18页PPT 家电行业标准工时测量:专业标准与落地方法
- 2026-06-16 13:15:06
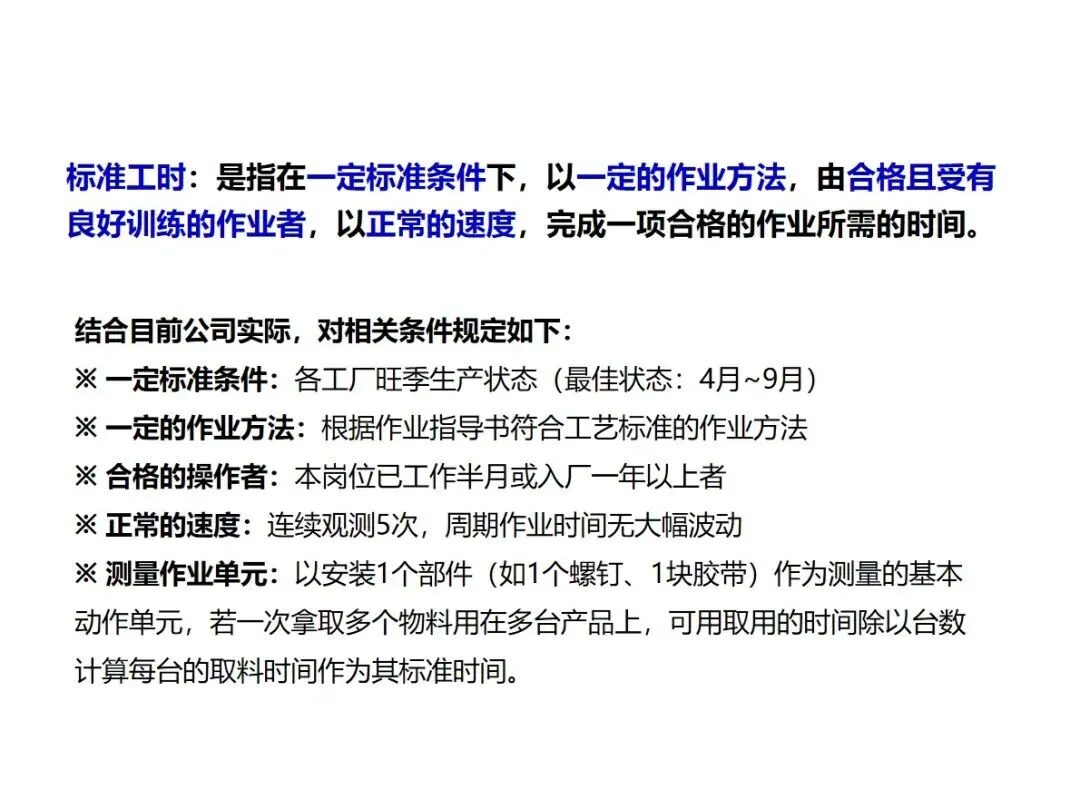
制造业标准工时是生产管理的核心基础指标,指合格作业者在标准生产条件、合规工艺要求下,以正常作业速度完成一项合格作业的必要时间。企业实操中以秒表测时法为核心,配套全流程标准化管控流程,结合家电行业生产实操经验,现将测量的标准与方法明确如下:
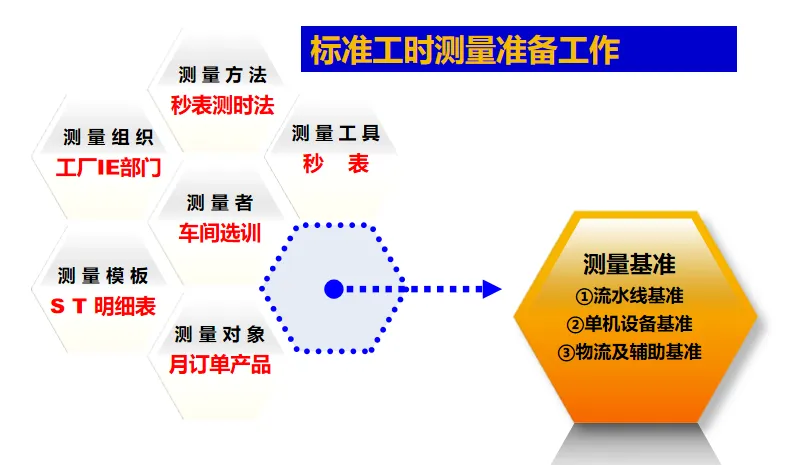
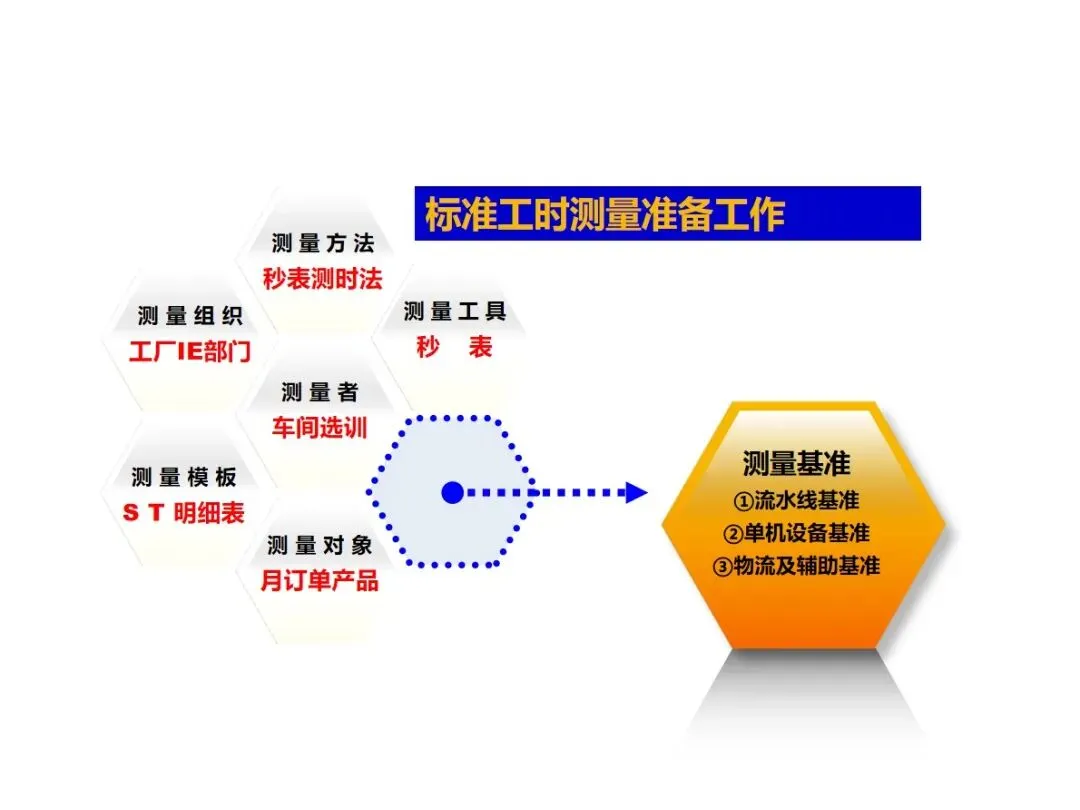
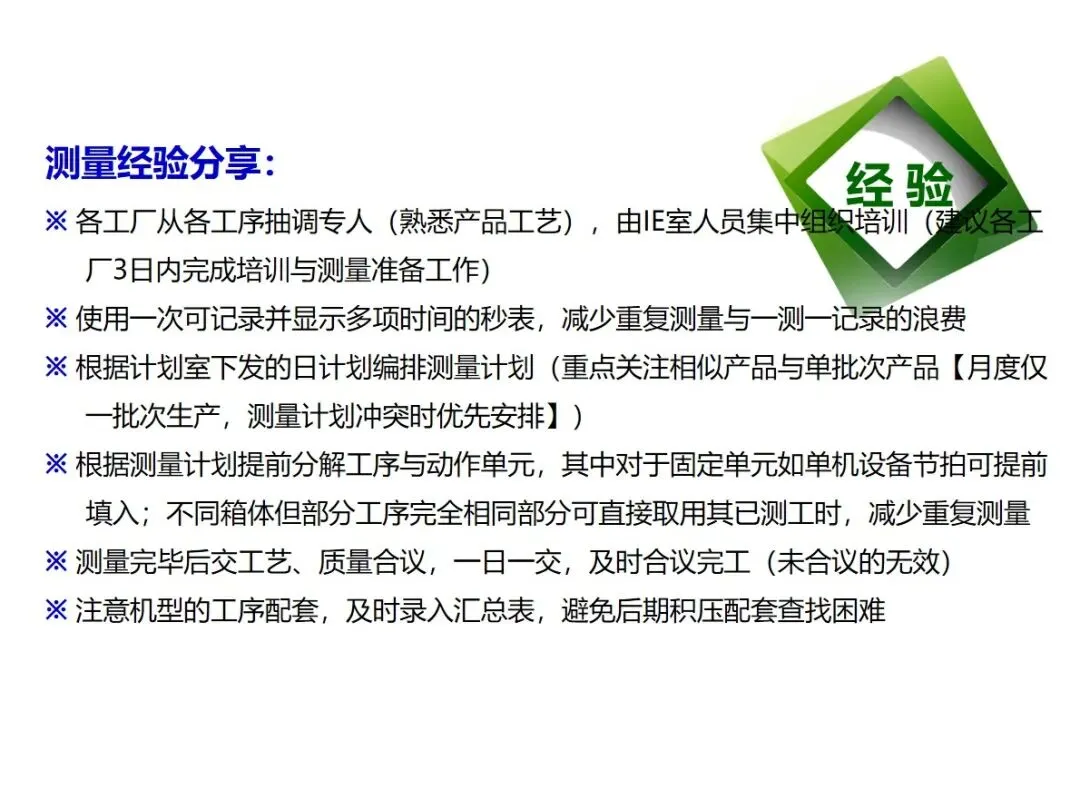
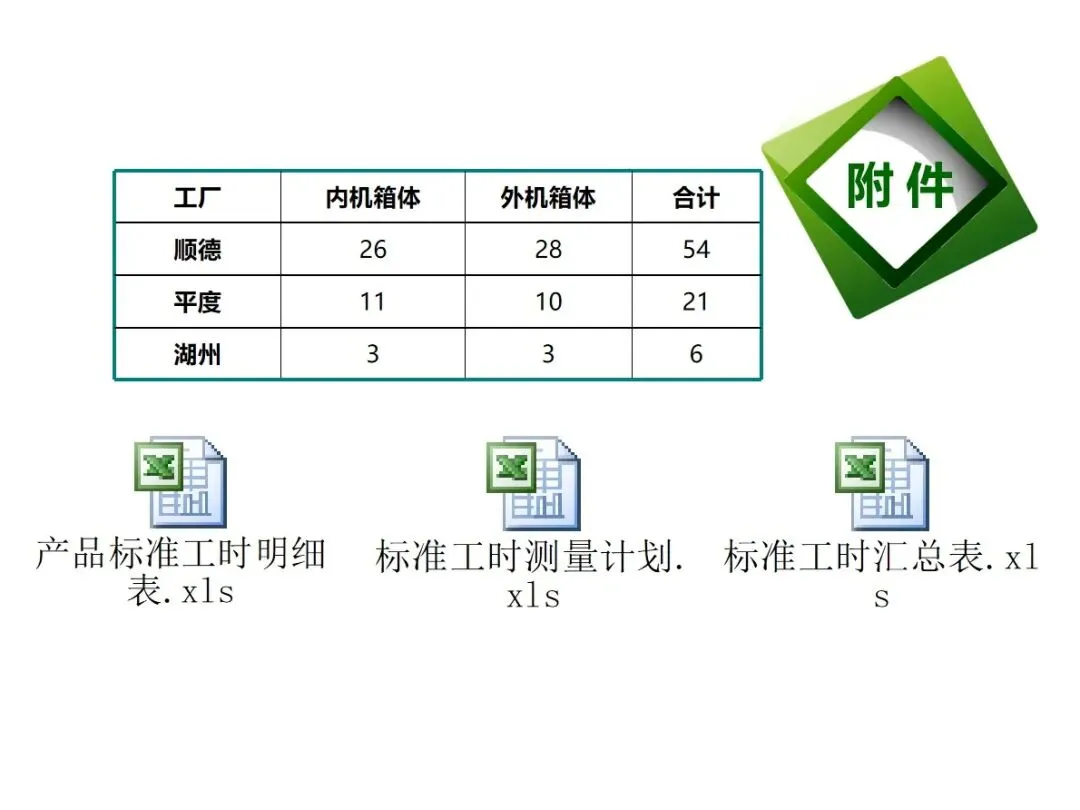
测量工作由工厂 IE 部门牵头组织,车间选训熟悉产品工艺的专人参与,完成公司 - 工厂 - 车间三级标准培训后方可开展。以月订单产品为测量对象,配备秒表、ST 明细表等工具,按流水线、单机设备、物流及辅助三类基准,分线分类编制测量计划,提前分解工序与动作单元,复用已有合格工时数据,减少重复测量工作。
测量需遵循明确的实操标准,以工厂旺季生产状态为基准,作业方法严格按照工艺指导书执行;操作者需为岗位工作半月或入厂一年以上的合格人员,连续观测 5 次作业周期无大幅波动,即为正常作业速度;以单个部件安装为基本测量单元,若一次拿取多个物料用于多台产品,取料时间按产品台数均分核算。
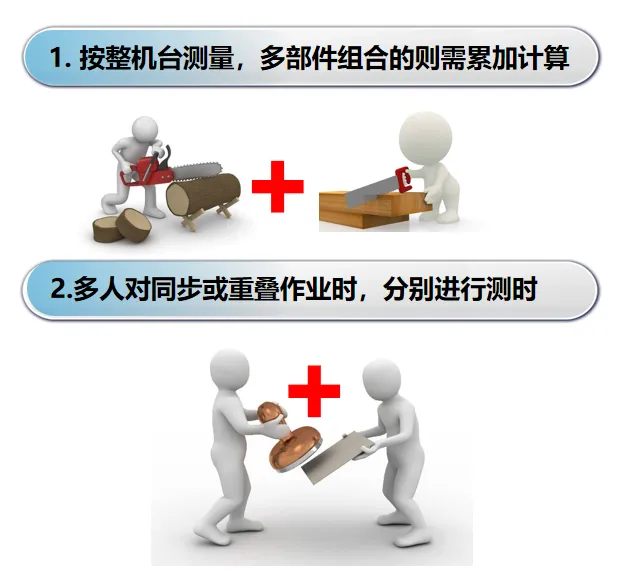
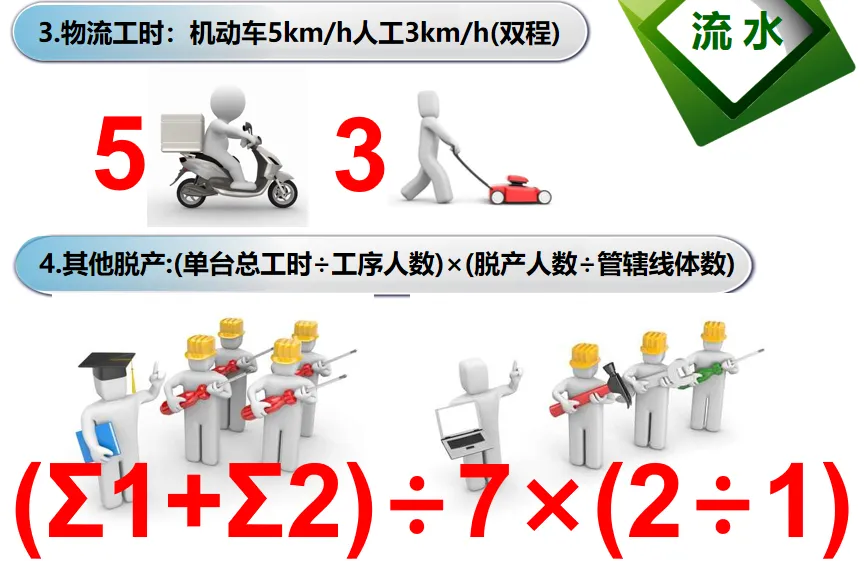
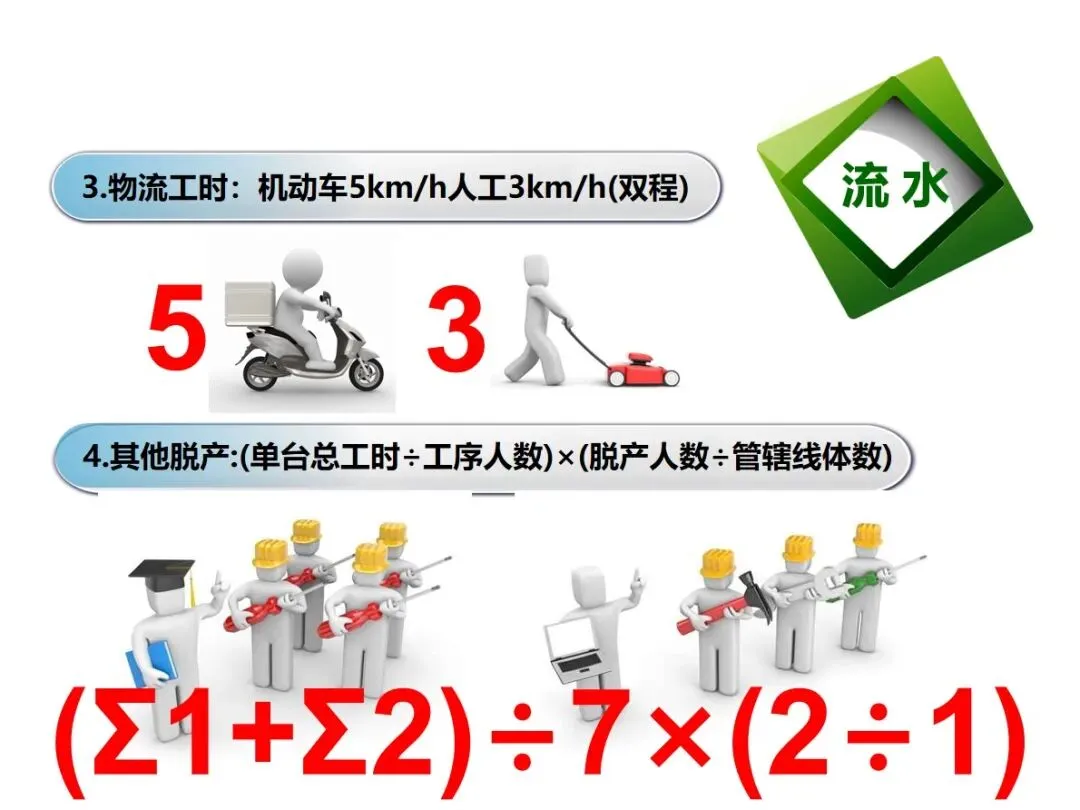
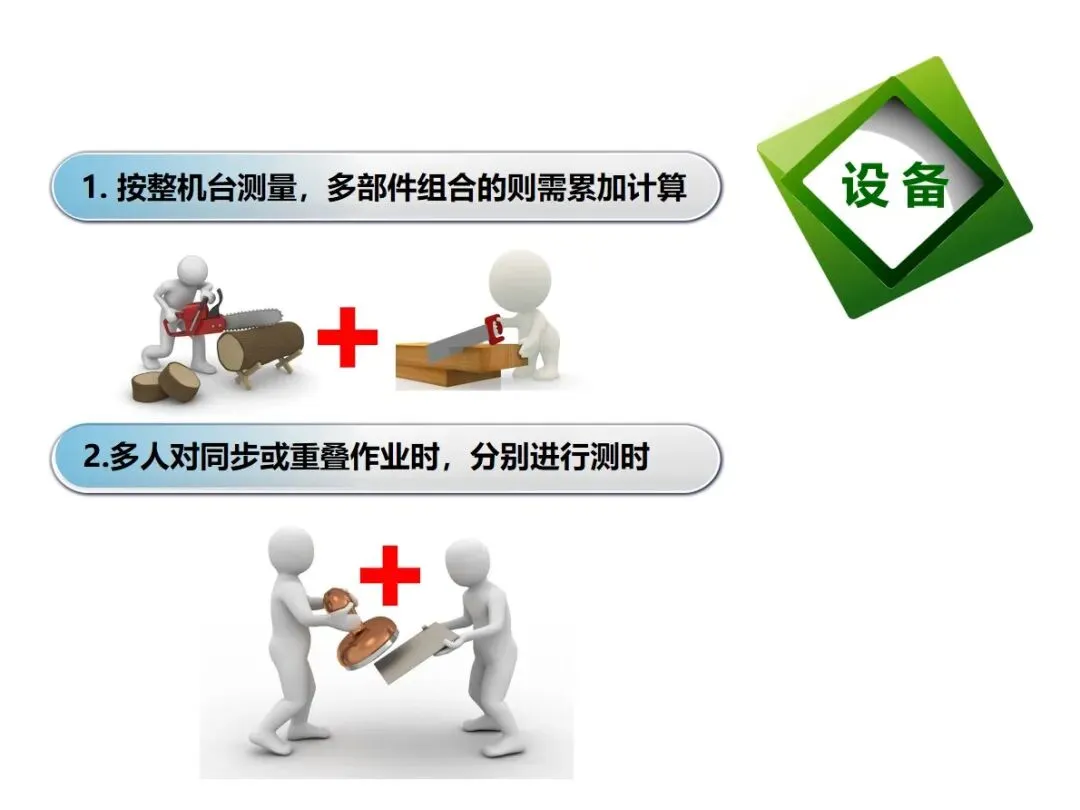
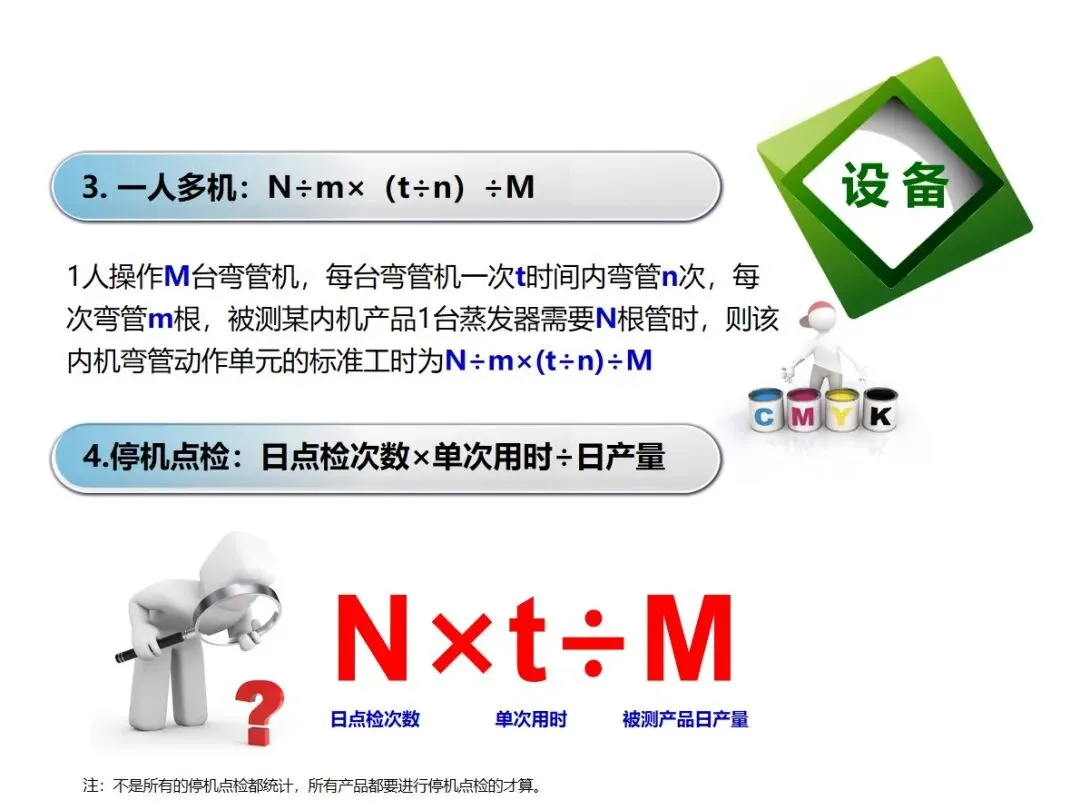
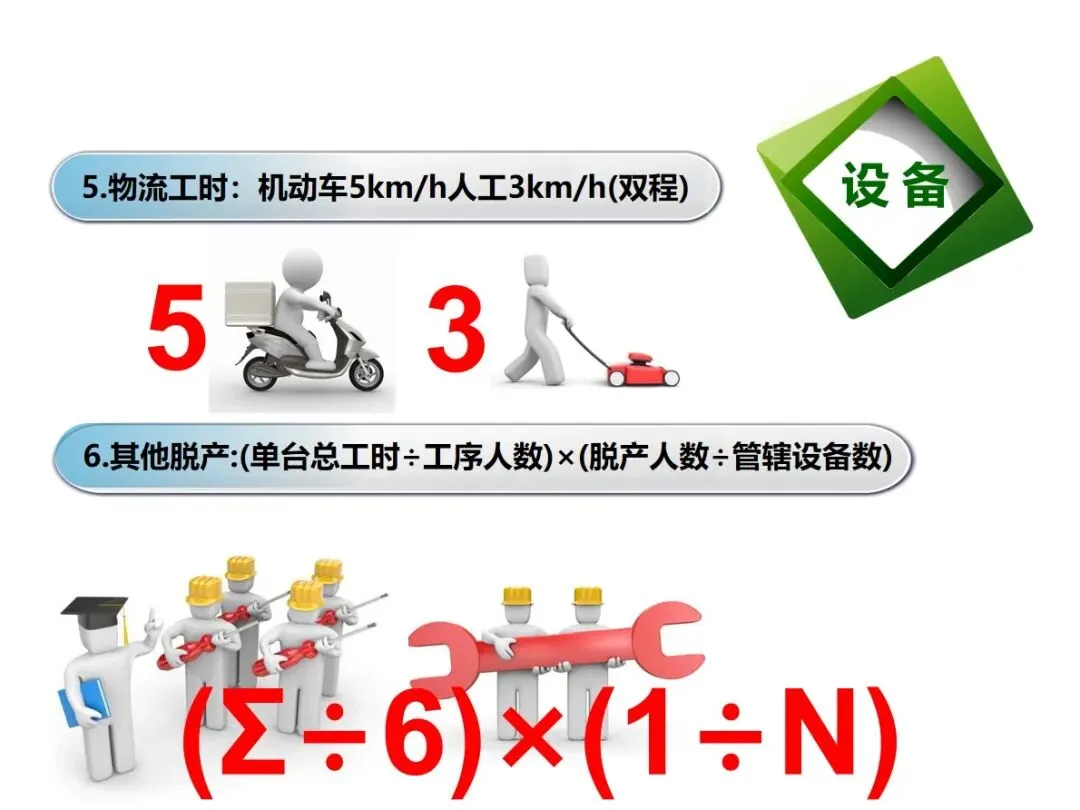
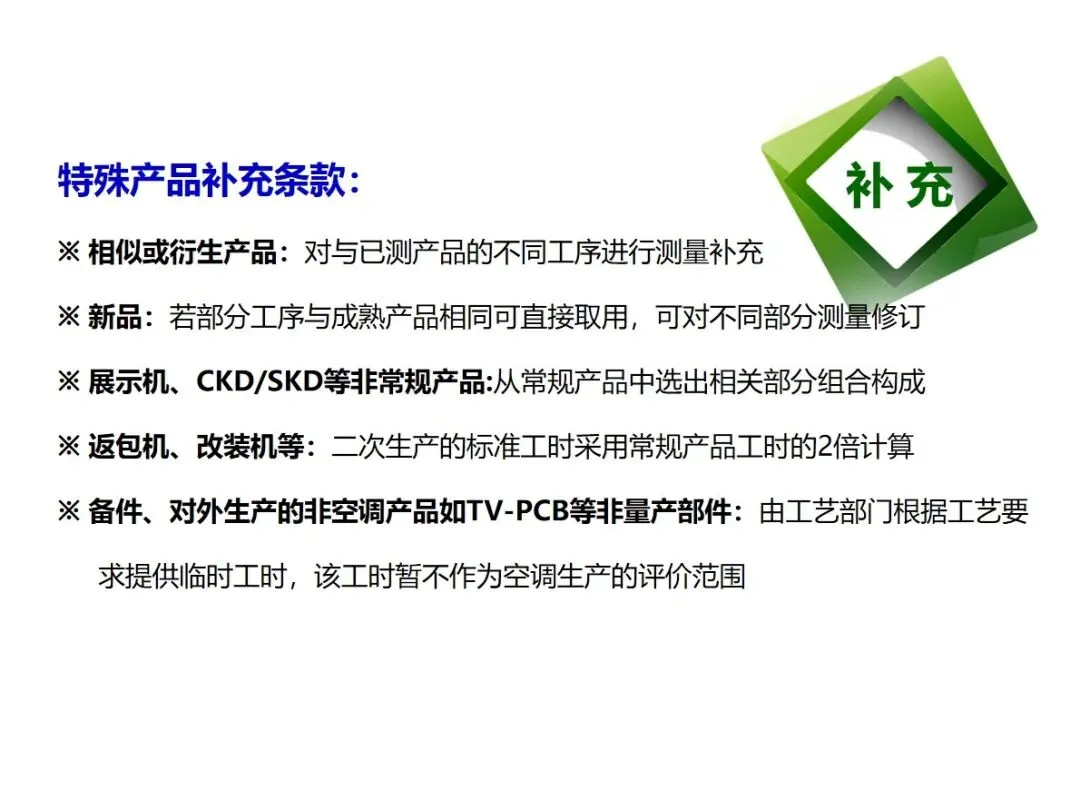
测量分两大核心场景开展,流水线作业以人为主体,员工等待、徒手移动时间不计入测量,多人同步或重叠作业需分别测时;单机设备按整机台测量,多部件组合工时累加计算,一人多机、停机点检按专属公式核算,物流工时统一按机动车 5km/h、人工 3km/h 核算双程耗时,脱产工时按工序或设备数量折算,且仅统计全品类必做的停机点检项。特殊产品按补充条款处理,返包机、改装机工时为常规产品的 2 倍,新品可复用成熟工序工时,非常规产品从常规产品中组合相关工序工时。
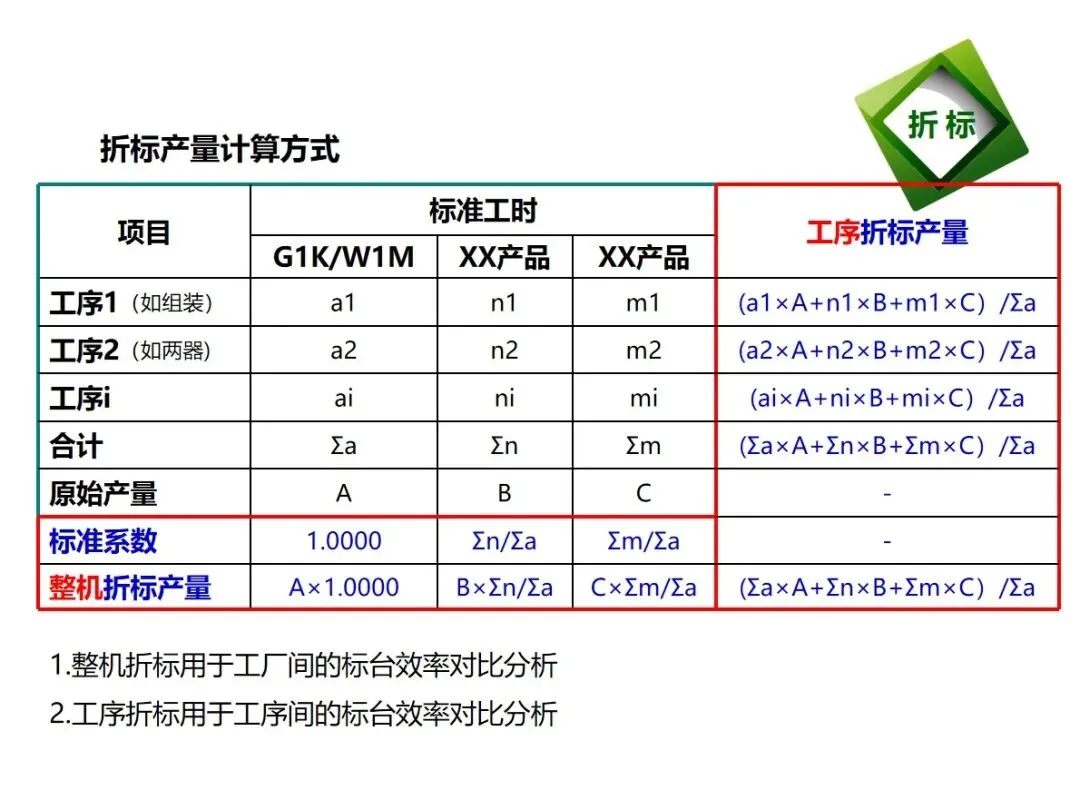
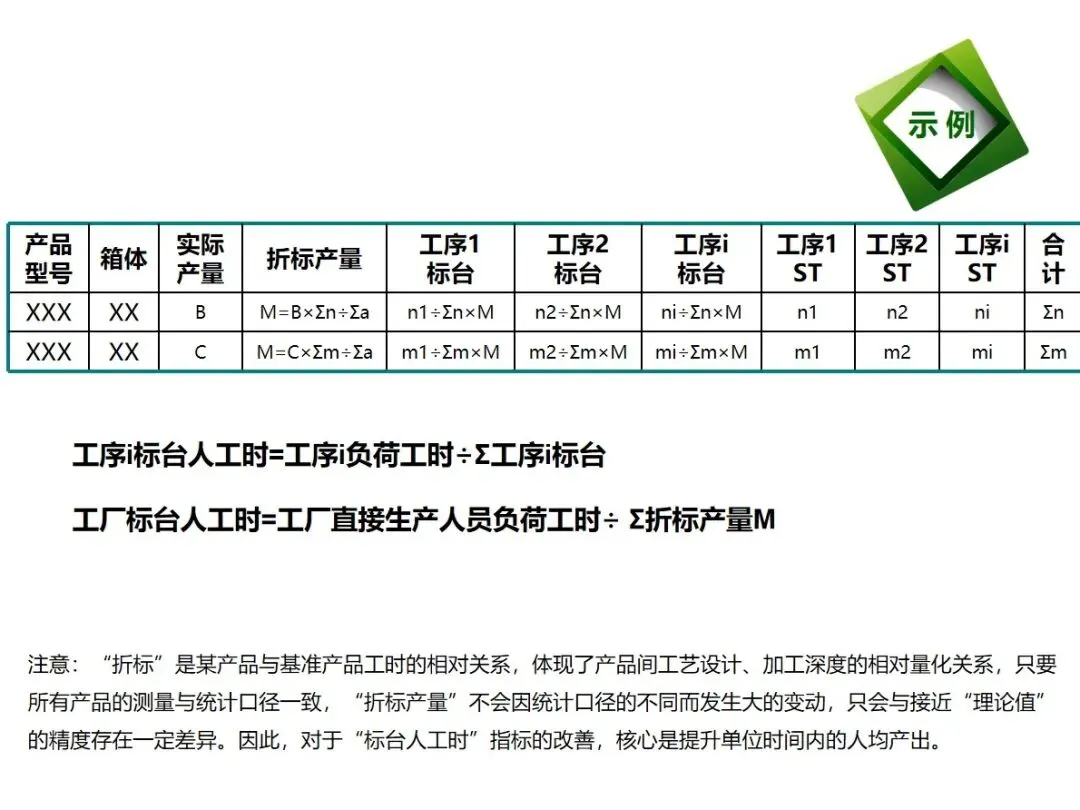
测量结果需每日交工艺、质量部门合议,未合议结果视为无效。三工厂每月集中开展抽检,工时符合率需达到 97%,不合格批次重新测量;以 ST 计划完成率为核心考评指标,每周四 17:00 前需向经营革新 TEAM 提报上周进度。为实现跨工厂、跨工序效率对比,选定核心产品为折标基准,通过折标产量计算标台人工时,生产改善核心聚焦提升单位时间内的人均产出。




点击阅读原文获取《标准工时测量:专业标准与落地方法》

