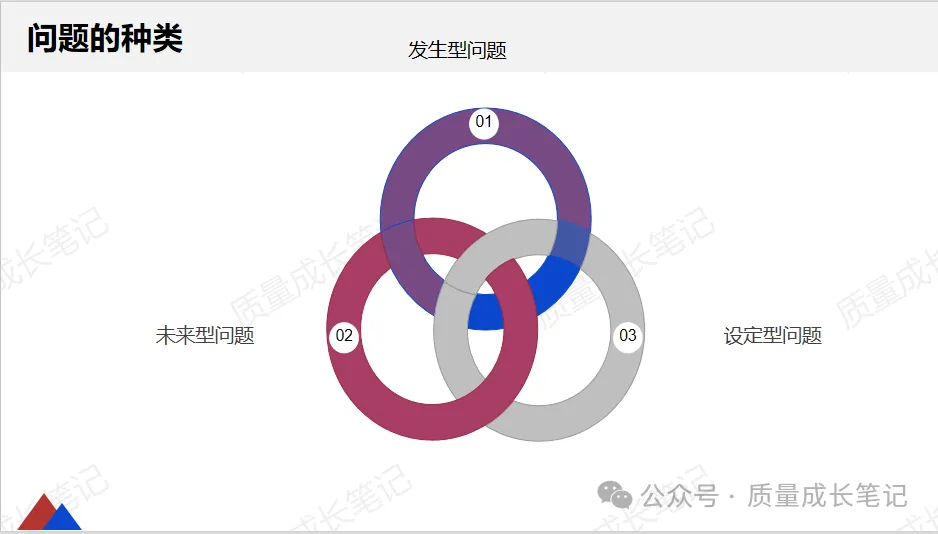
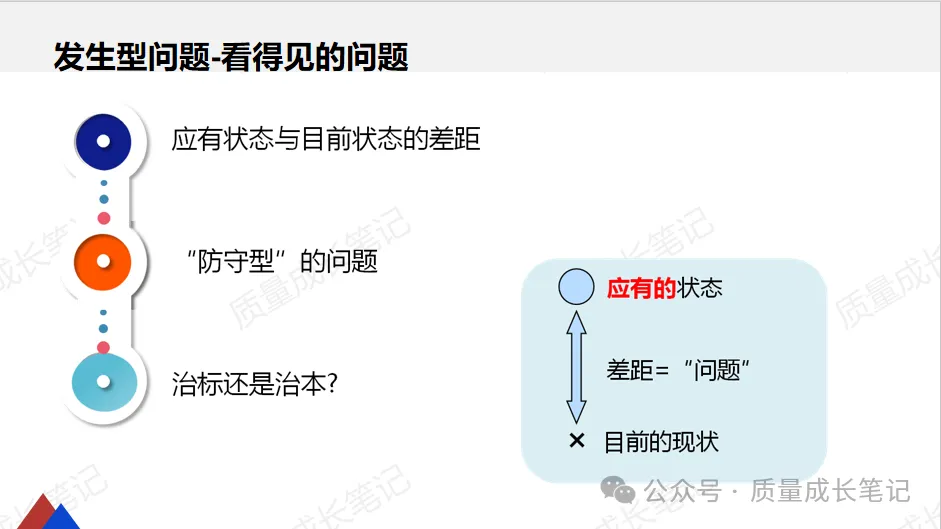
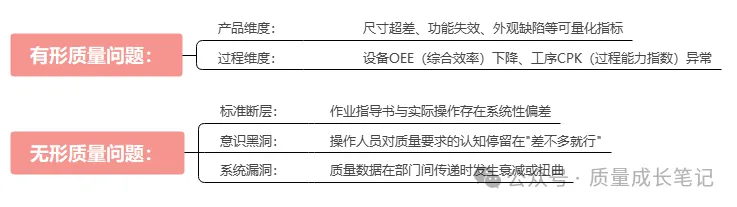
质量问题绝非简单的"产品不合格",而是系统运转中超出可控范围的偏差波动。而这其中又分为有形和无形两种质量问题。
判断铁律:当波动超出控制线(UCL/LCL)时,必须启动问题分析程序。例如某注塑件重量标准差从0.3g突增至0.8g,即便尚未出现不合格品,也属于质量问题信号。
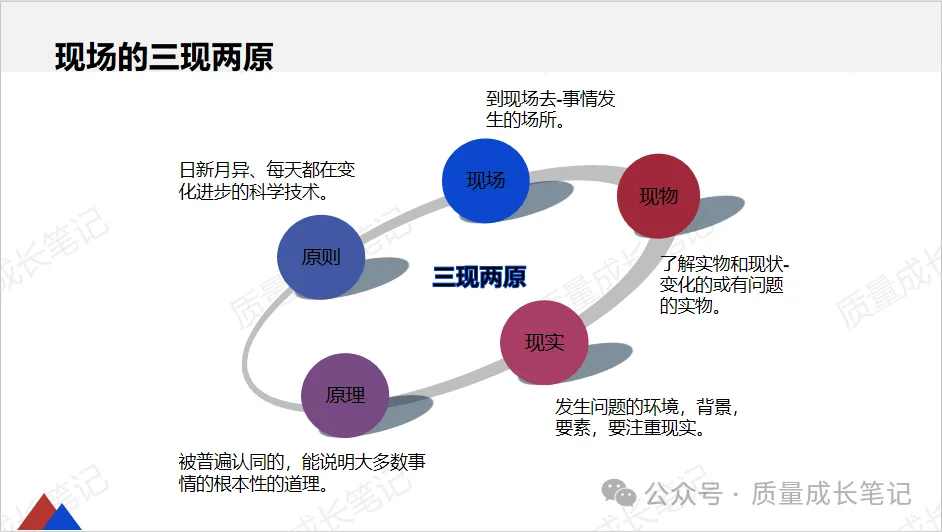
现地:站在设备前观察操作工安装零件的动作轨迹
现物:将不良品与合格品并排解剖,对比断口形貌差异
现实:记录连续50个产品的检测数据绘制波动折线图
物理隔离:对可疑批次产品加贴红色待检标签
过程冻结:暂停当前工艺参数设置,切回上一稳定版本
① 直接原因层(工艺维度):为什么尺寸超差?→刀具磨损② 系统原因层(管理维度):为什么未及时发现磨损?→点检表未包含该指标③ 文化原因层(意识维度):为什么点检表缺失关键项?→技术更新后未同步修订标准
同机型:检查其他产线同型号设备是否存在类似隐患
同工序:评估前道/后道工序是否有衍生风险
同类型:排查其他刀具/模具的寿命管理机制
挂图作战:制定《问题歼灭表》,责任人/节点/验收标准三明确
小时追踪:早晚10分钟作战会+每小时现场核查
即时点火:设闪电奖(2小时解难题)、火眼奖(发现系统漏洞)
当然,时间上不用卡那么死,根据自己公司的实际情况来安排就好。
改文件:作业指导书增加"问题处置流程图"
建标本:将解决过程做成《典型问题作战手册》,以供后面参考
锁系统:关键参数植入SPC自动监控
人:训练"三现三快"(现地观察/现物分析/现实验证,快速发现/快速决策/快速固化)
系统:搭建"三自防线"(异常自报警/风险自诊断/参数自修正)