1、Hot bar工艺概述
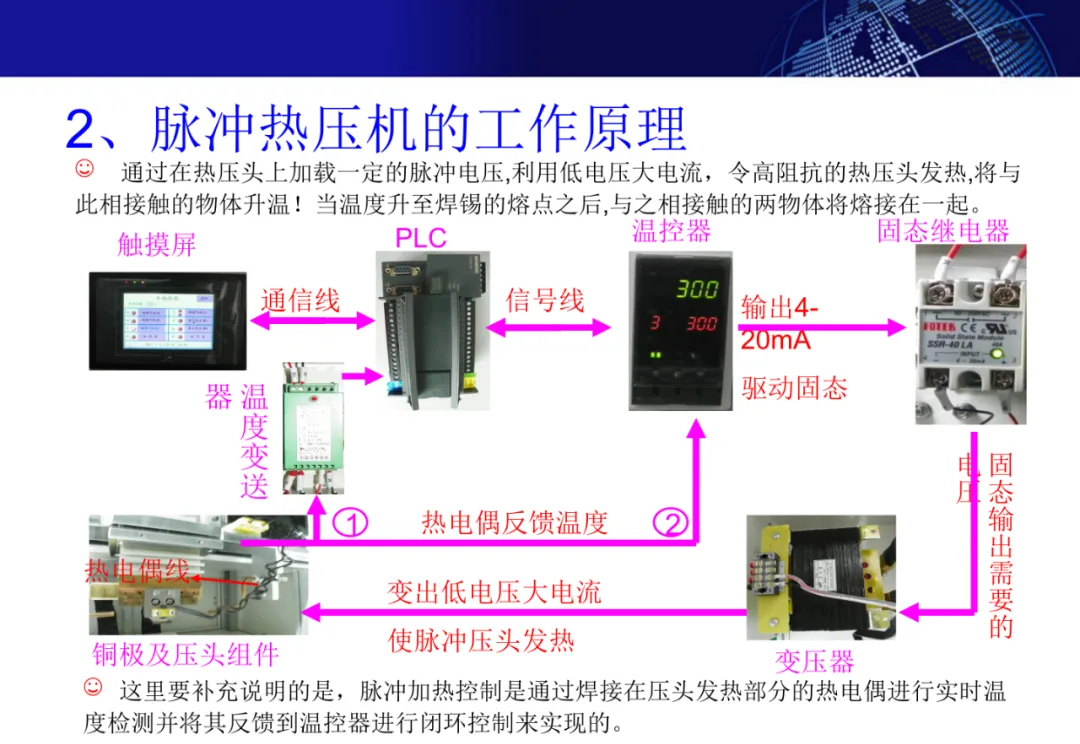
2、脉冲热压机的工作原理
通过在热压头上加载一定的脉冲电压,利用低电压大电流,令高阻抗的热压头发热,将与此相接触的物体升温!当温度升至焊锡的熔点之后,与之相接触的两物体将熔接在一起。
这里要补充说明的是,脉冲加热控制是通过焊接在压头发热部分的热电偶进行实时温度检测并将其反馈到温控器进行闭环控制来实现的。
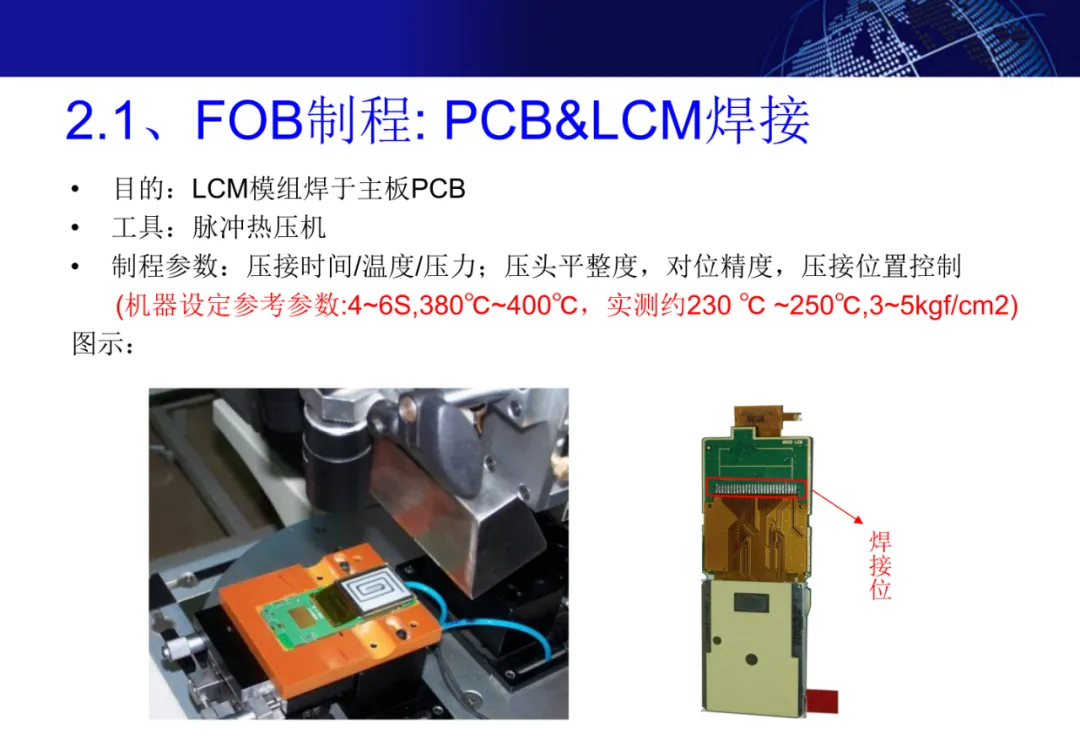
2.FOB制程: PCB&LCM焊接
目的:LCM模组焊于主板PCB
工具:脉冲热压机
制程参数:压接时间/温度/压力;压头平整度,对位精度,压接位置控制(机器设定参考参数:4~6S,380℃~400℃,实测约230℃~250℃,3~5kgf/cm2)图示:
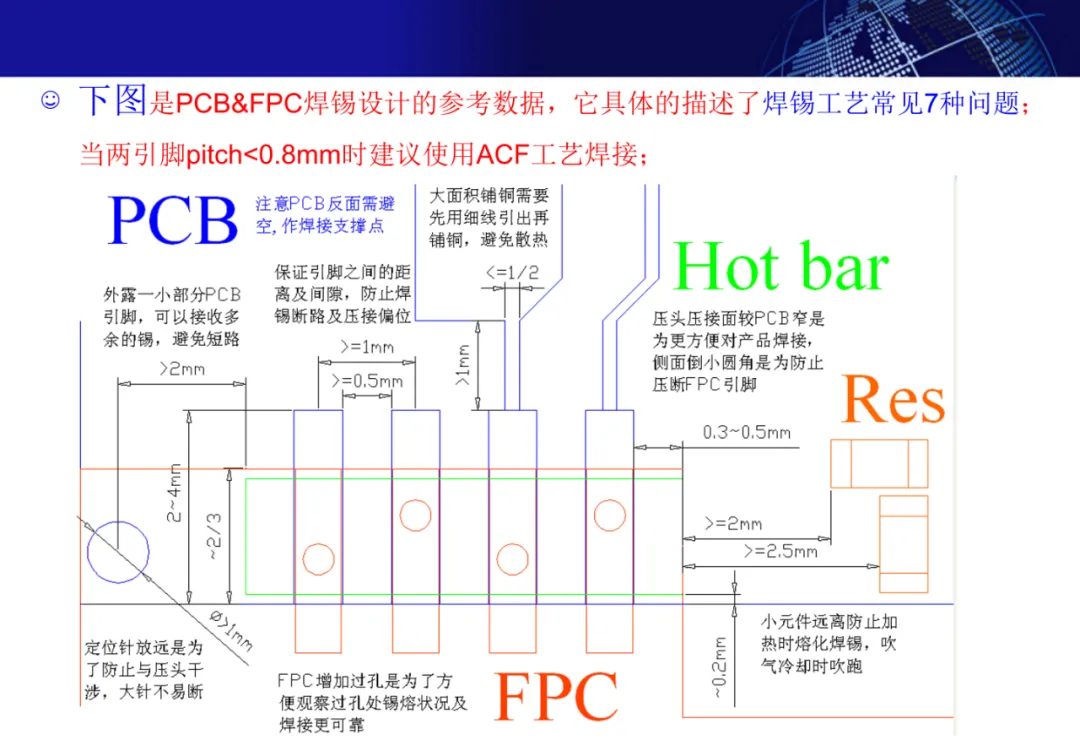
3、焊锡工艺常见7种问题
3.1、引脚中心距(pitch)与金手指间隙的选择
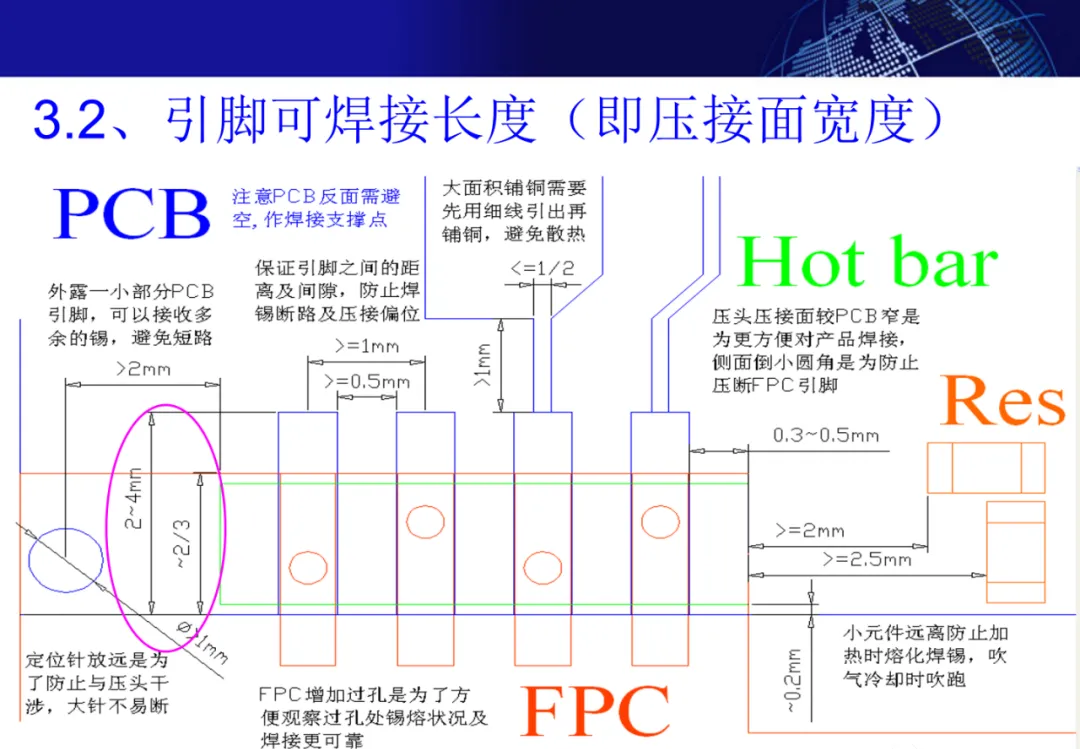
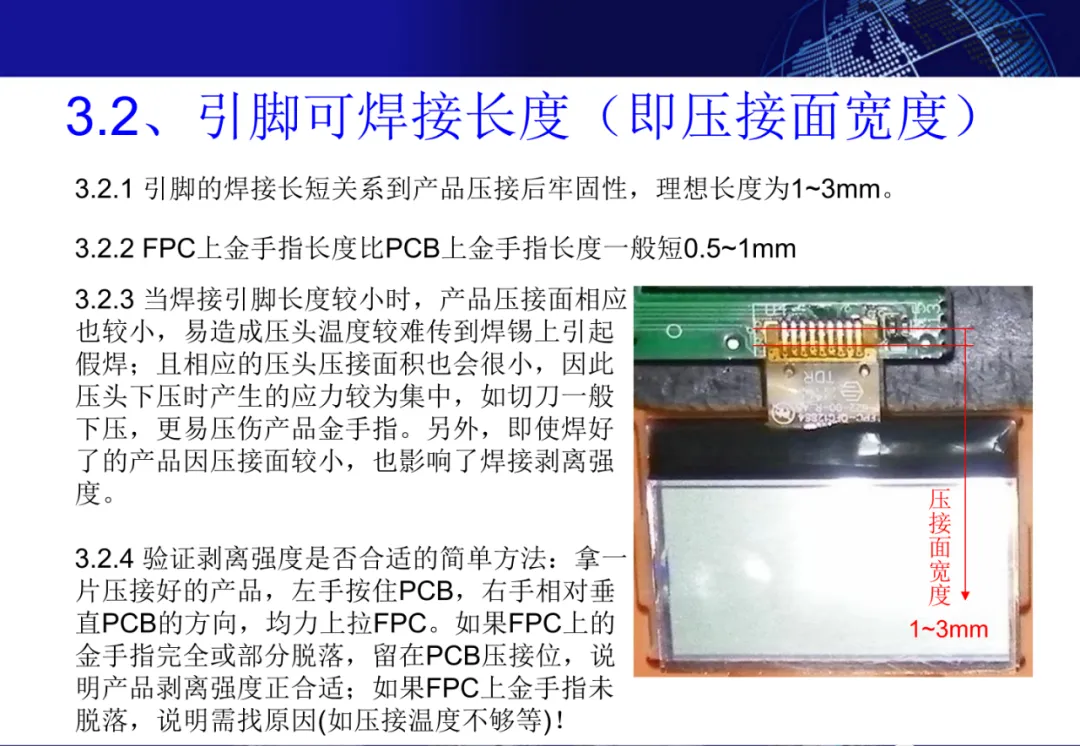
3.2、引脚可焊接长度(即压接面宽度)的选择
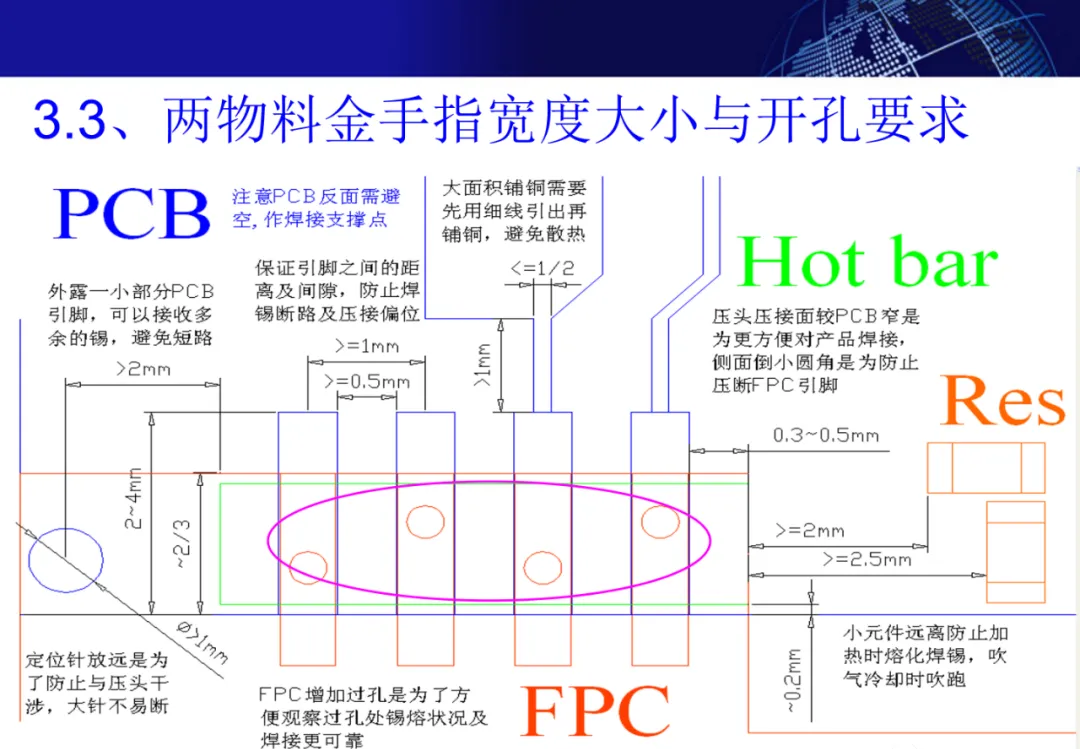
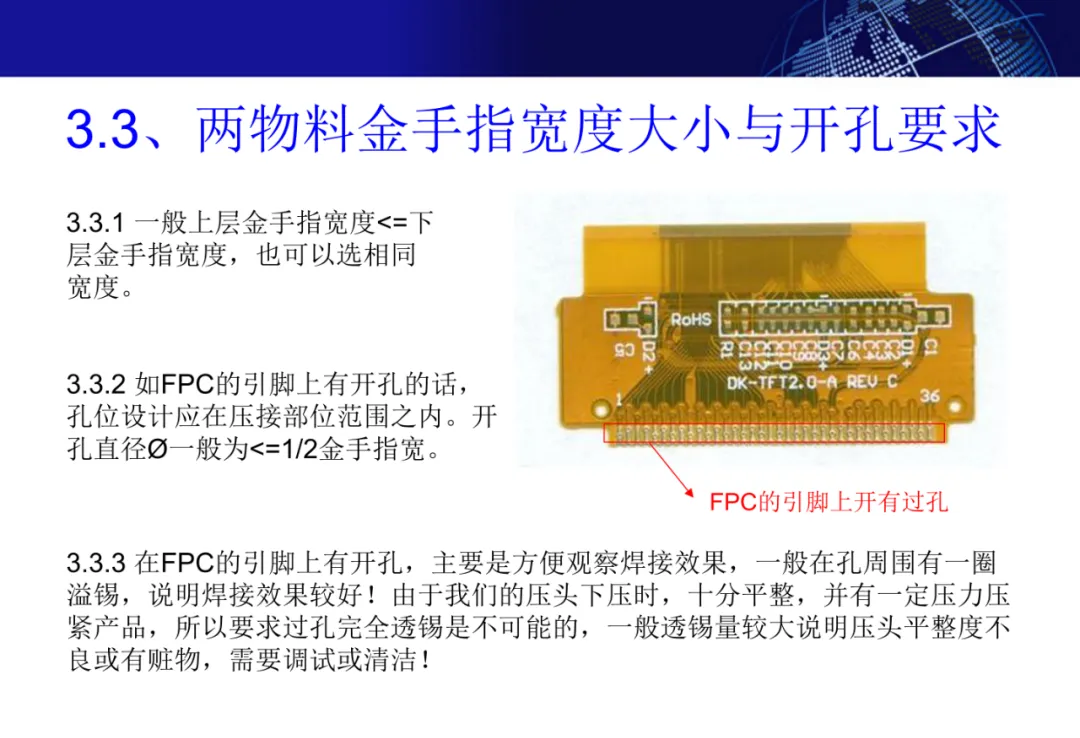
3.3、两物料金手指宽度大小与开孔要求
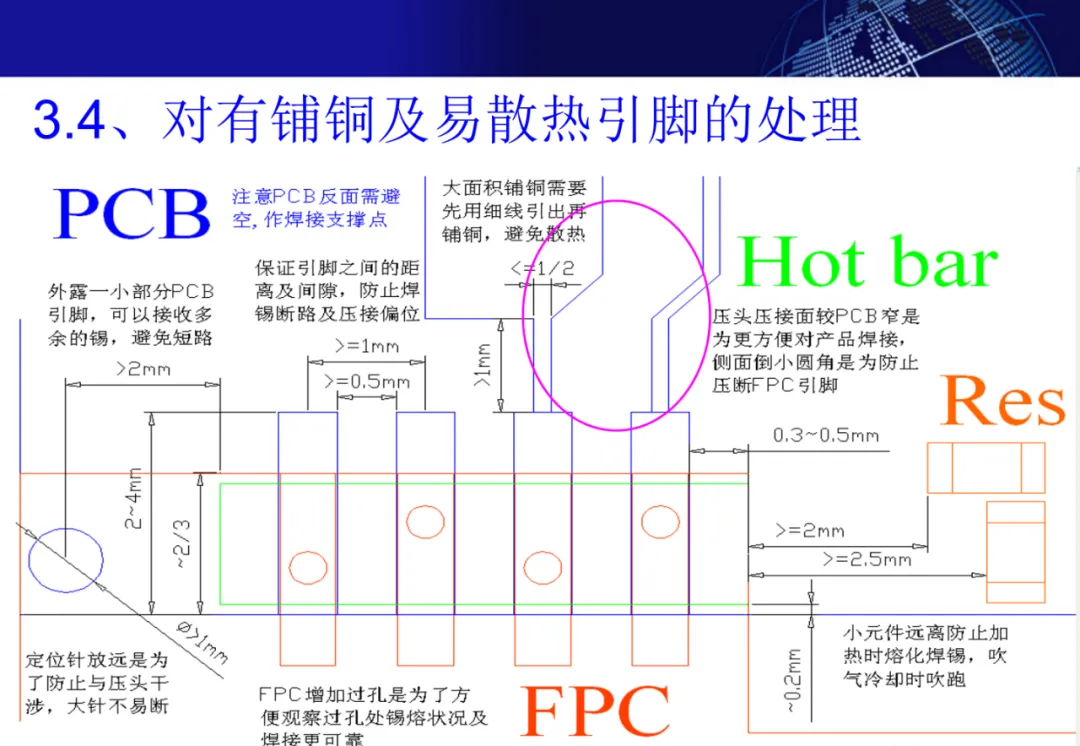
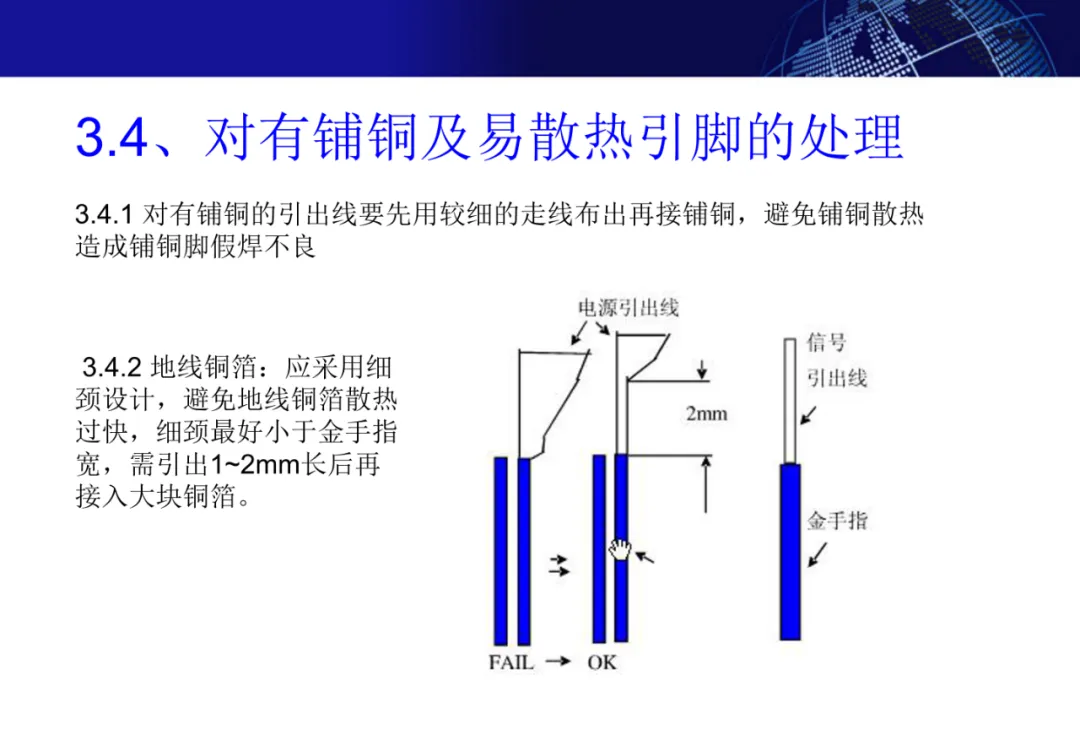
3.4、对有铺铜及易散热引脚的处理
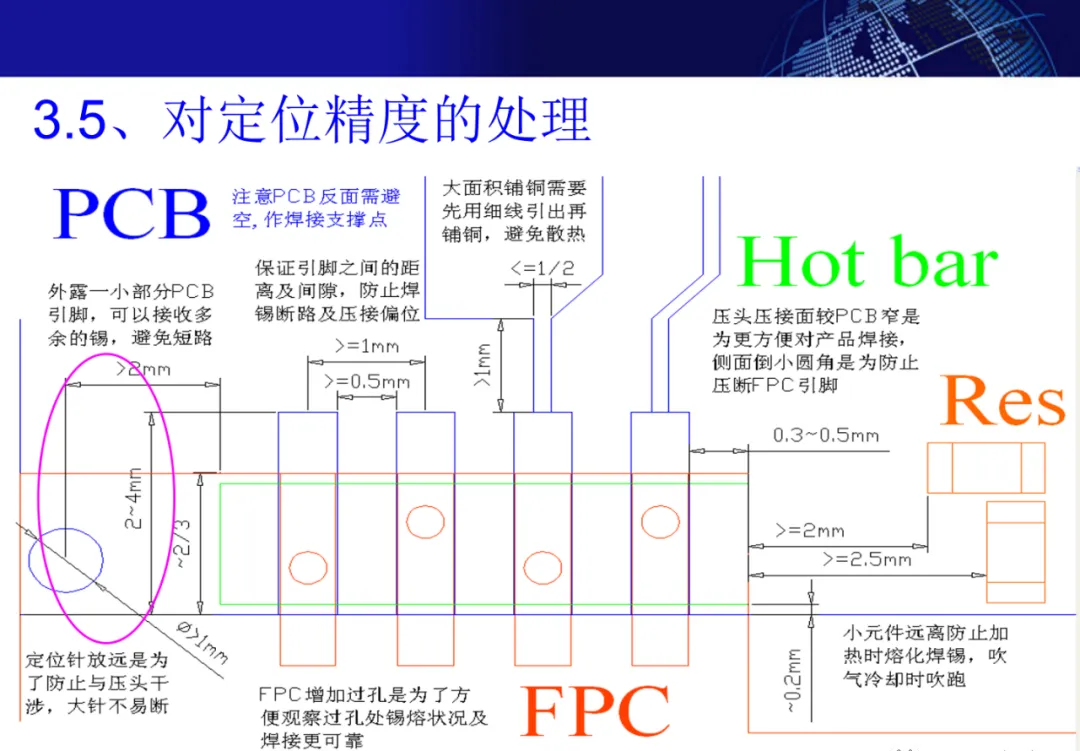
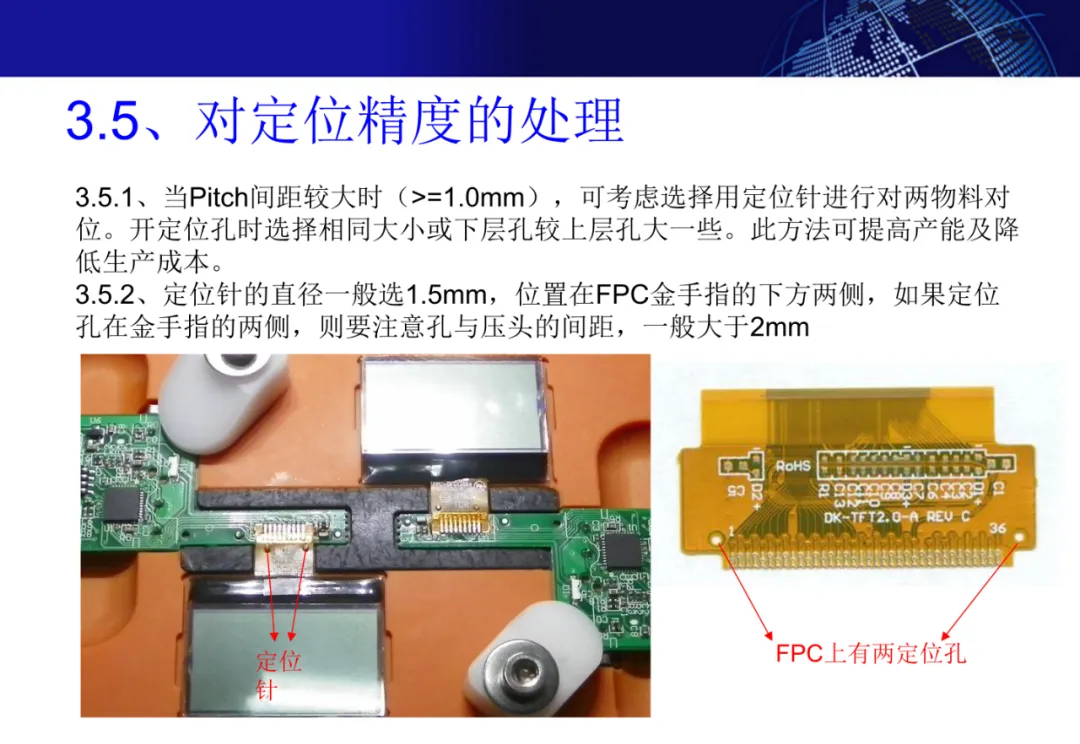
3.5、对定位精度的处理
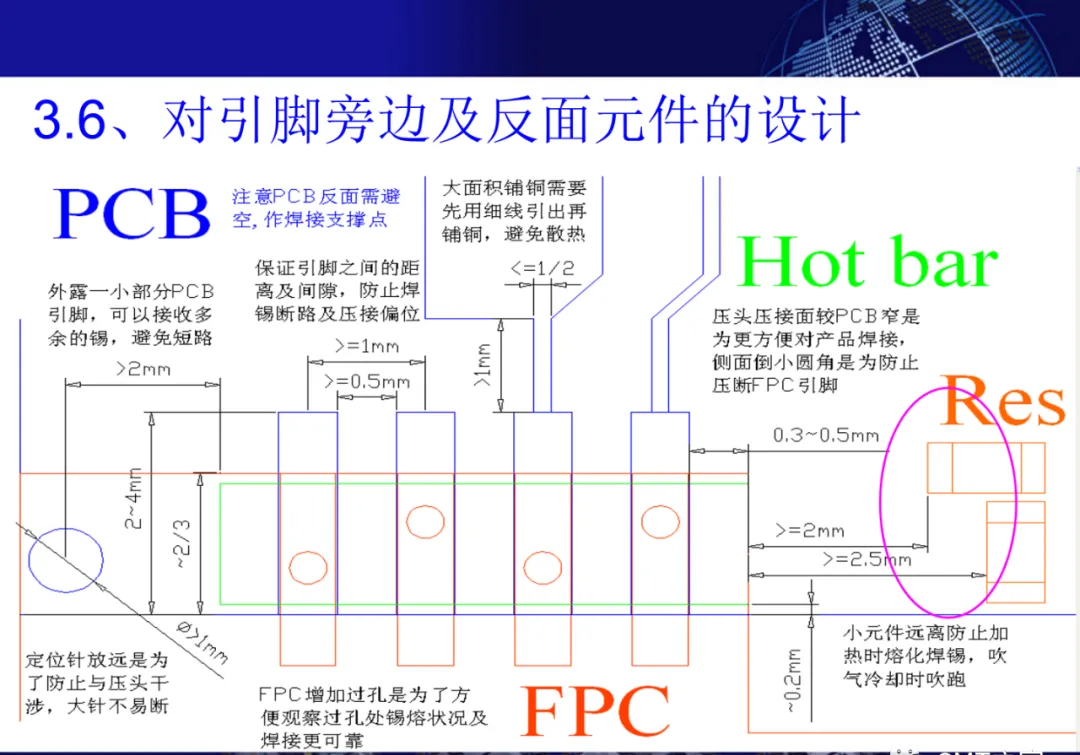
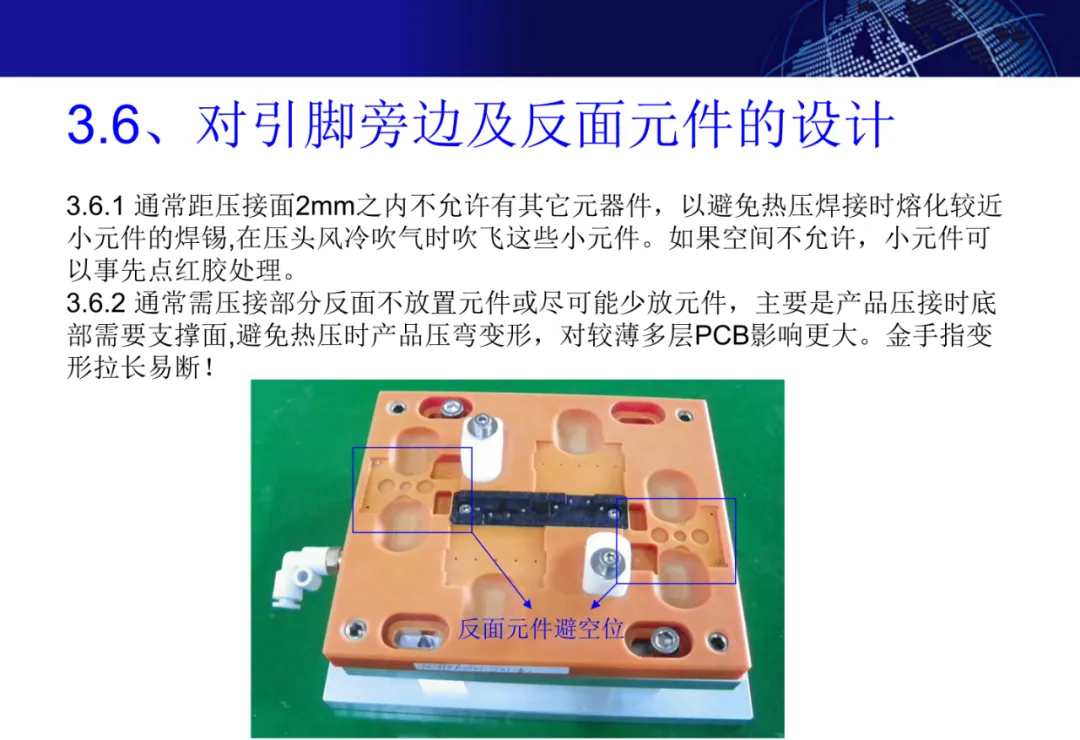
3.6、对引脚旁边及反面元件的设计
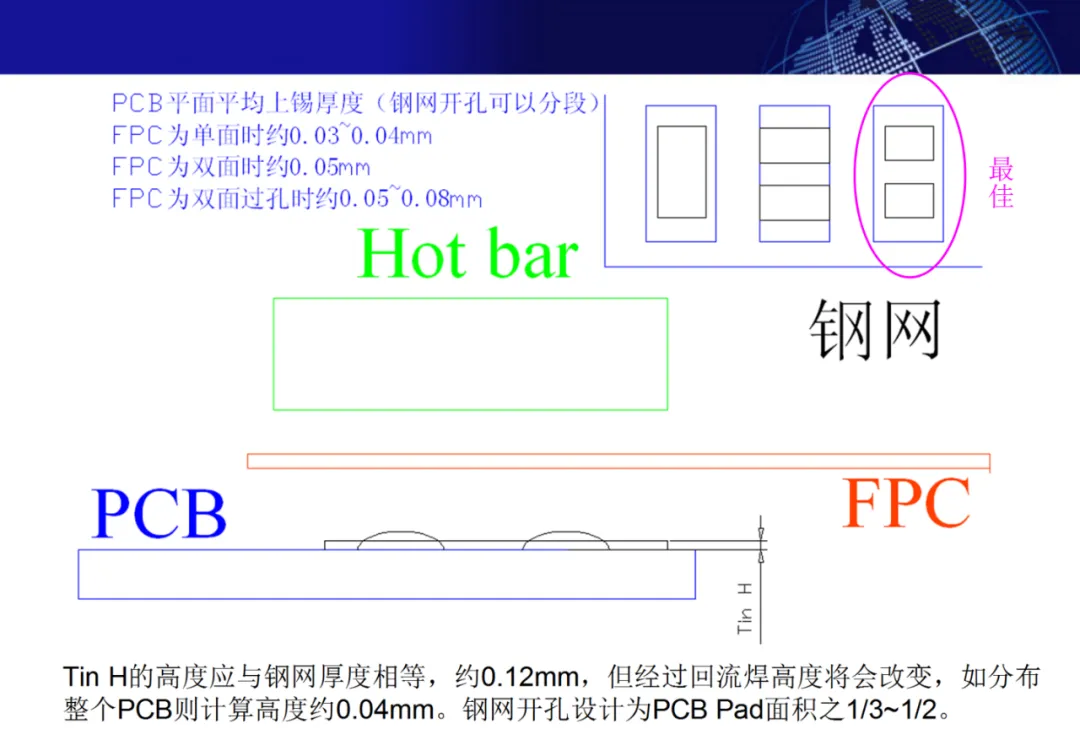
3.7、锡膏量选择及钢网设计
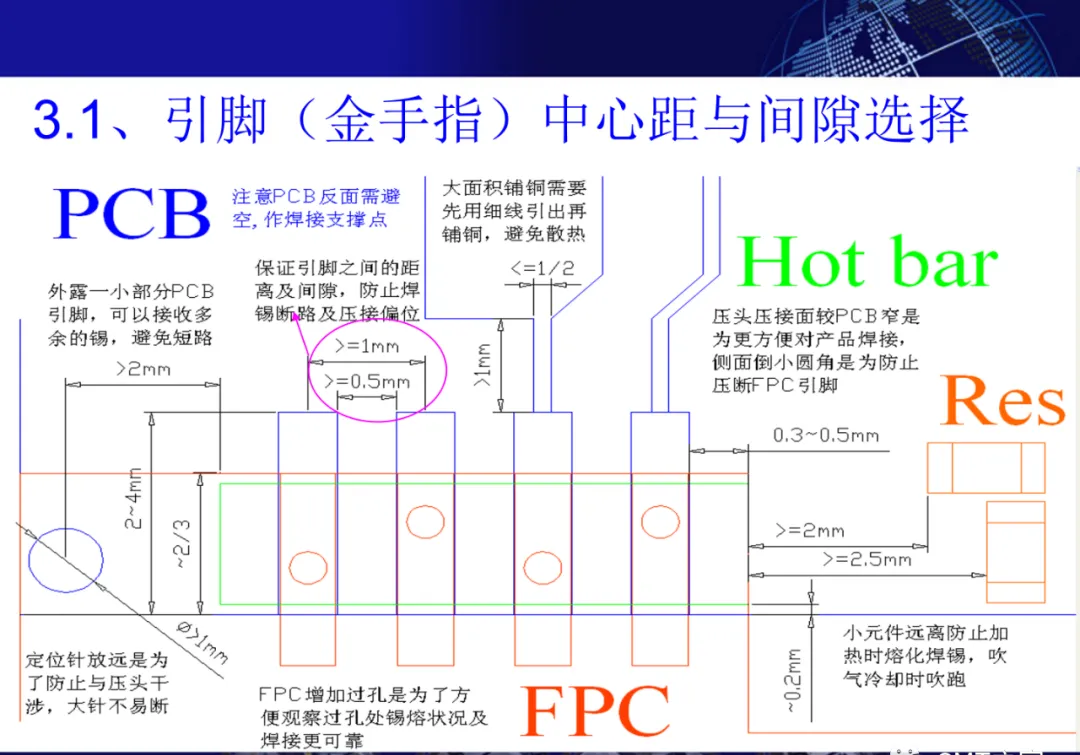
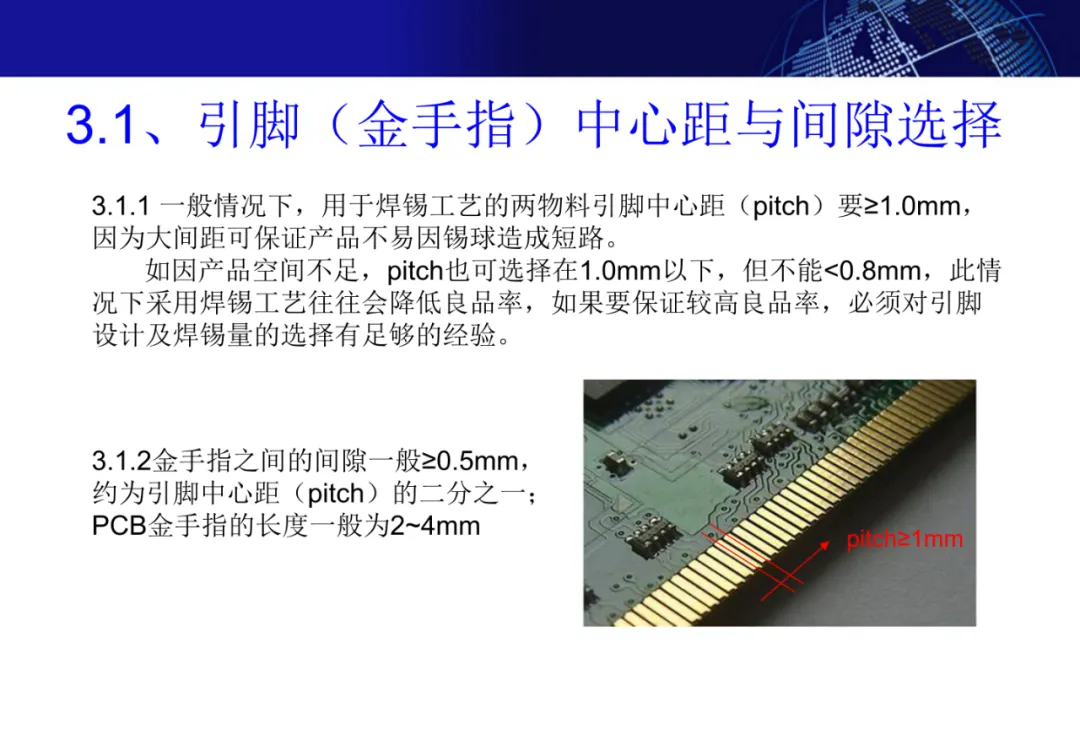
3.1 引脚(金手指)中心距与间隙选择
3.1.1 一般情况下,用于焊锡工艺的两物料引脚中心距(pitch)要≥1.0mm,因为大间距可保证产品不易因锡球造成短路。如因产品空间不足,pitch也可选择在1.0mm以下,但不能<0.8mm,此情况下采用焊锡工艺往往会降低良品率,如果要保证较高良品率,必须对引脚设计及焊锡量的选择有足够的经验。
3.1.2金手指之间的间隙一般≥0.5mm,约为引脚中心距(pitch)的二分之一:PCB金手指的长度一般为2~4mm
【本文转自SMT技术网,转载仅供学习交流。】