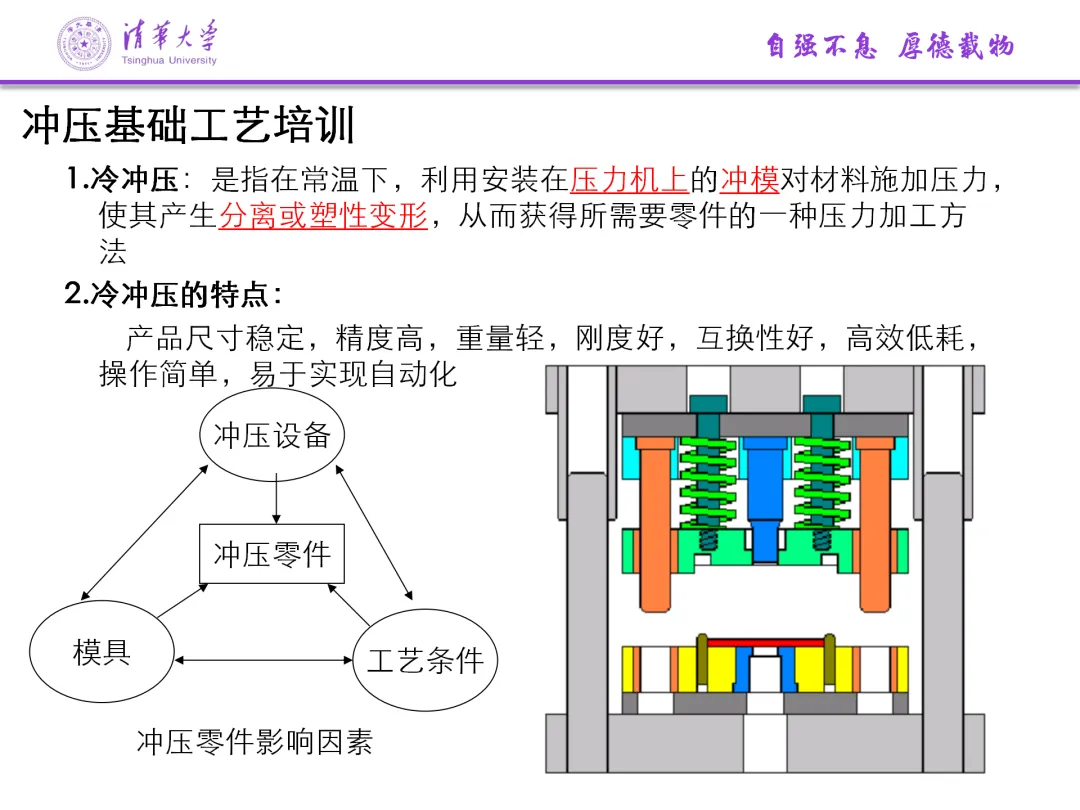
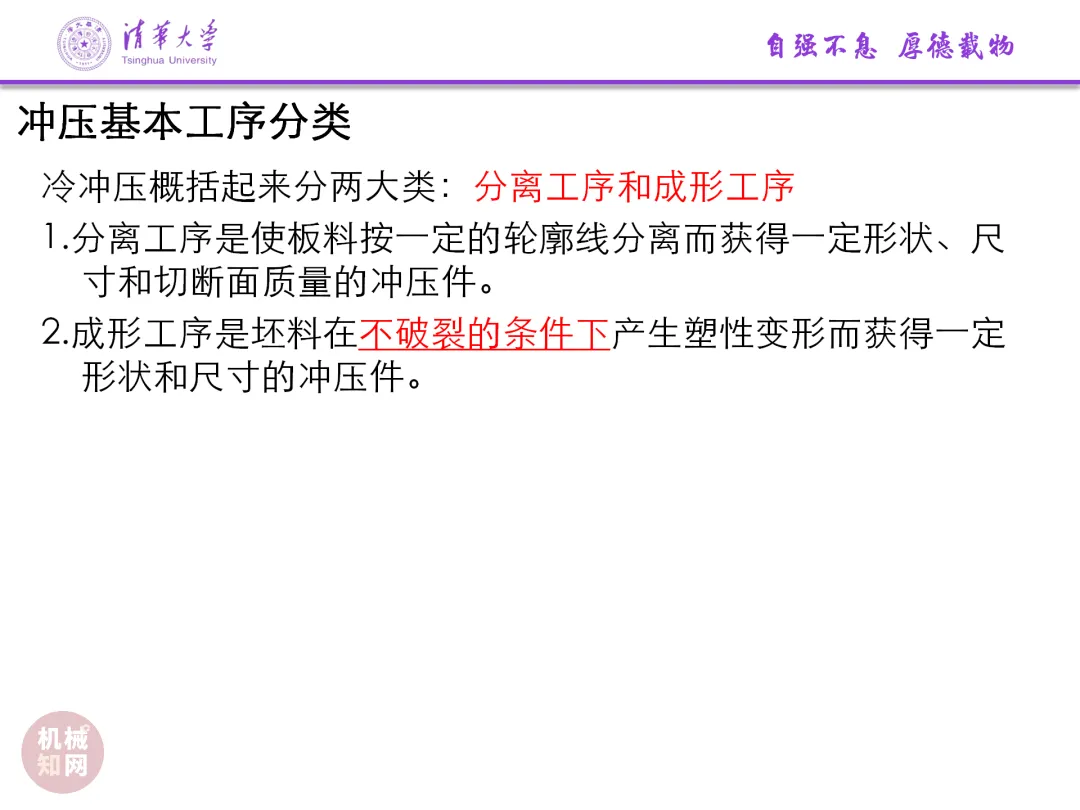
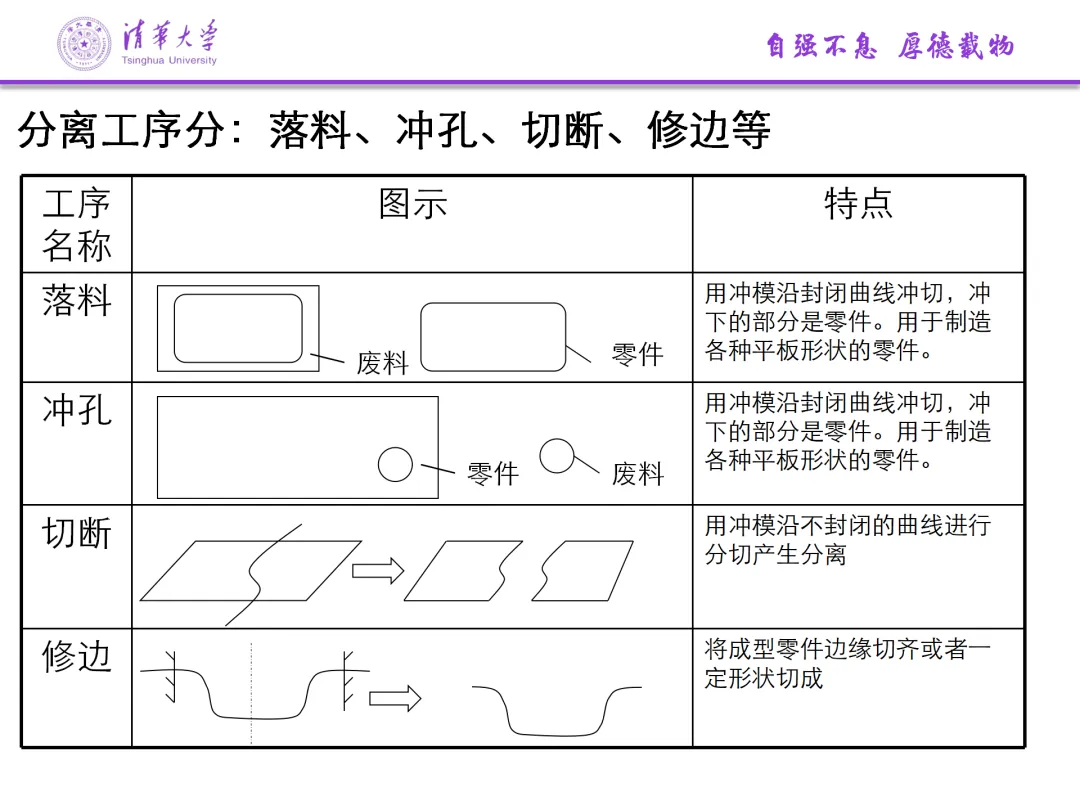
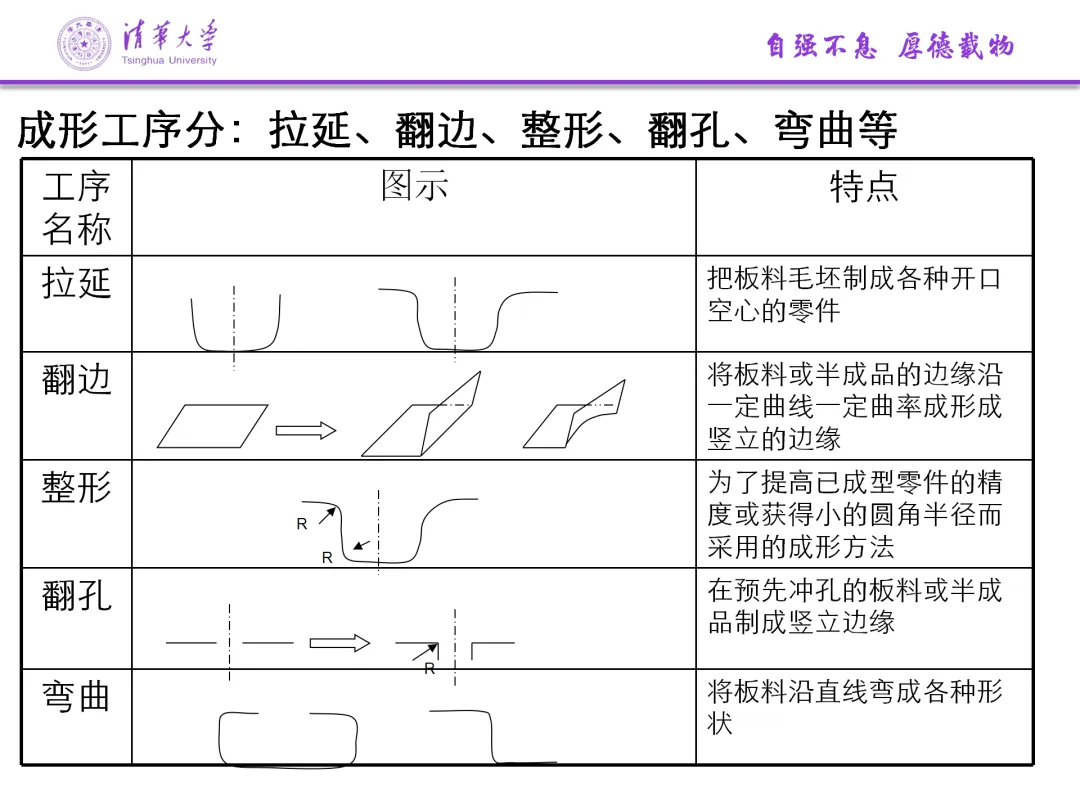
冲压是一种在室温下利用压力机和模具对金属板材施加外力,使其产生分离或塑性变形,从而获得所需形状和尺寸零件的金属加工方法。根据变形特点,冲压工艺分为分离工序(冲裁、落料、冲孔等)和成形工序(弯曲、拉深、翻边等)两大类。
该工艺具有生产效率高、产品尺寸一致性好、材料利用率高、适合大批量生产等显著优势,在汽车制造、家电生产、电子通讯等领域应用极为广泛,汽车车身超过60%的部件均由冲压工艺制造。
无需会员,扫可下载本文PPT
▼
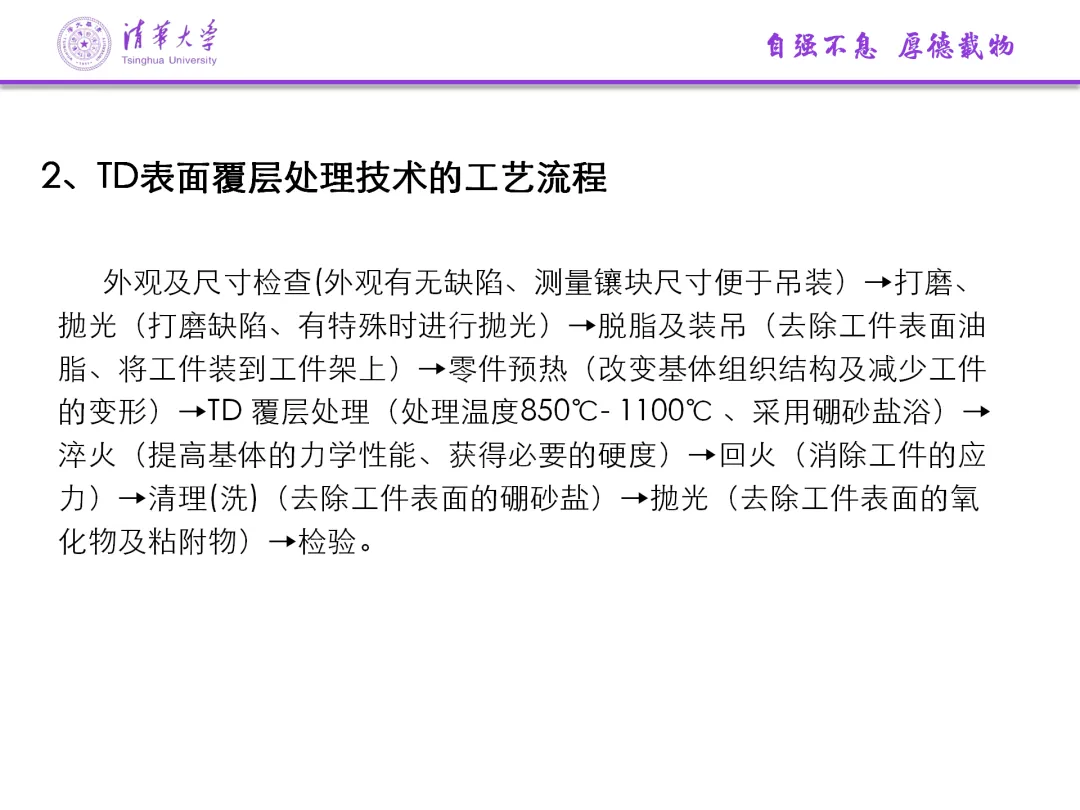
1、冲压设备与模具结构
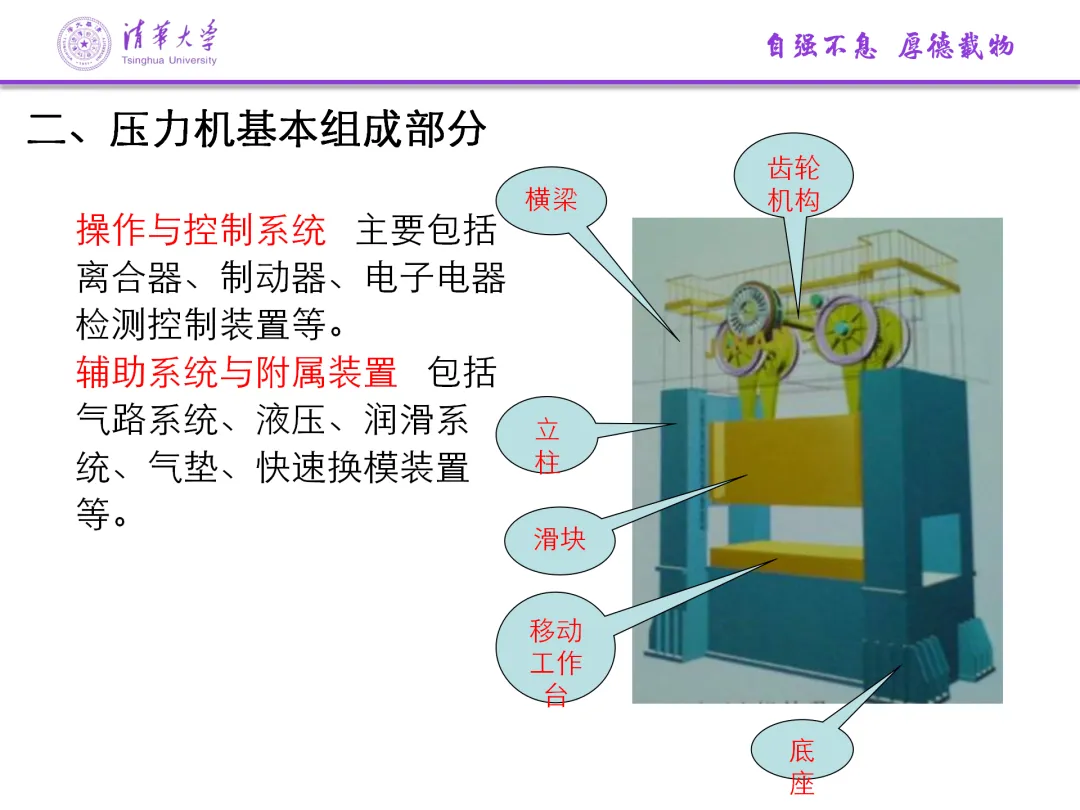
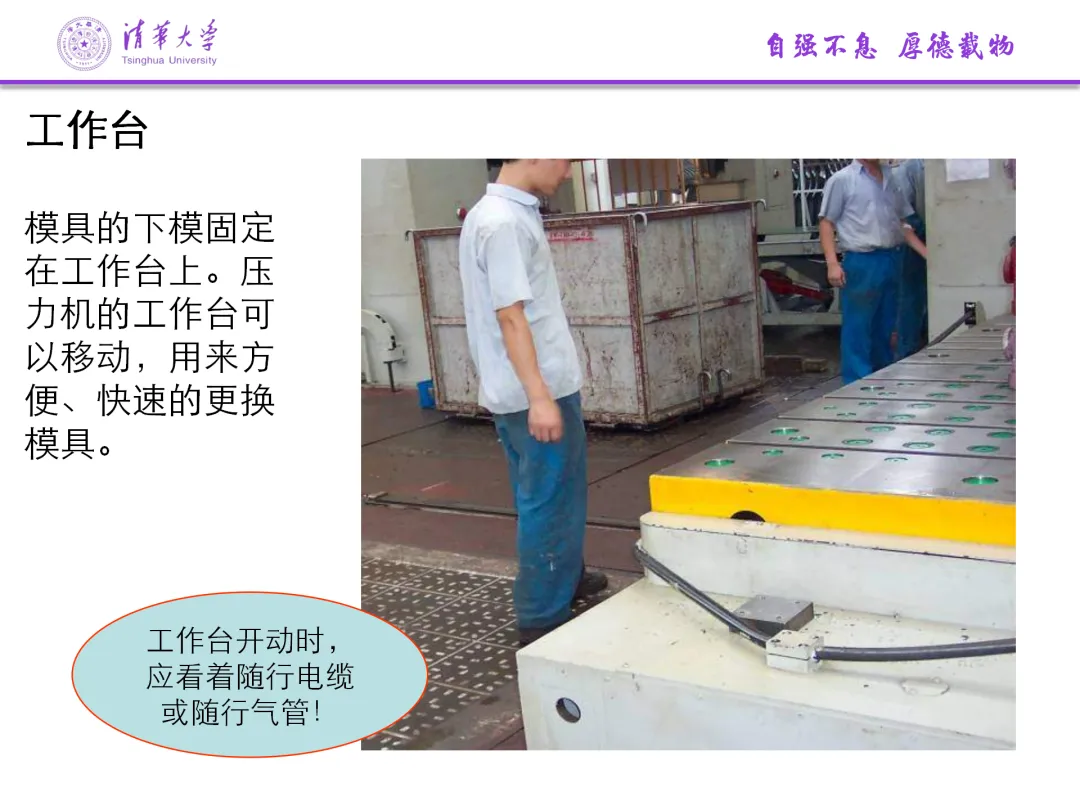
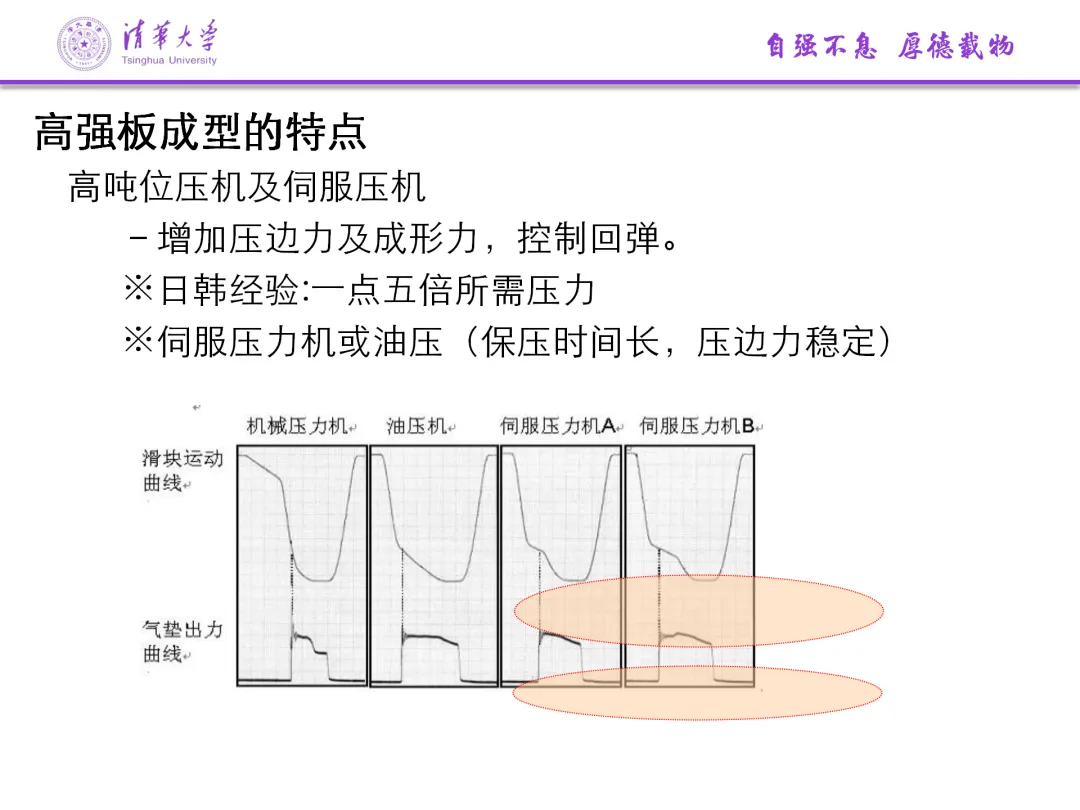
冲压设备主要包括机械压力机、液压机和伺服压力机,选型时需依据工序性质、所需吨位、行程及闭合高度等参数综合确定。
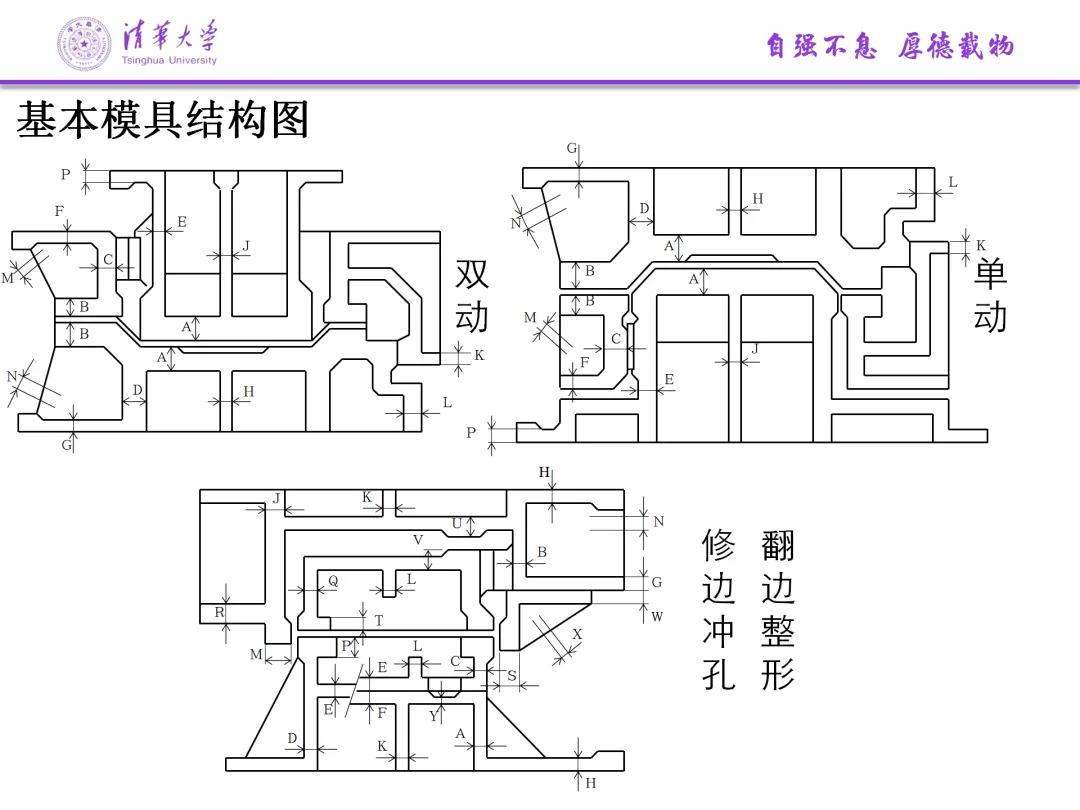
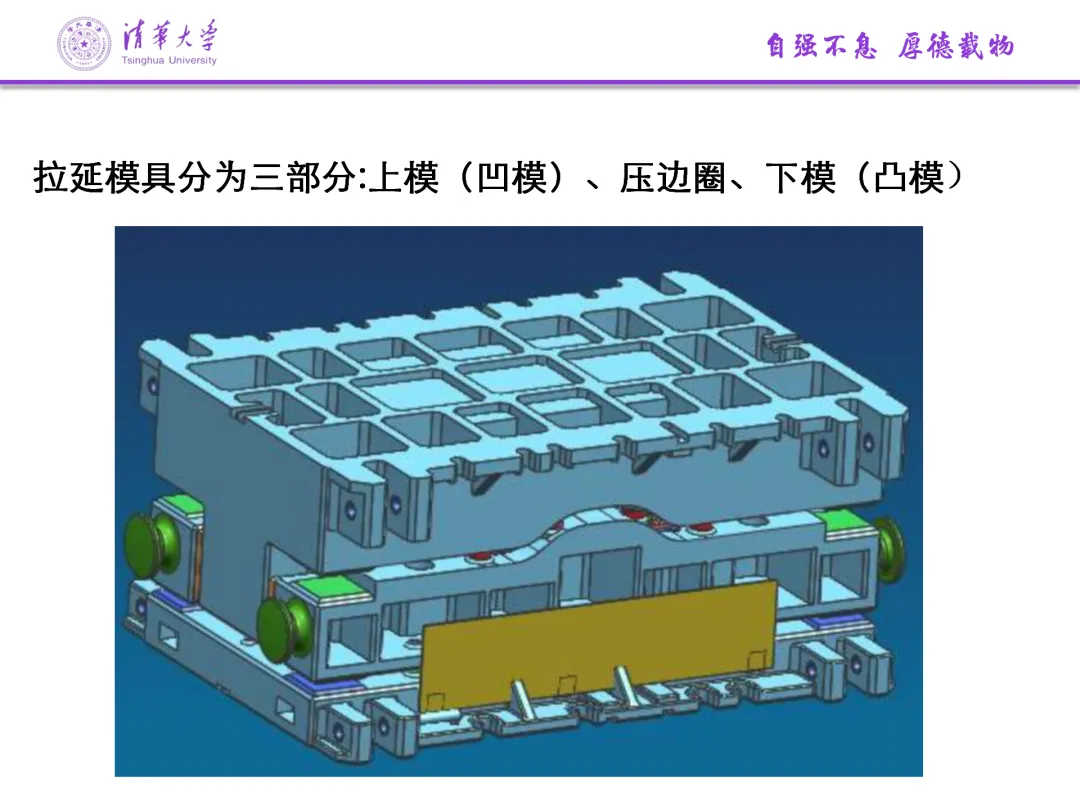
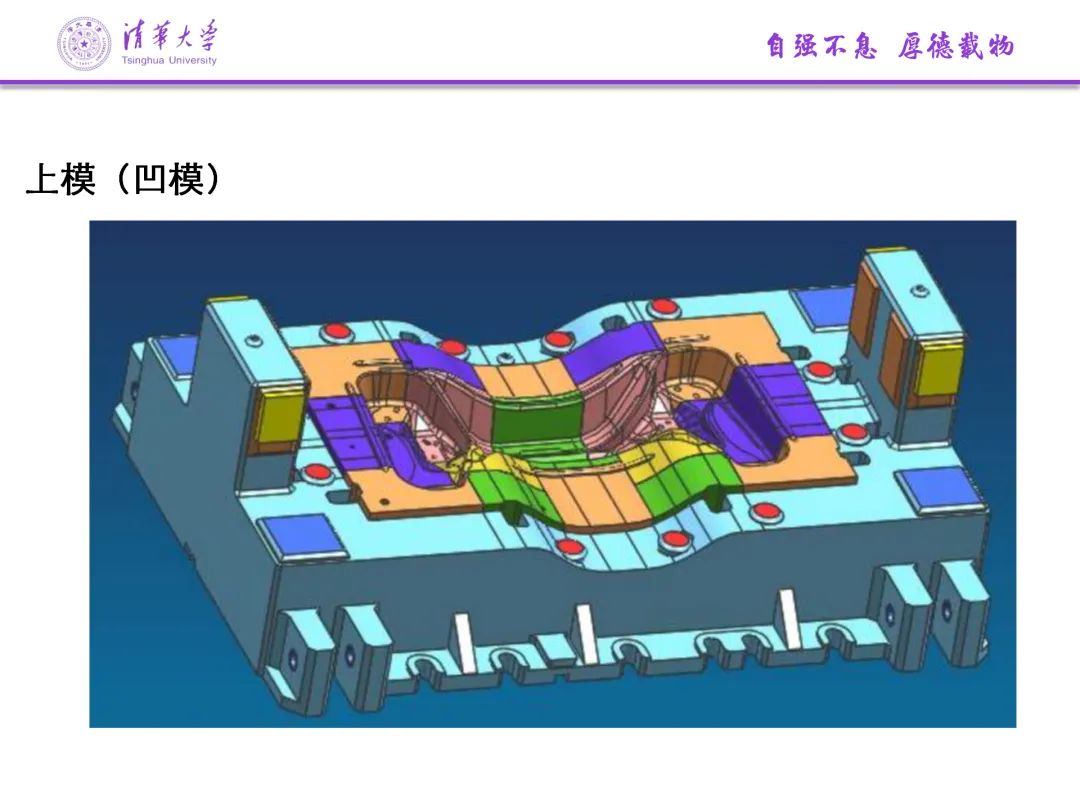
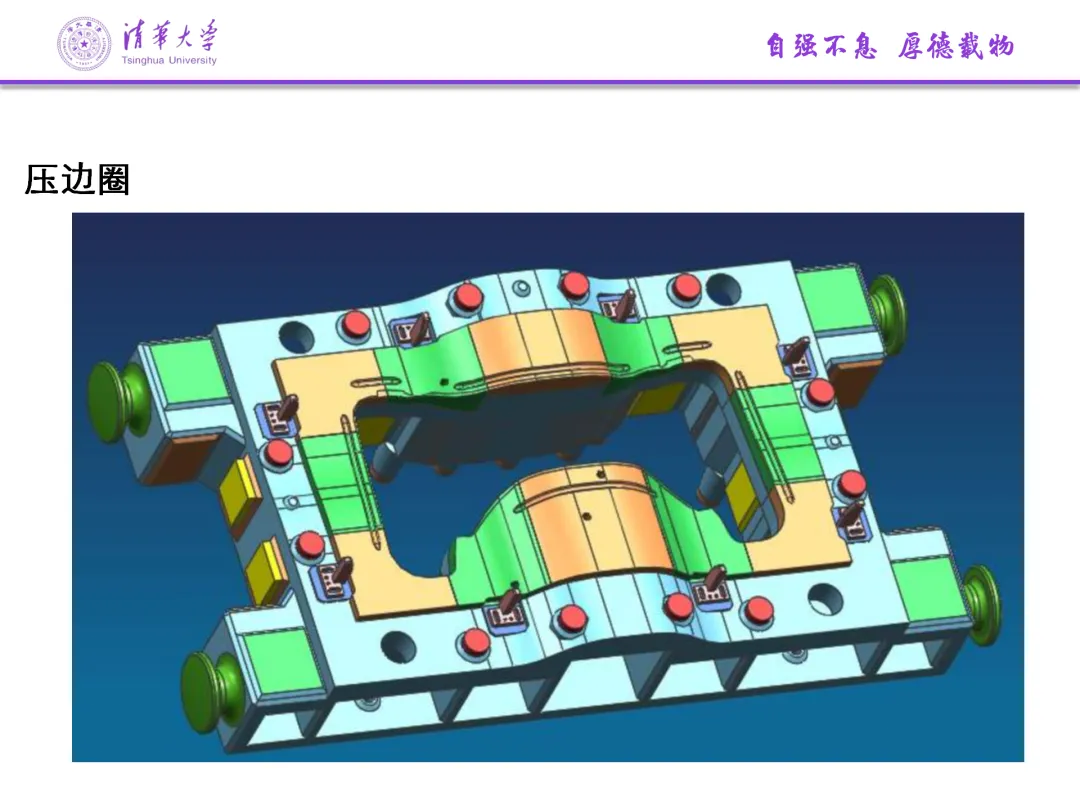
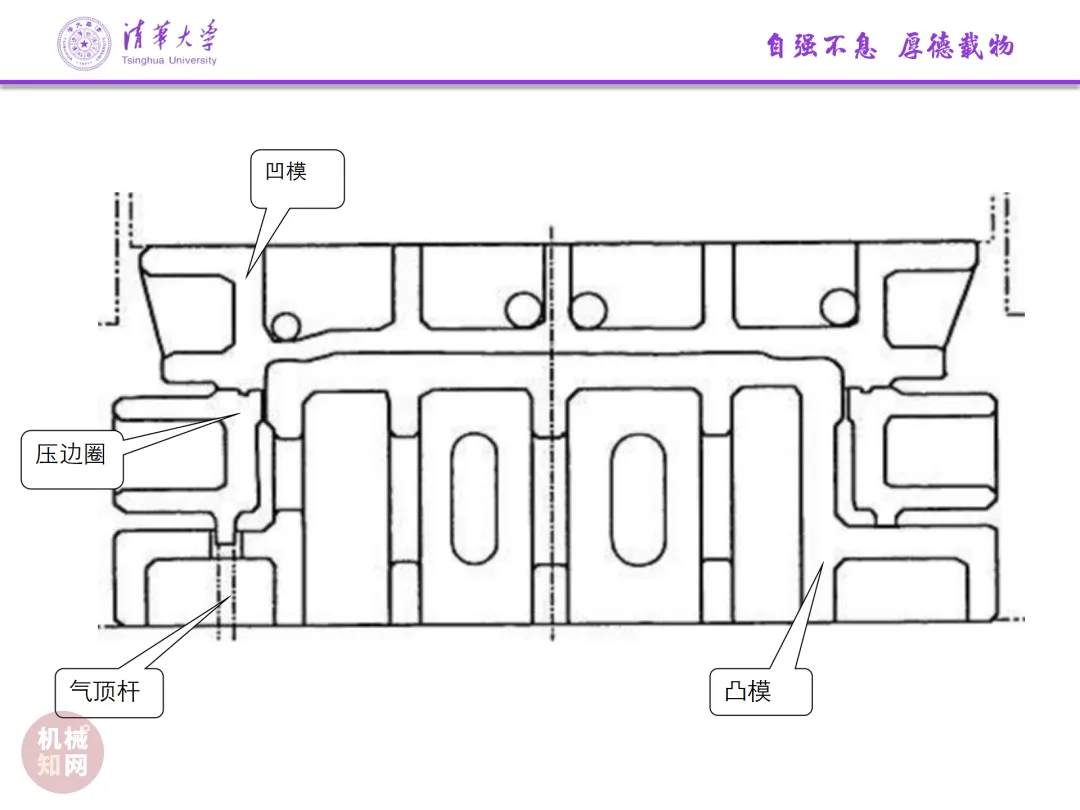
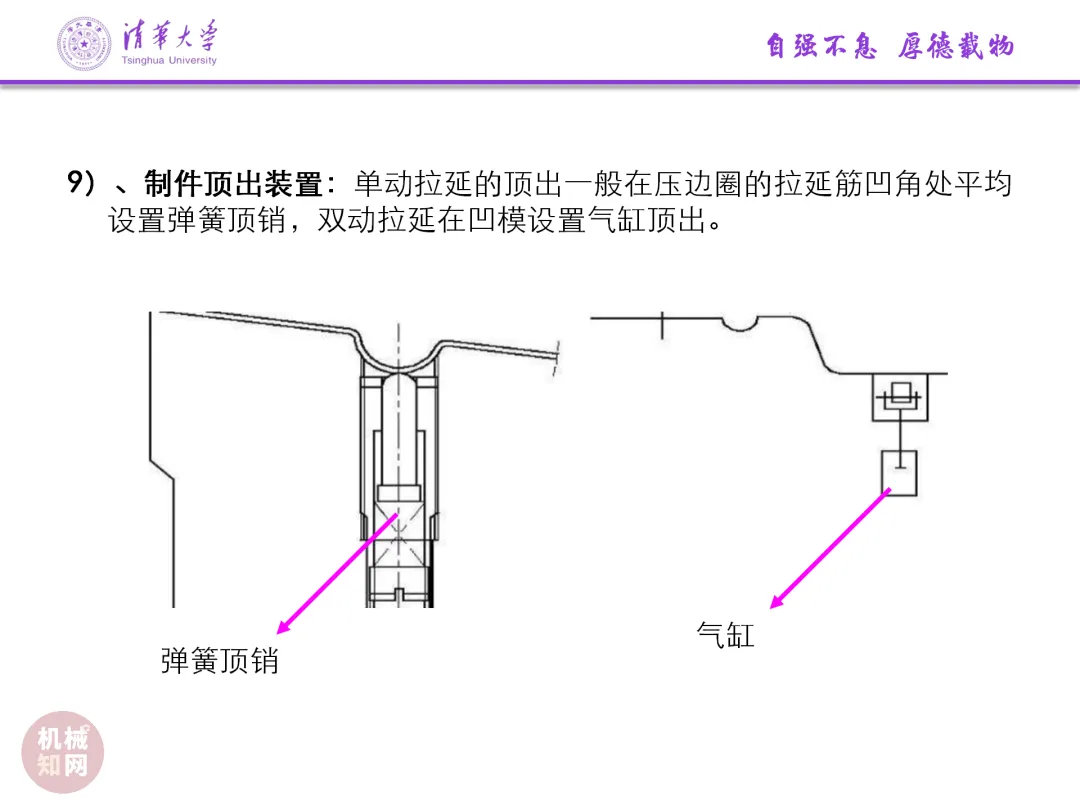
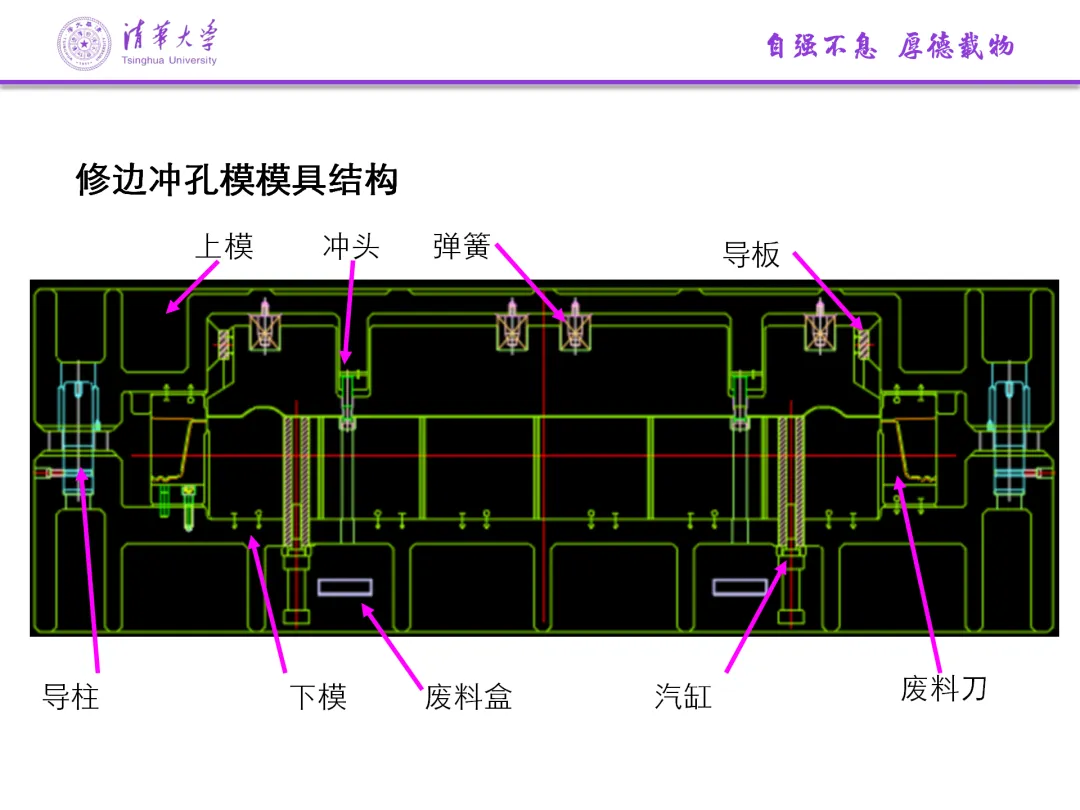
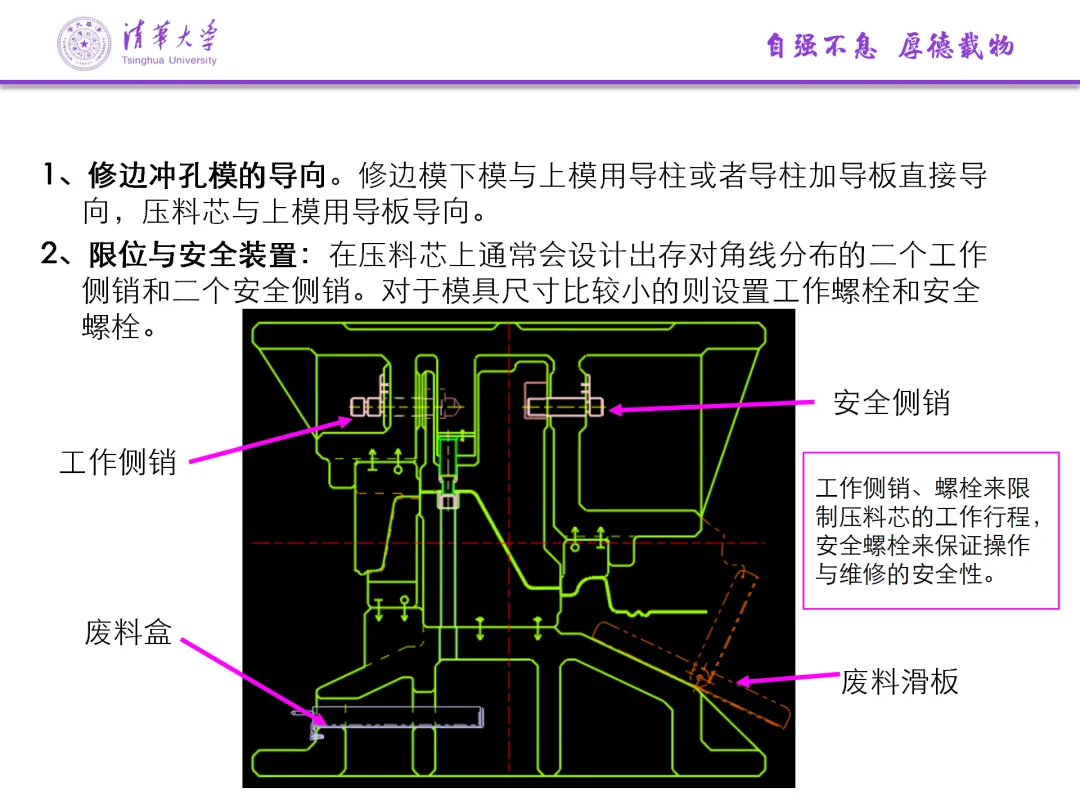
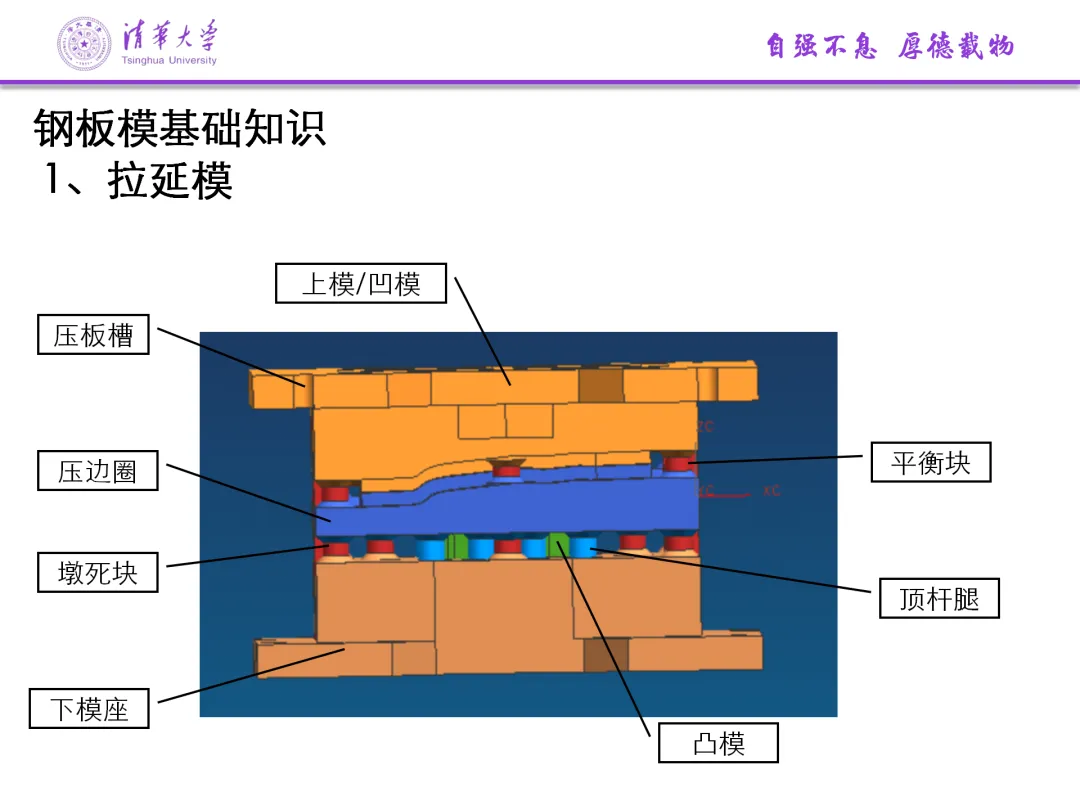
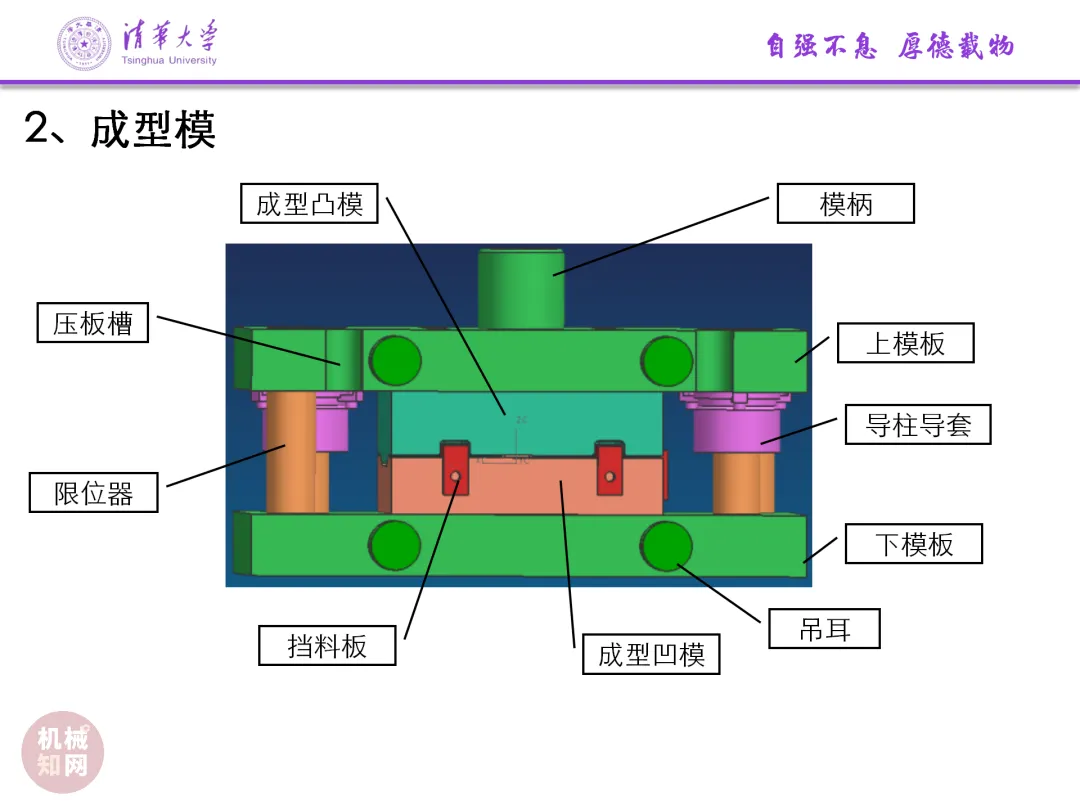
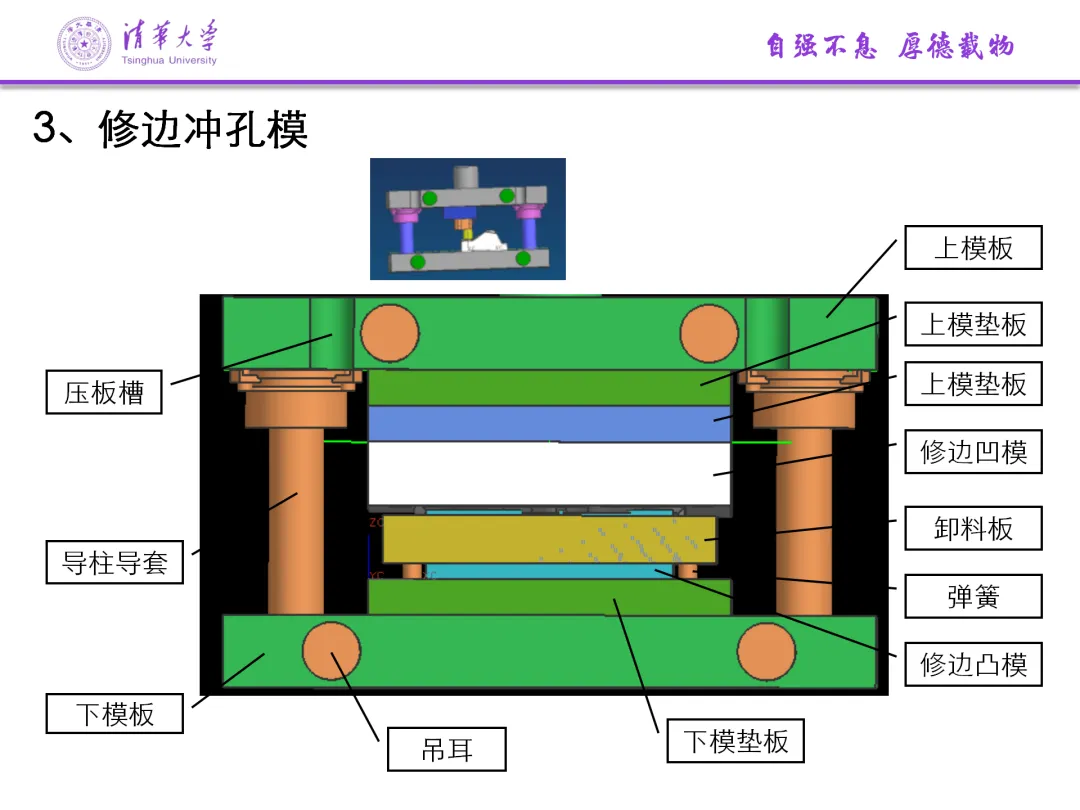
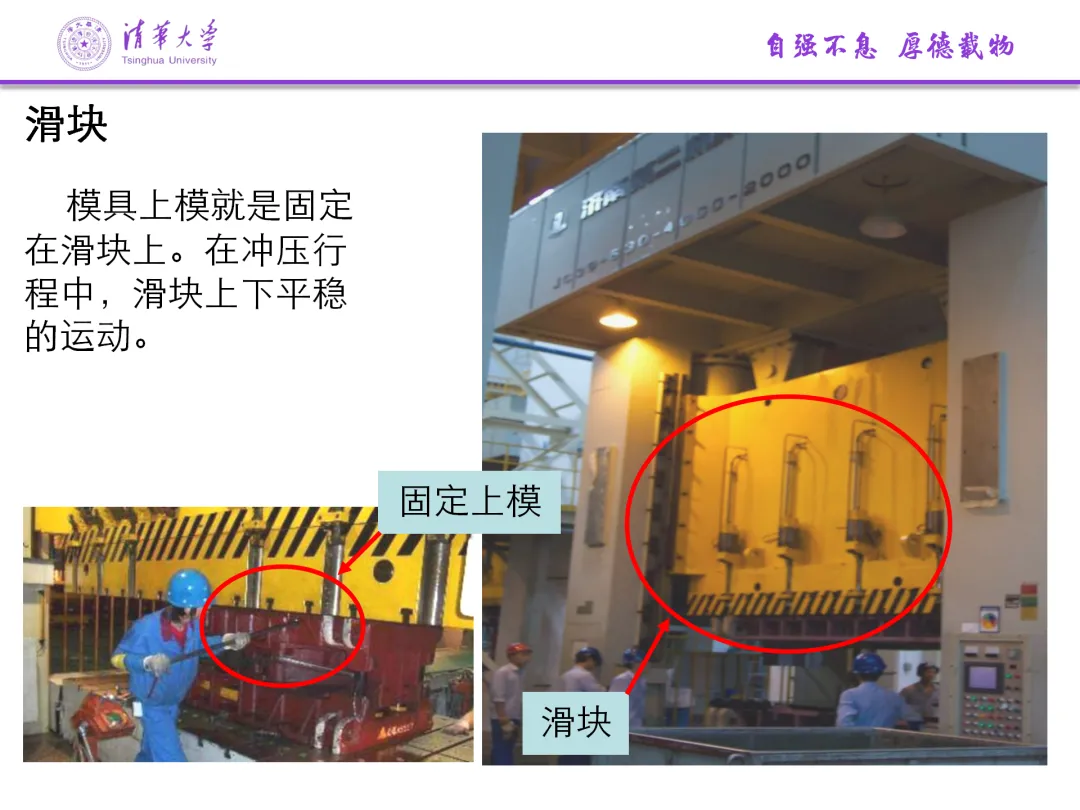
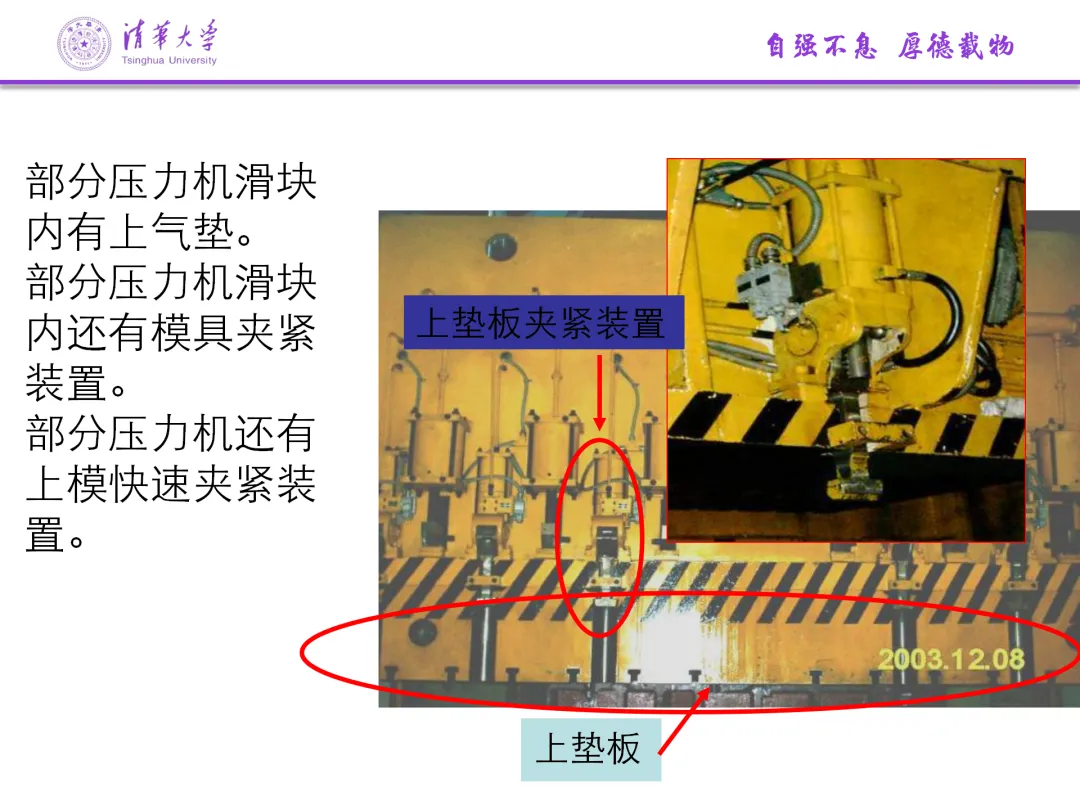
模具是冲压生产的核心工装,典型结构由上模部分(上模座、凸模、垫板、卸料板等)和下模部分(下模座、凹模、定位装置等)组成,并通过导柱导套实现精确导向。
卸料与顶件机构(如弹性卸料板、顶杆)确保工件顺利脱离模具,各部件间配合间隙通常控制在0.01~0.05mm范围内,以保证冲压精度和模具寿命。
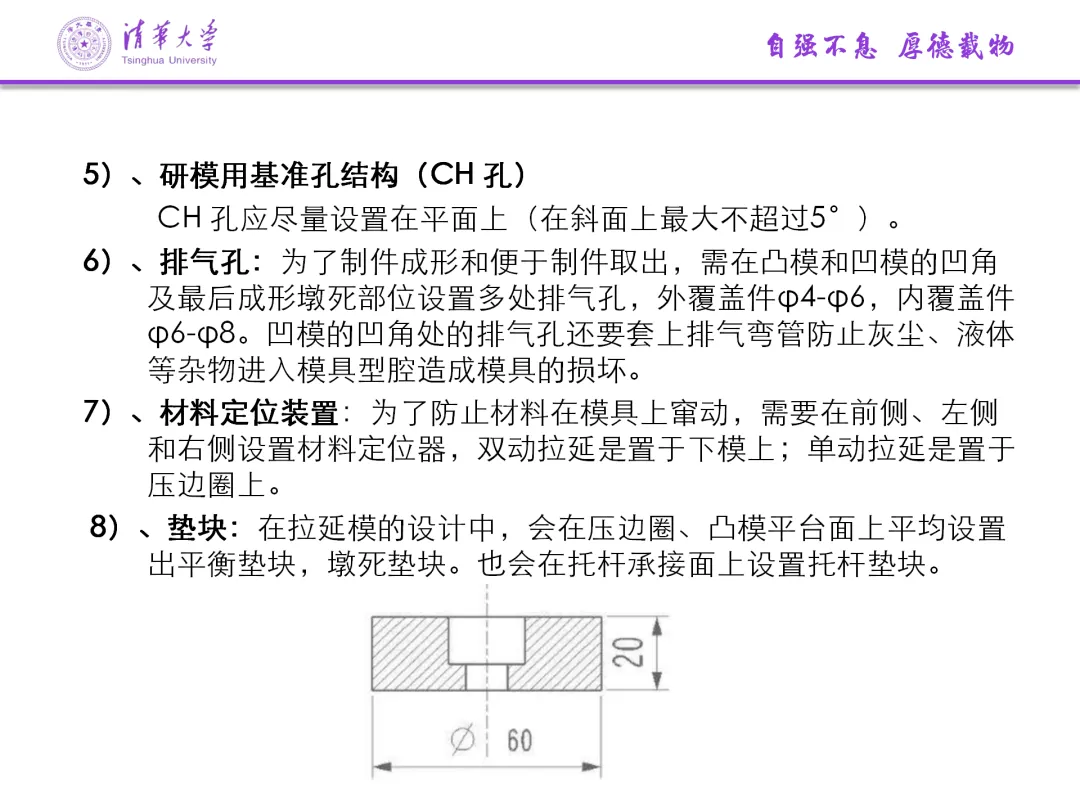
2.模具设计核心要素
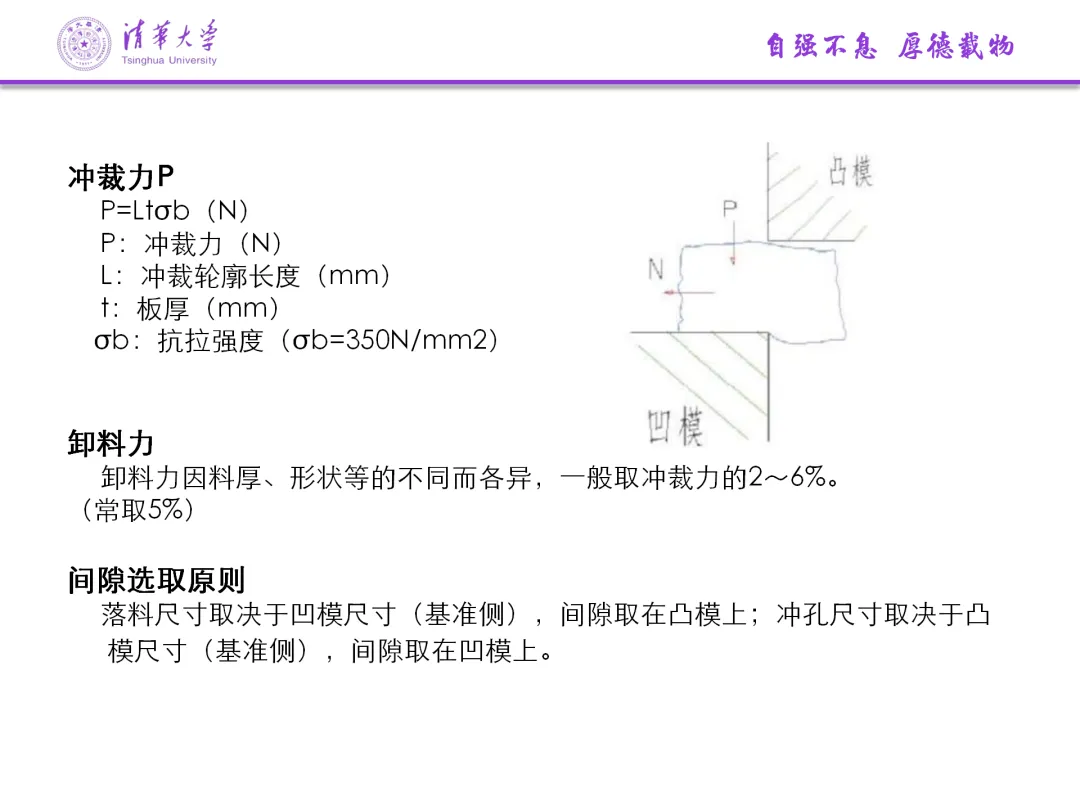
模具设计的关键参数包括冲裁间隙、刃口尺寸、排样方式和冲压力计算。
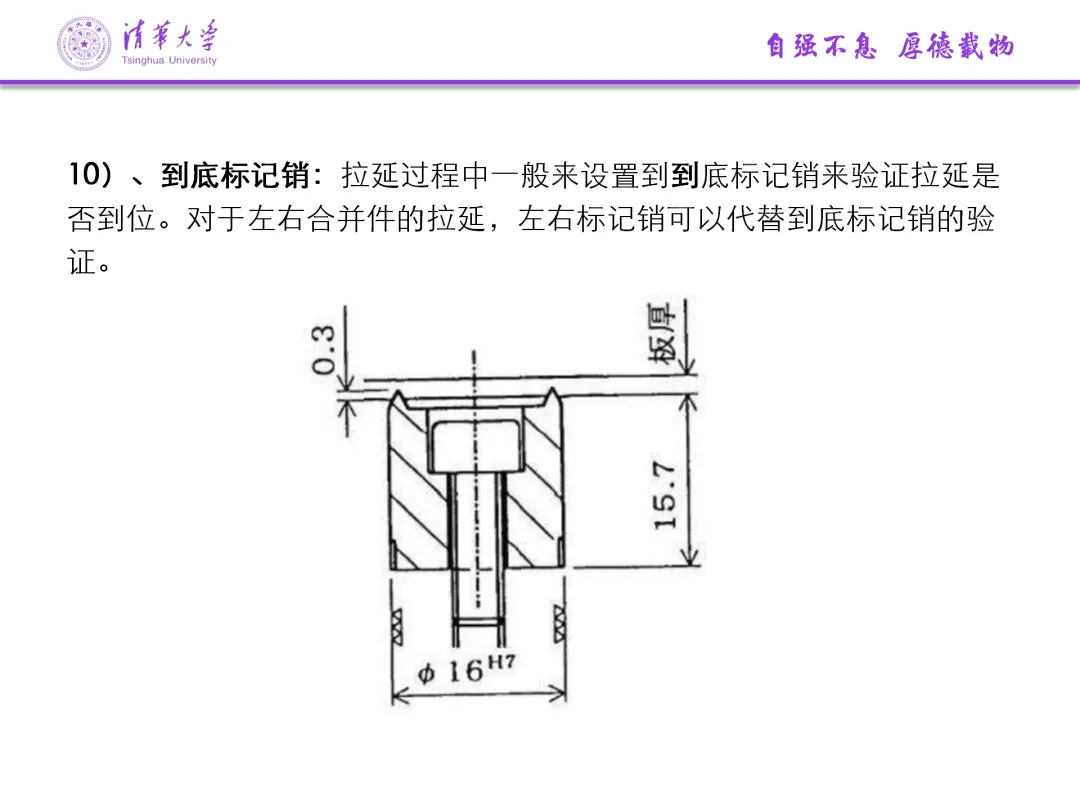
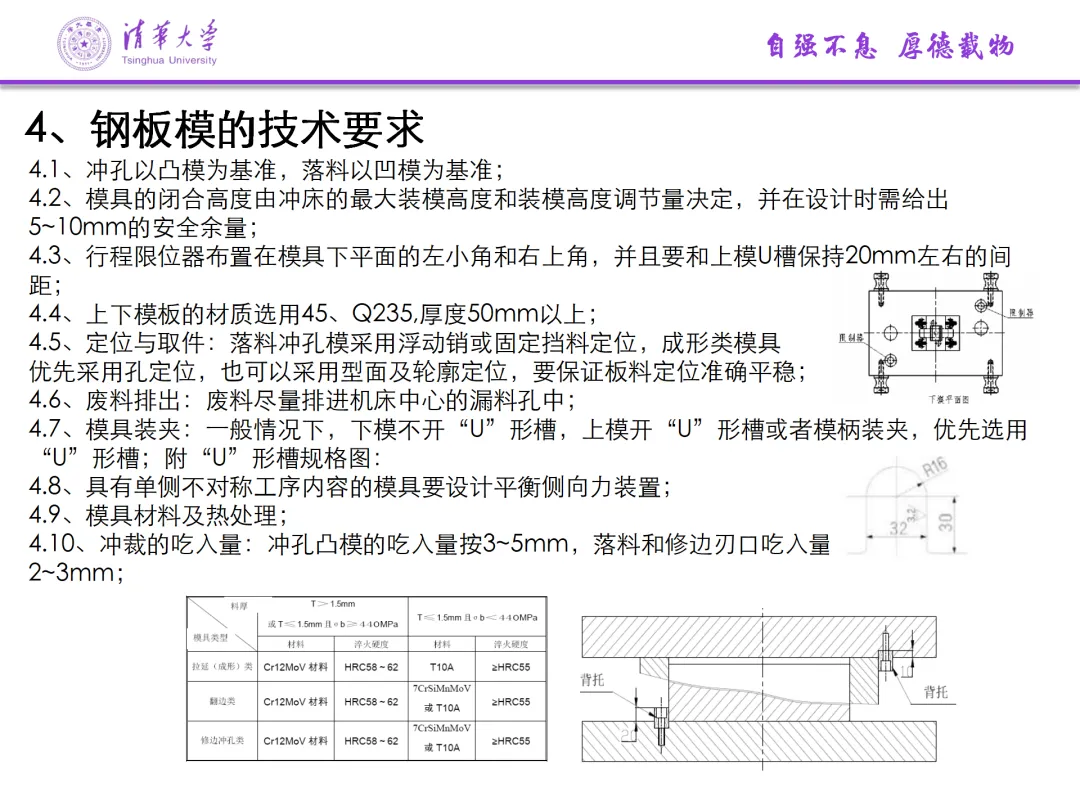
冲裁间隙是凸模与凹模之间的空隙,其大小直接影响断面质量、尺寸精度和模具寿命,一般取板厚的4%~8%。刃口尺寸计算遵循“落料以凹模为准、冲孔以凸模为准”的原则,并预留磨损余量。
排样设计需通过合理布置搭边值最大限度地提高材料利用率,可采用有废料、少废料或无废料排样方式。冲压力(含冲裁力、卸料力、推件力等)是选择压力机吨位和校核模具强度的重要依据。
3.典型模具类型及工艺方案
根据工序组合程度,冲压模具分为单工序模、复合模和级进模。
①单工序模仅完成一道工序,结构简单但效率较低;
②复合模在压力机一次行程内于同一工位完成多道工序,精度高且效率较好;
③级进模在多个工位依次完成多道工序,适合大批量复杂零件生产,效率可达60~120次/分钟。
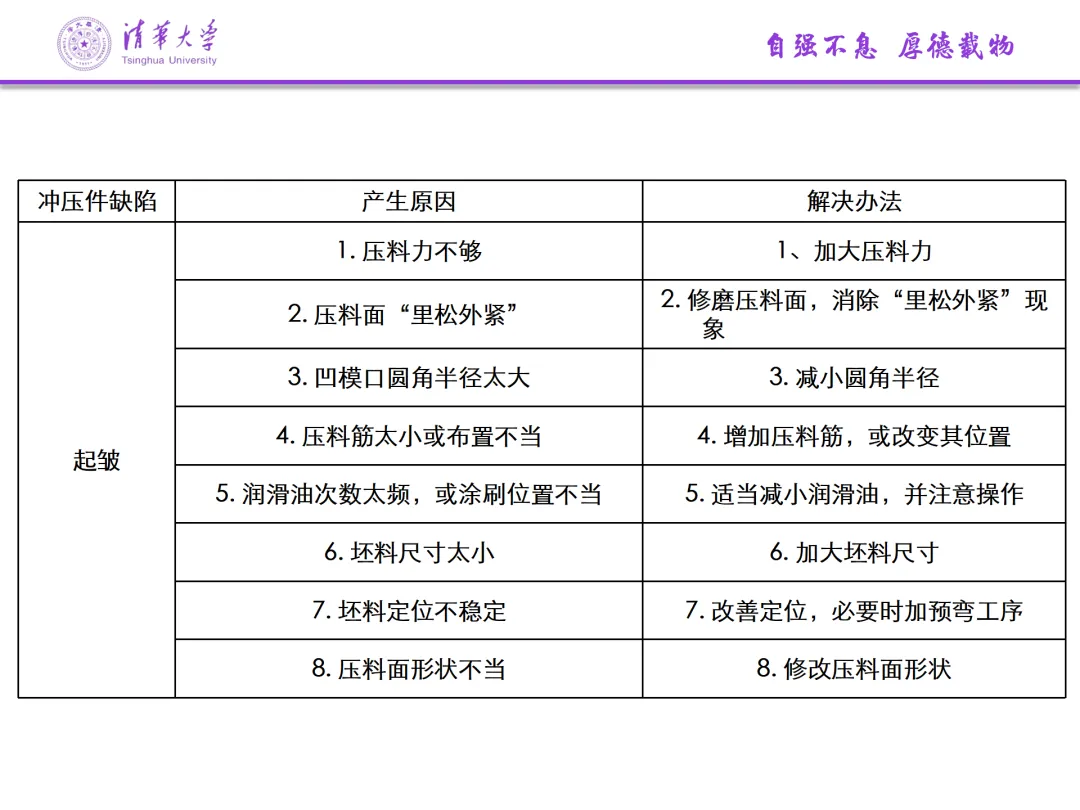
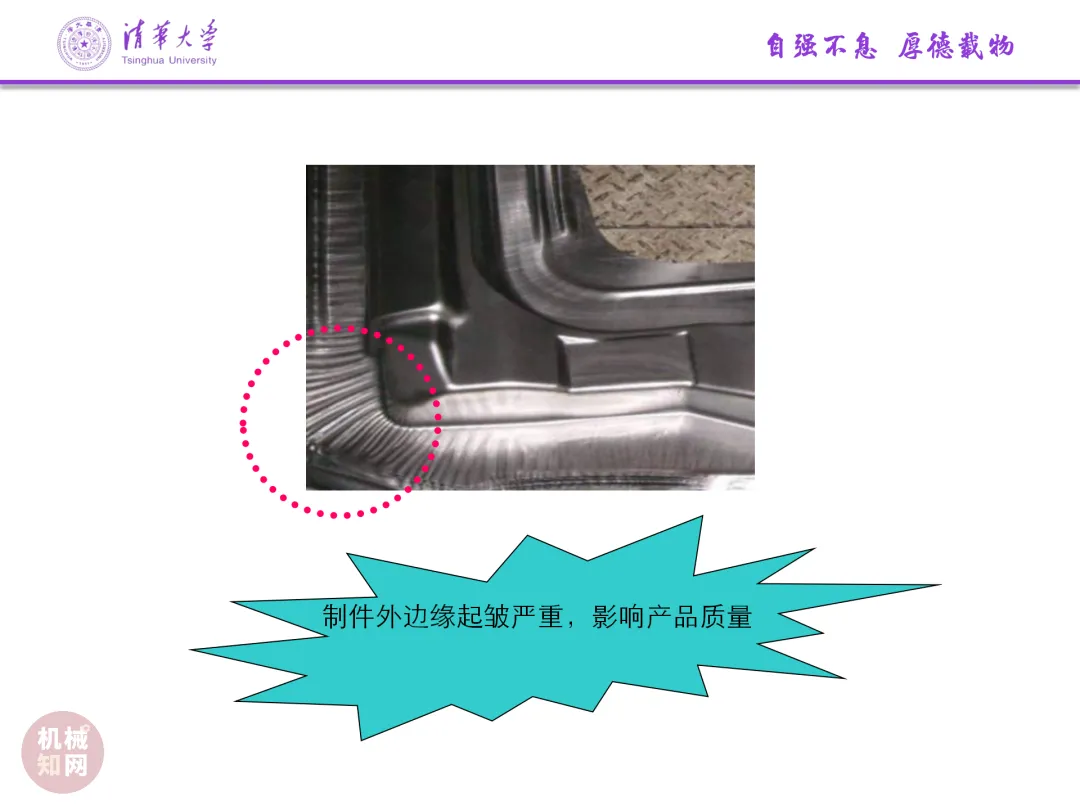
模具设计需进行工艺方案规划,包括零件分析、工序顺序确定、排样设计和模具结构布局,并借助CAE仿真(如AutoForm)验证材料流动与应力分布,预防开裂、起皱和回弹等缺陷。
1. 回复【动图】领取10000+个机械动图及视频包
2. 回复【CAD】领取800GAutoCAD全套视频教程
3. 回复【UG】领取800G的UGNX全套视频教程
4. 回复【SW】领取800G的Solidworks全套教程
5. 回复【机械设计】领取800G(非标)机械设计资料


















 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
