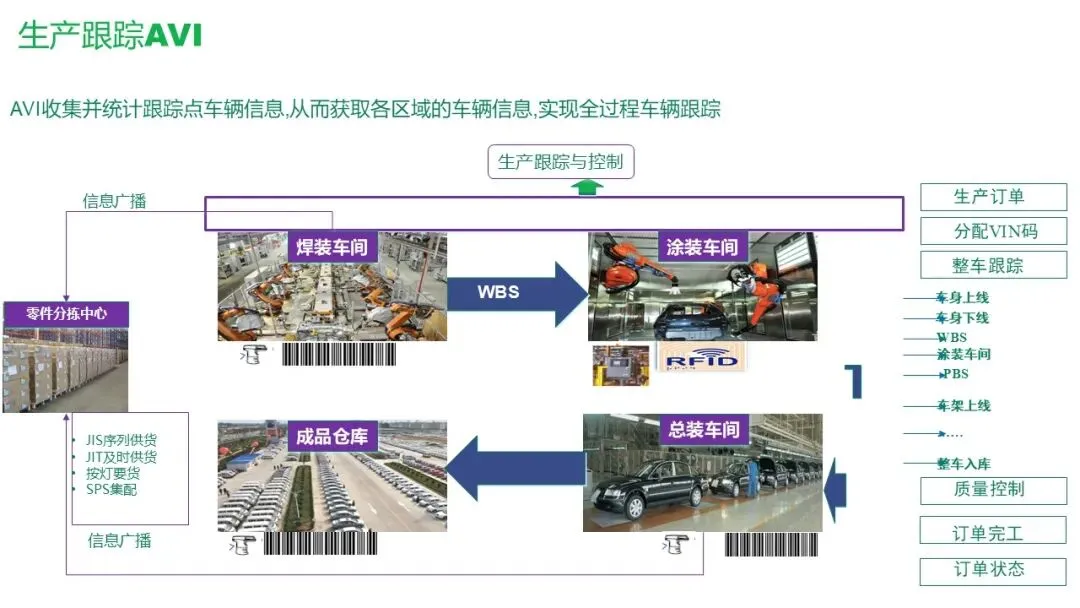
1. AVI(生产跟踪系统)
功能:通过RFID或条码,在关键跟踪点(如WBS、PBS、涂装出入口、总装出入口)自动读取车身信息,获取车辆实时位置和状态,实现全过程跟踪。
作用:为生产调度、物料配送和质量追溯提供实时位置数据。
2. RC(路由控制)
功能:对焊装后的白车身(WBS)、涂装后的油漆车身(PBS)在存储区和输送线进行路径调度。
规则:根据车身特征(车型、颜色、配置)设定入道和出道规则,最大化生产效率,避免拥堵,确保计划顺序。
3. ANDON与质量门(RC Gate)
应用:在总装线,ANDON系统用于物料呼叫、设备报警、质量缺陷报告。质量门(RC)对关键工序进行强制检查,不合格品自动进入返修线或存储区。
4. 物料拉动(JIT/JIS/SPS)
JIT:准时化供货,供应商按生产指令将零件直接送到线边。
JIS:排序供货,零件按车辆生产顺序排列好,直接装配。
SPS:单台供料,将一台车所需的所有零件集配到一个料车上,随车装配。
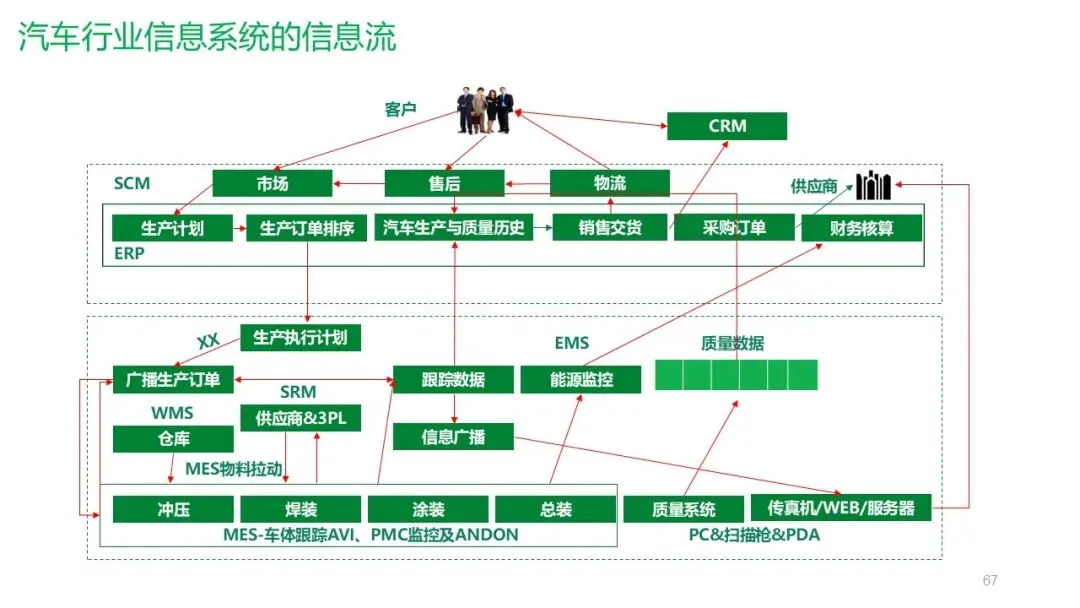
5. 信息流整合
MES与ERP、SCM、WMS、SRM等系统紧密集成,形成从销售订单、生产计划、执行跟踪、质量控制到物流发运的完整信息闭环。
五、能源管理系统(EMS)
作为MES的扩展,EMS对生产过程中的水、电、气、风等能源进行全面监控和管理。
数据采集:通过仪表网络(温度、压力、液位、电能、流量)实时采集能耗数据。
监控与分析:实现分项、分户计量,动态监测能耗数据,提供虚拟仪表、超限报警、故障报警功能。
统计与考核:生成时、日、月、年的能耗档案,进行能耗指标排名、成本分析、设施能耗分析、电能质量分析,为企业节能降耗提供数据支撑。
六、MES系统价值总结
通过实施MES系统,企业可实现以下目标:
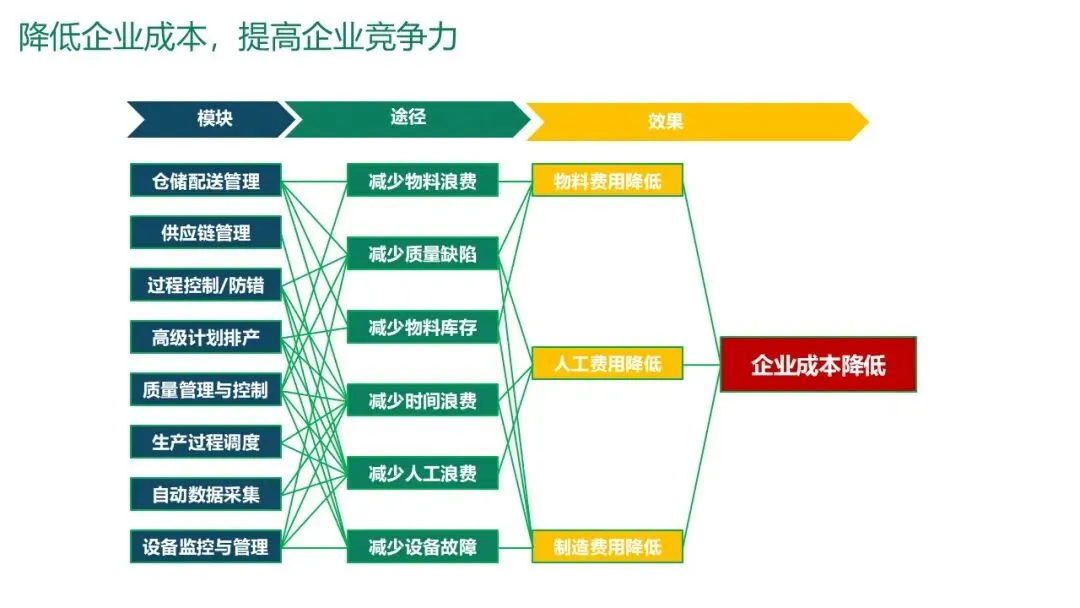
降低企业成本:通过减少物料浪费、质量缺陷、库存积压、时间浪费、设备故障和人工浪费,全面降低制造费用。
提升生产效率:实时调度、优化排程、减少等待和停机时间。
保证产品质量:全过程质量追溯、防错预警、SPC统计分析。
提高透明度:生产进度、设备状态、物料消耗实时可见,辅助管理层快速决策。
优化资源配置:基于数据分析优化人员、设备、工装和物料的使用。
支持智能制造转型:作为数字化车间的核心,为未来大数据分析、人工智能应用奠定基础。