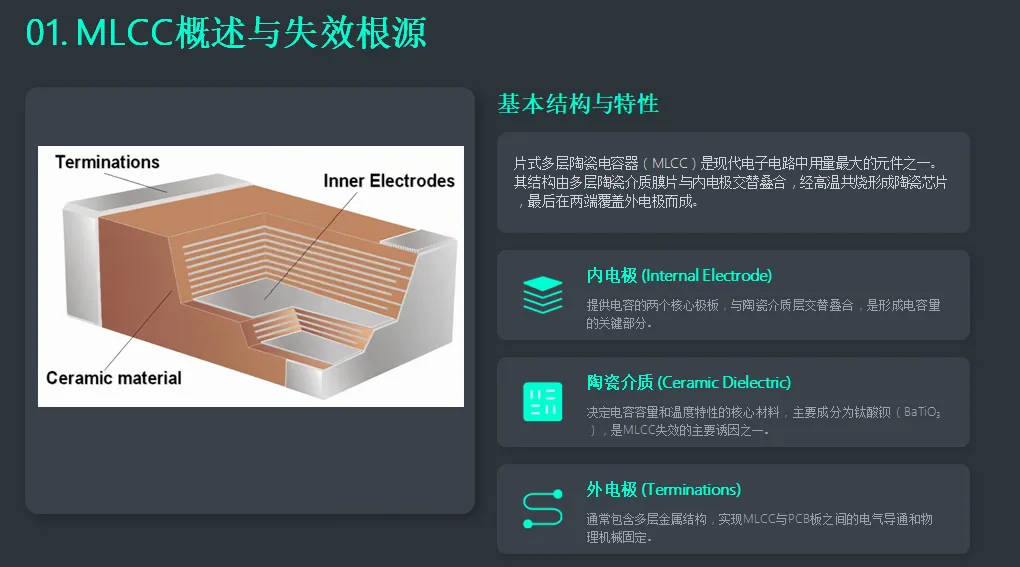
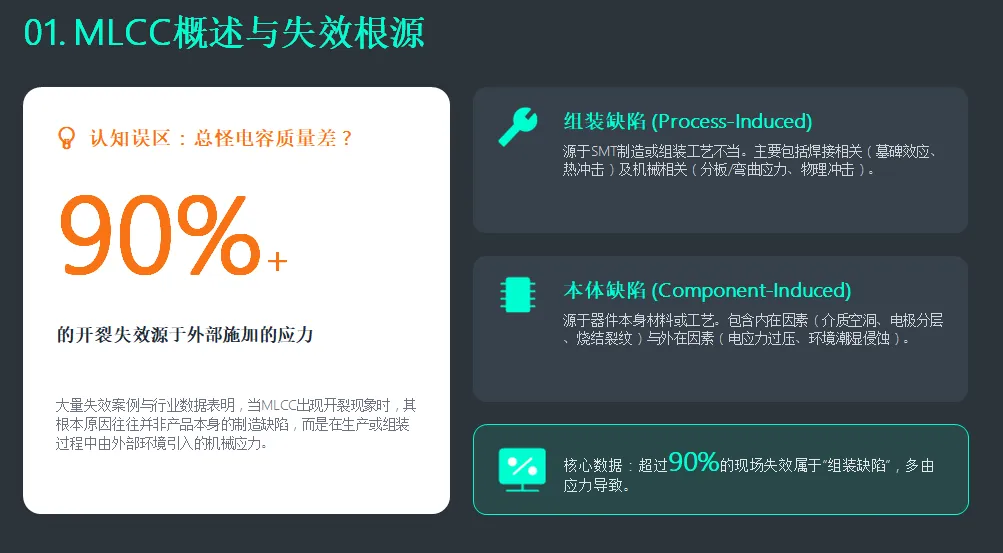
大家好,分享一份SMT相关MLCC(片式多层陶瓷电容)失效分析与预防文章,希望对大家有帮助,也请大家多多支持~MLCC是电子电路中用量最大、应用最广泛的被动元件,其核心结构由陶瓷介质、内电极及外电极共同构成,三者协同实现电容的基本功能。其失效的核心诱因是陶瓷材料本身的脆性特质——该材料抗压性能优良,可承受较大的轴向压力,但抗弯、抗冲击能力相对较弱,无法承受外部的弯曲或冲击应力。结合行业大量失效案例及实测数据表明,超过90%的MLCC开裂失效均由外部应力导致,与器件本身的制造质量无直接关联,这也是SMT生产中MLCC失效的核心认知要点。
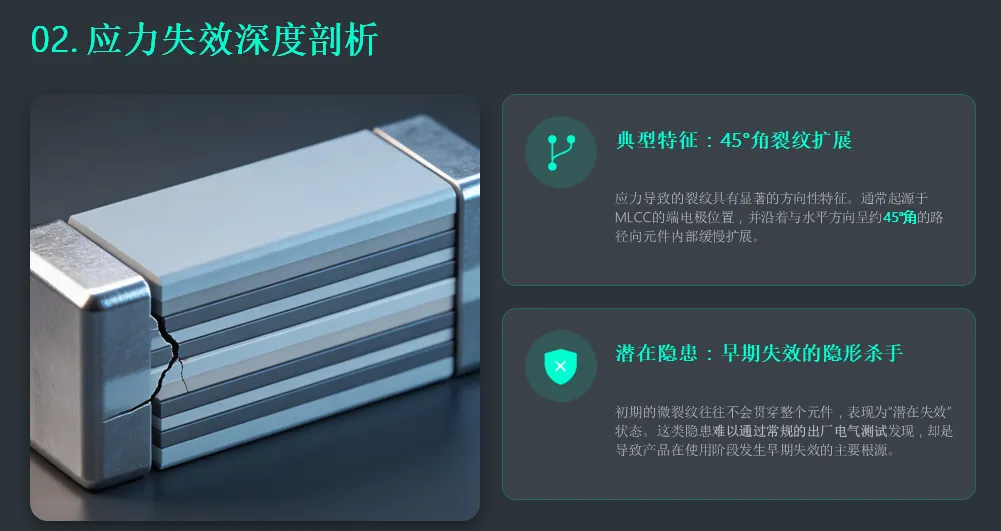
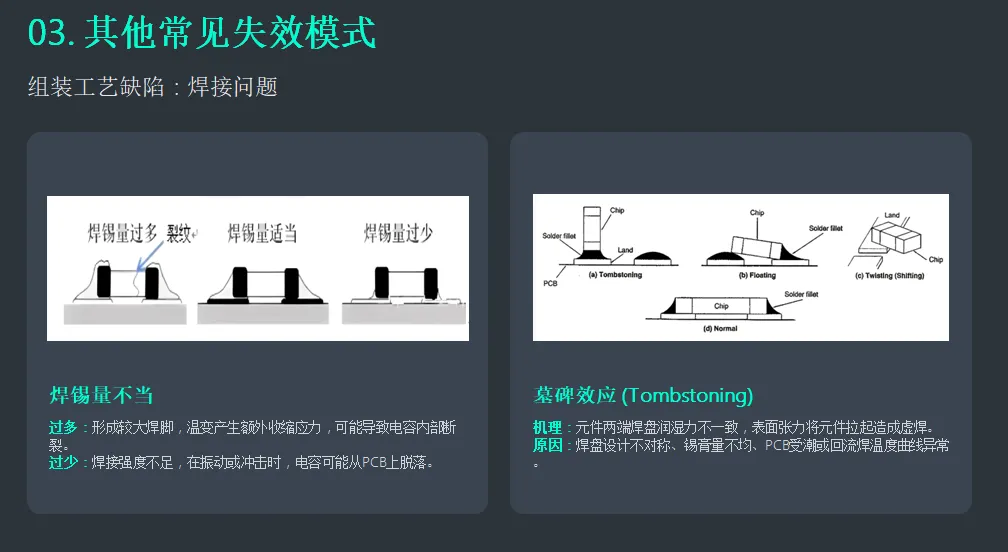
MLCC最常见的失效类型为应力失效,具体可分为机械应力与热应力两大类别:机械应力主要产生于分板、PCB弯曲等生产环节,包括V-Cut/邮票孔分板时的边缘弯曲、PCB装配过程中的按压变形等,这些应力会直接传递至MLCC内部;热应力则源于焊接过程,由于陶瓷介质与金属电极的热膨胀系数存在明显差异,加热冷却过程中产生的应力会导致器件内部产生微裂纹,且早期微裂纹极为细微,难以通过常规的电气测试发现,属于潜伏性失效隐患。除此之外,组装工艺缺陷(如焊锡量不当、焊盘设计不合理引发的墓碑效应)、器件本体固有缺陷(如内部空洞、电极分层、潮湿环境下的银离子迁移等),也是引发MLCC失效的重要因素,需重点防控。
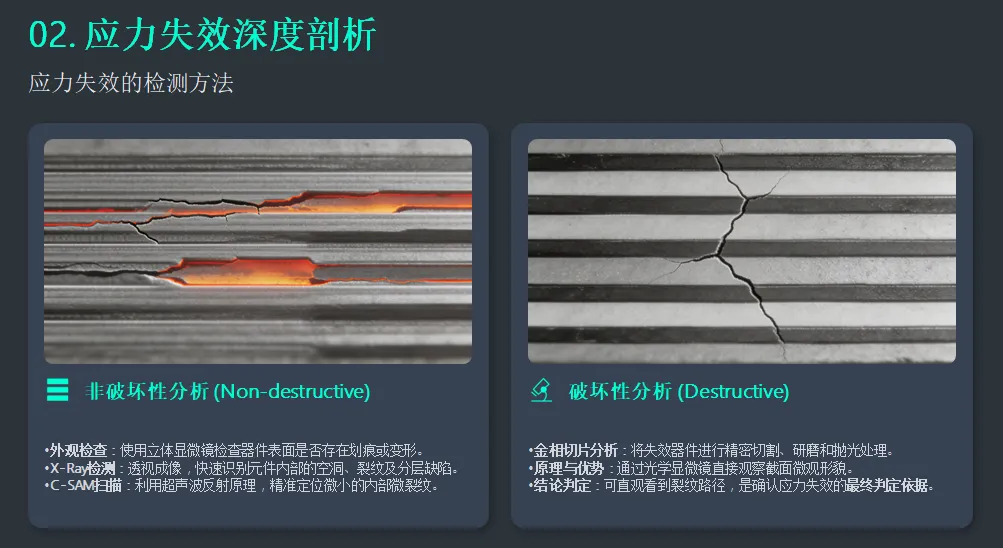
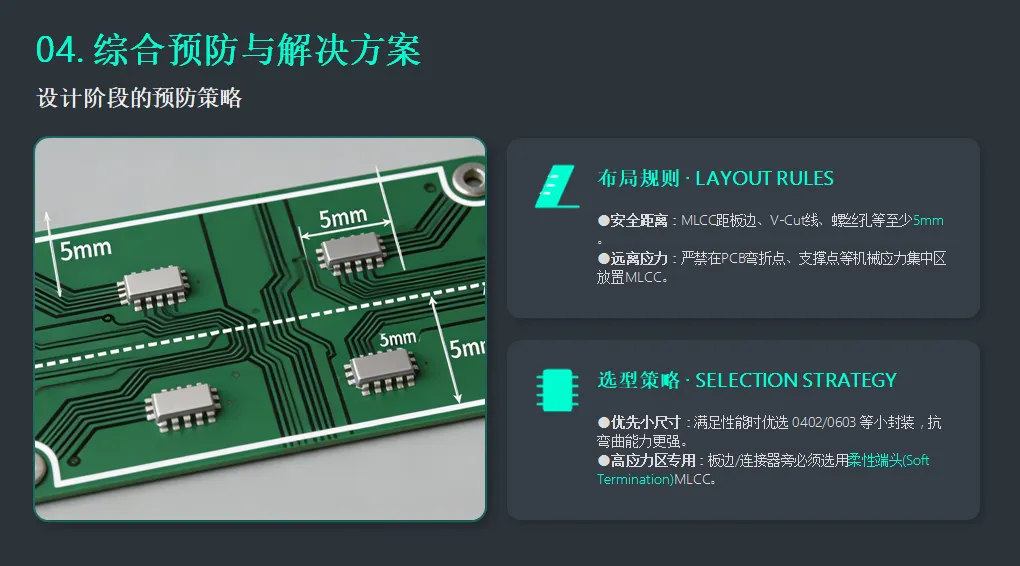
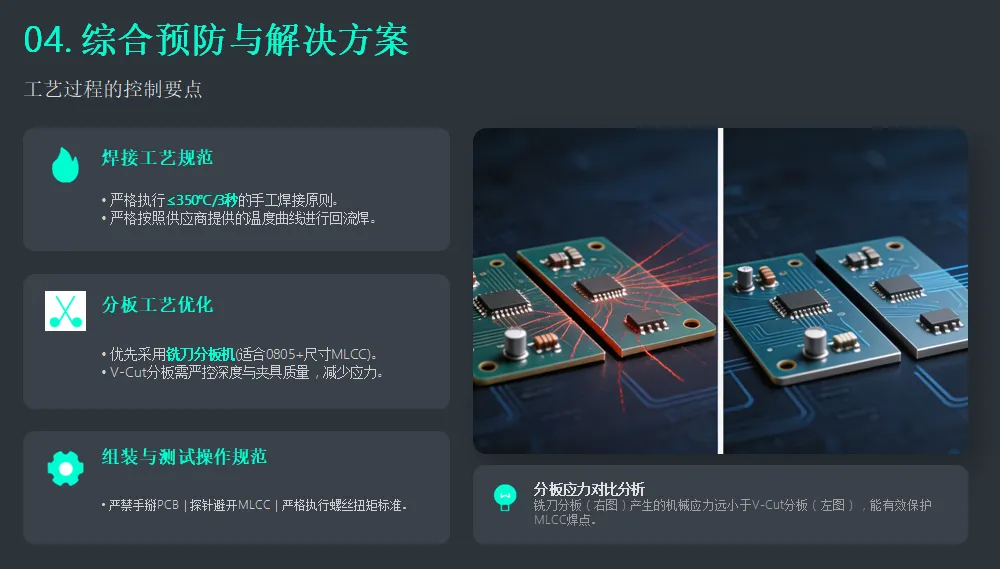
MLCC失效检测需严格遵循“先无损、后破坏”的核心原则,确保失效证据的完整性:无损检测手段主要包括外观显微观察、X-Ray透视、C-SAM超声扫描,可快速定位器件表面及内部的异常情况,无需破坏器件,适用于批量失效的初步排查;破坏性分析主要包括金相切片、SEM扫描电镜观察等,可直观呈现失效微观形貌,用于明确失效机理、确认根本原因,为预防措施制定提供支撑。预防工作可从设计、选型、工艺三方面系统推进:设计环节需保障MLCC与板边、V-Cut线、螺丝孔等关键位置的安全距离,规避应力集中;选型环节优先选用小尺寸器件,高应力区域优先采用软端子MLCC,提升抗应力能力;工艺环节需严格规范焊接、分板操作,严控各项工艺参数,避免PCB受力变形,从源头减少应力引入。
综上,在SMT生产过程中,严格把控应力管控、科学选型、规范工艺三大核心要点,建立全流程防控体系,可大幅降低MLCC失效概率,有效提升SMT生产线的生产良率,同时保障终端产品的运行可靠性,为企业降低质量成本、提升市场竞争力提供支撑。
常见波峰焊连锡的解决办法
回流焊链条不动故障排查与解决
亲身解决标签一抹就花的问题