SEMI G5标准对电子级异丙醇(E-IPA)的纯度要求达到极致:在1000吨水中检出1克杂质即超标——这相当于ppt级(万亿分之一)的痕量控制。其中,硼离子≤10ppt(部分先进制程要求≤1ppt)是公认的技术制高点。
作为半导体晶圆清洗、光刻胶剥离和干燥工艺的核心耗材,E-IPA的纯度直接决定芯片良率。然而,面对金属离子、硼、纳米颗粒等"隐形杀手",传统精馏、膜分离工艺在ppb/ppt级净化环节往往力不从心。离子交换树脂技术,正成为突破这一纯度瓶颈的关键路径。
一、G5净化的技术壁垒:为何传统工艺遭遇天花板?
工业级异丙醇(无论是丙烯水合合成粗品还是回收再生液)均携带多重杂质:碱金属离子(Na⁺/K⁺)、过渡金属(Fe/Cu/Ni)、硼酸、极性有机物及纳米颗粒。这些杂质在半导体制造中危害显著:
传统工艺局限性分析:
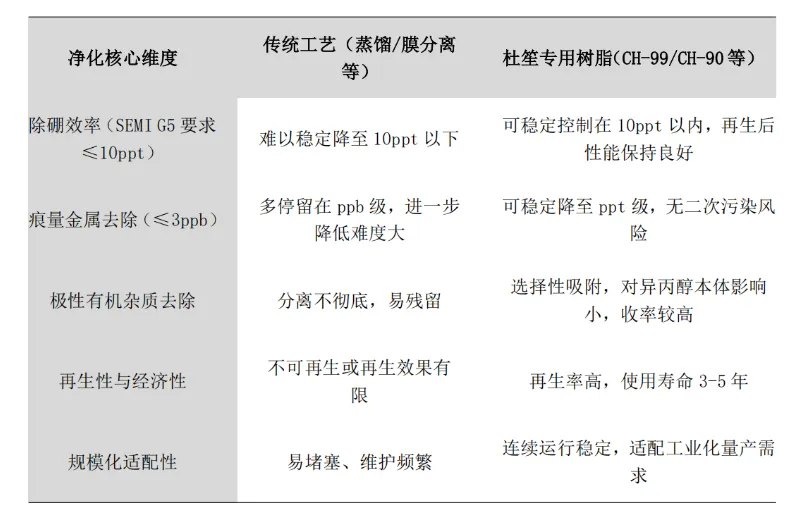
蒸馏/精馏:对沸点相近的硼-异丙醇共沸络合物去除效率低,能耗高,难以稳定达到ppt级
膜分离:纳滤膜易污染堵塞,设备投资及运维成本高,规模化生产稳定性不足
络合沉淀:存在二次污染风险,易引入新的金属离子杂质
核心痛点:在除硼和痕量金属深度去除环节,传统工艺存在明显技术缺口,而离子交换树脂凭借分子级选择性吸附能力,可精准填补这一空白。
二、靶向除杂机制:Tulsimer树脂的技术解析
Tulsimer树脂采用"特异性官能团设计+多级协同工艺"策略,针对不同杂质类型配置专属树脂型号,实现深度净化:
1. 离子杂质控制:T-42H + A-21S组合
技术原理:核子级强酸型阳树脂(T-42H)与强碱型阴树脂(A-21S)协同,通过离子交换机制捕获Na⁺、K⁺、Cl⁻等常见离子
性能指标:可将金属离子浓度降至<5 μg/L(<5 ppb),符合SEMI C12标准
工艺优势:无裂纹球型结构,压损低,抗有机物污染能力强,适用于超纯水系统混床
2. 痕量金属捕集:CH-90/CH-97螯合树脂
技术原理:亚氨基二乙酸(IDA)官能团与Cu²⁺、Fe³⁺、Ni²⁺等形成稳定五元环螯合物,选择性系数远高于普通阳树脂
性能指标:处理精度达0.02 ppm,饱和吸附容量高达56 g/L(铜)
应用场景:特别适合电镀废水重金属回收及电子级化学品深度除金属
3. 极性有机物去除:A-722大孔吸附树脂
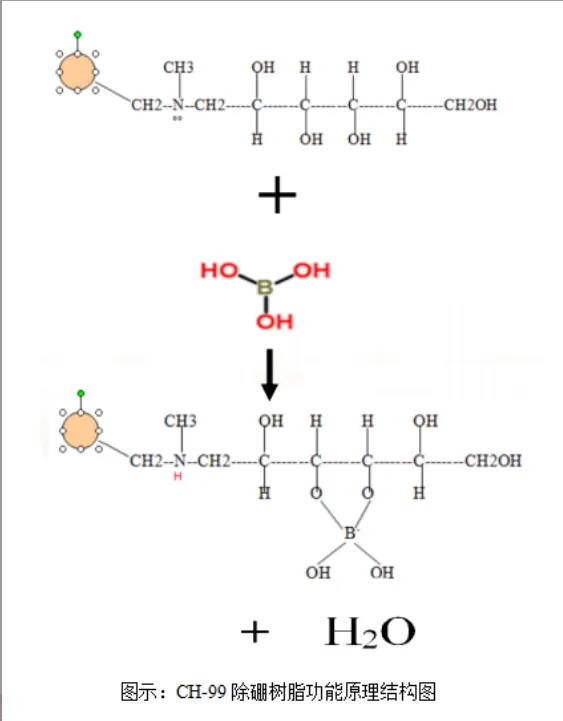
4. 硼离子深度脱除:CH-99选择性树脂(技术核心)
三、系统集成方案:G5级E-IPA工业化生产路径
基于Tulsimer树脂的性能优势,可构建"预处理→多级纯化→终端抛光"的闭环工艺:
工艺设计要点:
梯度纯化:按杂质粒径和化学性质分级设柱,避免树脂过早饱和
冗余保护:关键除硼单元采用双柱串联或一用一备设计,确保连续生产稳定性
在线监控:配置ICP-MS(电感耦合等离子体质谱)实时监测硼及金属离子浓度,实现工艺参数动态优化
树脂再生:建立标准化再生程序(酸/碱/醇洗),确保吸附容量循环恢复
四、应用验证:工业化运行数据
Tulsimer树脂工艺已在国内多家电子材料企业实现规模化应用,典型案例如下:
案例:合肥芯科电子材料有限公司 G5级IPA项目
五、技术展望:面向下一代制程的纯化升级
随着半导体工艺向3nm及以下节点演进,E-IPA的纯度要求将持续提升:
硼控制目标:从10 ppt向<1 ppt迈进
金属离子控制:从ppb级向ppt级延伸
颗粒物控制:从0.03μm向<0.01μm发展
结语
在半导体材料国产化浪潮中,电子级异丙醇的自主可控生产是关键环节。离子交换树脂技术,特别是以Tulsimer®系列为代表的专用树脂,凭借ppt级除杂精度、无二次污染、可循环再生等优势,已成为突破SEMI G5标准的核心技术路径。科海思(北京)科技有限公司作为Tulsimer中国区技术服务商,将持续深耕电子化学品净化领域,为半导体产业链提供高可靠性材料保障。