在我们日常的生产中,总会遇到一些反复发生、原因不明、让人头疼的 “老大难” 问题。今天,我们就来学习一套全世界制造业都在用的 “标准动作”,它能帮助我们不再凭经验猜测,而是靠团队和流程,一步步把问题的根子挖出来,彻底解决掉。
这套方法,就叫8D。
今天,我们的课程主要分为四个部分:首先,我们会一起聊聊咱们工作中常见的那些痛点,看看为什么要学 8D。然后,我会详细介绍 8D 的每一个步骤,它到底是什么,具体该怎么做。最重要的部分,我们会结合一个机加工孔径超差的真实案例,一步步走完整个 8D 流程,让大家看到它是如何落地的。
最后,我们会总结一下成功的关键,并给大家留出交流的时间。
我们的目标是:学完今天的内容,你能清晰地复述 8D 的八个步骤,并能在下次质量问题分析会上,运用其中的核心工具(比如 5Why 和鱼骨图)来参与讨论。
痛点导入:我们为何总在 “救火”?
在开始之前,请大家想想这些场景熟不熟悉:
场景一: 客户的投诉电话又来了,还是老问题!“上周不是刚给你们发过 8D 报告吗?怎么又来了?”—— 这说明我们的临时措施可能没到位,或者根本原因根本没找到。
场景二: 生产线停了,报废品堆了一筐。开会了,质量说工艺参数设错了,工艺说设备精度不行,设备说来料材质有问题… 会议开了 2 小时,问题还在原地打转,部门之间开始扯皮。
场景三: 一个质量问题,折腾了好久,好像解决了。刚消停一个月,换个班次、换个产品型号,同样的问题换个马甲又出现了。我们的经验完全没有被沉淀下来。
如果你遇到过这些情况,那么今天这堂课就是为你准备的。我们不能再做英勇的 “消防员”,每天忙着救火,我们要成为 “建筑师”,从源头上设计预防问题的机制。
什么是 8D?
8D,中文叫 “八项纪律”。它的核心不是八个步骤,而是八项必须遵守的纪律。
它强调的是:团队合作,而不是个人英雄主义;用数据说话,而不是凭经验猜测;遵循固定逻辑,而不是想到哪做到哪。
它最适合用来对付那些原因不明、涉及多个部门、对公司影响比较大的复杂问题。最终,我们会产出一份《8D 报告》,这份报告就是一个完整的 “破案记录”,告诉所有人我们是怎么找到并干掉这个问题的。
D0:准备启动 - 紧急反应措施 (ERA)
D0 是启动信号。比如,我们突然接到客户投诉,或者生产线出现批量不良。这时候第一件事不是开会,而是立刻行动,紧急止血!
目的是: 在找到根本原因之前,先保护客户,不能让问题影响扩大。具体怎么做?
对客户: 立即联系,诚恳沟通。如果需要,提供替换件或者派人去维修。(案例:比如客户反馈雨刮异响,我们先快递一个新的电机总成过去给他换上,让人家车先用起来。)
对内部: 立刻把可疑的产品隔离起来,生产线该停就停,防止更多不良品出来。
记住: 这些紧急措施都是临时性的,很花钱的。它逼着我们必须要尽快找到根本原因,好把它换掉。
D1:搭建团队 - 你不是一个人在战斗
复杂的问题,一个人搞不定。所以 8D 要求我们组建一个团队。
这个团队不能只有领导,必须要有真正懂过程的人。谁是必须来的?
质量工程师: 他熟悉标准和流程,通常可以当组长,负责推动。
工艺工程师: 他最了解产品是怎么做出来的。
生产班组长 / 操作工: 他是一线干活的,最清楚当时发生了什么。
设备维护员: 他清楚设备状态。
根据问题,可能还需要采购(看来料)、设计(看图纸)等。
(案例:比如我们要解决机加工孔径变小的问题,团队就要包括:质量、工艺、操作这台设备的老王、还有设备员。)
没有合适的团队,8D 第一步就失败了。
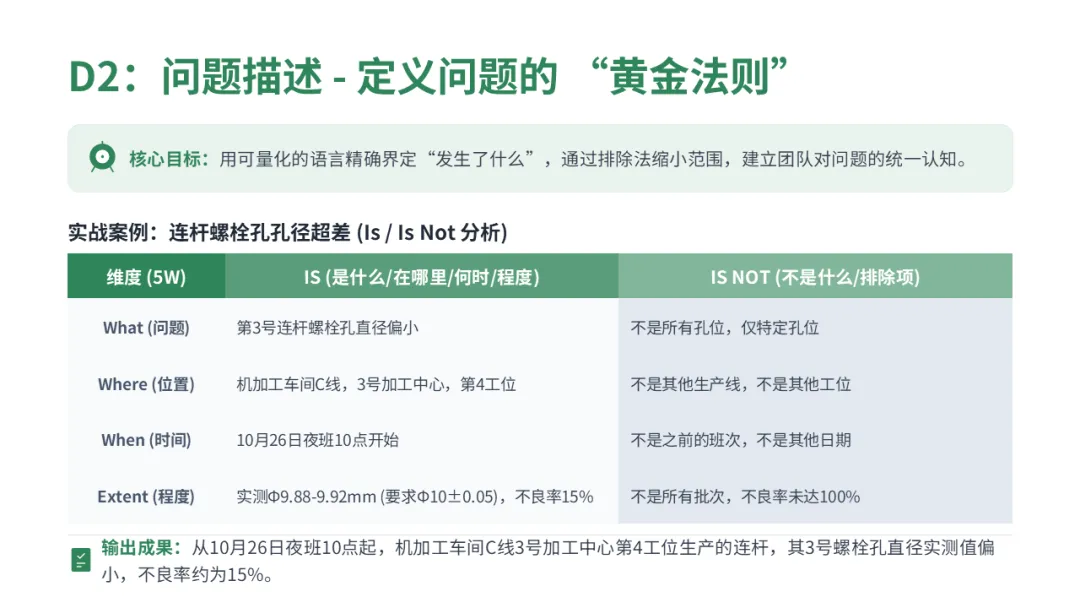
D2:问题描述 - 说清楚 “到底怎么了”
这是最关键也最容易出错的一步。问题没说清,后面全跑偏。
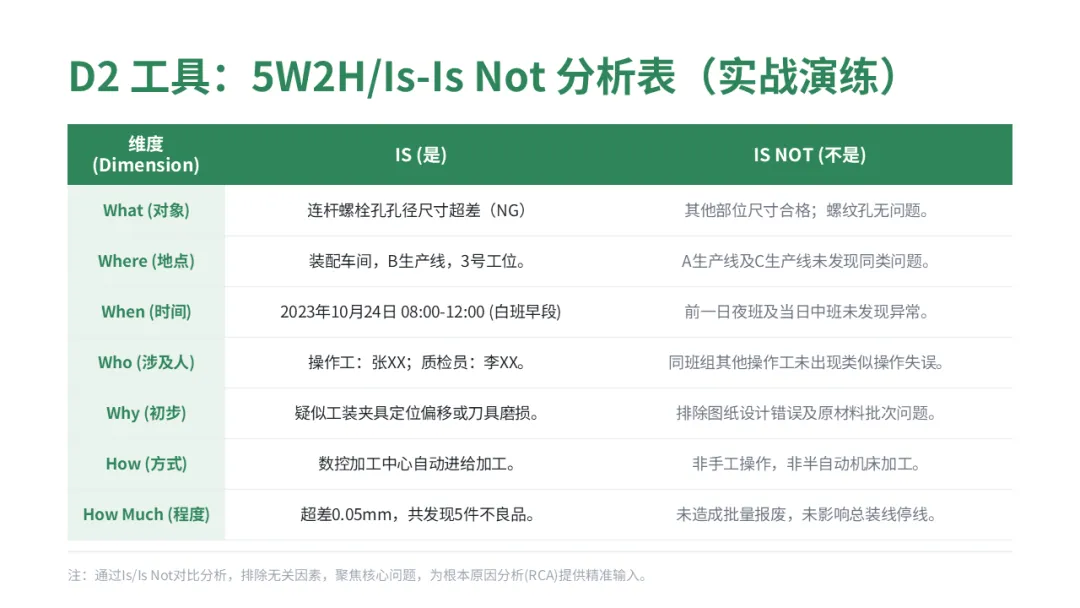
咱们不能只说 “孔径小了”,这太模糊。要用5W2H的方法,把它精准地描述出来。
(案例:我们一起来描述 “孔径超差” 这个问题)
What (什么问题): 3 号连杆的螺栓孔直径比标准小了。
Where (在哪里): 在机加工车间 C 线,3 号加工中心,第 4 个钻孔工位。
When (什么时间): 从昨天夜班上午 10 点左右开始的。
Who (哪个产品): 批次号是 L-230518-B 的这一批零件。
How much (严重程度): 标准是 10.00±0.05mm,我们量了量,大概在 9.88 到 9.92mm 之间。不良率有 15% 左右。
What...Not (不是什么): 不是所有的孔都小,只有第 4 个孔小;不是所有批次,就这一批;不是所有人操作都出问题,当时是老王小张操作的。
大家看,这样描述完之后,是不是所有人都清清楚楚地知道我们要解决的是什么问题了?这就叫定义清楚,问题就解决了一半。
D3:临时围堵措施 (ICA) - 建立防火墙
D0 是紧急止血,D3 则是要建立一个可持续的临时防线,在我们找到根因并解决之前,这道防线要一直起作用。
主要方法就是:100% 检查。
(案例:孔径小了,我们的临时措施就是:对批次号 L-230518-B 的所有零件,每一个都用气动量仪去测量第 4 个孔,好的放行,不好的挑出来隔离。)
这里有个关键点: 你怎么能保证你这个 100% 检查真的有效?万一检查的人也看错了呢?所以我们要验证一下。比如,我们让检验员检完一批后,让另一个检验员再抽检一下,看看结果是不是一致。确保我们的 “防火墙” 是可靠的。
这个临时措施很费人工,成本高,这再次提醒我们,必须尽快找到根本原因。
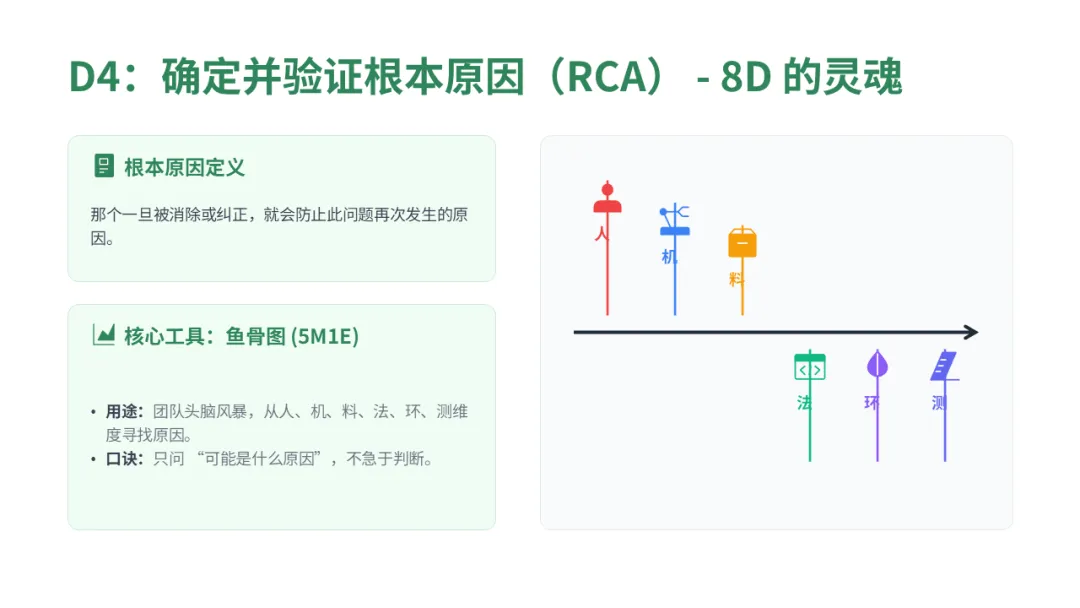
D4:根本原因分析 - 介绍两大工具
这是 8D 最核心、最考验功力的地方。我们要找的不是表面原因,而是根本原因—— 那个把它解决掉,问题就再也不会发生的原因。
我们有两大工具:第一个工具:鱼骨图(也叫石川图)。 它像一根鱼骨头,帮助我们做头脑风暴,从方方面面找原因。我们一般从人、机、料、法、环、测六个方面去想。
人: 操作失误?培训不到位?
机: 设备故障?刀具磨损?
料: 材料不对?毛坯有问题?
法: 方法错误?参数设错?
环: 环境温度、湿度影响?
测: 测量工具不准?方法错了?
(案例:针对孔径小,我们开个会,大家畅所欲言。设备员说可能是刀具有磨损,工艺员说看看程序,操作工老王说这批活好像特别难加工... 这些都记在鱼骨图上。)
鱼骨图能帮我们打开思路,不遗漏任何可能性。
D4:根本原因分析 - 5 个为什么
光有可能性不够,我们要挖出最根本的那个。这就需要第二个工具:5 个为什么 (5 Why)。
就是对着一个最可能的原因,连续问为什么,像小孩子一样,直到问出最根源的那个系统漏洞。
(案例实战演练:孔径超差)
问: 为什么孔径变小了?
答: 因为钻头磨损了,直径变小了。(注意: 很多人找到这就停了,以为换把刀就好了。)
问: 为什么钻头磨损了没被发现?
答: 因为操作工没有按时更换钻头。(注意: 很多人找到这又会停下来,去处罚操作工。)
问: 为什么没有按时更换钻头?
答: 因为我们的《作业指导书》规定每加工 500 件换一次刀,但这批活加工到 300 件时刀就磨损了。
问: 为什么规定了 500 件,但 300 件就坏了?
答: 因为这批零件的毛坯材料硬度,比平常的要高很多,特别费刀。
问: 为什么我们的换刀规定,没有考虑到材料硬度的变化呢?
答: 因为我们的《作业指导书》和换刀规范里,只规定了固定的换刀数量,却没有考虑到不同批次来料硬度的波动会对刀具寿命产生巨大影响。
大家看,问到第 5 个为什么,我们找到的就不再是 “刀坏了” 或者 “人没换” 这种表面原因,而是 “我们的管理规定有漏洞” 这个系统性的根本原因 **。只有这样,才能真正解决问题。
D4:原因验证 - 用数据说话
刚才的 5 个为什么,是很逻辑的推理,但它还只是我们的一个 “假设”。我们不能凭感觉就下结论,必须用数据来证明我们的假设是对的。怎么验证呢?
查数据: 我们去查了这批毛坯的进货检验记录,发现它的硬度值果然比正常批次高了 10% 以上。
做试验: 我们找了几件同样高硬度的毛坯,用新钻头去加工,并每隔 50 件量一下孔径。结果发现,加工到 350 件左右时,孔径就开始变小了,完美复现了问题!
有了这两项证据,我们就能拍着胸脯说:找到的根本原因是对的!
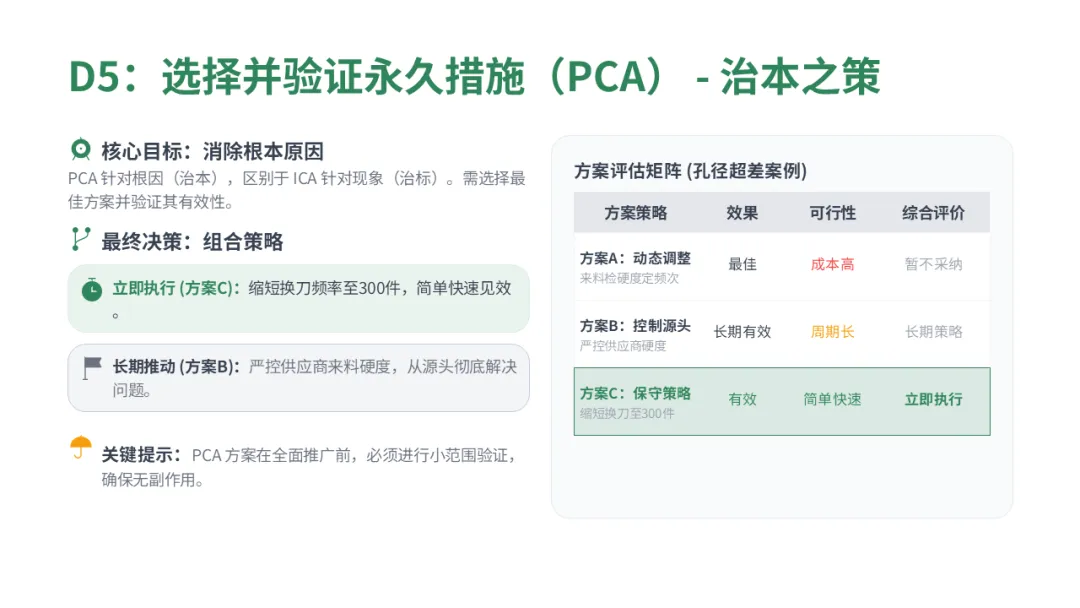
D5:选择永久措施 (PCA) - 治本
找到根因后,我们就要制定一个能永久解决它、修补系统漏洞的方案。
(案例:我们的根本原因是 “换刀规定没考虑材料硬度波动”)
我们有几个方案可选:
• 方案 A: 每来一批料,都先测一下硬度,然后根据硬度值决定换刀频率。(效果好,但太麻烦,成本高)
• 方案 B: 去找供应商,让他们严格控制材料硬度,不准波动这么大。(从源头解决,但需要时间)
• 方案 C: 基于这次教训,我们把换刀频率直接改成更保守的 “每加工 300 件就必须换刀”。(简单、快速、有效)
经过团队讨论,我们决定采用方案 C(立即执行),同时推动方案 B(长期来看更好)。
选好方案后,不能直接全线推广,先要小范围试跑一下,看看效果怎么样,有没有副作用。
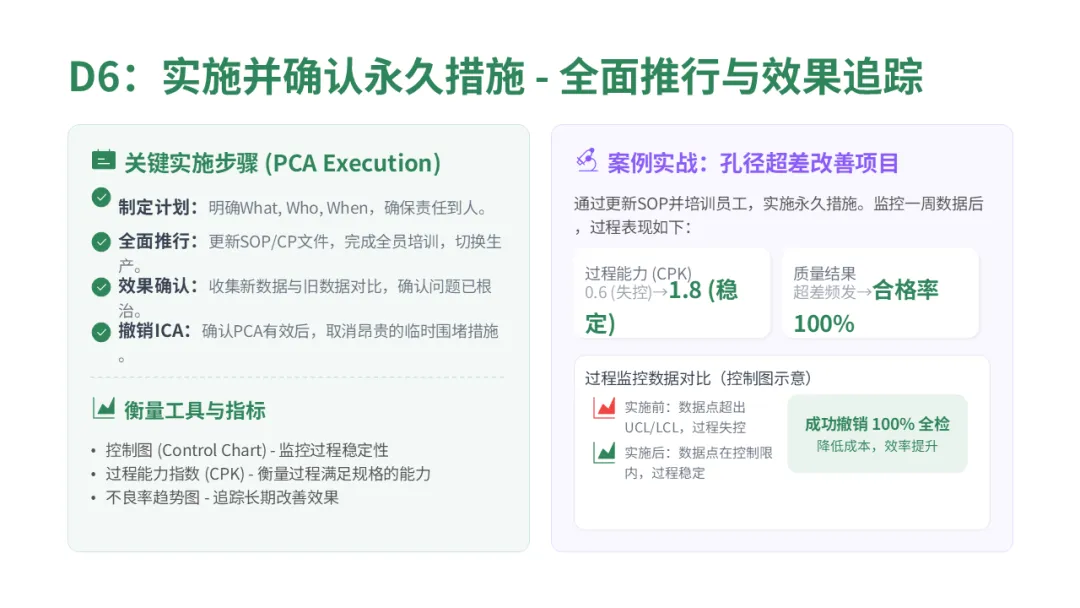
D6:实施永久措施 - 推广与验证
试跑成功之后,就可以全面推广了。
1. 改文件: 正式修改《作业指导书》,把换刀频率从 500 件改成 300 件。
2. 再培训: 召集所有相关操作工,培训新的规定,确保每个人都清楚。
3. 看效果: 全面推行新规定后,我们紧密跟踪了一周的生产数据,发现孔径合格率稳定在 100%,CPK 值也从原来的 0.8 提升到了 1.6。
结果非常好! 到此,我们可以自豪地宣布:这个问题已经被我们彻底解决了!
然后,我们就可以把那个费钱费力的临时措施(100% 检查)给取消掉了,成本也降下来了。
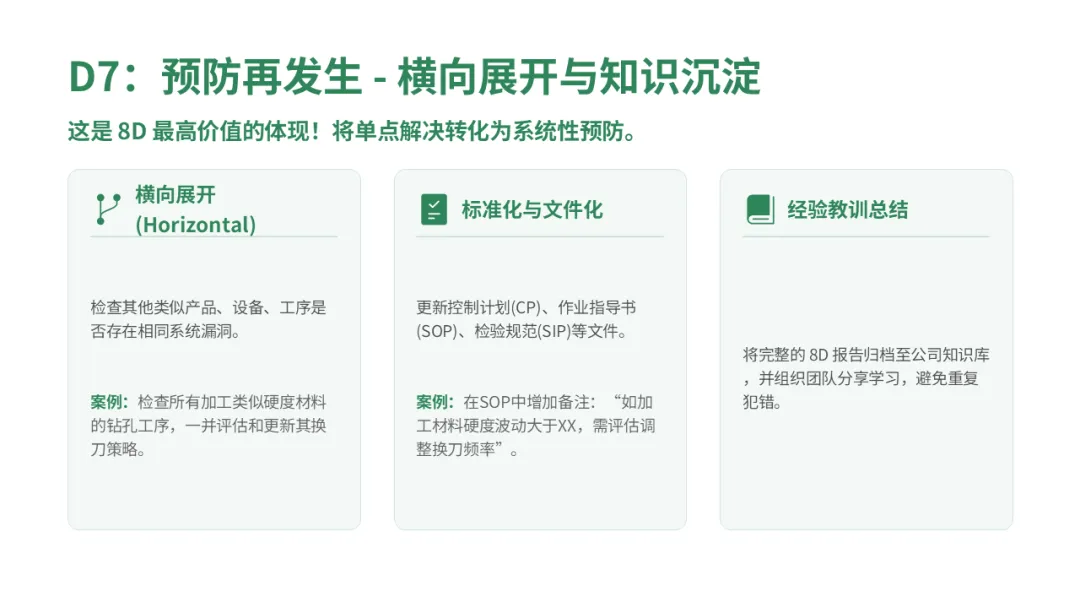
D7:预防再发生 - 横向展开
问题解决了,但 8D 的价值还没完全体现。最高级的做法,是举一反三。
我们就在想:车间里其他加工类似材料、使用类似刀具的工序,会不会也有同样的风险?
比如,加工缸盖的、加工曲轴的某些孔,它们的换刀规定是不是也没考虑材料硬度?
我们赶紧去查了一下,果然发现有两个工序也存在同样的问题!我们立刻帮他们也更新了作业文件。
这个动作,就叫 “横向展开”。它让我们解决一个问题,预防了一类问题,价值巨大!
最后,把这个成功的 8D 报告整理好,存档到公司的知识库里,以后新员工培训或者遇到类似问题,都可以拿来参考。
D8:关闭与表彰
最后一步,是感谢和庆祝。这次成功是团队合作的结果,应该由领导出面,正式关闭这个 8D 项目,并对团队进行表彰。可以是一封表扬邮件,一顿饭,或者一点小小的奖励。
这不仅能让大家有成就感,更重要的是营造一种持续改进、乐于解决问题的文化氛围。
至此,一个完整的 8D 循环就结束了。
总结
我们来快速回顾一下 8D 的八个纪律:
• D0: 紧急止血,保护客户。
• D1: 搭建团队,找对人。
• D2: 精准描述,说清问题。
• D3: 建立临时防线。
• D4: 用 5Why 和鱼骨图挖根因。
• D5: 选择治本的永久方案。
• D6: 实施并验证效果。
• D7: 举一反三,横向展开。
• D8: 关闭问题,庆祝成功。
它的核心思维是从 “救火” 转向 “防火”,从个人经验转向团队协作和系统化管理。
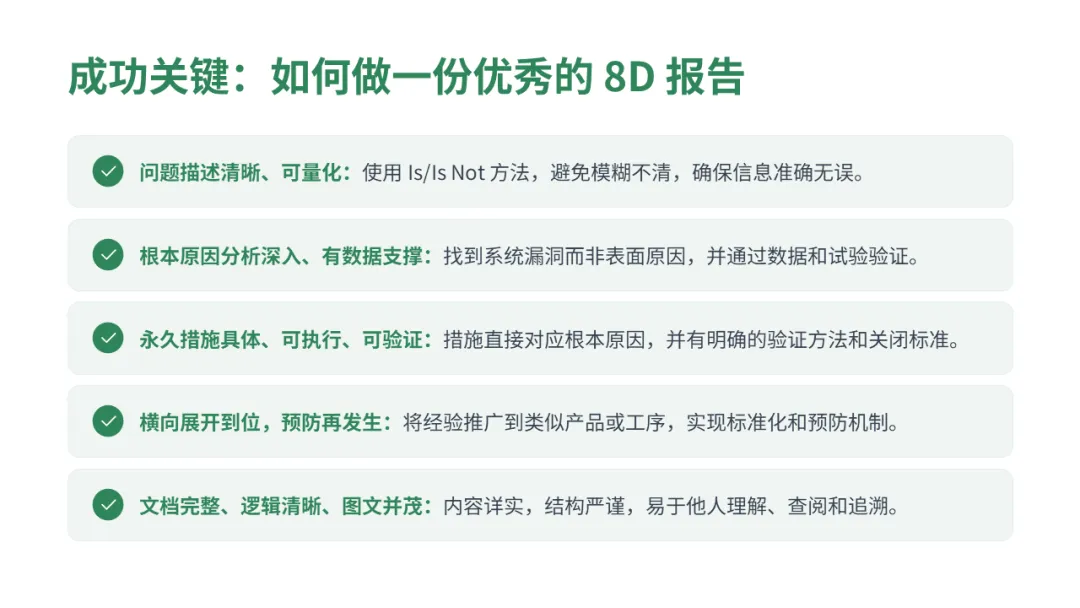
最后,想做好 8D,记住三句话:
1. 团队合作是基础: 没有团队,一事无成。
2. 刨根问底是核心: 不找到根本原因,绝不罢休。
3. 用数据说话是原则: 不凭感觉,相信数据。
下次再遇到难题时,可以用 8D 的思路和方法去试一试。